 Overslaan naar inhoud
Overslaan naar inhoud 
Ontdek geavanceerde PolyJet 3D printoplossingen
Ontdek nauwkeurig en veelzijdig PolyJet 3D printen bij Zetarmold, perfect voor ingewikkelde ontwerpen en prototypes. Verbeter uw project vandaag nog!
Bronnen voor De volledige gids voor PolyJet 3D printen
Wat is PolyJet 3D printen?
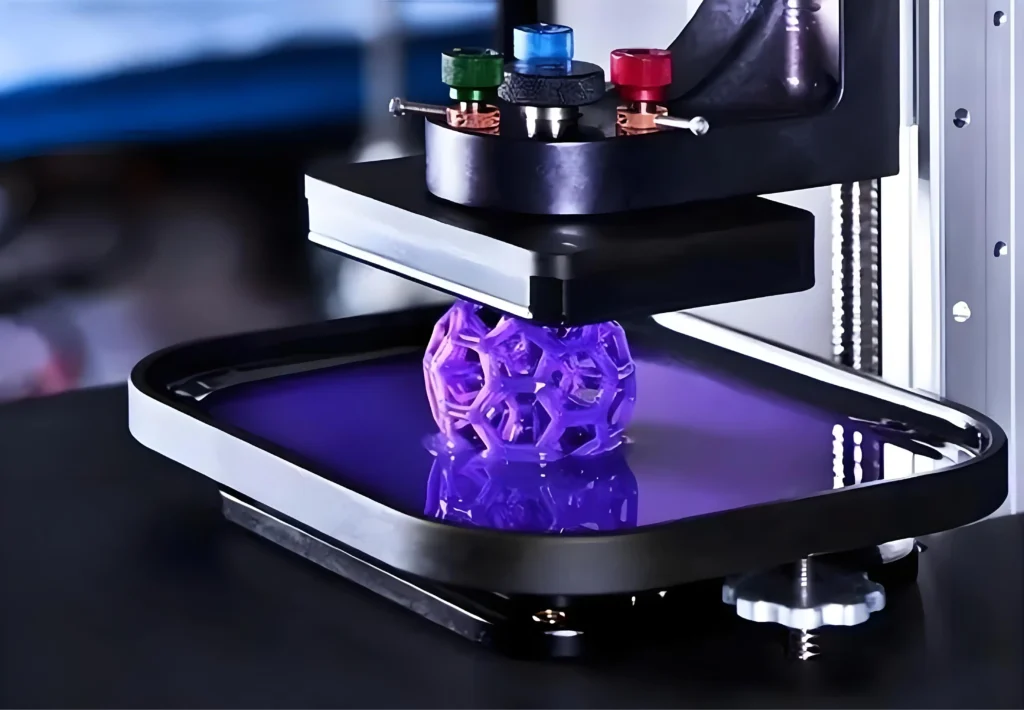
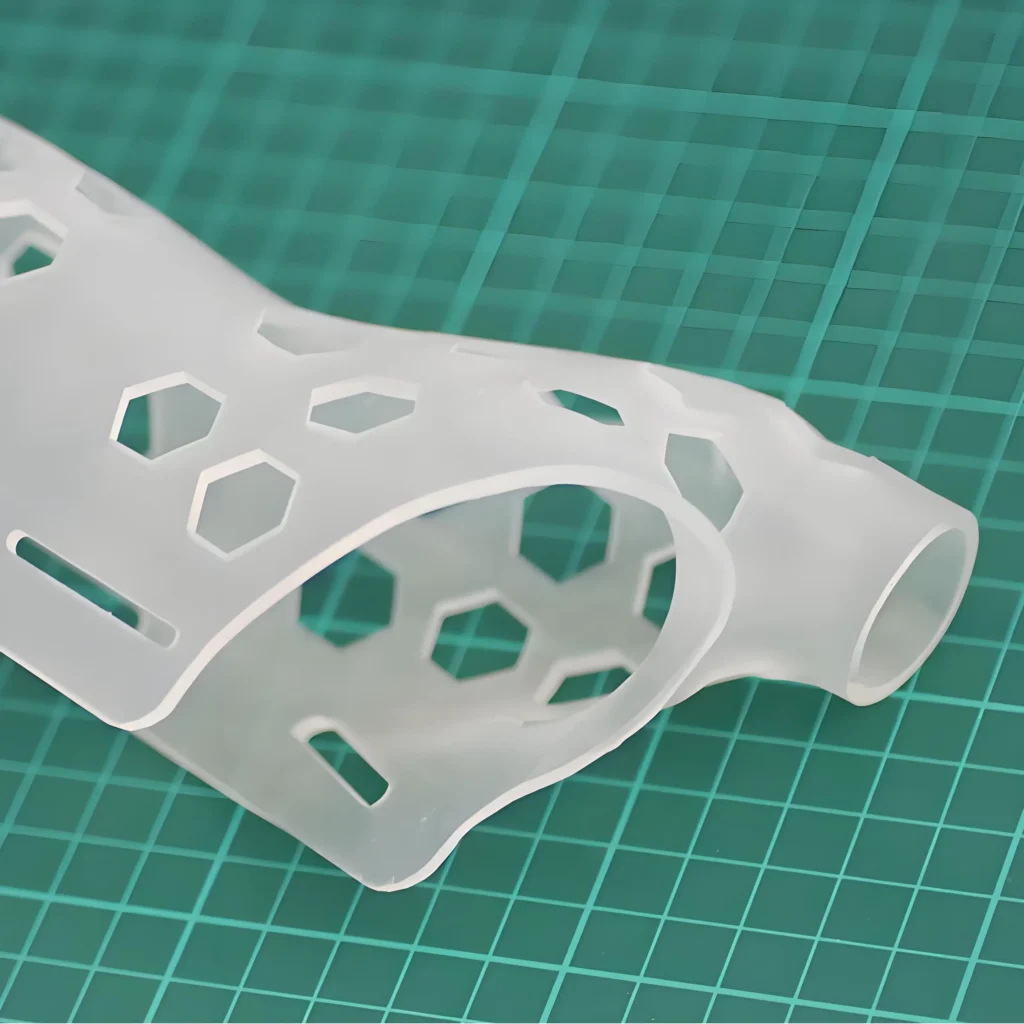
PolyJet is een industriële 3D printtechnologie die bekend staat om zijn vermogen om onderdelen te produceren met een uitzonderlijk hoge resolutie, gladde oppervlakken en ingewikkelde details. Het is een krachtig hulpmiddel voor het maken van realistische prototypes, complexe anatomische modellen en nauwkeurige productiehulpmiddelen die het uiterlijk, het gevoel en de functie van eindproducten nauwkeurig nabootsen.
In wezen is PolyJet een materiaal spuitproces. Het werkt door microdruppels vloeibare fotopolymeerhars op een bouwplatform aan te brengen en deze onmiddellijk uit te harden met ultraviolet (UV) licht. Deze laag-voor-laag aanpak, gecombineerd met de unieke mogelijkheid van de technologie om meerdere materialen tegelijk te stralen, onderscheidt het van alle andere additieve productiemethoden. Het is de technologie bij uitstek wanneer esthetische getrouwheid, fijne vormen en multimateriaaleigenschappen de belangrijkste vereisten zijn.

1. Het kernprincipe (Material Jetting Technology):
Om PolyJet te begrijpen, stel je een zeer geavanceerde 2D inkjetprinter voor, maar in plaats van inkt op papier te spuiten, spuit hij vloeibaar plastic op een bouwplaat en bouwt zo een driedimensionaal object op.
Materiaaldepositie: Piëzo-elektrische printkoppen, vergelijkbaar met die in desktopprinters, spuiten selectief druppeltjes fotopolymeerhars ter grootte van een picoliter.
UV-uitharding: Onmiddellijk na het afzetten harden twee krachtige UV-lampen, die naast de printkoppen lopen, het materiaal uit en stollen het.
Laag-voor-laag opbouw: Het bouwplatform daalt met een fractie van een millimeter (meestal 16-32 micron) en het proces wordt herhaald, waarbij het onderdeel steeds een ultradunne laag krijgt.
2. Belangrijkste kenmerken in een oogopslag:
PolyJet technologie wordt gekenmerkt door een unieke combinatie van eigenschappen die het onmisbaar maken voor specifieke toepassingen:
Uitzonderlijke resolutie: Bereikt een van de fijnste laaghoogtes in de 3D printindustrie (tot 16 µm), wat resulteert in een oppervlakafwerking die uitzonderlijk glad is en vrij van zichtbare stappen of laaglijnen.
Multi-materiaal mogelijkheden: Het belangrijkste voordeel van PolyJet is de mogelijkheid om met meerdere materialen te printen in een enkele build. Hierdoor kunnen onderdelen met verschillende hardheid, kleur en transparantie worden gemaakt.
Afdrukken in kleur: Geavanceerde PolyJet systemen kunnen printen in meer dan 500.000 verschillende kleuren, inclusief kleurverlopen en texturen, en zijn Pantone® gevalideerd, waardoor ze een ongeëvenaarde kleurnauwkeurigheid garanderen voor realistische prototypes.
Hoge precisie: De technologie levert een uitstekende maatnauwkeurigheid, waardoor deze ideaal is voor het testen van vormen en pasvormen, mallen en opspansystemen en complexe assemblages.
Hoe werkt het? Het stapsgewijze proces
Fase 1: voorbewerken en voorbereiden van digitale bestanden:
De reis begint met een digitaal 3D-model dat wordt gemaakt in CAD-software (Computer-Aided Design).
① CAD-bestand naar afdrukklaar formaat:
Het initiële 3D model wordt meestal geëxporteerd in een standaard 3D printformaat, zoals STL, OBJ of het meer geavanceerde 3MF. Hoewel STL het meest gangbaar is, hebben formaten als 3MF en VRML de voorkeur voor multi-materiaal en full-color prints, omdat ze de benodigde kleur- en materiaaltoewijzingsgegevens in één bestand kunnen bevatten.
Slicing en taakinstelling:
Het bestand wordt vervolgens geïmporteerd in gespecialiseerde snijsoftware, zoals Stratasys GrabCAD Print™. In deze software voert de gebruiker verschillende kritieke taken uit:
- Oriëntatie: Het onderdeel wordt georiënteerd op de virtuele bouwplaat om de printtijd, oppervlaktekwaliteit en het minimaliseren van de ondersteuningsstructuur te optimaliseren.
- Materiaal Opdracht: Voor prints met meerdere materialen worden verschillende materialen toegewezen aan specifieke omhulsels of lichamen van het CAD-model. Gebruikers kunnen kiezen uit een groot aantal basisharsen of "digitale materialen" maken door eigenschappen te combineren.
- Afwerking selecteren: De gebruiker kiest tussen een "matte" of "glanzende" afwerking. De software genereert automatisch de nodige ondersteuningsstructuren op basis van deze keuze en de geometrie van het onderdeel.
- Snijden: De software snijdt het digitale model in honderden of duizenden horizontale lagen en creëert zo een gedetailleerd instructiebestand voor de 3D printer.

Fase 2: Het afdrukproces - een microscopische blik:
Zodra de opdracht naar de printer is gestuurd, begint het geautomatiseerde fysieke creatieproces.
① Jetting-mechanisme printkop:
De slede van de PolyJet-printer, die meerdere piëzo-elektrische printkoppen bevat, beweegt over het bouwplatform. Elke printkop bevat honderden kleine spuitmondjes. Een elektrische lading zorgt ervoor dat het piëzo-elektrisch materiaal in de kop vervormt, waardoor een precieze druppel fotopolymeerhars ter grootte van een picoliter uit een specifiek spuitmondje wordt gespoten.
② Gelijktijdige depositie van materiaal en ondersteuning:
Terwijl de slede beweegt, stoten de printkoppen zowel het (de) modelmateriaal(en) als een apart, gelachtig ondersteuningsmateriaal uit.
- Model materiaal: Vormt het eigenlijke onderdeel. Voor prints met meerdere materialen stralen verschillende koppen verschillende harsen uit, die zelfs in de lucht gemengd kunnen worden voordat ze op de bouwplaat landen om Digital Materials te vormen.
- Ondersteunend materiaal: Een speciaal materiaal (bijvoorbeeld SUP705™ of het in water oplosbare SUP706B™) wordt gespoten om holtes op te vullen, overhangen te ondersteunen en het onderdeel te omhullen. Dit zorgt voor geometrische stabiliteit en nauwkeurigheid tijdens het bouwen.
Directe UV-uitharding:
Vlak achter de printkoppen zitten krachtige UV-lampen. Zodra een laag vloeibare hars is aangebracht, gaat het UV-licht eroverheen en start een fotochemische reactie die fotopolymerisatie wordt genoemd. Hierdoor stollen de druppels onmiddellijk en hechten ze zich aan de laag eronder. Dit "snel uithardende" proces zorgt ervoor dat onderdelen volledig uitgehard en stabiel zijn terwijl ze worden gebouwd.
Z-as progressie:
Nadat elke laag is gespoten en uitgehard, zakt het bouwplatform met uiterste precisie (bijvoorbeeld met 16 micron). De slede begint dan aan de volgende stap, waarbij de volgende laag wordt aangebracht. Deze cyclus herhaalt zich tot het onderdeel compleet is.

Fase 3: Nabewerking en afwerken van onderdelen:
Als het printen klaar is, wordt het onderdeel, omhuld met ondersteunend materiaal, verwijderd van het bouwplatform en gaat het naar de laatste fase. Dit wordt in detail besproken in de Opties voor nabewerking sectie.
Vergelijking met andere 3D printtechnologieën
Het kiezen van de juiste 3D printtechnologie hangt volledig af van de eisen van de toepassing. Dit is hoe PolyJet het doet in vergelijking met andere toonaangevende technologieën.
1. PolyJet vs. stereolithografie (SLA):
SLA en PolyJet worden vaak met elkaar vergeleken omdat ze allebei fotopolymeerharsen gebruiken en onderdelen met een hoog detail produceren.
Gelijkenissen: Beide maken onderdelen met een uitstekende oppervlakteafwerking en fijne details. Beide zijn ideaal voor visuele prototypes waarbij esthetiek van het grootste belang is.
Belangrijkste verschillen:
- Proces: PolyJet spuit materiaal laag voor laag, terwijl SLA een UV-laser of projector gebruikt om hars uit te harden in een groot vat.
- Multi-materiaal: PolyJet blinkt uit in het printen van meerdere materialen en kleuren in één enkel onderdeel. Standaard SLA is beperkt tot één materiaal per build.
- Ondersteuning Verwijderen: De gelachtige of in water oplosbare dragers van PolyJet zijn over het algemeen veel eenvoudiger en sneller te verwijderen dan de rastervormige dragers van SLA, die handmatig geknipt en geschuurd moeten worden.
- Nauwkeurigheid: Beide zijn zeer nauwkeurig, maar het jettingproces van PolyJet biedt iets meer controle over de eigenschappen van Digital Materials.

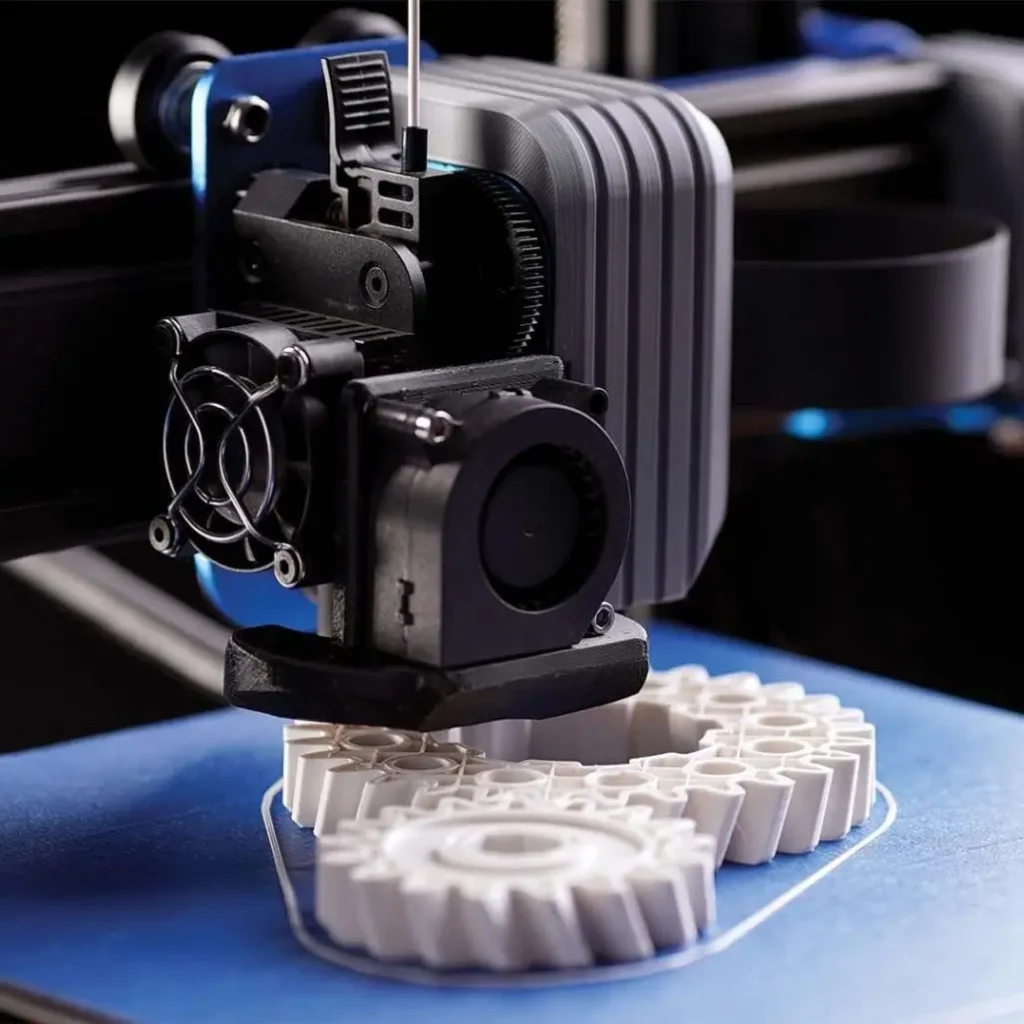
2. PolyJet vs. Fused Deposition Modeling (FDM):
FDM is een van de meest gebruikte 3D printtechnologieën en staat bekend om zijn sterke thermoplastische materialen. Belangrijkste onderscheidende kenmerken:
① Resolutie en oppervlakteafwerking: PolyJet is veruit superieur. FDM onderdelen hebben zichtbare laaglijnen en een veel ruwere afwerking, terwijl PolyJet onderdelen glad aanvoelen en lijken op spuitgietkwaliteit.
Materiaal: PolyJet maakt gebruik van thermoset fotopolymeren, terwijl FDM gebruik maakt van engineering-grade thermoplasten (bijv. ABS, PC, ULTEM™). FDM onderdelen zijn over het algemeen sterker, duurzamer en hebben een betere thermische weerstand.
③ Detail en complexiteit: PolyJet kan veel ingewikkeldere en delicatere vormen produceren dan FDM.
Kleur en multimateriaal: FDM heeft zeer beperkte mogelijkheden voor meerkleuren/materialen (meestal dubbele extrusie), terwijl dit een van de sterke punten van PolyJet is.
3. PolyJet vs. Selectief lasersinteren (SLS):
SLS is een poederbedfusietechnologie die bekend staat om de productie van sterke, functionele nylon onderdelen. Fundamentele contrasten:
Materiaal: PolyJet gebruikt vloeibare harsen; SLS gebruikt poedervormige polymeren (meestal Nylon).
② Ondersteunende structuren: SLS is zelfondersteunend, omdat het ongesinterde poeder in de bouwkamer het onderdeel ondersteunt. PolyJet vereist speciale ondersteuningsstructuren die moeten worden verwijderd.
③ Toepassingsfocus: PolyJet is voor natuurgetrouwe, realistische prototypes. SLS is voor duurzame, functionele prototypes en onderdelen voor eindgebruik die goede mechanische eigenschappen vereisen.
④ Oppervlak & Kleur: PolyJet onderdelen zijn glad en kunnen full-color zijn. SLS onderdelen hebben een karakteristieke korrelige oppervlakteafwerking en zijn meestal wit of grijs (hoewel ze na het proces geverfd kunnen worden).

Samenvattende vergelijkingstabel:
| Functie | PolyJet | SLA | FDM | SLS |
|---|---|---|---|---|
| Technologie | Materiaal Jetting | Fotopolymerisatie in vaten | Materiaal Extrusie | Poederbedfusie |
| Materialen | Fotopolymeerharsen | Fotopolymeerharsen | Thermoplasten | Thermoplastische poeders |
| Resolutie | Zeer hoog (16-32 µm) | Zeer hoog (25-100 µm) | Laag tot gemiddeld (100-400 µm) | Gemiddeld (100-120 µm) |
| Afwerking oppervlak | Uitstekend, zeer soepel | Uitstekend, soepel | Redelijk, zichtbare lagen | Goed, licht korrelig |
| Multi-materiaal | Ja, uitgebreid | Nee (meestal) | Beperkt (dubbele extrusie) | Geen |
| Kleur | Ja, Pantone gevalideerd | Nee (monochromatisch) | Zeer beperkt | Nee (kan geverfd worden) |
| Mechanische sterkte | Matig | Matig tot laag | Hoog (ingenieursgraad) | Zeer hoog (nylon) |
| Beste voor | Realistische prototypes | Gedetailleerde prototypes, mallen | Functionele onderdelen, mallen | Functionele onderdelen, complexe geo |
| Ondersteuning verwijderen | Gemakkelijk (waterjet/oplosbaar) | Medium (handmatig knippen) | Gemakkelijk tot hard (losbreekbaar/oplosbaar) | Niet vereist |
Wat zijn de belangrijkste voordelen van PolyJet Printing?
Het unieke proces van PolyJet biedt een reeks krachtige voordelen die nieuwe mogelijkheden openen in productontwikkeling en productie.
1. Ongeëvenaard realisme en oppervlakteafwerking:
PolyJet produceert de gladste oppervlakteafwerking van alle grote 3D printtechnologieën. De ultrafijne lagen (dunner dan een menselijke haar) elimineren het trapeffect dat gebruikelijk is bij andere processen. Dit maakt PolyJet onderdelen ideaal voor:
Marketing- en verkoopmodellen die eruitzien en aanvoelen als het eindproduct.
② Windtunneltests waarbij de gladheid van het oppervlak kritisch is.
③ Ergonomische studies waarbij tastgevoel belangrijk is.
2. Mogelijkheden voor meerdere materialen en kleuren:
Dit is de bepalende kracht van PolyJet. De mogelijkheid om verschillende materialen te combineren in één printopdracht is een game-changer.
Digitale materialen: Engineering van aangepaste eigenschappen:
PolyJet printers printen niet alleen met basisharsen; ze combineren ze op druppelniveau om "digitale materialen" te maken. Dit maakt de precieze engineering van mechanische eigenschappen mogelijk. Bijvoorbeeld:
- Shore A hardheid: Door een stijf materiaal (zoals Vero™) en een flexibel materiaal (zoals Agilus30™) te mengen, kan een volledig spectrum van Shore A-waarden worden gecreëerd, waardoor rubber of siliconen van verschillende hardheid perfect worden gesimuleerd.
- Simulatie van overspuiten: Een enkel onderdeel kan worden geprint met een stijve kern en een zachte, rubberachtige buitenkant, waardoor het overmoldingproces dat wordt gebruikt bij de productie van elektrisch gereedschap, telefoonhoesjes en keukengerei perfect wordt nagebootst.
Kleurrealisme met Pantone-validatie:
Geavanceerde systemen zoals de Stratasys J-serie kunnen cyaan, magenta, geel, zwart, wit en heldere basisharsen combineren om meer dan 500.000 controleerbare kleuren te produceren. Dit omvat:
- Kleurverlopen: Vloeiende overgangen tussen kleuren.
- Textuurmapping: Digitale texturen (zoals houtnerf of koolstofvezel) rechtstreeks op het oppervlak van het onderdeel aanbrengen.
- Pantone®-validatie: De mogelijkheid om specifieke Pantone-kleuren te matchen zorgt voor merkconsistentie en neemt het giswerk weg bij kleurkritische prototypes.
3. Uitzonderlijke precisie en fijne details:
Door de combinatie van een hoge resolutie en een nauwkeurig spuitproces kan PolyJet ongelooflijk fijne details reproduceren, zoals:
Gegraveerde tekst.
Complexe texturen en patronen.
Dunne wanden en scherpe randen.
Kleine, ingewikkelde onderdelen voor medische apparatuur of elektronica.
4. Snelheid voor productie met hoge mengverhouding en lage volumes:
Hoewel een enkel groot onderdeel sneller kan worden geprint op andere machines, blinkt PolyJet uit in efficiëntie bij het printen van een bouwplaat vol met meerdere, verschillende onderdelen. Omdat de printkop over de hele tray gaat, ongeacht wat er wordt geprint, verlengt het vullen van de tray met veel kleine, complexe of multimateriaal onderdelen de printtijd niet significant.
5. Materiaalveelzijdigheid in één print:
De mogelijkheid om verschillende materiaaleigenschappen in één keer te combineren is een krachtig hulpmiddel voor functionele prototypes. Een enkele print kan bevatten:
Stijf secties voor structurele integriteit.
Flexibel secties voor pakkingen, afdichtingen of levende scharnieren.
Transparant secties voor lenzen, lichtbuizen of vloeistofanalyse.
Wat zijn de beperkingen van PolyJet Printing?
Hoewel PolyJet krachtig is, is het niet de oplossing voor elke toepassing. Erkenning van de beperkingen is de sleutel tot succesvolle implementatie.
1. Mechanische eigenschappen en duurzaamheid:
PolyJet onderdelen worden gemaakt van fotopolymeren (thermoharders) op acrylbasis. Hoewel ze steviger kunnen worden gemaakt met Digital Materials zoals Digital ABS Plus™, hebben ze over het algemeen niet dezelfde sterkte, taaiheid of temperatuurbestendigheid als onderdelen die worden gemaakt van technische thermoplasten (zoals nylon of PC) via FDM of SLS. Ze kunnen broos zijn en zijn meestal niet geschikt voor functionele toepassingen met hoge belasting en lange levensduur.
2. UV-gevoeligheid en materiaalstabiliteit:
Als fotopolymeren zijn PolyJet-onderdelen inherent gevoelig voor ultraviolet (UV) licht. Langdurige blootstelling aan zonlicht kan ervoor zorgen dat de onderdelen vergelen, brosser worden en hun bedoelde eigenschappen verliezen. Hoewel blanke coatings dit kunnen verminderen, zijn ze het meest geschikt voor gebruik binnenshuis. Materialen kunnen na verloop van tijd ook wat "kruip" vertonen (vervorming onder constante belasting).
3. Hogere materiaalkosten:
De gepatenteerde fotopolymeerharsen die gebruikt worden in PolyJet systemen zijn aanzienlijk duurder per kilogram dan FDM filamenten of SLS poeders. Het ondersteunende materiaal, dat veelvuldig wordt gebruikt, draagt ook bij aan de totale kosten van een print. Dit maakt de technologie minder rendabel voor eenvoudige massamodellen of grote, volumineuze onderdelen waarbij detail geen prioriteit is.
4. Vereiste voor ondersteunende structuren:
Bijna elk PolyJet onderdeel heeft ondersteuningsmateriaal nodig dat in een nabewerkingsstap moet worden verwijderd. Hoewel het verwijderingsproces relatief eenvoudig is (vooral met oplosbare dragers), voegt het nog steeds tijd, arbeid en kosten toe aan de totale workflow.

Welke materialen worden gebruikt bij PolyJet 3D printen?
De uitgebreide bibliotheek van materialen staat centraal in de veelzijdigheid van PolyJet. Materialen worden over het algemeen gecategoriseerd op basis van hun primaire eigenschap.
1. De Vero™-familie (stijf ondoorzichtig):
Dit is de werkpaardfamilie van PolyJet-materialen, die bekend staan om hun uitstekende detaillering, sterkte en stabiliteit.
- VeroWhitePlus™, VeroBlackPlus™, VeroGray™, VeroBlue™: Standaardkleuren voor algemene modellering.
- VeroVivid™ Kleuren: De cyaan, magenta en gele basis voor full-color afdrukken.
- VeroClear™: Een transparant materiaal om PMMA (acryl) of glas te simuleren. Kan worden gepolijst voor een hoge helderheid.
- VeroFlex™: Een uniek materiaal dat zowel flexibel als duurzaam is, ideaal voor prototypes van brillen.
2. De Agilus30™ familie (flexibel, rubberachtig):
Deze familie van materialen simuleert rubber met verschillende niveaus van scheurweerstand en breukrek.
- Agilus30™ Helder, Zwart en Wit: Wordt gebruikt voor prototypes van pakkingen, afdichtingen, levende scharnieren en zacht aanvoelende oppervlakken. Kan worden gecombineerd met Vero-materialen om een breed scala aan Shore A-hardheidswaarden te creëren.
3. Digitale materialen (On-the-Fly composieten):
Dit zijn geen basisharsen, maar worden door de printer gemaakt door twee of drie basisharsen in specifieke concentraties te mengen.
- Digital ABS Plus™: Gemaakt door Rigur™ en een ander materiaal te combineren voor meer taaiheid en hittebestendigheid (tot 90°C), waardoor standaard ABS-kunststof wordt gesimuleerd. Ideaal voor functionele prototypes, mallen en productiehulpmiddelen.
- Gesimuleerd polypropyleen (Endur™ & Durus™): Materialen die de flexibiliteit en duurzaamheid van polypropyleen bieden, uitstekend voor onderdelen met kliksluitingen en levende scharnieren.
- Variabele Shore A hardheid: Door Vero en Agilus30 te combineren, kunnen honderden tussenliggende flexibele toestanden worden bereikt in één enkel onderdeel.
4. Gespecialiseerde materialen:
- Biocompatibel (MED610™): Een helder materiaal met certificeringen voor lichamelijk contact (bijv. ISO 10993), waardoor het geschikt is voor chirurgische geleiders, tandheelkundige trays en prototypes van medische apparaten die in contact komen met huid of slijmvliezen.
- Hoge temperatuur (RGD525™): Biedt een hogere warmteafbuigingstemperatuur (HDT), waardoor deze geschikt is voor statische functionele tests of onderdelen die worden blootgesteld aan hete lucht of heet water, zoals prototypes van kranen of buizen.

Uiterst nauwkeurige PolyJet 3D printdiensten
Ontdek professionele PolyJet 3D printservices voor ultrafijne details, gladde afwerkingen en multi-materiaal mogelijkheden.
Bronnen voor De volledige gids voor PolyJet 3D printen
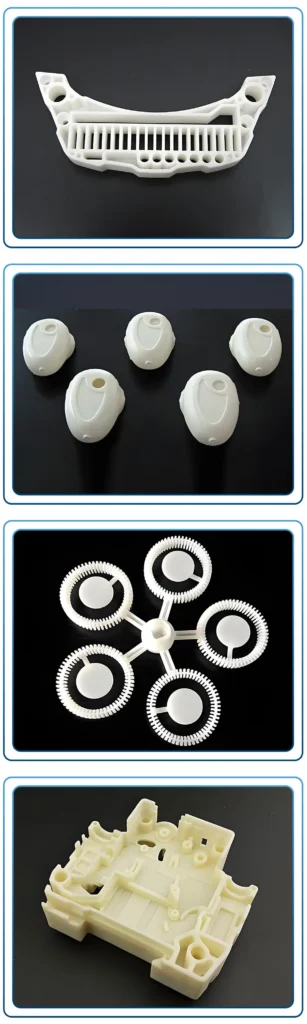
Wat zijn de belangrijkste toepassingen van PolyJet Printing?
De unieke voordelen van PolyJet vertalen zich in een breed scala aan toepassingen met een hoge impact in verschillende industrieën.
1. Prototyping en productontwikkeling:
Dit is het primaire toepassingsdomein voor PolyJet.
High-Fidelity visuele prototypes:
Met PolyJet kunnen ontwerpers en technici modellen maken die vrijwel niet te onderscheiden zijn van het eindproduct. Deze zijn van onschatbare waarde voor:
- Ontwerpbeoordelingen in een vroeg stadium en feedback van belanghebbenden.
- Marketingfotografie en focusgroepen van consumenten.
- Zorg voor financiering of goedkeuring van een project met een tastbaar, realistisch model.
② Testen van vorm, pasvorm en gevoel:
De hoge nauwkeurigheid van de technologie en de mogelijkheden voor meerdere materialen maken een echte functionele evaluatie mogelijk:
- Vorm: Controleren of de vorm en esthetiek van een onderdeel voldoen aan de ontwerpintentie.
- Pasvorm: Assemblages testen door meerdere onderdelen te printen die perfect in elkaar passen.
- Voelen: Overmolded rubberachtige materialen gebruiken om de ergonomie van handgrepen en grepen te testen.
2. Medisch en gezondheidszorg:
PolyJet transformeert de geneeskunde door patiëntspecifieke hulpmiddelen en modellen te leveren.
Chirurgische planningsmodellen:
Chirurgen kunnen een 3D-model van de orgaan- of botstructuur van een patiënt printen (afgeleid van CT- of MRI-scans) met een combinatie van stijve, flexibele en gekleurde materialen. Hierdoor kunnen ze:
- Complexe procedures oefenen voordat je de operatiekamer ingaat.
- Leg de operatie uit aan patiënten met een duidelijk, fysiek model.
- Verkort de operatietijd en verbeter de resultaten voor de patiënt.
Prototyping van medische hulpmiddelen:
Met behulp van biocompatibele materialen kunnen bedrijven snel prototypes maken van apparaten zoals gehoorapparaten, chirurgische instrumenten en toedieningssystemen die zowel stijfheid als flexibiliteit vereisen.
3. Consumentengoederen en elektronica:
PolyJet helpt de ontwerpcyclus voor consumentenproducten te versnellen. Toepassingen zijn onder andere prototypes maken van hoesjes voor mobiele telefoons, keukenapparatuur, draagbare technologie en verpakkingen met realistische kleuren, texturen en overmolded functies.
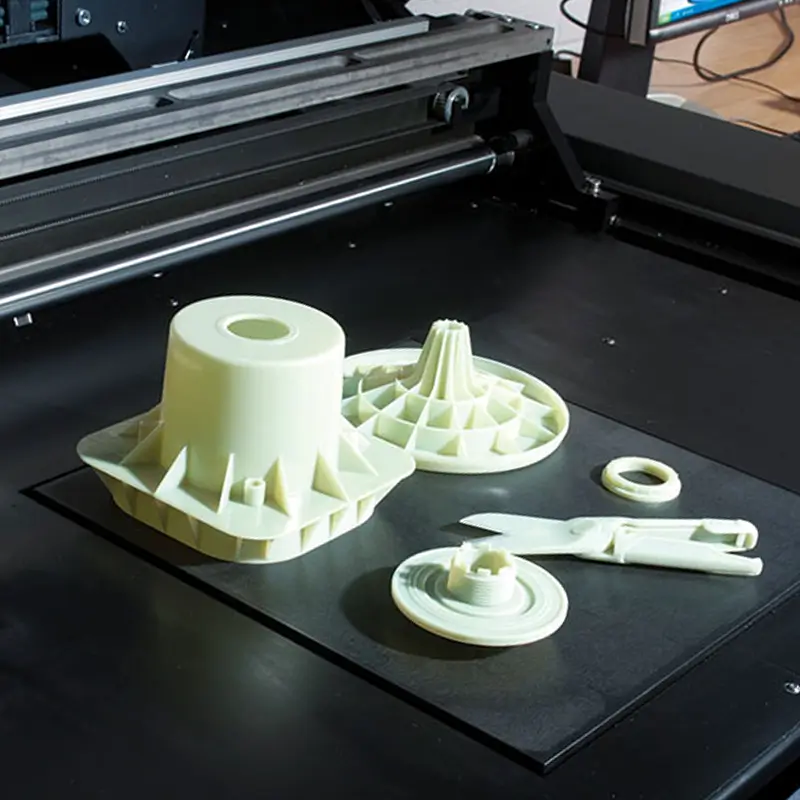
4. Mallen, opspanmiddelen en productiehulpmiddelen:
Hoewel PolyJet niet zo duurzaam is als FDM of SLS onderdelen, is het uitstekend geschikt voor het maken van zeer nauwkeurige, op maat gemaakte mallen en bevestigingen voor assemblage of kwaliteitscontrolelijnen. Het gladde oppervlak zorgt ervoor dat het geen krassen of krassen maakt op kwetsbare onderdelen.
PolyJet Printing voor het maken van mallen
Een zeer geavanceerde toepassing van PolyJet is het gebruik ervan bij het maken van spuitgietgereedschap, een proces dat bekend staat als rapid tooling.
1. Wat is Rapid Tooling met PolyJet?
Rapid tooling omvat het 3D-printen van een matrijsholte en -kern, die vervolgens worden gebruikt in een standaard spuitgietmachine om een kleine batch onderdelen te maken (meestal 10-100 stuks) in de uiteindelijke productiekunststof.
2. Het proces uitgelegd:
Vormontwerp en -druk: De matrijs wordt ontworpen in CAD met standaardkenmerken zoals poorten, runners en locaties van uitwerppennen. Vervolgens wordt hij geprint met een PolyJet-materiaal met hoge sterkte en hoge temperatuur, zoals Digital ABS Plus™.
Vormvoorbereiding: De geprinte mal moet mogelijk minimaal worden gepolijst op de holteoppervlakken voor een betere afwerking van het product. Vervolgens wordt de mal geassembleerd in een standaard malbasis.
Spuitgieten: De mal wordt in een vormpers geplaatst. Een thermoplast bij lage temperatuur (bijv. polypropyleen, HDPE, TPE) wordt onder relatief lage druk geïnjecteerd om de uiteindelijke onderdelen te maken.
3. Voordelen van PolyJet mallen:
Snelheid: Een PolyJet mal kan binnen enkele uren of dagen worden geprint en klaar zijn voor gebruik, vergeleken met de weken of maanden die nodig zijn voor traditionele CNC-bewerking van stalen of aluminium mallen.
Kosteneffectiviteit: Voor kleine series zijn de kosten een fractie van die van een metalen mal, waardoor betaalbare validatie met productiematerialen mogelijk is.
③ Ontwerpiteratie: Het maakt echte agile productontwikkeling mogelijk. Teams kunnen een ontwerp testen, feedback ontvangen, het CAD-bestand aanpassen en 's nachts een nieuwe mal printen.
4. Beperkingen en overwegingen:
Beperkte levensduur van de schimmel: PolyJet mallen zijn niet zo duurzaam als metaal en kunnen meestal maar 10 tot 100 shots weerstaan, afhankelijk van de onderdeelgeometrie en de spuitgietparameters.
② Materiaal compatibiliteit: Ze zijn alleen geschikt voor thermoplasten met lagere smelttemperaturen en injectiedrukken.
③ Warmtegeleidingsvermogen: Kunststof matrijzen voeren warmte minder goed af dan metalen matrijzen, wat kan leiden tot langere cyclustijden.

Ontwerprichtlijnen voor PolyJet Printing
Het naleven van de principes van Design for Additive Manufacturing (DfAM) is essentieel voor het maximaliseren van de kwaliteit en het succes van uw PolyJet-prints.
1. Algemene beste praktijken:
Minimale wanddikte:
Volg deze richtlijnen om ervoor te zorgen dat de onderdelen sterk genoeg zijn om de nabewerking en verwerking te doorstaan:
- Harde materialen (familie Vero): 0,6 mm (0,024 in) voor standaardtoepassingen.
- Flexibele materialen (Agilus30): 1,0 mm (0,040 in) om de structurele integriteit te behouden.
Minimale grootte van onderdelen:
De hoge resolutie van PolyJet maakt kleine vormen mogelijk, maar er zijn praktische grenzen:
- Pennen/stiften: Een minimale diameter van 0,5 mm wordt aanbevolen.
- Gegraveerde tekst: Gebruik een lettergrootte van minstens 6 punten met een diepte/hoogte van 0,2 mm.
Toleranties:
PolyJet is zeer nauwkeurig. Typische maattoleranties zijn binnen ±0,1 mm voor de eerste 25 mm en ±0,05 mm voor elke volgende 25 mm. Dit kan echter variëren op basis van geometrie en oriëntatie.
2. Ontwerpen voor onderdelen van meerdere materialen:
① Bestandsvoorbereiding:
Om verschillende materialen toe te wijzen aan verschillende delen van een onderdeel, moet je ontwerp correct gestructureerd zijn:
- Afzonderlijke omhulsels/lichamen: De meest betrouwbare methode is om het onderdeel te ontwerpen als een assemblage van afzonderlijke, niet-overlappende lichamen in je CAD-software.
- Bestandsformaat: Exporteer de assemblage als een enkele STL (waarbij elk lichaam een aparte schil is) of, bij voorkeur, als een 3MF- of VRML-bestand, dat materiaal- en kleurtoewijzingen kan behouden.
3. Optimaliseren voor ondersteunende structuren:
① Deeloriëntatie:
Oriëntatie is een kritieke beslissing die de oppervlakteafwerking, nauwkeurigheid en printtijd beïnvloedt.
- Voor de beste afwerking: Richt kritieke oppervlakken naar boven, omdat deze geen contact hebben met het ondersteuningsmateriaal en met een "glanzende" afwerking kunnen worden afgedrukt.
- Voor nauwkeurigheid: Richt cirkelvormige gaten met hun centrale as loodrecht op het bouwplatform (in de Z-richting) om de beste rondheid te garanderen.
De juiste afwerking kiezen (glanzend vs. mat):
- Matte afwerking: Het hele onderdeel is ingekapseld in ondersteuningsmateriaal. Dit resulteert in een uniforme, niet-reflecterende afwerking op alle oppervlakken, maar vereist meer ondersteuningsmateriaal en reinigingstijd.
- Glanzende afwerking: Alleen overhangen en onderkanten worden ondersteund. Opliggende oppervlakken worden geprint zonder steuncontact, wat resulteert in een zeer gladde, glanzende afwerking. Dit is de standaard en meest voorkomende keuze.

Opties voor nabewerking
De laatste stappen na het afdrukken zijn cruciaal voor het bereiken van de gewenste look en feel.
1. Steun verwijderen (de essentiële eerste stap):
Dit is de primaire nabewerking voor alle PolyJet onderdelen.
Waterstralen: De meest gebruikelijke en effectieve methode. Een waterstraalsysteem onder hoge druk (zoals een Stratasys WaterJet) wordt gebruikt om het gelachtige ondersteuningsmateriaal (SUP705™) weg te stralen zonder het onderdeel zelf te beschadigen.
② Oplosbare ondersteuning verwijderen: Voor kwetsbare onderdelen met ingewikkelde interne kanalen wordt in water oplosbaar ondersteuningsmateriaal (SUP706B™) gebruikt. Het onderdeel wordt gewoon ondergedompeld in een bad met reinigingsoplossing en het ondersteuningsmateriaal lost op.
Handmatige verwijdering: Voor eenvoudigere onderdelen kan de steun met de hand worden weggehaald met klein gereedschap of worden verwijderd door het onderdeel te weken in een oplossing van water en natronloog.
2. Esthetische afwerkingstechnieken:
Schuren en polijsten:
- Schuren: Nat schuren met steeds fijnere schuurkorrels kan worden gebruikt om resterende steunsporen te verwijderen of om een nog gladdere, matte afwerking te krijgen.
- Polijsten: Voor transparante onderdelen gemaakt met VeroClear™ kan schuren en polijsten met een polijstpasta bijna optische helderheid opleveren.
Schilderen en verven: Hoewel PolyJet full-color afdrukken biedt, kunnen onderdelen nog steeds worden geverfd om specifieke metallic afwerkingen te bereiken of om overeen te komen met een niet-Pantone kleur. Een primer wordt aanbevolen voor de beste hechting.
③ Heldere coating: Het aanbrengen van een UV-bestendige blanke lak wordt sterk aanbevolen voor onderdelen die vaak worden gebruikt of blootgesteld aan zonlicht. Het verfraait het uiterlijk en verbetert de duurzaamheid op lange termijn en de UV-stabiliteit van het onderdeel aanzienlijk.
Waarom kiezen voor onze PolyJet afdrukservices?
Wanneer precisie, realisme en snelheid van belang zijn, is het van cruciaal belang om samen te werken met de juiste serviceprovider. Dit is waarom wij de marktleider zijn voor uw PolyJet-behoeften.
1. Geavanceerde technologie:
We werken met een vloot van de nieuwste Stratasys PolyJet printers, waaronder de J850 Pro en J55 Prime systemen. Dit zorgt ervoor dat je toegang hebt tot het volledige spectrum van multi-materiaal mogelijkheden, Pantone-gevalideerde full color en gespecialiseerde materialen zoals VeroUltraClear en flexibele Agilus30.
2. Ongeëvenaarde expertise:
Ons team van ingenieurs en technici heeft samen tientallen jaren ervaring in additive manufacturing. We gaan verder dan alleen het printen van uw bestand; we bieden deskundig advies over Design for Additive Manufacturing (DfAM) om uw onderdeel te optimaliseren voor kosten, snelheid en prestaties.
3. Uitgebreide materiaalbibliotheek:
We hebben een uitgebreid assortiment PolyJet-materialen op voorraad, van stijve ondoorzichtige en transparante materialen tot flexibele rubberachtige, biocompatibele en hogetemperatuurharsen. Ons vermogen om duizenden combinaties van digitale materialen te maken, betekent dat we perfect kunnen voldoen aan de vereisten van uw eigenschappen.
4. ISO 9001-gecertificeerde kwaliteitsborging:
Ons productieproces wordt geleid door een streng, ISO 9001:2015 gecertificeerd kwaliteitsmanagementsysteem. Elk onderdeel ondergaat een strenge inspectie om er zeker van te zijn dat het voldoet aan uw specificaties voor maatnauwkeurigheid en esthetische kwaliteit.
5. End-to-End-oplossingen:
Wij zijn uw one-stop-shop voor productontwikkeling. Van het eerste advies over het ontwerp en de voorbereiding van bestanden tot het drukken, de uitgebreide nabewerking (inclusief polijsten, verven en blanke lak) en de uiteindelijke assemblage, wij beheren elke stap van het proces om onderdelen te leveren die klaar zijn voor de presentatie.

Veelgestelde vragen (FAQ) over PolyJet Printing
PolyJet is een van de beschikbare 3D printtechnologieën. U kunt toleranties verwachten van ±0,1 mm voor de eerste 25 mm van een onderdeel en ±0,05 mm voor elke volgende 25 mm. Deze nauwkeurigheid is ideaal voor vorm- en pasvormtesten van complexe samenstellingen.
PolyJet onderdelen hebben een gemiddelde sterkte en zijn eerder geschikt voor visuele en functionele prototypes dan voor toepassingen met een hoge belasting en eindgebruik. Materialen zoals Digital ABS Plus™ bieden een hogere taaiheid, maar voor toepassingen die een hoge mechanische sterkte en duurzaamheid vereisen, zijn technologieën zoals FDM of SLS met engineering-grade materialen wellicht geschikter.
De beste manier is om je onderdeel in je CAD-software te ontwerpen als een assemblage van afzonderlijke, niet-overlappende onderdelen. Geef elk onderdeel een unieke naam of kleur. Exporteer vervolgens de hele assemblage als een enkel 3MF-, VRML- of OBJ-bestand. Wanneer je het bestand naar ons stuurt, kun je aangeven welk materiaal moet worden toegepast op elke body.
Onze grootformaat systemen, zoals de Stratasys J850, hebben een bouwvolume tot 490 x 390 x 200 mm. Grotere onderdelen kunnen worden gemaakt door ze in delen te printen en achteraf aan elkaar te lijmen.
Door hun inherente gevoeligheid voor UV-licht worden standaard PolyJet onderdelen niet aanbevolen voor langdurig gebruik buitenshuis, omdat ze broos kunnen worden en kunnen verkleuren. Het aanbrengen van een UV-bestendige blanke laklaag kan de levensduur en duurzaamheid in dergelijke omstandigheden echter aanzienlijk verlengen.
A glanzend afwerking wordt bereikt wanneer naar boven gerichte oppervlakken worden geprint zonder contact van ondersteunend materiaal, wat resulteert in een zeer glad, glanzend oppervlak. A mat afwerking treedt op wanneer het hele onderdeel omhuld is met ondersteunend materiaal, waardoor alle oppervlakken een uniforme, niet-reflecterende textuur krijgen. Glanzend is de meest voorkomende en kosteneffectieve keuze.

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Oplossingen voor optimalisatie Gratis
- Feedback over het ontwerp en optimalisatieoplossingen bieden
- Structuur optimaliseren en matrijskosten verlagen
- Eén-op-één praten met ingenieurs

