 Przejdź do treści
Przejdź do treści 

Twój kierownik produkcji właśnie zapytał, dlaczego prosta pokrywa zajmuje 45 sekund na wtrysk, podczas gdy konkurencja podała 18. Odpowiedź prawie zawsze sprowadza się do jednego: jak dobrze rozumiesz – i optymalizujesz – cykl wtryskiwania.
Cykl formowania wtryskowego to pełna sekwencja od zamknięcia formy do usunięcia wypraski. Jest to najważniejszy czynnik decydujący o koszcie jednostkowym części w produkcji wielkoseryjnej. Popełnij błąd, a tracisz zysk z każdego cyklu. Zrób to dobrze, a zyskasz wydajność bez kupowania ani jednej nowej maszyny.
- Cykl formowania wtryskowego obejmuje etapy wtrysku, docisku, chłodzenia i usuwania wypraski.
- Chłodzenie zwykle pochłania 50–80% całkowitego czasu cyklu.
- Czas cyklu bezpośrednio wpływa na koszt jednostkowy wypraski i stopień wykorzystania maszyny.
- Grubość ścianki, konstrukcja chłodzenia formy i wybór materiału to trzy najważniejsze dźwignie.
- Nawet skrócenie o 2 sekundy w formie wielogniazdowej może zaoszczędzić tysiące miesięcznie.
Co to jest cykl wtryskiwania?
Cykl wtryskiwania to całkowity czas od zamknięcia formy do usunięcia części na formowanie wtryskowe maszyna.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Ten cykl ma znaczenie, ponieważ wyznacza maksymalną wydajność. Jeśli czas cyklu wynosi 30 sekund, a używasz formy 4-gniazdowej, produkujesz 480 części na godzinę. Skróć ten cykl o 5 sekund, a skoczysz do 576 części na godzinę – wzrost wydajności o 20% bez żadnych nakładów inwestycyjnych.
W naszej fabryce w Szanghaju obsługujemy 47 maszyn do formowania wtryskowego o siłach od 90T do 1850T. Dzięki ponad 20-letniemu doświadczeniu produkcyjnemu zoptymalizowaliśmy czasy cyklu dla tysięcy programów form. Nasz zespół inżynieryjny śledzi czas cyklu dla każdego zlecenia, wychodząc od docelowej ceny jednostkowej, aby określić optymalne parametry cyklu.
W naszej fabryce śledzimy czas cyklu dla każdego zlecenia. Gdy klient prosi nas o osiągnięcie konkretnej ceny jednostkowej, pierwszą wartością, od której zaczynamy obliczenia, jest czas cyklu, ponieważ to on decyduje o koszcie maszynogodziny na część.
Jakie są cztery etapy cyklu wtryskiwania?
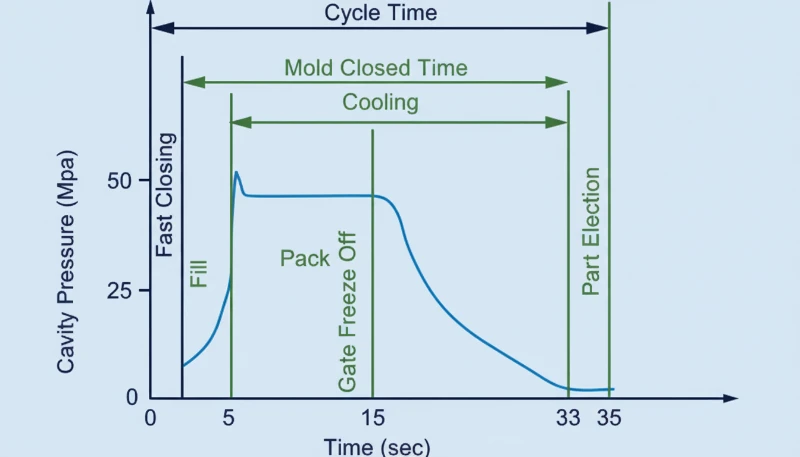
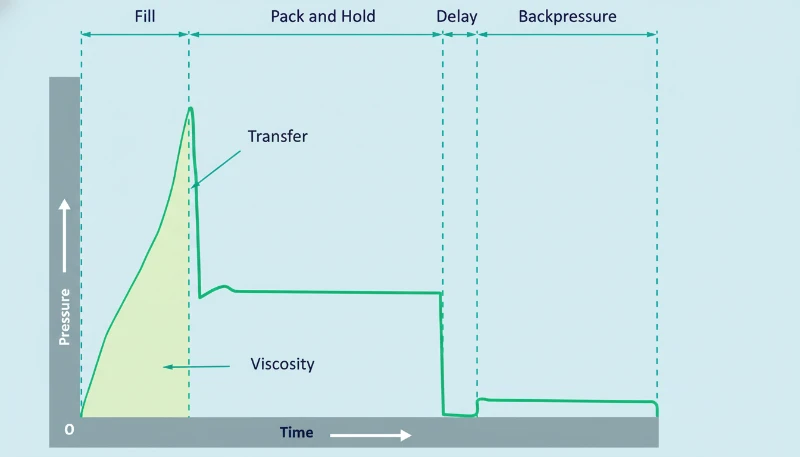
Cykl formowania wtryskowego składa się z czterech etapów: wtrysku, docisku, chłodzenia i usuwania wypraski, z których każdy jest determinowany przez geometrię części i materiał.
1. Wtrysk (Napełnianie formy)
Dla większości standardowych części (grubość ścianki 2–3 mm, żywica standardowa) wtrysk wypełnia gniazdo w 2–5 sekund. Duże części konstrukcyjne o grubych ściankach mogą wymagać 8–12 sekund. Profil prędkości wtrysku jest zwykle programowany etapowo – wolno przy wlocie, aby zapobiec strumieniowaniu, szybko przez główną część gniazda, a następnie ponownie wolno pod koniec, aby zapobiec nadmiernemu dociskowi.
2. Docisk (ciśnienie docisku)
Czas docisku zwykle trwa 5–30 sekund. Po nominalnym wypełnieniu formy śruba utrzymuje ciśnienie, aby skompensować skurcz objętościowy podczas stygnięcia tworzywa od temperatury topnienia do temperatury zestalenia.
Ten etap dodaje do formy dodatkowe 5–25% materiału po wstępnym napełnieniu. Ciśnienie docisku musi być utrzymywane do momentu zestalenia bramki – po jej zastygnięciu dodatkowe ciśnienie nie ma już wpływu na wypraskę. Dlatego wielkość i lokalizacja bramki są kluczowymi decyzjami projektowymi. Zbyt wczesne zestalenie bramki prowadzi do nadmiernego skurczu, zbyt późne – niepotrzebnie wydłuża cykl.
Optymalny czas docisku znajduje się poprzez ważenie części przy wydłużającym się czasie docisku, aż masa części się ustabilizuje. W ZetarMold przeprowadzamy to badanie uszczelnienia bramki na każdej nowej formie podczas prób T1.
3. Chłodzenie
Chłodzenie jest prawie zawsze najdłuższym etapem, stanowiąc 50–80% całkowitego czasu cyklu. Typowy czas chłodzenia wynosi od 10 do 120 sekund, zależny głównie od grubości ścianki i właściwości materiału. thermal diffusivity1.
Zasadą dla czasu chłodzenia jest w przybliżeniu proporcjonalna zależność od kwadratu grubości ścianki. Podwójna grubość ścianki oznacza w przybliżeniu czterokrotny czas chłodzenia. Dlatego często zalecamy optymalizację grubości ścianki podczas przeglądu DFM – zmniejszenie z 4 mm do 3 mm w obszarze niekrytycznym może skrócić czas chłodzenia o prawie 40%.
Projekt kanałów chłodzących jest najbardziej wpływową decyzją inżynieryjną dla czasu cyklu. conformal cooling channels2, które odwzorowują kształt części, mogą skrócić czas chłodzenia o 20–40% w porównaniu z konwencjonalnymi prostymi kanałami wierconymi. W przypadku produkcji wielkoseryjnej samo to może uzasadnić wyższy koszt narzędzia.
4. Wyprężanie i otwieranie formy
Czas wyprężania zwykle trwa 2–10 sekund. Ten etap obejmuje otwarcie formy, wyprężenie wypraski (za pomocą wypychaczy, płyt wyprężających lub podmuchu powietrza) oraz czas usunięcia przez robota lub operatora, po czym następuje zamknięcie formy dla kolejnego cyklu.
W przypadku produkcji zautomatyzowanej z robotycznym usuwaniem części planuj 3–6 sekund. Ręczne usuwanie dodaje 1–3 sekundy. Odległość otwarcia formy, skok wypychania oraz obecność ruchów bocznych (wypychacze, suwaki) wpływają na ten czas.

Wielkość maszyny również odgrywa rolę: maszyna 80T może otwierać i zamykać w 4 sekundy, podczas gdy maszyna 1000T potrzebuje na tę samą czynność 10–15 sekund ze względu na większą odległość ruchu płyty i większą wagę formy.
Jak długo trwa typowy cykl formowania wtryskowego?
Typowy cykl formowania wtryskowego dla większości części produkcyjnych wynosi od 10 do 60 sekund. Cienkościenne opakowania mogą być formowane w czasie poniżej 5 sekund, podczas gdy duże części konstrukcyjne o grubych ściankach mogą przekraczać 120 sekund.
| Typ części | Grubość ścianki | Typowy cykl | Kluczowe wąskie gardło |
|---|---|---|---|
| Cienkościenne opakowanie | 0.5–1.0 mm | 3–8 sekund | Prędkość wtrysku |
| Obudowa elektroniki użytkowej | 1.5–2.5 mm | 12–25 sekund | Czas chłodzenia |
| Automotive interior | 2,0–3,5 mm | 20–45 seconds | Czas chłodzenia |
| Element urządzenia medycznego | 1.0–3.0 mm | 15–35 sekund | Docisk + chłodzenie |
| Duży element strukturalny | 4,0–8,0 mm | 60–120+ sekund | Czas chłodzenia |
Powyższa tabela jednoznacznie wskazuje: dominuje chłodzenie. Dla części o grubości ścianki powyżej 2 mm, optymalizację należy skupić przede wszystkim na etapie chłodzenia.
Jak obliczyć całkowity czas cyklu?
Całkowity czas cyklu to suma czasu wtrysku, czasu docisku, czasu chłodzenia oraz czasu otwarcia/zamknięcia formy plus wypychania. W praktyce regeneracja ślimaka (plastyfikacja) zachodzi równolegle z chłodzeniem, więc efektywny cykl jest zdominowany przez najdłuższy etap niepokrywający się.
Podstawowy wzór:
Wzór na czas cyklu:
Tcykl = Twtrysk + Tdocisk + maks(Tchłodzenie, Tregeneracja ślimaka) + Totwarcie/zamknięcie formy + Tejection
Do szybkiego oszacowania czasu wtrysku:
Szacowanie czasu wtrysku:
Twtrysk = Vwtrysk / (0,20–0,50 × Vmaks) + tbazowy
Jako praktyczny przykład rozważmy standardową obudowę PP o grubości ścianki 3 mm produkowaną na maszynie 200T. Wtrysk wypełnia wnękę w około 3 sekundy, docisk trwa 8 sekund, chłodzenie wymaga 18 sekund, a otwarcie/zamknięcie formy plus wypychanie zajmuje 5 sekund. Całkowity czas cyklu: około 34 sekund na wtrysk, dając w przybliżeniu 106 części na godzinę z formy jednogniazdowej.
Które czynniki mają największy wpływ na czas cyklu?
Grubość ścianki, konstrukcja chłodzenia formy i właściwości termiczne materiału mają największy wpływ na czas cyklu. Czynniki drugorzędne obejmują konstrukcję wlewka, możliwości maszyny i złożoność wyprasek.
Czas regeneracji ślimaka często pokrywa się z chłodzeniem i musi być uwzględniony w całkowitym obliczeniu. Jeśli ślimak nie może w pełni zregenerować (naładować) następnej porcji stopionego materiału przed zakończeniem etapu chłodzenia, czas regeneracji staje się wąskim gardłem, wydłużając całkowity czas cyklu znacznie bardziej, niż sugerowałoby samo obliczenie chłodzenia.
Grubość ścianki
Grubość ścianki jest najbardziej wpływowym czynnikiem, ponieważ czas chłodzenia zwiększa się proporcjonalnie do kwadratu grubości. Zmniejszenie ścianki z 4 mm do 3 mm może skrócić czas chłodzenia o około 44%. Dlatego uwagi DFM dotyczące grubości ścianki nie są tylko dodatkiem – bezpośrednio wpływają na koszt jednostkowy.
Projekt chłodzenia formy
Liczba, średnica i odległość kanałów chłodzących od powierzchni gniazda określają szybkość odprowadzania ciepła. Dobrze zaprojektowany układ chłodzenia zapewnia różnicę temperatur między wodą na wlocie i wylocie poniżej 3°C. Jeśli delta-T wynosi 8°C, występuje problem z przepływem chłodzenia.
Wybór materiału
Polimery krystaliczne (PP, POM, PEEK) uwalniają ciepło krystalizacji3 podczas zestalania, wydłużając czas chłodzenia o 30–50% w porównaniu z polimerami amorficznymi (ABS, PC, PMMA) przy równoważnej grubości ścianki. Materiały napełnione (nylon z włóknem szklanym, PP z napełniaczem mineralnym) lepiej przewodzą ciepło i często chłodzą się szybciej.
W formach wielogniazdowych układ ścieżek również wpływa na czas cyklu. Zrównoważony system ścieżek zapewnia równomierne napełnianie i dociskanie wszystkich gniazd, uniemożliwiając nadmierne dociskanie gniazd wymagające dodatkowego chłodzenia. Niezrównoważone ścieżki mogą wymuszać zwiększenie czasu chłodzenia, aby uwzględnić najwolniej napełniające się gniazdo.
Konstrukcja otworu wlewowego i system ścieżek
Zaawansowane narzędzia symulacyjne (Moldflow, Moldex3D) mogą przewidywać czas cyklu przed wykonaniem formy, pozwalając konstruktorom optymalizować układ chłodzenia i rozmieszczenie otworów wirtualnie. Redukuje liczbę fizycznych iteracji potrzebnych podczas prób.
Rozmiar otworu wlewowego określa czas skutecznego działania dociskania przed zamrożeniem otworu. System gorących ścieżek eliminuje odpad ścieżkowy i często redukuje czas cyklu, ponieważ nie ma masy zimnej ścieżki do schłodzenia i wybicia. Formy z zimnymi ścieżkami, szczególnie konstrukcje trójpłytowe, zwiększają zarówno czas chłodzenia, jak i otwierania formy.
Możliwości maszyny
Prędkość wtrysku, siła docisku i prędkość płyty – wszystkie się do tego przyczyniają. Nowoczesna maszyna z napędem serwo może otwierać i zamykać formę 15–20% szybciej niż tradycyjna maszyna hydrauliczna o tej samej sile. Jeśli twój cykl jest ograniczony przez maszynę, wymiana na szybszą maszynę lub maszynę o większej wydajności uplastyczniania może być bardziej opłacalna niż modyfikacje formy.
Jak skrócić czas cyklu bez pogorszenia jakości?

Najskuteczniejsze sposoby skrócenia czasu cyklu to optymalizacja kanałów chłodzących, zmniejszenie grubości ścianki oraz właściwe dobranie czasu uszczelnienia bramki.
Zoptymalizuj Najpierw Chłodzenie
Ponieważ chłodzenie stanowi 50–80% czasu cyklu, tu tkwią największe możliwości optymalizacji. Wykorzystaj symulację termiczną (analizę przepływu w formie), aby zidentyfikować gorące punkty przed wykonaniem stali. Rozważ konforemne kanały chłodzące dla form wielkoseryjnych – mogą skrócić czas chłodzenia o 20–40%.
Zapewnij odpowiedni przepływ chłodziwa. Celem jest przepływ turbulentny (liczba Reynoldsa > 4000) w każdym kanale. Jeśli twoja hala używa latem wody z kranu bez agregatu, temperatura wody rośnie, a efektywność chłodzenia znacząco spada.
Dopasowanie Czasu Pakowania
Wiele firm przetwórczych nadmiernie zwiększa czas dociskania jako margines bezpieczeństwa. Przeprowadź analizę zamknięcia otworu: zmierz masę części przy 5, 10, 15, 20 sekundach dociskania. Gdy masa części ustaje, znaleziono minimalny skuteczny czas dociskania. Każdy czas ponad to jest stratą.
Wykorzystaj Równoczesne Operacje Robota
Jeśli używasz robota do usuwania części, zaprogramuj go, aby rozpoczynał wyciąganie podczas otwierania formy, zamiast czekać na pełne otwarcie. Może to skrócić cykl o 1–3 sekundy. Na formie wielogniazdowej pracującej 24/7 daje to tysiące dodatkowych części miesięcznie.
Rozważ Substytucję Materiału
Jeśli zastosowanie na to pozwala, zamiana wolno chłodzącego się materiału krystalicznego na szybciej chłodzący się amorficzny może skrócić czas cyklu o 20–30%. Na przykład, zastąpienie POM ABS-em w niekrytycznej aplikacji wspornika. Zawsze weryfikuj wymagania mechaniczne przed wprowadzeniem takiej zmiany.
Prawda czy fałsz: Sprawdź swoją wiedzę o cyklu wtryskiwania
““Czas chłodzenia stanowi największą część cyklu formowania wtryskowego.””Prawda
Chłodzenie zwykle stanowi 50–80% całkowitego czasu cyklu. Dlatego konstrukcja kanałów chłodzących ma większy wpływ na redukcję cyklu niż jakikolwiek inny pojedynczy czynnik.
““Krótszy czas cyklu zawsze oznacza niższy koszt na część.””Fałsz
Jeśli skrócisz czas cyklu przez zbyt krótkie chłodzenie, otrzymasz części odkształcone, odrzuty wymiarowe lub części zakleszczone podczas wypraszania. Koszty przeróbki, odpadów i sortowania mogą przekroczyć oszczędności czasu maszynowego. Optymalizacja cyklu musi przede wszystkim utrzymać jakość.
Zrozumienie tych powszechnych błędnych przekonań jest niezbędne dla każdego, kto jest zaangażowany w planowanie produkcji lub projekt formy. Kolejny zestaw stwierdzeń dalej bada, jak decyzje dotyczące czasu cyklu oddziałują z zachowaniem materiału, konstrukcją narzędzia oraz rzeczywistymi ograniczeniami produkcyjnymi, z którymi inżynierowie spotykają się na hali fabrycznej każdego dnia.
Wielu doświadczonych formulatorów spotkało się z sytuacjami, w których teoria podręcznikowa i rzeczywistość hali produkcyjnej się rozchodzą. Cykl, który na papierze wygląda optymalnie, może dawać niespójne wyniki z powodu różnic we właściwościach partii materiału, zmian temperatury otoczenia lub subtelnych zmian stanu powierzchni formy podczas długiej serii produkcyjnej. Dlatego ciągłe monitorowanie i okresowe audyty cyklu pozostają standardową praktyką w dobrze zarządzanych zakładach formowania.
W środowiskach produkcji masowej nawet niewielkie poprawy czasu cyklu szybko się kumulują. Skrócenie o dwie sekundy w formie pracującej 24 godziny na dobę przekłada się na setki dodatkowych części tygodniowo. Jednak każda zmiana musi zostać zweryfikowana za pomocą danych wymiarowych i śledzenia wad, zanim zostanie wprowadzona do standardowych parametrów procesu. Doświadczenie pokazuje, że najbezpieczniejsze optymalizacje najpierw dotyczą efektywności chłodzenia, następnie skrócenia czasu docisku, a potem poprawy prędkości wypraszania.
„Systemy gorących kanałów mogą skrócić czas cyklu, eliminując chłodzenie kanałów.”Prawda
Gorące kanały utrzymują tworzywo w układzie kanałów w stanie stopionym między wtryskami, więc nie ma masy zimnego kanału do schłodzenia i wyprasowania. Eliminuje to czas chłodzenia i wypraszania związany z kanałem oraz redukuje odpady materiałowe.
„Czas wtrysku jest zazwyczaj najdłuższym etapem cyklu.”Fałsz
Czas wtrysku jest zazwyczaj najkrótszym etapem, trwającym 1–10 sekund. Chłodzenie jest najdłuższym etapem, często stanowiącym 50–80% całkowitego czasu cyklu. Prędkość wtrysku jest ważna dla jakości części, ale rzadko dominuje w czasie trwania cyklu.
Jakie są najczęściej zadawane pytania dotyczące cyklu formowania wtryskowego?
Jaki jest średni czas cyklu wtrysku formowania?
Średni czas cyklu wtrysku formowania dla części produkcyjnych wynosi od 15 do 45 sekund. Cienkościenne opakowania mogą działać poniżej 5 sekund, podczas gdy duże części konstrukcyjne mogą przekraczać 120 sekund. Czas chłodzenia jest dominującym czynnikiem w większości cykli.
Jak oblicza się czas cyklu wtrysku formowania?
Czas cyklu = czas wtrysku + czas docisku + maks.(czas chłodzenia, czas regeneracji ślimaka) + czas otwarcia/zamknięcia formy + czas wypraszania. Funkcja maks() uwzględnia nakładanie się chłodzenia i regeneracji ślimaka.
Jaki procent czasu cyklu stanowi chłodzenie?
Chłodzenie stanowi 50–80% całkowitego czasu cyklu wtryskiwania. W przypadku części o grubych ściankach (4 mm+), chłodzenie może przekraczać 80% całkowitego cyklu.
Czy można skrócić czas cyklu wtrysku formowania po zbudowaniu formy?
Tak. Optymalizacje po zbudowaniu obejmują dostosowanie parametrów procesu (prędkość wtrysku, czas docisku, temperatura formy), poprawę przepływu chłodziwa, dodanie zewnętrznych urządzeń chłodzących, a w niektórych przypadkach modernizację kanałów chłodzących lub instalację dysz gorących kanałów.
Czy czas cyklu wpływa na jakość części?
Tak. Niedostateczny czas chłodzenia powoduje odkształcenia, niestabilność wymiarową i ślady po wypraszaniu. Nadmierny czas docisku może powodować przepełnienie i wypływy. Każdy etap musi być zoptymalizowany pod kątem wymagań materiału i geometrii części.
Jaka jest różnica między czasem cyklu i czasem realizacji w procesie wtrysku?
Czas cyklu to liczba sekund na jeden strzał na maszynie (zwykle 10–60 sekund). Czas realizacji to całkowity czas od zamówienia do dostawy (zwykle 4–12 tygodni), który obejmuje budowę formy, próbki, harmonogramowanie produkcji i wysyłkę.
Jak grubość ścianki wpływa na czas cyklu?
Czas chłodzenia skaluje się w przybliżeniu z kwadratem grubości ścianki. Podwojenie grubości ścianki w przybliżeniu czterokrotnie wydłuża czas chłodzenia. Dlatego optymalizacja grubości ścianki podczas przeglądu DFM jest najbardziej wpływową strategią redukcji czasu cyklu dostępną przed rozpoczęciem narzędziowania.
Potrzebujesz pomocy w optymalizacji czasu cyklu wtryskiwania?
Nasz zespół inżynierów może przejrzeć projekt formy w celu optymalizacji cyklu, przeprowadzić symulację przepływu w formie i dostarczyć szczegółową estymację czasu cyklu przed rozpoczęciem obróbki stali. Dzięki 45 maszynom (90T–1850T) i ponad 20-letniemu doświadczeniu w produkcji, widzieliśmy i rozwiązaliśmy większość wyzwań związanych z czasem cyklu.
Uzyskaj darmową wycenę →
-
thermal diffusivity: Dyfuzyjność cieplna jest miarą szybkości przenoszenia ciepła przez materiał, zdefiniowana jako przewodność cieplna podzielona przez gęstość i pojemność cieplną właściwą, mierzona w mm2/s. ↩
-
conformal cooling channels: konforemne kanały chłodzące to kanały chłodzące w formie, które podążają za konturem wnęki części, zazwyczaj wytwarzane metodą druku 3D, zapewniające bardziej równomierne chłodzenie niż konwencjonalne kanały wiercone prosto. ↩
-
ciepło krystalizacji: Ciepło krystalizacji utajonej to energia cieplna uwalniana, gdy polimer krystaliczny przechodzi z nieuporządkowanego stanu stopu do uporządkowanego stanu stałego krystalicznego, zazwyczaj mierzona w J/g. ↩






