 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Polycarbonaat (PC) is een supergaaf plastic dat heel goed is in een heleboel dingen. Het is superhelder en sterk en het wordt niet raar als je er gewicht op zet. Het is ook veilig in gebruik, kan tegen warme en koude temperaturen en verandert niet van vorm als je dat niet wilt. Bovendien houdt het elektriciteit goed op zijn plaats en kan het weer aan. Daarom gebruiken mensen het voor allerlei dingen, zoals het maken van dingen die dingen meten, verlichting, elektronica, huishoudelijke dingen en pakketjes.
PC is een lineair polymeer met benzeenringen, isopropylgroepen en azijnbindingen in de hoofdketenstructuur van de molecule. Door deze structuur is het zowel stijf als flexibel en goed bestand tegen hoge temperaturen. Het heeft echter ook tekortkomingen zoals een hoge smeltviscositeit en gevoeligheid voor vocht, wat het spuitgieten bemoeilijkt.
De verwerkingstechnologische kenmerken van PC zijn dat het geen duidelijk smeltpunt heeft. Het gemodificeerde PC heeft een hoge smeltviscositeit bij normale verwerkingstemperatuur, d.w.z. 230-320 ℃. De viscositeit is minder gevoelig voor afschuifsnelheid en gevoeliger voor temperatuur, wat vergelijkbaar is met het gedrag van Newtoniaanse vloeistoffen; het is gevoelig voor vocht en de hars wordt gemakkelijk gehydrolyseerd bij hoge temperatuur; het product is gevoelig voor inwendige spanning, enz.

Het is duidelijk dat PC een kunststof is die moeilijk te verwerken is. Daarom komen we in het eigenlijke productieproces veel problemen tegen. Bijvoorbeeld, in het polycarbonaat spuitgietprocesDe kwaliteit van de lasnaden wordt beïnvloed door de materiaaltemperatuur en de wanddikte en zinksporen kunnen defecten zijn die worden veroorzaakt door onjuist gebruik van deze factoren. In dit artikel worden verschillende veelvoorkomende spuitgietfouten geanalyseerd en besproken.
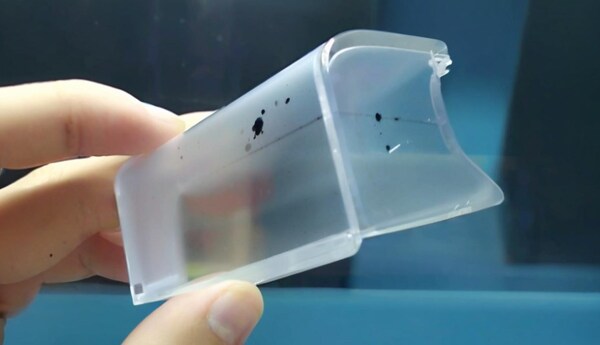
Productverkleuring, zwart worden, gele strepen en zwarte vlekken
Defectenanalyse
PC heeft een goede hittebestendigheid. Bij het verwerken van gewone PC-materialen kan de smelttemperatuur worden ingesteld op 240℃-300℃. Zelfs als het lang blijft liggen, zal het over het algemeen niet ontleden. Maar waarom treedt er vaak verkleuring op bij de productie van sommige elektrische producten?
Dat komt omdat de concurrentie op de markt nu hevig is. Om de productiekosten te drukken, gebruiken de meeste fabrikanten gemodificeerde PC-materialen of gerecyclede materialen bij de productie van elektrische producten in het midden- en lage segment. Sommige fabrikanten gebruiken zelfs materialen gemengd met vlamvertragers, vulstoffen, enz. Omdat deze materialen gemengde stromen en hoge plastificeervereisten hebben, is het moeilijker om het proces te controleren, wat resulteert in verschillende problemen.
Oplossingen
Om het bovengenoemde probleem aan te pakken, moeten we rekening houden met en oplossingen bedenken vanuit de volgende perspectieven:
Procesomstandigheden
Het belangrijkste waar je rekening mee moet houden is de smelttemperatuur. Over het algemeen moet de temperatuur van het vat stap voor stap worden verlaagd, vooral de temperatuur van de eerste twee delen. Voor verschillende materialen worden verschillende temperaturen gebruikt.
Wanneer bijvoorbeeld polyethyleen (PE) wordt gebruikt om pc te modificeren voor de productie van grote elektrische apparaten, moet de temperatuur van het vat over het algemeen rond 230 °C worden gehouden; wanneer ABS of PS wordt gebruikt om pc te modificeren voor de productie van kleine elektrische onderdelen zoals schakelaars en stopcontacten, moet de temperatuur van het vat over het algemeen rond 250 °C worden gehouden; en wanneer PBT wordt gebruikt om pc te modificeren voor de productie van verlichtingsproducten, moet de temperatuur van het vat over het algemeen rond 280 °C worden gehouden.
Natuurlijk moet bij de uiteindelijke keuze van de vormtemperatuur ook rekening worden gehouden met aspecten als productvorm, grootte, matrijsstructuur en vereisten voor productprestaties. Ten tweede moeten de grondstoffen volledig gedroogd zijn om de kans op katalytisch kraken van de hete smelt te verkleinen.

Als de schroefsnelheid te hoog is, de tegendruk te hoog is, de injectiesnelheid te hoog is en het spuitstukgat, de runner en de poortmaat te klein zijn, zal de smelt een hoge afschuifwarmte genereren, waardoor de PC smeltbreuken krijgt en het gas in de vormholte gemakkelijk niet op tijd wordt afgevoerd, wat plaatselijke brandwonden en zwart worden van het product veroorzaakt.
Uitrusting
Omdat PC-smelt een hoge viscositeit en slechte vloeibaarheid heeft, vereist het een hoge injectiedruk. Pc-smelt heeft een sterke hechtkracht met metaal en de ontledingsproducten zijn zeer corrosief voor metaal. Daarom moet bij de keuze van de verwerkingsapparatuur gebruik worden gemaakt van kleine of speciaal ontworpen, verchroomde schroeven. Het plastificeringssysteem mag geen dode hoeken, dood materiaal, gaten, scheuren, enz. hebben.
Als de procescondities goed zijn, maar de smelt is verkleurd tijdens luchtinjectie, betekent dit dat er een probleem is met het plastificeringssysteem. Je moet het plastificeringssysteem één voor één controleren, te beginnen bij de spuitmond, de spuitmondflens, drie kleine onderdelen, de schroef en het vat.Soms zal het product in twee of drie mallen tegelijk van kleur veranderen. Dit heeft meestal te maken met de aanwezigheid van dood materiaal in het plastificeer systeem.

Wanneer de afbraakproducten van PC een bepaalde hoeveelheid overschrijden, hebben ze hun eigen katalysatoreffect, waardoor een groot gebied van smeltontleding ontstaat, vooral kunststoffen waaraan vlamvertragers zijn toegevoegd. Hiervoor moeten dode materiaalpunten worden gevonden, zoals vastzittende schroeven, kousen, vaten enzovoort, die moeten worden opgelost door ze schoon te maken, te repareren en te polijsten.
Materialen en werkmethoden
Als je zwarte vlekken ziet wanneer je de machine aanzet, komt dat waarschijnlijk door het materiaal dat in de trommel achterblijft. Je moet dus aandacht besteden aan de bedieningsmethode. Als je PC gebruikt als materiaal in het vat voordat je de machine aanzet, moet je het vat 3-4 keer reinigen met nieuw materiaal bij de vormtemperatuur (injectie in de lucht).
Als je andere materialen gebruikt, vooral materialen met een slechte thermische stabiliteit zoals PVC, POM, enz., kun je de temperatuur niet verhogen wanneer je de machine aanzet en kun je het vat niet reinigen met PC-materialen. Je kunt alleen materialen met een goede thermische stabiliteit zoals PS, PE, enz. gebruiken om het materiaal bij een lagere temperatuur te reinigen.

Verhoog na het doorspoelen de temperatuur van het vat tot de normale verwerkingstemperatuur van PC en spoel het dan door met PC-materiaal voor verwerking. Tijdens de verwerking, als de productie tijdelijk moet worden stopgezet, moet de temperatuur van het vat worden verlaagd tot minder dan 160°C voor isolatie (omdat de glasovergangstemperatuur van PC 160°C is), om verkleuring door materiaaldecompositie na verloop van tijd te voorkomen.
Als de productietaak is voltooid, kan het vat worden gespoeld met materialen met een goede thermische stabiliteit zoals PS en PE, en kan de machine worden gestopt na het legen.Als er verkleuring optreedt tijdens de productie, controleer dan eerst of er een probleem is met het materiaal. Zijn er andere materialen en vreemde stoffen bijgemengd? Is er een probleem met de kwaliteit van het nieuwe materiaal? Is het poortmateriaal gekwalificeerd? Is de mengmethode correct?
Als je alle andere mogelijkheden hebt uitgesloten, zoek dan naar andere redenen. Een andere reden is dat de milieuvervuiling relatief ernstig is, zoals veel stof dat in de lucht zweeft, de schimmel is vervuild, het filter van de zelfbakkende trechter werkt niet en absorbeert meer stofdeeltjes.
Hiervoor moet de verwerkingswerkplaats altijd schoon, netjes en opgeruimd worden gehouden. Het beste is om de luchtinlaat en -uitlaat van de trechter af te dekken met fijn gaas, wat zeer noodzakelijk is bij het verwerken van transparante producten.
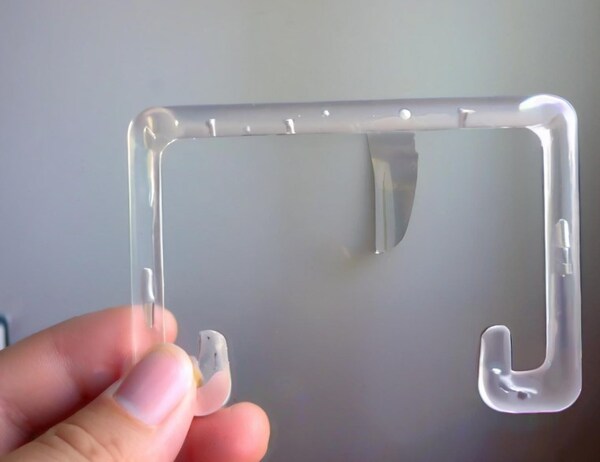
Er verschijnen zilveren strepen, bellen en vacuümbellen op het product.
Defectenanalyse
Zilverstrepen, luchtbellen en vacuümbubbels op het product zijn veel voorkomende defecten van PC-materialen. Zilverstrepen (of gasstrepen) zijn defecten op het oppervlak van een product die worden veroorzaakt door gasinterferentie tijdens het vulproces. De betrokken gassen zijn voornamelijk waterdamp, lucht, ontledingsgas en oplosgas, waarbij waterdamp, ontledingsgas en lucht het meest voorkomen.
Als de druk in de matrijs een bepaalde grens overschrijdt, verliest de matrijsholte na het spuitgieten druk en ontsnapt het gas aan het oppervlak van het product. Dit laat een reeks kleine en grote bellen achter die onder het licht fonkelen en de richting van de materiaalstroom volgen. Dit noemen we zilverstrepen of gasstrepen.
Eigenlijk is er altijd gas aanwezig tijdens de spuitgietprocesen veel ervan blijft in het plastic. Als de druk in de mal hoog genoeg is en het gasgehalte een bepaalde grens niet overschrijdt, lost het gas gedispergeerd op in het plastic. Maar als de druk in de mal niet hoog genoeg is en het gasgehalte een bepaalde grens overschrijdt, komen deze gassen uit het gesmolten plastic en gaan naar het oppervlak van het product om zilveren strepen te maken. Ze komen vast te zitten in de dikke wand en worden belletjes.

Of het nu de zilveren strepen op het oppervlak van het product zijn of de bellen in de wand van het product, het kan het resultaat zijn van de werking van een van de vier gassen of het resultaat van de gezamenlijke werking van verschillende gassen. Het heeft veel te maken met factoren zoals grondstoffen, mallen, plastificeersystemen, aanpassing van procesparameters en zelfs weersveranderingen (vooral vochtigheidsveranderingen). Dit probleem is dus ingewikkelder. Maar hoe dan ook, de focus van het probleem en de oplossing moet gericht zijn op het gas, dat wil zeggen, hoe het gasgehalte onder controle te houden.
Waterdamp
Als je willekeurig verspreide belletjes op het oppervlak van het product ziet, is dat waarschijnlijk waterdamp.PC-hotmeltmateriaal is erg gevoelig voor vocht en vereist een vochtgehalte van minder dan 0,02%. Om het vochtgehalte onder controle te houden, moet het materiaal dus volledig worden gedroogd. Over het algemeen is de droogtemperatuur van PC-materiaal ongeveer 120℃ en de droogtijd ongeveer 4 uur.

De tijd mag niet te lang zijn. Als de droogtijd langer is dan 10 uur, kan het materiaal gemakkelijk verslechteren. Vooral materialen met vlamvertragers mogen niet te lang worden gedroogd. De beste droogmethode is de ontvochtigingsdroger, die geen effect heeft op het materiaal. Om te controleren of het droogeffect goed is, kunt u de luchtinjectiemethode gebruiken om te zien of het uitgeworpen materiaal continu en glad is en geen wit gas afgeeft.
Lucht
Als de luchtbellendeeltjes superfijn en dicht zijn, worden ze voornamelijk rond de productpoort verdeeld en vormen ze stralende of waaiervormige patronen, die meestal door lucht worden veroorzaakt:
Lucht in het materiaal.
Als er meer poortmaterialen zijn en de deeltjesgroottes sterk variëren, kan er gemakkelijk lucht meegevoerd worden. Daarom is het bij poortmaterialen het beste om het poeder eruit te zeven. Als de tegendruk tijdens het smelten te laag is en de schroefsnelheid te hoog, zal de schroef zich te snel terugtrekken en wordt de lucht gemakkelijk samen met het materiaal naar de voorkant van het vat geduwd.
Daarom wordt over het algemeen aanbevolen om de smelttijd zoveel mogelijk te verlengen tijdens de afkoeltijd, wat zeer nuttig is om de weekmakerkwaliteit te verbeteren.
Als de temperatuur van de materiaaluitvoersectie niet goed wordt geregeld, is de temperatuur te hoog, waardoor een deel van het materiaal voortijdig smelt en de doorgang voor de lucht om de uitvoerpoort te verlaten wordt geblokkeerd; als de temperatuur te laag is, is de voorverwarming onvoldoende, waardoor een deel van de pellets de homogenisatiesectie binnengaat en in lucht wordt gewikkeld.

Bovendien zal een te grote losheid ook lucht inademen. In de bovenstaande situatie kan het probleem meestal worden opgelost door de schroefsnelheid, de tegendruk en de tegendruk aan te passen.
Uitlaat tijdens het vullen van de mal.
Om PC-materialen met een hoge smeltviscositeit soepel de matrijs te laten vullen, moet je meestal de smelttemperatuur en de injectiedruk verhogen. Als de smelt op hoge temperatuur en onder hoge druk is, en je injecteert het snel, zal het plotseling door het smalle stromingskanaal gaan en in de matrijsholte terechtkomen met veel vrije ruimte.

Op deze manier neemt het gas dat uit de smelt komt de lucht in het stromingskanaal en de matrijsholte mee en krijg je een injectietoestand met hoge snelheid. Op het oppervlak van de gecondenseerde kunststof zie je sporen van de verspreide luchtstroom, en dat heet het gaspatroon.
Als er veel hoeken in de matrijsholte zijn, het dikteverschil te groot is of er veel inzetstukken zijn en de positie van de poort niet goed is, zal de smelt in de matrijsholte dringen, de lucht in de matrijs aanwakkeren om een draaikolk te vormen en zullen er gaspatronen ontstaan in bepaalde onderdelen, zoals de schakelaar en het contactdoospaneel van gegoten elektrische producten.

Omdat de contactdozen, interfaces en schakelaars geconcentreerd zijn in één onderdeel, komt deze situatie vaak voor. De oplossing voor dit defect is aan de ene kant de matrijs aanpassen, de uitlaat van de matrijs versterken en de positie van de poort optimaliseren; aan de andere kant de vulsnelheid verlagen, vooral de injectiesnelheid van het gaspatroondeel.
Ontbindingsgas
Omdat PC-materialen bij hoge temperaturen gegoten moeten worden, is enige ontleding onvermijdelijk. Maar het is de moeite waard om te bespreken hoe grootschalige ontleding kan worden voorkomen en hoe gas kan worden verwijderd.Net als bij de hierboven genoemde verkleuring is de belangrijkste reden voor het ontstaan van ontledingsgas dat de smelttemperatuur te hoog is. De temperatuur van het vat is bijvoorbeeld te hoog ingesteld of de verwarmingsspiraal van het vat is niet onder controle.
De verwarmingsspiraal moet sectie voor sectie worden gecontroleerd, te beginnen bij de spuitmond om de temperatuur van het vat te verlagen; de smelt blijft te lang in het vat (zoals bij het gebruik van grote apparatuur om kleine producten te maken, de hoeveelheid kussen is te groot), de vormcyclus is te lang, of het muffe materiaal in het vat en het materiaal dat in de dode hoek is opgeslagen, zijn ontleed door langdurige verwarming.
Of de smelt wordt blootgesteld aan sterke afschuiving in het vat, bijvoorbeeld als de compressieverhouding van de schroef te groot is, de schroefsnelheid te hoog is en de tegendruk te groot is, wat ook ontleding zal veroorzaken.
Als het spuitstukgat te klein is, de matrijspoort en de runner te klein zijn en de holteweerstand groot is, kan de passerende smelt worden afgebroken door plaatselijke oververhitting als gevolg van wrijving. Daarom zijn bij het verwerken van PC-materialen de afmetingen van het spuitstukgat, de poort en de runner groot, moet de uitlaatgroef diep zijn en is het niet geschikt om dunwandige producten te maken.
Een andere belangrijke reden is dat de pc zelf van slechte kwaliteit is en gemakkelijk uit elkaar valt. Dit wordt vaak genegeerd door gebruikers en het probleem wordt doorgeschoven naar de matrijs en de verwerkingsapparatuur, zodat de juiste oplossing voor het probleem niet kan worden gevonden.

Oplosbaar gas
Solventgas heeft voornamelijk te maken met de kwaliteit van de bewerking tijdens de productie, zoals het onzuiver reinigen van vaten en het overmatig toevoegen van additieven. Het meeste oplosgas kan worden verwijderd door het voldoende te drogen en het heeft geen grote invloed op de gasmerken.
Soms is het moeilijk te zeggen of de bellen in transparante producten bellen of vacuümbellen zijn. Als de belpunten worden gevonden wanneer de mal wordt geopend en het volume niet veel verandert na een tijdje te zijn opgeslagen, is het over het algemeen een bel die wordt veroorzaakt door gasinterferentie; als de belpunten verschijnen en groter worden tijdens het ontvormen en afkoelen, is het een vacuümbel.
Vacuümbellen vormen zich als er niet genoeg materiaal of druk is wanneer de mal wordt gevuld. De mal koelt snel af, dus het gesmolten materiaal dat de malwand raakt stolt eerst. Dan koelt het materiaal in het midden af en krimpt, waardoor het volume krimpt en er een holle plek, of bel, ontstaat.

Oplossingen
Injectiedruk, injectietijd en materiaalhoeveelheid verhogen
Pas de smelttemperatuur aan: Als de vacuümbubbel zich ver van de poort bevindt, verhoog dan de smelttemperatuur om de smelt soepel te laten stromen en de druk kan worden overgebracht op het onderdeel dat zich ver van de poort bevindt; als de vacuümbubbel zich dicht bij de poort bevindt, kan de smelttemperatuur worden verlaagd om krimp te verminderen;
Verhoog de matrijstemperatuur, vooral de matrijstemperatuur van het lokale deel waar de vacuümbubbel wordt gevormd.
Plaats de poort bij het dikwandige deel van het product om de stromingsomstandigheden van de spuitmond, de runner en de poort en de uitlaatomstandigheden van de matrijs te verbeteren; verkort de koeltijd van het product in de matrijs en plaats het product zo nodig in heet water om langzaam af te koelen; producten die met puntpoorten worden gevormd, kunnen langzaam en bij lage temperatuur worden gevormd om het probleem van vacuümbelletjes op te lossen en de runnergrootte kan worden vergroot als er vacuümbelletjes op de runner zitten.

Bovendien werd tijdens het productieproces vastgesteld dat er in het dikwandige deel van het pc-product snel na het ontvormen bubbels optraden. Dit werd veroorzaakt door onvoldoende koeling, waardoor het interne gas van de pc uitzette.
Over het algemeen kunnen maatregelen zoals het verlengen van de koeltijd, het versterken van het koelingseffect, het verhogen van de houddruk en -tijd en het vertragen van de ontleding van PC worden gebruikt om het probleem op te lossen.
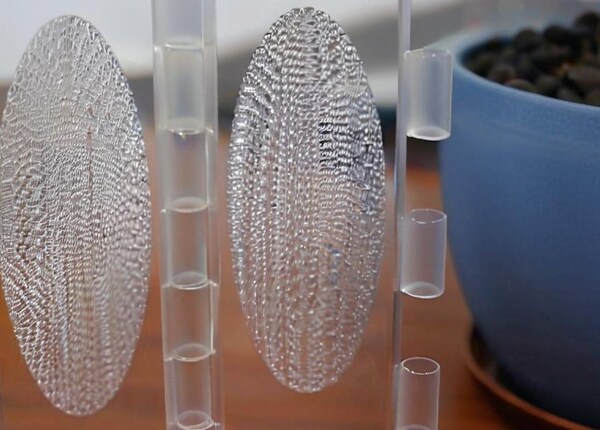
"Vingerafdruk" op het product
Defectenanalyse
Omdat PC-smelt een hoge viscositeit en slechte vloeibaarheid heeft, is het waarschijnlijker dat er een "vingerafdruk"-fenomeen optreedt."Vingerafdruk" wordt zo genoemd omdat het lijkt op een menselijke vingerafdruk. Het wordt soms rimpelingen, trillingspatronen of vibratiepatronen genoemd, wat betekent dat de patronen lijken op de patronen die gevormd worden door een steen die op een rustig wateroppervlak valt. De belangrijkste reden voor het ontstaan ervan is dat de viscositeit van de PC-smelt te hoog is.
Als de injectiedruk en de injectiesnelheid laag zijn, vult de smelt de matrijs in de vorm van een stagnerende stroom. Zodra het voorste gesmolten materiaal in contact komt met het koude matrijsoppervlak, condenseert het snel en krimpt het, en het hete gesmolten materiaal achteraan zet het gekrompen koude materiaal onder druk uit en gaat verder naar voren. Dit proces wordt afwisselend uitgevoerd, waardoor verticale rimpellijnen worden gevormd in de richting van de materiaalstroom.
Oplossingen
Verhoog de temperatuur
Om de temperatuur te verhogen, verhoogt u vooral de temperatuur van de spuitmond, de temperatuur aan de voorkant van het vat en de temperatuur van de matrijs, vooral de temperatuur waar de golf wordt gegenereerd. Dit is om de smeltviscositeit van PC te verminderen en de vloeibaarheid van de smelt te verbeteren. Als het product relatief nauwkeurig is en strenge eisen stelt aan het uiterlijk, is het bovendien noodzakelijk om een matrijstemperatuurregelaar toe te voegen om de matrijstemperatuur nauwkeurig te regelen op ongeveer 120 ℃.

Verhoog de injectiesnelheid en de injectiedruk
Het verhogen van de injectiesnelheid en injectiedruk is voornamelijk bedoeld om de smeltstroom bij de "vingerafdruk" te verhogen en te voorkomen dat de smelt in de vorm van een stagnerende stroom vloeit. Als de "vingerafdruk" in het midden van het product of ver van de gate-positie ontstaat, moet meertrapsinjectie worden gebruikt om de injectiesnelheid sectie voor sectie aan te passen.
De mal aanpassen
Verander de mal voornamelijk om de weerstand van de smelt tijdens het vullen te verminderen, zoals het vergroten van de grootte van de runner en de gate; besteed aandacht aan het polijsten van het spuitmondgat en de runner; vergroot de uitlaatgroef en -sleuf; stel inzetstukken en uitwerperluchtgeleiders in; verbeter de uitlaatconditie van de mal; stel een voldoende grote val voor koud materiaal in om de stromingsweerstand van het voorste koude materiaal te verminderen.
Er verschijnen turbulentievlekken op het product
Defectenanalyse
Turbulentiesporen zijn de onregelmatige vloeilijnen die zich in het midden van de poort in PC-producten bevinden. In tegenstelling tot de "vingerafdruk"-lijn verschijnen turbulentiesporen in de richting van de materiaalstroom in plaats van loodrecht op de richting van de materiaalstroom. De reden hiervoor kan zijn dat het gesmolten materiaal dat in de matrijsholte wordt geïnjecteerd een grote impact ondergaat, waardoor het kleverig en glad wordt op de koude matrijs.

Oplossingen
De temperatuur van de smelt verhogen om te voorkomen dat de smelt te snel afkoelt; de matrijstemperatuur verhogen, vooral in het gebied waar de vloeimerken zich bevinden, om te voorkomen dat de smelt rondglijdt in de matrijs voordat hij klaar is; meertrapsinjectie gebruiken om de injectiesnelheid en -druk te vertragen in het gebied waar de vloeimerken zich bevinden; de locatie van de poort wijzigen om de manier waarop de smelt vloeit te veranderen;
Zorg ervoor dat het koude materiaal stevig is ingepakt zodat het niet gaat schuiven in de mal; gebruik materialen die goed vloeien zodat het gesmolten materiaal de mal soepel vult.
Er verschijnen koude materiaalvlekken in het product
Defectenanalyse
Koude materiaalvlekken zijn een veelvoorkomend defect in de poorten van PC-producten. Hiervan is sprake als het product mistige of heldere plekken heeft in de buurt van de poort, of als er een gebogen litteken zoals een regenworm aan het oppervlak van het product blijft plakken vanaf de poort.
De belangrijkste reden voor de vorming ervan is het oprukken van het koude materiaal aan de voorkant van het gesmolten materiaal dat de vormholte ingaat of het koude materiaal dat later in de vormholte wordt geperst door een te hoge druk. Het voorste materiaal draagt warmte over doordat het mondstuk in contact komt met de koude mal of door het koelende effect van de runner. Bij het invoeren van de vormholte is er de druk van de hete smelt, zodat de koude materiaalplekken worden gevormd.

Koude materiaalvlekken zullen zich verspreiden op dunnere producten en worden rookachtige of pasta-achtige troebele vlekken, terwijl op vrij stromende dikwandige producten een gebogen litteken in de vorm van een regenworm achterblijft. Wat betreft de koude materiaalvlekken die ontstaan door overmatig onder druk houden, deze worden veroorzaakt door de lange drukhoudtijd. Als de houddruk te hoog is, wordt het koude materiaal op de runner en de gate in het product geperst. Dit soort vlekken van koud materiaal vormt vaak een cirkelvormige heldere vlek in een klein gebied bij de poort.
Een ander type is dat het gesmolten materiaal snel in een kleine poort drukt en smeltbreuk veroorzaakt rond de poort, of er verschijnen rookachtige of lichtachtige heldere vlekken bij de poort door de interferentie van het gas in de mal. Koude materiaalvlekken beschadigen niet alleen de zichtbare kwaliteit van het product, maar hebben ook invloed op het effect van latere processen zoals spuiten of galvaniseren, en verminderen ook de mechanische sterkte van het product in verschillende mate.
Oplossingen
Verhoog de temperatuur van het vat en het mondstuk en verhoog de temperatuur van de matrijs om de impact van koud materiaal te verminderen; vertraag de injectiesnelheid en verhoog de injectiedruk om smeltfractuur of interferentie van gas in de matrijs te vermijden; pas de injectietijd en wachttijd aan om overvulling te vermijden; een redelijk ontwerp van de matrijspoort kan de vorming van koude materiaalplekken vooraf verminderen of vermijden.

De traditionele en effectieve methode is om een put voor koud materiaal te openen aan het einde van het stromingskanaal, zodat het voorste materiaal in de put wordt opgesloten en niet in de matrijsholte komt. Naast het maken van een koude materiaalput, moeten sommige matrijzen ook rekening houden met de rationaliteit van de vorm, grootte en positie van de poort; de uitlaat van de matrijs versterken; verontreinigingen in het materiaal verwijderen, het droogeffect van het materiaal versterken, het smeermiddel verminderen of vervangen en zo weinig mogelijk lossingsmiddel gebruiken.
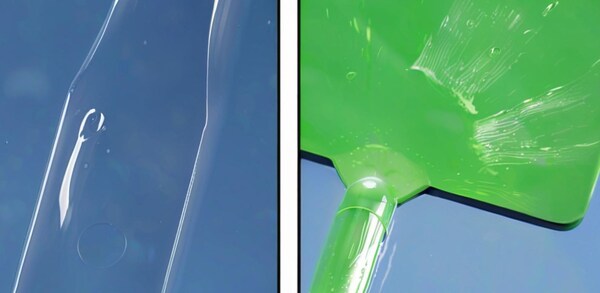
Interne spanning van transparante producten
Defectenanalyse
Bij het maken van transparante PC-producten zoals zonnebrillen, windschermen, oogmaskers en andere onderdelen, zie je vaak dat de producten vervormd zijn, astigmatisch zijn, een slechte transparantie hebben en barsten. Dit komt voornamelijk door de interne spanning in het product. In feite is er ook interne spanning in ondoorzichtige producten, maar die is niet zichtbaar.
Interne spanning is de spanning die binnenin het plastic ontstaat door slecht gieten, temperatuursveranderingen enzovoort, zonder enige externe kracht. De kunststofmoleculen worden uitgerekt en bevriezen dan op hun plaats in het product. De inwendige spanning in kunststof producten kan de mechanische eigenschappen en prestaties van de producten verstoren, waardoor ze kromtrekken, vervormen en zelfs kleine scheurtjes krijgen; het kan de producten er slecht uit laten zien en ze troebel maken.

Interne stress kan ook het volgende veroorzaken spuitgegoten producten hogere mechanische eigenschappen hebben in de vloeirichting, maar een lagere sterkte in de richting loodrecht op de vloei, wat resulteert in ongelijke productprestaties, wat het gebruik van het product beïnvloedt. Met name wanneer het product wordt verhit of in contact komt met organische oplosmiddelen, zal het product sneller barsten.
De interne spanning van PC-producten wordt voornamelijk veroorzaakt door oriëntatie- en temperatuurspanning en soms door onjuist ontvouwen.
Oriëntatie Stress
Nadat de macromoleculen in het spuitgietproduct georiënteerd zijn, kunnen er gemakkelijk interne spanningen ontstaan die spanningsconcentratie veroorzaken. Tijdens het spuitgieten koelt de smelt snel af en de viscositeit van de smelt is hoger bij een lagere temperatuur. De georiënteerde moleculen kunnen zich niet volledig ontspannen. De interne spanning die zo ontstaat, beïnvloedt de mechanische eigenschappen en de dimensionale stabiliteit van het product. Daarom heeft de smelttemperatuur de grootste invloed op de oriëntatiespanning. Als de smelttemperatuur wordt verhoogd, neemt de smeltviscositeit af en dus ook de schuifspanning en de oriëntatie.

De ontspanning van de oriëntatiespanning is ook hoger bij een hoge smelttemperatuur, maar als de viscositeit afneemt, neemt de druk toe die door de schroef van de spuitgietmachine op de matrijsholte wordt overgebracht, waardoor de afschuifsnelheid kan toenemen en de oriëntatiespanning kan toenemen. Als de wachttijd te lang is, neemt de oriëntatiespanning toe; als de injectiedruk toeneemt, neemt ook de oriëntatiespanning toe door de toename in schuifspanning en schuifsnelheid. De dikte van het product beïnvloedt ook de inwendige spanning.
De oriëntatiespanning neemt af naarmate de dikte van het product toeneemt, omdat het dikwandige product langzaam afkoelt, de smelt lang afkoelt en ontspant in de malholte en de georiënteerde moleculen voldoende tijd hebben om terug te keren naar de willekeurige toestand. Als de matrijstemperatuur hoog is en de smelt langzaam afkoelt, kan de oriëntatiespanning worden verminderd.
Temperatuurstress
Wanneer je kunststof injecteert, is het temperatuurverschil tussen de smelttemperatuur en de matrijstemperatuur groot, dus koelt de smelt in de buurt van de matrijswand sneller af, waardoor de spanning in het product ongelijkmatig wordt. Omdat PC een grote specifieke warmtecapaciteit en een kleine thermische geleidbaarheid heeft, koelt het oppervlak van het product veel sneller af dan de binnenkant.

Als het product blijft afkoelen, zorgt het gestolde omhulsel aan het oppervlak ervoor dat de binnenkant niet meer vrij kan samentrekken, waardoor de binnenkant trekspanning krijgt en de buitenkant drukspanning. Hoe groter de spanning door het krimpen van thermoplasten, hoe kleiner de spanning door de verdichting in de mal, dat wil zeggen, hoe korter de inhoudtijd en hoe lager de inhoudtijd, wat de inwendige spanning sterk kan verminderen.
De vorm en grootte van het product hebben ook een grote invloed op de interne spanning. Hoe groter de verhouding tussen het oppervlak en het volume van het product, hoe sneller het oppervlak afkoelt en hoe groter de oriëntatiespanning en de temperatuurspanning. De oriëntatiespanning wordt voornamelijk gegenereerd in de dunne oppervlaktelaag van het product. Daarom kan worden aangenomen dat de oriëntatiespanning toeneemt naarmate de verhouding tussen het oppervlak en het volume van het product toeneemt.
Als de dikte van het product ongelijkmatig is of als het product metalen inzetstukken heeft, kan er gemakkelijk oriëntatiespanning ontstaan, dus moeten de inzetstukken en poorten aan de dikke wand van het product worden geplaatst. De enige manier is om de inwendige spanning te minimaliseren of te proberen de inwendige spanning gelijkmatig te verdelen in het product.

Oplossingen
De injectietemperatuur heeft een groot effect op de interne spanning van het product. De temperatuur van het vat moet dus goed worden verhoogd om ervoor te zorgen dat het materiaal goed plastificeert en de onderdelen uniform zijn om krimp en inwendige spanning te verminderen; de temperatuur van de mal moet worden verhoogd om het product langzaam te laten afkoelen om de georiënteerde moleculen te laten ontspannen en inwendige spanning te verminderen.
Als de injectiedruk te hoog is, zullen de kunststofmoleculen meer georiënteerd zijn en zal de schuifkracht groter zijn, zodat de kunststofmoleculen in volgorde worden gerangschikt en de oriëntatiespanning van het product toeneemt. Probeer daarom een lagere injectiedruk te gebruiken; als de wachttijd te lang is, zal de druk in de mal toenemen door het drukcompensatie-effect, zal de smelt een hoger extrusie-effect produceren, zal de mate van moleculaire oriëntatie toenemen en zal de interne spanning van het product toenemen. Daarom mag de wachttijd niet te lang zijn.
Het effect van injectiesnelheid op de interne spanning van spuitgietproducten is veel kleiner dan dat van temperatuur, druk en andere factoren. Het is echter het beste om injectie met variabele snelheid te gebruiken, d.w.z. snel vullen van de matrijs. Als de matrijsholte vol is, gebruik dan een lage snelheid. Enerzijds heeft injectie met variabele snelheid een snel vormvulproces en vermindert het lassporen; anderzijds kan vasthouden met lage snelheid de moleculaire oriëntatie verminderen.

Maak de positie van de poort redelijk. Gebruik voor vlakke producten zoveel mogelijk spleet- en waaiervormige poorten; de uitwerper moet ontworpen zijn om over een groot oppervlak uit te werpen; de ontvormingshelling moet groot zijn.Gebruik zoveel mogelijk betere materialen (minder onzuiverheden en groter moleculair gewicht) en gebruik geen poortmaterialen.
Als het product een metalen inzetstuk heeft, moet het inzetstukmateriaal worden voorverwarmd (meestal tot ongeveer 200°C) om te voorkomen dat het metaalmateriaal en het kunststofmateriaal interne spanning genereren door de inconsistente lineaire uitzettingscoëfficiënt. Het overgangspunt moet worden overbrugd met een boog.
Na het ontvormen kun je de inwendige spanning wegwerken door een warmtebehandeling. De temperatuur van de warmtebehandeling is ongeveer 120°C en de tijd is ongeveer 2 uur. De essentie van warmtebehandeling is om de ketensegmenten en schakels in de plastic moleculen een zekere mate van mobiliteit te geven, de bevroren elastische vervorming te ontspannen en de georiënteerde moleculen terug te brengen naar een willekeurige toestand.

Samenvatting
Dit artikel gaat over de veelvoorkomende problemen bij het spuitgieten van polycarbonaat (PC) en hoe je ze kunt oplossen. De problemen omvatten verkleuring, zilverstrepen, luchtbellen, vacuümbubbels, vingerafdrukken, vlekken van koud materiaal en inwendige spanning.
Het artikel legt uit waarom elk probleem zich voordoet, zoals het proces, het materiaal en de machine, en hoe je het kunt oplossen, zoals het veranderen van de temperatuur, de druk, de injectiesnelheid en de matrijs. Het artikel zegt dat je de spuitgietproces en het materiaal beter om betere pc-producten te maken.







