 Overslaan naar inhoud
Overslaan naar inhoud 

Voorwoord: De deellijn is een noodzakelijk kwaad bij spuitgieten. Het is de lijn waar de twee helften van de matrijs samenkomen. Hij verschijnt op het onderdeel als een lijn die helemaal rond het onderdeel loopt. Meestal is het gewoon een lijn die recht door het midden loopt. Maar bij meer gecompliceerde onderdelen zal het op een andere plaats zijn.
De deellijn is belangrijk omdat deze andere kenmerken beïnvloedt die ontwerpers en vormgevers helpen beslissen waar onderdelen geplaatst moeten worden. Als een machinist een belangrijk onderdeel aan de verkeerde kant van de deellijn zet, kan dat grote problemen veroorzaken met het hele product. spuitgietproces.
Dit artikel legt uit hoe de deellijn wordt gemaakt, wat de verschillende soorten deellijnen zijn bij spuitgieten, hoe je de deellijn ontwerpt en waar je aan moet denken als je de deellijn ontwerpt.
De betekenis van het scheidingsvlak (lijn)
De zogenaamde parting betekent het verdelen van de matrijskern van het vormdeel van het kunststofdeel in verschillende modules. Het contactoppervlak tussen de modules wordt het deegoppervlak en ook het deegoppervlak genoemd. In engere zin verwijst het scheidingsoppervlak naar het kunststofdeel. Het scheidingsvlak bij de maximale contour van het onderdeel is het scheidingsvlak dat de holte en de kern, of de voorste en de achterste matrijs scheidt.

In ruime zin omvat het zweloppervlak ook het lokale zweloppervlak van het kunststofdeel (het zweloppervlak van het gat) en de zweloppervlakken van alle modules die bij het spuitgieten betrokken zijn (zoals de zweloppervlakken van schuivers, schuine daken, inzetstukken, uitwerppennen enz. Profiel).
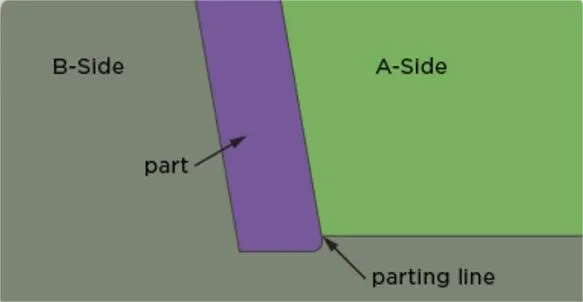
De scheidingslijn waar het deellijnoppervlak het oppervlak van het kunststofdeel snijdt, wordt de deellijn genoemd, die in het Engels Parting Line wordt genoemd. Daarom wordt het deellijnoppervlak in de industrie meestal het PL-oppervlak genoemd. Omdat het contact tussen de spuitgietmodules niet zonder tussenruimtes kan zijn, wordt deze tussenruimte na het spuitgieten van de kunststofdelen gekopieerd naar de kunststofdelen om een restlijmspoor te vormen dat lijkt op een partijrand.
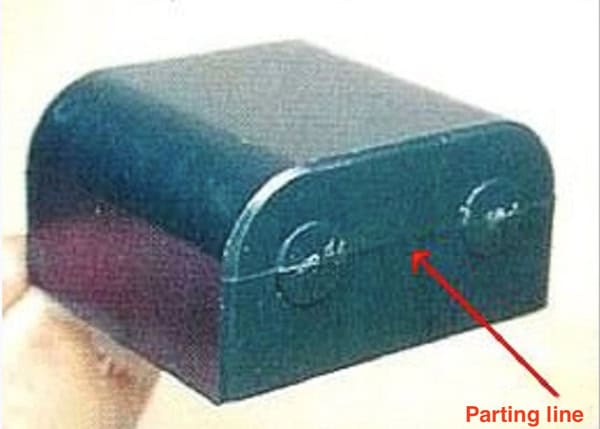
Omdat het op een lijn lijkt, wordt het scheidingslijn genoemd. Lijn, ook wel klemlijn genoemd. Als het deellijnoppervlak voornamelijk wordt besproken voor de mal, dan is de deellijn de reflectie van het deellijnoppervlak op het kunststofdeel. De dikte van de deellijn beïnvloedt het uiterlijk en de functie van het kunststofdeel. Daarom moet er speciale aandacht worden besteed aan het structurele ontwerp van kunststof onderdelen.
Hoe wordt het deellijnoppervlak gevormd?
De deellijn wordt gebruikt om het kunststofdeel uit de matrijs te krijgen of om te voldoen aan de vormbehoeften voor het plaatsen van inzetstukken en ontluchting. Afhankelijk van de structuur van het kunststofdeel wordt het deel van de matrijs dat het kunststofdeel direct vormt, verdeeld in verschillende delen. van contactoppervlak.
De deellijn wordt gevormd door het spuitgietproces zelf, niet door een fout. De matrijzen die machinisten gebruiken om spuitgegoten onderdelen te maken, zijn meestal verdeeld in twee helften (een vaste helft en een bewegende helft genoemd). Wanneer de spuitgieter het matrijslichaam sluit, creëren de matrijshelft (de kernplaat genoemd) en het holteoppervlak een scheidingslijn tussen de twee helften van het onderdeel.

In de meeste gevallen staat de deellijn van een gegoten product loodrecht op de richting van de opening van de mal die gebruikt wordt om het product te maken. Wanneer de machinist de matrijs opent en het afgekoelde en gestolde onderdeel verwijdert, beweegt de bewegende helft van de matrijs en scheidt deze zich van de stationaire helft (die stilstaat). Soms scheiden machinisten de structuur van de matrijs echter meerdere keren in alle richtingen. Dit proces wordt scheiden in meerdere stappen genoemd.
Type dekkend oppervlak (lijn)
Afscheidingsoppervlak Type
Over het algemeen noemen we het deelvlak bij de grootste contour van het kunststofdeel het hoofddeelvlak en de andere zijn hulpdeelvlakken.
Vlak Afdekkend Oppervlak
Het vlakke deelvlak is relatief gebruikelijk en eenvoudig. Het is een vlak loodrecht op de richting van de matrijsopening, zoals te zien is in de figuur hieronder.

Stapafscheidingsvlak
In sommige gevallen staat de deellijn van een gegoten product niet loodrecht op de richting van de matrijsopening waarmee het product is gemaakt. Wanneer de machinist de matrijs opent en het afgekoelde en gestolde onderdeel verwijdert, beweegt de bewegende helft van de matrijs en komt deze los van de stationaire helft (die stilstaat). Soms scheiden machinisten de structuur van de matrijs echter meerdere keren in alle richtingen. Dit proces wordt scheiden in meerdere stappen genoemd.

Bij het opzetten van de mal moeten de twee malholtes symmetrisch worden opgesteld, zoals op de afbeelding hieronder. Breng de injectiekracht aan beide zijden van de mal in evenwicht en maak de malstructuur compact.

Als de staphoogte van de getrapte scheidingslijn te groot is, overweeg dan om een kussenpositie te ontwerpen en een gedeeltelijk getrapte scheidingslijn te maken.

Sommige onderdelen hebben veel getrapte oppervlakken. Als het bewerkingsvlak de getrapte vorm volgt, wordt het bewerkingsvlak ingewikkeld. Om het deellijnoppervlak te vereenvoudigen, kun je overwegen om van het deellijnoppervlak een vlak oppervlak te maken. Het nadeel is dat er kniplijnen op het oppervlak van het werkstuk komen. Daarom wordt dit type partimethode meestal gebruikt voor interne componenten.

Schuin afdekkend oppervlak
Het scheidingsvlak van het spuitgietdeel is een afschuining en langs de afschuining wordt een afdichtingsvlak gemaakt (het doel is om de mal te sparen), waarna het wordt afgevlakt (het doel is om de verwerking, positionering en telling te vergemakkelijken), zoals weergegeven in de figuur.

Oppervlak Afdekken Oppervlak
Maak, net als bij het hellende scheidingsvlak, eerst een deel van het afdichtingsvlak en egaliseer het vervolgens, zoals te zien is in de afbeelding.

Niet elk hellend deelvlak hoeft echter langs het gebogen oppervlak te lopen. In het plastic onderdeel dat hieronder wordt getoond, zal bijvoorbeeld een scherpe hoek worden gevormd als het wordt verlengd. De voorvorm is gemaakt van scherp staal. In dit geval kan het hellend vlak direct worden verlengd.

Uitgebreid dekkend oppervlak
Deze vorm is gebaseerd op de behoeften van de structuur van het kunststofdeel. Soms worden de rechte en gebogen deellijsten gecombineerd, of worden het schuine oppervlak en het gebogen deellijstoppervlak gecombineerd tot een compleet deellijstoppervlak, zoals in de figuur hieronder.

Voor het volledige scheidingsoppervlak moet speciale aandacht worden besteed aan het gladmaken van het afdichtingsoppervlak op de hoeken van de twee scheidingsvlakken om de vorming van scherpe punten te voorkomen. Er moet gekozen worden voor oppervlakteafdichting. Dit verhoogt niet alleen de sterkte van de mal, maar ook de plastic onderdelen. Het is niet gemakkelijk om weg te lopen van de voorste rand. Tegelijkertijd kan de gladmakende behandeling het optreden van stappen en scherpe hoeken verminderen om de verwerkingstechnologie van het scheidingsoppervlak te verbeteren. Het kan direct NC worden verwerkt om EDM-verwerking te verminderen.

Type deellijn
Het type deellijn dat wordt gebruikt in spuitgieten hangt vaak af van de specifieke functie en structuur van het kunststof onderdeel. Er zijn echter vijf hoofdtypen: verticale, getrapte, schuine, gebogen en eendelige deellijnen.
Verticale deellijn

Verticale deellijn is de populairste van alle deellijnen in kunststofontwerpen. De machinist vormt een verticale deellijn in een richting loodrecht op de richting van de matrijsopening.
Schuine scheidingslijn

Hier maken machinisten mallen om gebogen deellijnen te maken.
Stap Afscheidingslijn
Hier vormen machinisten kunststof deellijnen in stappen. Bij dit type deellijn wordt meestal aan één kant van de caviteit aanzienlijke krachten uitgeoefend. Dit resulteert in een relatieve waarschijnlijkheid van slippen tussen de vaste en bewegende helften van de mal.
Deze kracht kan dan worden tegengegaan door aan beide zijden van de holte injectiekrachten te creëren. De gegenereerde kracht kan ook te groot of te klein zijn. Als de kracht te klein is, zal de machinist een geleidepen gebruiken om te compenseren. Hier is de impact van kleinere onevenwichtige injectiekrachten op het eindproduct mogelijk niet significant.
Als de kracht echter te groot is, kunnen verschillende oplossingen worden toegepast. Hier zijn enkele voorbeelden:

Maak een wigvormig inzetstuk aan één kant van de holte. Op deze manier zal het inzetstuk een deel van de injectiekracht verlichten. Daardoor kan de mal de relatieve positie tussen de holte en de kern handhaven.
Plaats de mal in een symmetrische vorm. Dit helpt om de injectiekracht die op beide zijden wordt uitgeoefend in evenwicht te houden. De structuur van de mal moet ook zo compact mogelijk zijn om te ondersteunen.
Uitgebreide deellijn
Zoals de naam al doet vermoeden, is dit een van de meest uitgebreide deellijnen in kunststof ontwerpen. Verspaners en ontwerpers werken aan deze werklijn op basis van de structuur van het kunststof onderdeel. Ze kunnen alle andere deellijnen combineren tot een uitgebreide kunststof deellijn.
Principes voor het ontwerpen van scheidingsvlakken
Voldoen aan de ontvormvereisten
De locatie van het belangrijkste ontkistingsvlak moet worden gekozen op de maximale contour van de geprojecteerde doorsnede van het onderdeel in de ontkistingsrichting. Dit is een basisprincipe. Op basis van dit principe wordt de matrijsstructuur vereenvoudigd, anders wordt de matrijsstructuur complexer, zoals de noodzaak om glijders en andere mechanismen toe te voegen.

Bevorderlijk voor een soepele verwijdering van kunststof onderdelen uit de mal.
Aangezien het uitwerpmechanisme van de spuitgieten machine zich aan de zijkant van de beweegbare matrijs bevindt, moet het scheidingsvlak zo worden gekozen dat het kunststofdeel na het openen van de matrijs zoveel mogelijk aan de zijkant van de beweegbare matrijs blijft. Dit helpt het uitwerpmechanisme in het beweegbare matrijsdeel om te werken; als een uitwerpmechanisme in de vaste matrijs wordt geïnstalleerd, wordt de matrijs complexer.

De maatnauwkeurigheid en oppervlaktekwaliteit van de kunststof onderdelen garanderen
Voor kunststofonderdelen met hoge coaxialiteitseisen is het bij het kiezen van het scheidingsvlak het beste om de onderdelen met coaxialiteitseisen aan dezelfde kant van de mal te plaatsen. Zoals de figuur hieronder laat zien, vereist het getrapte gat in het midden een hoge coaxialiteit.
Op het deellichaam van het oorspronkelijke ontwerp wordt het getrapte gat gevormd door de twee kernen van respectievelijk de voorste en achterste mal. Nadat de voorste en achterste mallen zijn gesloten, is de coaxialiteitsnauwkeurigheid van de twee kernen niet gemakkelijk te garanderen; nadat het geoptimaliseerde deegoppervlak en het stapgat zijn gevormd met een kern, is het gemakkelijk om de precisie van de verwerking te garanderen.

Wanneer je kiest waar je de mal gaat splitsen, moet je ervoor zorgen dat de kunststof onderdelen de juiste grootte krijgen en een goede oppervlakteafwerking hebben.
Als je een plastic onderdeel hebt dat echt rond moet zijn, moet je alle onderdelen die rond moeten zijn aan dezelfde kant van de mal plaatsen. In de afbeelding hieronder moet het gat in het midden echt rond zijn.
In het oorspronkelijke ontwerp werd het gat gemaakt door twee verschillende stukken van de mal. Wanneer je de mal sluit, is het moeilijk om ervoor te zorgen dat de twee stukken van de mal perfect uitgelijnd zijn. Als je de mal maar uit één stuk maakt, kun je er gemakkelijk voor zorgen dat het gat rond is.

Op dezelfde manier, als je een plastic onderdeel hebt dat echt rond moet zijn aan de buitenkant, moet je alle onderdelen die rond moeten zijn aan dezelfde kant van de mal plaatsen. In de afbeelding hieronder is het onderdeel dat rond moet zijn de plastic koppeling. In het oorspronkelijke ontwerp werden de twee helften van de mal apart gemaakt. Wanneer je de mal sluit, is het moeilijk om ervoor te zorgen dat de twee helften van de mal perfect uitgelijnd zijn. Als je de mal uit één stuk maakt, kun je er gemakkelijk voor zorgen dat het onderdeel rond is.

De grootte van het deel dat te maken heeft met de manier waarop de mal opent en sluit, wordt beïnvloed door hoe het deegoppervlak beweegt als je de kunststof injecteert. In de afbeelding is de grootte van het onderdeel in het oorspronkelijke ontwerp, L, moeilijk te bepalen; de grootte van het onderdeel in het nieuwe ontwerp heeft niets te maken met het deellijnoppervlak, dus het is eenvoudig te bepalen of het klopt.

Als je een kunststof onderdeel hebt dat er goed uit moet zien, moet je nadenken over waar de mal sluit en hoe dat het uiterlijk van het onderdeel beïnvloedt.

Wanneer je kiest waar je de mal wilt splitsen, moet je nadenken over hoe gemakkelijk het zal zijn om de mal te maken.
Als je de mal ontwerpt, is het meestal zo dat hoe eenvoudiger het deeloppervlak is, hoe eenvoudiger het is om de mal te maken en hoe groter de kans is dat de mal goed zal zijn.
In de afbeelding hieronder zit het scheidingsvlak in het oorspronkelijke ontwerp in een klein rond hoekje. Het deelvlak op een klein rond hoekje is moeilijk te maken en het is moeilijk om de mal goed te maken. In het nieuwe ontwerp moet je de kleine ronde hoekjes van het deellijn verwijderen.

Als je meerdere kussenposities aan dezelfde kant hebt, kun je overwegen om ze te combineren tot één grote kussenpositie. Dit maakt de structuur van het scheidingsoppervlak eenvoudiger en gemakkelijker te verwerken.
Als je meerdere kussenposities aan dezelfde kant hebt, kun je overwegen om ze te combineren tot één grote kussenpositie. Dit maakt de structuur van het scheidingsoppervlak eenvoudiger en gemakkelijker te verwerken.

De keuze van het afwerkoppervlak moet bevorderlijk zijn voor de afzuiging
Om goede afzuigomstandigheden voor de vormholte te garanderen, moet het scheidingsvlak zo ver mogelijk aan het einde van de stroomrichting van de plastic smelt worden geplaatst.
In de afbeelding hieronder is het originele ontwerp van het scheidingsoppervlak gebruikt. Wanneer de plastic smelt de holte vult, wordt het fractale oppervlak eerst afgedicht, zodat het gas diep in de holte niet gemakkelijk wordt afgevoerd (en het scheidingsoppervlak heeft een bocht, waardoor het moeilijk is voor de mal om gas af te voeren); het geoptimaliseerde scheidingsoppervlak is ontworpen aan het einde van de smeltstroom om goede afvoervoorwaarden te vormen.

Om ervoor te zorgen dat de matrijsholte een goede uitlaat heeft, wil je de deellijn plaatsen aan het einde van waar de kunststof gaat vloeien. In de afbeelding hieronder is het originele ontwerp van de deellijn gebruikt. Wanneer de kunststof in de holte stroomt, wordt eerst de deellijn afgesloten, zodat het gas diep in de holte er niet uit kan (en de deellijn heeft een bocht, waardoor het moeilijk is voor de mal om het gas eruit te krijgen); de geoptimaliseerde deellijn is ontworpen aan het einde van de stroom van de kunststof om ervoor te zorgen dat het gas eruit kan.

Bij de keuze van het scheidingsoppervlak moet rekening worden gehouden met het vereenvoudigen van de matrijsstructuur
Als de nauwkeurigheid van de zijstructuur niet hoog is, probeer dan het laterale kerntrekmechanisme (slider) te vermijden, vereenvoudig de matrijsstructuur en verklein de grootte van de matrijs, wat de matrijskosten tot op zekere hoogte kan verlagen.

Als je het gebruik van een side core pull (schuif)-mechanisme niet kunt vermijden, moet je bij het selecteren van de scheidingslijn rekening houden met de kortste afstand voor de side core pull om de grootte van de mal te verkleinen; tegelijkertijd moet je ervoor zorgen dat de grote kern in de richting van de malopening ligt, want de klemkracht is erg groot en als deze op het zijmechanisme van de mal wordt geplaatst, is dat niet bevorderlijk voor het ontvormen.

Hoewel de meeste van de selectie en het ontwerp van de bovenstaande deeltjesoppervlakken eigenlijk al beginnen in de matrijsontwerpfase, moeten we als bouwkundig ingenieurs een algemene richting overwegen in de structurele ontwerpfase, vooral voor sommige onderdelen die gemakkelijker te bepalen zijn.
Als we voor profielonderdelen tijdens het structurele ontwerp rekening houden met de impact van het deellijnoppervlak op de structuur (maatvoortgang, passpeling, uiterlijke kwaliteit, enz. Na de matrijsproef zullen er niet zo veel problemen zijn die inherent vermijdbaar zijn.
Natuurlijk zijn de factoren die van invloed zijn op de keuze van bewerkingsoppervlakken niet beperkt tot de hierboven genoemde en kunnen er nog andere factoren zijn. Elke oplossing voor bewerkingsoppervlakken is niet perfect en heeft voor- en nadelen. Wat we moeten doen is ons aanpassen aan de eisen van de werkelijke onderdelen. Maak uw keuze en zorg ervoor dat deze voldoet aan de eisen van uw huidige werkstuk.

Ontwerpen van deellijnen voor spuitgegoten producten is de beste plek om ze te leren kennen. Soms is de keuze voor de hand liggend, maar soms ook niet. In dit gedeelte wordt besproken waarom deellijnen belangrijk zijn bij het ontwerpen van kunststoffen.
Overwegingen bij het ontwerp van de deellijn
Het eerste waar je aan moet denken is in welke richting de matrijs zich opent ten opzichte van het onderdeel. Mechanici noemen dit de "treklijn". Het is belangrijk omdat het beïnvloedt hoe het onderdeel eruitziet. Het helpt je ook om te weten wat je aan het onderdeel moet toevoegen. Het helpt je onder andere om te weten hoe de sporen die de twee helften van het spuitgietproduct achterlaten, eruit zullen zien op het uiteindelijke onderdeel.
Nog iets om over na te denken als je beslist waar je de deellijn zet, is waar je de elementen op het onderdeel zet. Het plastic krimpt namelijk als het afkoelt en daardoor kan het onderdeel in de mal verschuiven. Dat kan de werking van het onderdeel verstoren en ervoor zorgen dat het niet werkt. Je wilt ook niet dat het krimpdeel te veel krimpt, anders wordt het moeilijk om het deel uit de mal te krijgen.

Om je onderdelen op de juiste plaats te houden, moet je de wanden van je spuitgegoten onderdeel uit de buurt van de deellijn houden. Hoe meer tocht je hebt, hoe kleiner de kans dat het onderdeel breekt.
Een andere goede manier om erachter te komen waar de productielijnen moeten komen, is door te kijken naar het ontwerp voor maakbaarheid (DfM) van je product. Behalve dat het je vertelt waar de productielijnen moeten komen, helpt het je ook om defecten te vinden en je onderdelen beter geschikt te maken voor productie. Dit helpt je om goedkopere manieren te vinden om je onderdelen te maken.
Conclusie
Het is belangrijk om aan al deze onderdelen te denken als je je spuitgietproducten ontwerpt, maar dat is niet alles. Er zijn een heleboel belangrijke spuitgietrichtlijnen en -regels die je moet volgen voordat je spuitgietproces kan werken.

Daarom moet je Zetar Mold je werk laten doen. spuitgietproces. We hebben een stel ingenieurs die je kunnen helpen met het ontwerpen en produceren van je onderdelen. Bij ons kun je je aangepaste product of ontwerp in een mum van tijd maken.
Praat vandaag nog met onze ingenieurs voor de beste spuitgietservices!







