 Overslaan naar inhoud
Overslaan naar inhoud 


Spuitgietdefecten zijn veel voorkomende uitdagingen in het productieproces die de productkwaliteit en de productie-efficiëntie beïnvloeden. Inzicht in de oorzaken en oplossingen is essentieel om de resultaten te verbeteren.
Veel voorkomende spuitgietfouten zijn kromtrekken, zinksporen, korte shots en luchtinsluitingen. Oplossingen variëren van het aanpassen van temperatuur, druk of materiaal tot het optimaliseren van matrijsontwerp en procesparameters.
Als u de hoofdoorzaken van deze defecten begrijpt en de juiste oplossingen toepast, kunt u uw productieproces aanzienlijk verbeteren. Duik dieper in effectieve strategieën voor het voorkomen en oplossen van defecten.
Kromtrekken is een veelvoorkomend probleem bij spuitgieten.Echt
Vervorming treedt op wanneer ongelijkmatige koeling vervorming veroorzaakt in de vorm van het onderdeel. Dit kan worden opgelost door de matrijstemperatuur en koelsnelheden te regelen.
Defecten bij spuitgieten zijn altijd te wijten aan een slecht matrijsontwerp.Vals
Hoewel het matrijsontwerp kan bijdragen aan defecten, spelen factoren zoals materiaalkeuze, temperatuur en druk ook een belangrijke rol bij defectvorming.
Wat is kunststof spuitgieten?
Kunststof spuitgieten is een productieproces dat wordt gebruikt om een breed scala aan producten te maken, van alledaagse voorwerpen tot ingewikkelde onderdelen. Het biedt snelheid, precisie en kosteneffectiviteit.
Kunststof spuitgieten is een proces waarbij gesmolten kunststof in mallen wordt gespoten om onderdelen te vormen. Het wordt gebruikt in industrieën zoals de auto-industrie, elektronica en consumentengoederen en biedt een hoge efficiëntie, precisie en flexibiliteit.

De spuitgieten1 proces verwijst naar het proces van het maken van halffabrikaten met een bepaalde vorm uit gesmolten grondstoffen door middel van bewerkingen zoals onder druk zetten, injecteren, afkoelen en scheiden .
Met kunststof spuitgieten kunnen onderdelen in grote volumes worden geproduceerd.Echt
Het proces is zeer efficiënt, waardoor het ideaal is voor grootschalige productie met een consistente kwaliteit.
Kunststof spuitgieten is alleen geschikt voor eenvoudige producten.Vals
Spuitgieten kan zowel eenvoudige als complexe onderdelen produceren, waaronder ingewikkelde ontwerpen, waardoor het veelzijdig is voor verschillende industrieën.
Wat zijn de oorzaken van korte shots van spuitgietproducten en hun oplossingen?
Short shots ontstaan wanneer de gesmolten kunststof de matrijs niet volledig vult, wat leidt tot onvolledige onderdelen. Het identificeren van de oorzaken en oplossingen is essentieel om productkwaliteit en productie-efficiëntie te garanderen.
Korte shots bij spuitgieten worden veroorzaakt door factoren zoals onvoldoende injectiedruk, lage matrijstemperatuur of onvoldoende materiaalstroom. Oplossingen zijn onder andere het aanpassen van de verwerkingsparameters, het verbeteren van het matrijsontwerp en ervoor zorgen dat het juiste materiaal wordt gebruikt.
Definitie
Er is sprake van een kort schot als de vormholte niet helemaal gevuld wordt.
Oorzaken van een kort schot
Vormtemperatuur, materiaaltemperatuur of inspuitdruk en -snelheid2 te laag zijn. De plastificering van de grondstof is ongelijkmatig, de uitlaat is slecht, de vloeibaarheid van de grondstof is onvoldoende, het onderdeel is te dun of de poortmaat is te klein en de polymeermelt stolt voortijdig door een onredelijk structureel ontwerp.
Oplossingen
-
Materiaal: Kies een materiaal dat beter vloeit, zoals toolox44.
-
Vormontwerp: Vul dikke wanden voordat u dunne wanden vult om vasthouden te voorkomen, verhoog het aantal poorten en de grootte van de runner, verminder de proces- en stromingsweerstand en stel de positie en grootte van de uitlaatpoort juist in om slechte uitlaat te voorkomen.
-
Spuitgietmachine: Controleer of de terugslagklep en de binnenwand van het vat ernstig versleten zijn en of er materiaal of een brug in de toevoerpoort zit.
-
Procesomstandigheden: de injectiedruk en injectiesnelheid verhogen, de afschuifwarmte verhogen, het injectievolume verhogen, de vat- en matrijstemperatuur verhogen.
Het verhogen van de inspuitdruk kan korte shots verminderen.Echt
Een hogere injectiedruk zorgt ervoor dat de mal volledig wordt gevuld, waardoor de kans op korte shots afneemt.
Korte schoten worden alleen veroorzaakt door defecte apparatuur.Vals
Terwijl defecten aan apparatuur korte shots kunnen veroorzaken, spelen andere factoren zoals matrijsontwerp, materiaalviscositeit en verwerkingsparameters ook een belangrijke rol.
Wat zijn de oorzaken van broosheid van spuitgietproducten en wat zijn de oplossingen?
Brosheid in spuitgietproducten kan veroorzaakt worden door verschillende factoren, zoals een verkeerde materiaalselectie, slechte verwerkingsomstandigheden of een ondeugdelijk matrijsontwerp. Het identificeren van deze oorzaken is de sleutel tot het voorkomen van defecten.
Brosheid bij spuitgieten wordt vaak veroorzaakt door lage verwerkingstemperaturen, een verkeerde materiaalsoort of onjuiste koelsnelheden. Oplossingen zijn onder andere het aanpassen van de matrijstemperatuur, het selecteren van geschikte materialen en het afstellen van de injectiesnelheid.

Definitie
Als we het hebben over brosheid in kunststof onderdelen, dan hebben we het over hoe gemakkelijk ze barsten of breken op bepaalde plekken.
Oorzaken van broosheid
De droogomstandigheden zijn niet goed, er wordt te veel gerecycled materiaal gebruikt, de injectietemperatuur is verkeerd ingesteld, het gate- en runnersysteem is niet goed ingesteld en de sterkte van de smeltmarkering is niet hoog.
Oplossingen
Bewerkt materiaal kopiëren: Stel de juiste droogcondities in voordat je de mal spuit, gebruik minder gerecycled materiaal, gebruik meer nieuw materiaal en gebruik sterk plastic.
-
Vormontwerp: Maak het hoofdkanaal, het aftakkanaal en de poort groter .
-
Spuitgietmachine: Kies een goede schroef om de temperatuurverdeling tijdens het plastificeren gelijkmatiger te maken.
-
Procesomstandigheden: Verlaag de temperatuur van het vat en de spuitmond, verlaag de tegendruk, schroefsnelheid en injectiesnelheid, verhoog de injectiedruk door de materiaaltemperatuur te verhogen en verbeter de sterkte van de smeltmarkering.
Verkeerde koelsnelheden veroorzaken broosheid bij spuitgieten.Echt
Te snelle of te langzame koelsnelheden kunnen leiden tot interne spanningen, waardoor het spuitgietproduct broos wordt.
Het verhogen van de matrijstemperatuur lost altijd brosheidsproblemen op.Vals
Hoewel hogere matrijstemperaturen kunnen helpen, ligt de hoofdoorzaak van brosheid vaak in het materiaal en de verwerkingsomstandigheden, die ook geoptimaliseerd moeten worden.
Wat zijn de oorzaken van het verbranden van spuitgietproducten en wat zijn de oplossingen?
Branden bij spuitgieten kunnen het gevolg zijn van overmatige hitte, onjuiste materiaalselectie of slechte machine-instellingen. Het identificeren en aanpakken van deze factoren is cruciaal om producten van hoge kwaliteit en efficiënte processen te garanderen.
Veel voorkomende oorzaken van verbranding bij spuitgieten zijn hoge temperaturen, een onjuiste injectiesnelheid en onvoldoende koeling. Oplossingen zijn het aanpassen van de machineparameters, het gebruik van het juiste materiaal en het verbeteren van het matrijsontwerp om oververhitting en productdefecten te voorkomen.
Definitie
Schroeiplekken ontstaan wanneer het gas in de holte niet snel genoeg weg kan en verbrandt aan het einde van de stroom.
Oorzaken van schroeien
De lucht in de holte kan niet op tijd worden afgevoerd. Materiaaldegradatie: de smelttemperatuur is te hoog; de schroefsnelheid is te hoog; het ontwerp van het runnersysteem is onjuist.
Oplossingen
-
Vormontwerp: Een uitlaatsysteem toevoegen en de grootte van de hardloopsysteem3in gebieden waar slechte uitlaatgassen kunnen voorkomen.
-
Procesomstandigheden: verlaag de injectiedruk en -snelheid, verlaag de temperatuur van het vat, inspecteer het verwarmingselement en het thermokoppel om vast te stellen of ze correct werken
Hoge temperaturen veroorzaken verbranding bij spuitgieten.Echt
Overmatige hitte kan het materiaal aantasten en leiden tot verkleuring, wat kan resulteren in verbrande onderdelen.
Lagere injectiesnelheden kunnen verbranding voorkomen.Vals
Hoewel lagere injectiesnelheden de warmte kunnen verminderen, kunnen ze ook de kwaliteit van onderdelen aantasten. Het evenwicht tussen snelheid en temperatuur is essentieel.
Wat zijn de oorzaken van Flash van spuitgietproducten en hun oplossingen?
Flash bij spuitgieten verwijst naar overtollig materiaal dat uit de matrijsholte lekt, waardoor ongewenste uitsteeksels ontstaan. Dit kan de kwaliteit van onderdelen aantasten en de kosten verhogen.
Flash wordt veroorzaakt door factoren zoals hoge injectiedruk, versleten matrijzen of een verkeerd matrijsontwerp. Oplossingen zijn onder andere het aanpassen van de druk, het optimaliseren van de koeling en het onderhouden van matrijzen om precisie en kwaliteit te garanderen.

Definitie
Flash is het extra plastic op het schimmeloppervlak of de uitwerppin.
Oorzaken vanFlash
niet genoeg klemkracht, problemen met de matrijs, slechte gietomstandigheden, verkeerd ontwerp van het uitlaatsysteem .
Oplossingen
-
Vormontwerp: Ontwerp de mal zo dat hij goed kan sluiten als hij wordt vastgeklemd. Controleer de grootte van de uitlaatpoort en reinig het oppervlak van de mal.
-
Spuitgietmachine: een spuitgietmachine4 met de juiste tonnage.
-
Gietproces: injectietijd verhogen, verlagen injectiesnelheid5verminderen vat temperatuur6en mondstuktemperatuur, verminder inspuitdruk en houddruk7.
Hoge inspuitdruk veroorzaakt knipperen.Echt
Een te hoge druk duwt gesmolten kunststof voorbij de matrijsholte, wat leidt tot vlamvorming.
Versleten schimmels kunnen flash veroorzaken.Echt
Beschadigde of versleten mallen creëren gaten waardoor materiaal kan ontsnappen, wat resulteert in flash. Regelmatig onderhoud is essentieel om dit probleem te voorkomen.
Wat zijn de oorzaken van delaminatie van spuitgietproducten en wat zijn de oplossingen?
Delaminatie bij spuitgieten treedt op wanneer lagen van het materiaal loslaten, wat vaak productdefecten veroorzaakt. Inzicht in de oorzaken en oplossingen is de sleutel tot het verbeteren van de productkwaliteit.
Delaminatie bij spuitgieten kan veroorzaakt worden door factoren zoals een slechte materiaalcompatibiliteit, een verkeerde matrijstemperatuur of vocht in de materialen. Oplossingen zijn onder andere het optimaliseren van de verwerkingsomstandigheden, zorgen voor de juiste materiaalbehandeling en het verbeteren van het matrijsontwerp.

Definitie
Er is sprake van delaminatie wanneer het oppervlak van het onderdeel laag voor laag loslaat.
Oorzaken van delaminatie
Gemengd met andere polymeren die niet goed mengen, te veel lossingsmiddel tijdens het gieten, de hars is niet helemaal op dezelfde temperatuur, te veel water, scherpe hoeken in de poorten en runners.
Oplossingen
-
Inhoud: Meng geen onzuiverheden of vuile gerecyclede materialen met grondstoffen.
-
Vormontwerp: Rond alle lopers of poorten met scherpe hoeken af.
-
Procesomstandigheden: Verhoog de vat- en matrijstemperatuur, droog het materiaal voor het gieten en gebruik niet te veel lossingsmiddel.
Wat zijn de oorzaken van spuitnevel op spuitgietproducten en wat zijn de oplossingen?
Spuitsporen zijn veelvoorkomende defecten bij spuitgieten, veroorzaakt door verschillende factoren zoals matrijstemperatuur, injectiesnelheid en materiaalkwaliteit. Door deze problemen aan te pakken, kan de productkwaliteit aanzienlijk worden verbeterd.
Spuitsporen ontstaan door een onjuiste matrijstemperatuur, een te hoge injectiesnelheid of materiaal van lage kwaliteit. Oplossingen zijn onder andere het optimaliseren van de spuitgietomstandigheden, het aanpassen van de snelheid en zorgen voor consistentie van het materiaal voor betere resultaten.
Definitie
Een soort straalmerk dat wordt veroorzaakt door een te snelle smeltstroom, meestal in de vorm van een slang.
Oorzaken van spuitmarkeringen
De poort is te klein, waardoor het productoppervlak een grote doorsnede heeft en de vulsnelheid te hoog is.
Oplossing
- Vormontwerp: Maak de poort groter, verander de zijpoort in een schootpoort en plaats een materiaalstopper voor de poort.Procesomstandigheden: Vertraag de vulsnelheid vlak na de Gate.
Spuitvlekken worden veroorzaakt door een onjuiste matrijstemperatuur.Echt
Als de matrijstemperatuur te hoog of te laag is, kan het plastic ongelijkmatig afkoelen, wat kan leiden tot spuitplekken op het productoppervlak.
Door de injectiesnelheid te verhogen, verdwijnen spuitnevels altijd.Vals
Terwijl het aanpassen van de injectiesnelheid spuitsporen kan verminderen, kunnen te hoge snelheden defecten verergeren. Voor optimale resultaten is een evenwichtige aanpak nodig.
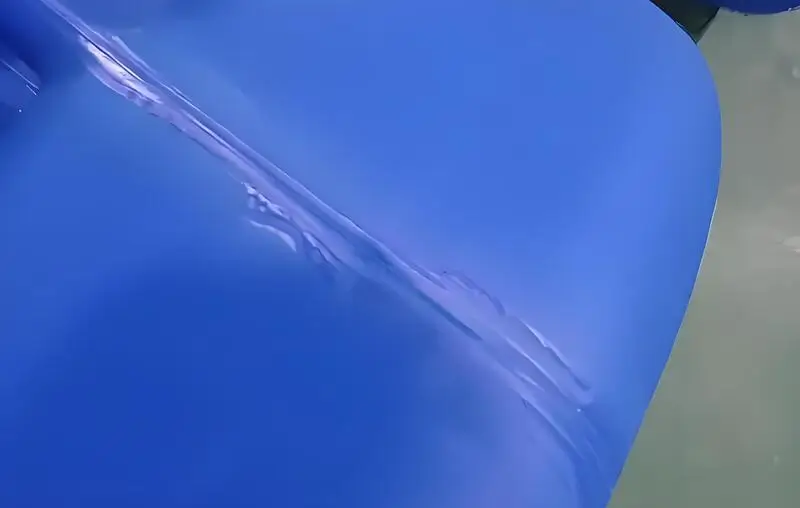
Wat zijn de oorzaken van vloeimerken van spuitgietproducten en wat zijn de oplossingen?
Vloeisporen bij spuitgieten kunnen de oppervlakteafwerking van producten aantasten, waardoor ze visueel minder aantrekkelijk en minder functioneel worden. Het identificeren van de oorzaken en oplossingen is de sleutel tot het verbeteren van de productkwaliteit.
Vloeimerken ontstaan door ongelijkmatige koeling, onjuiste injectiesnelheden of onvoldoende ontluchting. Oplossingen zijn onder andere het aanpassen van de matrijstemperatuur, het optimaliseren van de injectiesnelheid en het verbeteren van de ontluchting om gelijkmatig vullen en koelen te garanderen.
Definitie
Vloeimerken zijn een vormfout die eruitziet als golven op het oppervlak van het onderdeel. Het wordt veroorzaakt doordat het kunststof te langzaam in de matrijs vloeit, waardoor het lijkt alsof het kunststof als een kikker is gesprongen.
Oorzaken van vloeimerken
De matrijstemperatuur en materiaaltemperatuur zijn te laag, de injectiesnelheid en -druk zijn te laag, de grootte van de runner en de gate zijn te klein en door de structuur van het product is de versnelling te groot bij het vullen en stromen.
Oplossingen
-
Vormontwerp: Maak de koude put in de loopwagen groter, maak de loopwagen en de poort groter, maak de hoofdloopwagen korter of gebruik in plaats daarvan een warme loopwagen.
-
Procesomstandigheden: Maak de injectiesnelheid hoger, maak de injectiedruk en houddruk hoger, maak de houdtijd langer, maak de matrijstemperatuur en materiaaltemperatuur hoger.
Verkeerde koeling is een primaire oorzaak van stroommarkeringen.Echt
Vloeimerken verschijnen vaak wanneer de koelsnelheid ongelijk is, waardoor oppervlaktedefecten ontstaan. De juiste koeltechniek helpt dit probleem te voorkomen.
Het gebruik van hogere injectiesnelheden voorkomt altijd vloeisporen.Vals
Hogere injectiesnelheden kunnen soms stromingsmarkeringen veroorzaken door turbulentie of ongelijkmatig vullen. Het optimaliseren van de injectiesnelheid voor specifieke productontwerpen is cruciaal.
Wat zijn de oorzaken van zilverstrepen op spuitgietproducten en wat zijn de oplossingen?
Zilverstrepen in spuitgieten worden veroorzaakt door zaken als vocht, temperatuurschommelingen of onjuiste materiaalbehandeling, wat de esthetiek en de prestaties van de producten beïnvloedt.
Zilverstrepen worden vaak veroorzaakt door vocht in de hars, inconsistente smelttemperaturen of vervuiling. Oplossingen zijn onder andere het goed drogen van materialen, stabiele verwerkingsomstandigheden en het gebruik van harsen van hoge kwaliteit om gladdere producten te garanderen.
Definitie
Zilverstrepen ontstaan wanneer water, lucht of verkoold materiaal zich in de stroomrichting over het oppervlak van het onderdeel verspreidt.
Oorzaken van zilverstrepen
Het vochtgehalte in de grondstof is te hoog, er zit lucht vast in de grondstof, polymeerdegradatie: het materiaal is vervuild; de temperatuur van het vat is te hoog; het injectievolume is onvoldoende.

Oplossingen
-
Inhoud: Droog de grondstof volgens de gegevens van de grondstofleverancier vóór het spuitgieten.
-
Vormontwerp: Zorg voor voldoende ventilatieopeningen.
-
Gietproces: Kies de juiste spuitgietmachine en matrijs, reinig het oude materiaal volledig uit het vat wanneer u van materiaal wisselt, verbeter het uitlaatsysteem en verlaag de smelttemperatuur, injectiedruk of injectiesnelheid.
Zilverstrepen worden veroorzaakt door vocht in de hars.Echt
Vocht in de hars leidt tot stoombelletjes tijdens het gieten, waardoor zilveren strepen op het oppervlak ontstaan. Goed drogen voor het gieten lost dit probleem op.
Zilveren strepen zijn altijd te wijten aan een slechte materiaalkwaliteit.Vals
Hoewel de kwaliteit van het materiaal kan bijdragen, worden zilverstrepen vaker veroorzaakt door vocht of onjuiste verwerkingsomstandigheden.
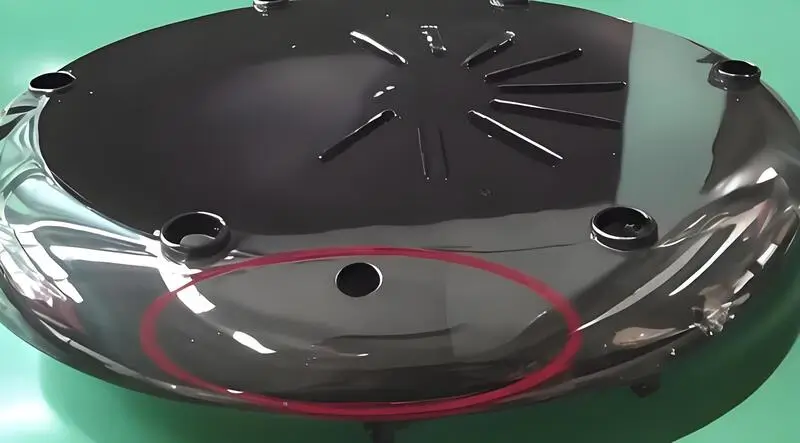
Wat zijn de oorzaken van deuken in spuitgietproducten en wat zijn de oplossingen?
Deuken in spuitgietproducten zijn vaak het gevolg van verkeerde instellingen, materiaaldefecten of koelproblemen. Door ze aan te pakken, bent u zeker van productkwaliteit en vermindert u afval.
Deuken in spuitgietproducten zijn vaak het gevolg van inconsistente koeling, een slechte materiaalstroom of een verkeerd matrijsontwerp. Oplossingen zijn onder andere het optimaliseren van de koelsnelheden, het aanpassen van de injectiedruk en het verzekeren van het juiste matrijsontwerp.
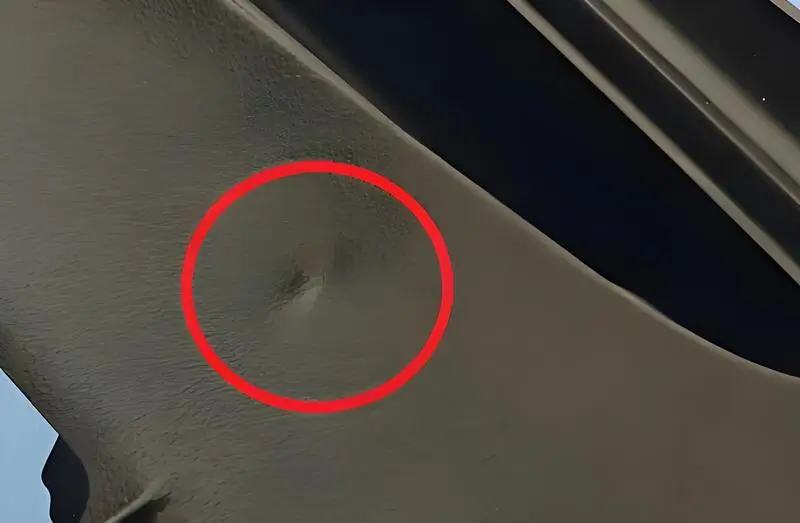
Definitie
Deuk is wanneer het oppervlak van het onderdeel hol is op de wanddikte.
Oorzaken van de vorming van deuken
De injectiedruk of houddruk is te laag, de houd- of afkoeltijd is te kort, de smelttemperatuur of matrijstemperatuur is te hoog en de structuur van het onderdeel is verkeerd ontworpen.
Oplossingen
-
Ontwerpstructuur: Golf het oppervlak dat gemakkelijk te deuken, verminder de dikke wand grootte van het onderdeel, het minimaliseren van de dikte-diameter verhouding, moet de aangrenzende wanddikte verhouding worden gecontroleerd op 1,5 ~ 2, en probeer een soepele overgang te maken, herontwerp de dikte van de versterking ribben, verzonken gaten en hoek ribben, en hun dikte wordt over het algemeen aanbevolen om 40-80% van de basis wanddikte.
-
Gietproces: Verhoog de inspuitdruk en houddruk, vergroot de grootte van de klep of verander de positie van de klep.
Inconsistente koeling veroorzaakt deuken in spuitgietonderdelen.Echt
Ongelijke koelsnelheden leiden tot spanning en kromtrekken, wat zichtbare deuken veroorzaakt in gegoten producten.
Alle deukproblemen bij spuitgieten kunnen worden verholpen door de koelinstellingen aan te passen.Vals
Koelaanpassingen helpen, maar materiaalstroom, injectiedruk en matrijsontwerp spelen ook een cruciale rol bij het voorkomen van deuken.
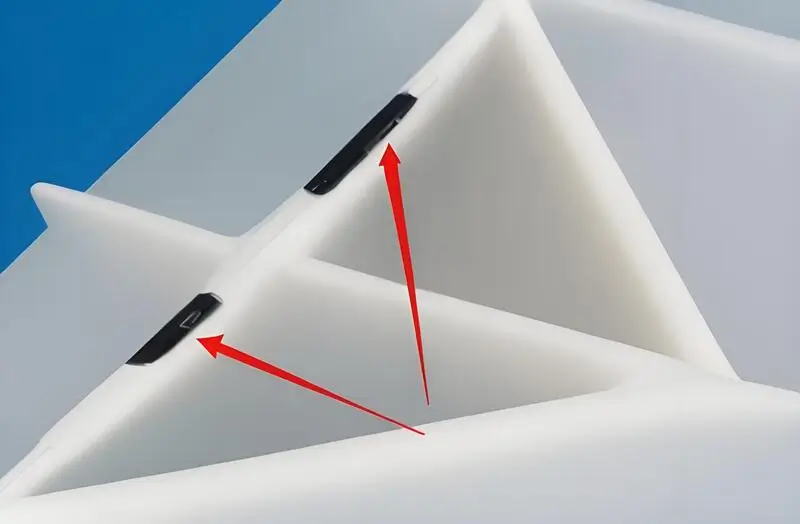
Wat zijn de oorzaken van lassporen op spuitgietproducten en wat zijn de oplossingen?
Lassporen bij spuitgieten ontstaan wanneer twee kunststofstromen elkaar tegenkomen en niet goed hechten, waardoor er zichtbare littekens achterblijven op het eindproduct.
Lassporen worden veroorzaakt door een verkeerd matrijsontwerp, onvoldoende injectiesnelheid of onvoldoende temperatuurregeling. Oplossingen zijn onder andere het optimaliseren van het matrijsontwerp, het aanpassen van de injectiesnelheid en het regelen van de matrijstemperatuur voor een betere vloei.
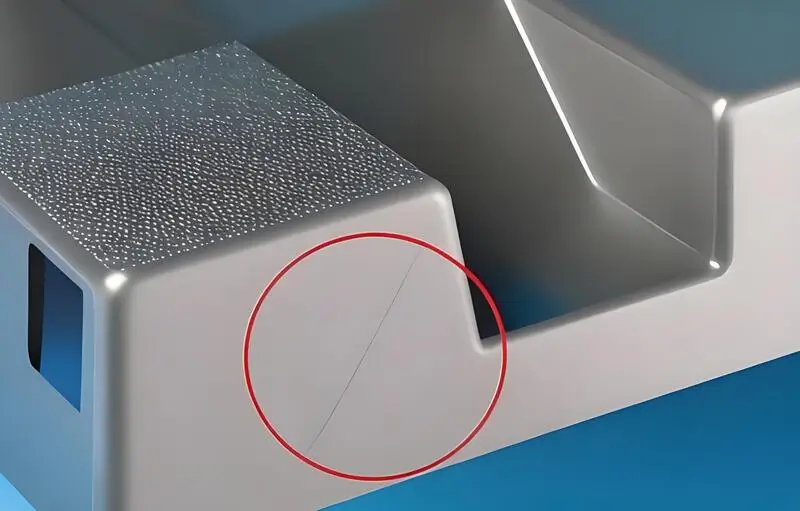
Definitie
Er is sprake van een lasnaad wanneer twee materiaalstromen elkaar ontmoeten en aan elkaar lassen, en dit veroorzaakt een defect op het oppervlak.
Oorzaken van lasmarkering
Als er gaten, inzetstukken of een spuitgietmodus met meerdere poorten in het onderdeel zitten, of als de wanddikte van het onderdeel ongelijkmatig is, kunnen er lassporen ontstaan.
Oplossingen
-
Materiaal: Laat het plastic beter smelten.
-
Productontwerp: Verander de manier waarop het product wordt gemaakt en hoe dik de wanden zijn.
-
Vormontwerp: Verplaats waar het plastic in de mal gaat en voeg plaatsen toe waar de lucht eruit kan.
-
Procesomstandigheden: Maak het plastic heter en gebruik minder spul om te voorkomen dat het aan de mal blijft plakken. Schroeiplekken ontstaan wanneer de lucht in de mal er niet snel genoeg uit kan en het plastic aan het einde van de vloei verbrandt.
Lassporen worden veroorzaakt door verkeerde spuitgietinstellingen.Echt
Lassporen kunnen het gevolg zijn van een slecht afgestelde temperatuur, snelheid of matrijsontwerp, wat leidt tot een ineffectieve hechting van de kunststofstroom.
Lassporen kunnen volledig worden weggewerkt door de injectiesnelheid te verhogen.Vals
Het simpelweg verhogen van de injectiesnelheid kan lassporen niet elimineren als andere factoren zoals matrijsontwerp of temperatuurregeling niet goed zijn aangepast.
Wat zijn de oorzaken van vervorming van spuitgietproducten en wat zijn de oplossingen?
Vervorming bij spuitgieten ontstaat door factoren als ongelijkmatige koeling, verkeerde materiaalkeuze en verkeerd matrijsontwerp. Het aanpakken van deze oorzaken zorgt voor een betere productkwaliteit en minder afval.
Vervorming wordt veroorzaakt door ongelijkmatige koeling, slecht matrijsontwerp en onjuiste materiaalselectie. Oplossingen zijn onder andere het optimaliseren van de koelsnelheden, het gebruik van de juiste materialen en het verfijnen van het matrijsontwerp voor een nauwkeuriger en sterker onderdeel.
Definitie
Van vervorming door kromtrekken is sprake als de vorm van het spuitgietproduct helemaal in de war raakt en ongelijkmatig kromtrekt, wat je niet wilt. Dat is een van de dingen die fout kunnen gaan als je dingen maakt met spuitgietmatrijzen.
Oorzaken van kromtrekken
-
Materiaaleigenschappen die niet goed zijn: De hardheid, sterkte, taaiheid, stabiliteit en andere eigenschappen van het materiaal hebben een grote invloed op het kromtrekken van het product. Als de eigenschappen van het materiaal niet goed zijn of niet aan de eisen voldoen, zal kromtrekken optreden na blootstelling aan spanning.
-
Onjuist productieproces: Als je de temperatuur en snelheid van verwarmen, koelen, snijden, lassen en andere processen tijdens de productie niet onder controle hebt, zal je product kromtrekken.
-
Onjuist ontwerp: Als je je product niet goed ontwerpt, zal het kromtrekken. Als je product bijvoorbeeld te groot of te ingewikkeld is, zal het kromtrekken en vervormen.
Oplossingen
-
Materiaalkeuze: Kies goede materialen om er zeker van te zijn dat ze het juiste materiaal hebben, vooral als je belangrijke onderdelen maakt, moet je sterke materialen gebruiken.
-
Verwerkingstechnologie: Je moet dingen goed verhitten, koelen, snijden en lassen, en je moet het doen volgens de regels zodat je geen kromtrekken krijgt.
-
Ontwerpoptimalisatie: Bij het ontwerpen van een product moet je rekening houden met de fysieke eigenschappen van het materiaal en een productoplossing kiezen met een eenvoudige structuur en een redelijke afmeting om kromtrekken te voorkomen.
-
Controleer stress tijdens de verwerking: Controleer de spanning tijdens de verwerking door de koelsnelheid, de verwarmingstijd en andere methoden te verlagen, waardoor kromtrekken en vervorming van het product effectief kunnen worden voorkomen.
-
Gebruik een vaste mal: Gebruik een vaste mal om het product te fixeren en kromtrekken en vervorming te voorkomen.
Ongelijkmatige koeling veroorzaakt kromtrekken bij spuitgieten.Echt
Ongelijkmatige koeling leidt tot ongelijkmatige krimp, wat kromtrekken en vervorming in gegoten onderdelen veroorzaakt.
Het gebruik van elk materiaal kan problemen met kromtrekken oplossen.Vals
Het juiste materiaal kiezen voor de specifieke toepassing is cruciaal om kromtrekken te voorkomen, aangezien verschillende materialen verschillende krimpsnelheden hebben.
Wat zijn de oorzaken van bellen in spuitgietproducten en wat zijn de oplossingen?
Luchtbellen in spuitgietproducten kunnen leiden tot defecten, die de productkwaliteit en de productie-efficiëntie beïnvloeden. Het identificeren van de oorzaken is de sleutel tot het oplossen van dit probleem.
Luchtbellen bij spuitgieten worden vaak veroorzaakt door ingesloten lucht, vocht of een onjuiste injectiesnelheid. Oplossingen zijn onder meer het optimaliseren van de ontluchting, het drogen van materialen en het aanpassen van de injectieparameters om defecten te verminderen en de kwaliteit van de spuitgietproducten te verbeteren.

Definitie
Het gas in de bellen (vacuümbellen) is erg dun en behoort tot de vacuümbellen. Als er bellen worden gevonden op het moment dat de mal wordt geopend, is er over het algemeen sprake van een gasinterferentieprobleem. De vorming van vacuümbellen is te wijten aan onvoldoende plastic vulling of lage druk. Tijdens het snelle afkoelen van de matrijs wordt de brandstof in de hoek van de holte getrokken, wat leidt tot volumeverlies.
Oorzaken van zeepbellen
-
Problemen met de spuitgietmachine: Als je de temperatuur, druk, snelheid en andere parameters van de spuitgietmachine niet goed regelt, krijg je luchtbellen in je spuitgietproducten. Als de temperatuur te hoog of de druk te laag is, zal de grondstof niet soepel stromen en krijg je luchtbellen. Als de snelheid te hoog of te laag is, kan het gas in de spuitgietproducten er niet op tijd uit en krijg je luchtbellen. Als je oude spuitgietmachines gebruikt of ze niet goed onderhoudt, krijg je soortgelijke problemen.
-
Problemen met grondstoffen: De kwaliteit, het vochtgehalte en de mengomstandigheden van grondstoffen hebben ook invloed op de kwaliteit van spuitgietproducten. Als de grondstof te veel water bevat, zal deze snel verdampen en tijdens het spuitgietproces bellen produceren. Als de kwaliteit van de grondstof slecht is of als er verschillende soorten grondstoffen worden gemengd, zullen er ook bellen ontstaan. Daarom moeten de grondstoffen vóór de productie van spuitgietproducten volledig worden getest en gescreend.
-
Schimmelproblemen: Er zijn veel problemen bij het ontwerp, de fabricage en het gebruik van spuitgietmatrijzen die ook luchtbellen kunnen veroorzaken. Een slechte uitlaat van de matrijs, een onjuiste positie van de uitlaatpoort, krassen op het oppervlak van de matrijs enz. hebben bijvoorbeeld invloed op de kwaliteit van spuitgietproducten. Daarom is het bij het gebruik van de matrijs voor spuitgietproductie noodzakelijk om deze volledig te inspecteren en te onderhouden.

Oplossingen
Als de wanddikte van het product groot is, koelt de buitenkant sneller af dan het midden. Tijdens het afkoelen krimpt de hars in het midden en zet uit naar het oppervlak, waardoor het midden onvoldoende wordt gevuld. Dit wordt vacuümbellen genoemd. De belangrijkste oplossingen zijn: bepaal de redelijke poort- en runnergrootte op basis van de wanddikte.
In het algemeen moet de poorthoogte 50% tot 60% van de wanddikte van het product zijn tot de poortafdichting, zodat er een bepaalde hoeveelheid aanvullend injectiemateriaal overblijft. De injectietijd moet iets langer zijn dan de tijd voor het afdichten van de poortafdichting, de injectiesnelheid moet worden verlaagd, de injectiedruk moet worden verhoogd en er moeten materialen met een hoge smeltviscositeit worden gebruikt.
-
De oplossingen voor bellen veroorzaakt door het genereren van vluchtige gassen zijn: volledig voordrogen, waardoor de harstemperatuur daalt en er geen ontledingsgassen vrijkomen.
-
De bellen die worden veroorzaakt door een slechte vloeibaarheid kunnen de injectie-energie verhogen: druk, snelheid, tijd en materiaalhoeveelheid, en verhoog de tegendruk om de mal vol te maken.Verhoog de smelttemperatuur om de vloei te verbeteren. Verlaag de smelttemperatuur om krimp te verminderen en verhoog de matrijstemperatuur, vooral plaatselijk waar de vacuümbellen zich vormen.Plaats de poort in het dikste deel van het onderdeel, verbeter de stromingsomstandigheden van de spuitmond, runner en poort en verminder de drukval. Verbeter de ontluchting van de matrijs.
Vocht in materialen kan bellen veroorzaken bij spuitgieten.Echt
Vocht in de grondstoffen verandert in damp tijdens het spuitgieten, waardoor luchtbellen in de matrijs ontstaan. Dit probleem kan worden voorkomen door materialen te drogen voordat ze worden gespuitgiet.
Bubbels in spuitgieten worden altijd veroorzaakt door defecte apparatuur.Vals
Hoewel problemen met de apparatuur een rol kunnen spelen, zijn de meeste luchtbellendefecten te wijten aan onjuiste materiaalbehandeling, injectiesnelheid of ontluchting.
Wat zijn de oorzaken van zwarte vlekken op spuitgietproducten en wat zijn de oplossingen?
Zwarte vlekken in spuitgietproducten zijn vaak voorkomende defecten die worden veroorzaakt door materiaaldegradatie, onvoldoende ontluchting of vervuiling tijdens het spuitgietproces. Het identificeren van de hoofdoorzaak is cruciaal voor effectieve oplossingen.
Zwarte vlekken ontstaan wanneer plastic degradeert door overmatige hitte of vervuiling. Oplossingen zijn onder andere het aanpassen van de temperatuur, het verbeteren van de ontluchting en het gebruik van schonere grondstoffen. Een juiste materiaalbehandeling is essentieel om dit probleem te voorkomen.

Definitie
Zwarte vlekken op spuitgegoten onderdelen worden veroorzaakt door onzuiverheden, vreemde stoffen of afbraakproducten die tijdens het spuitgietproces in de kunststof terechtkomen. Dit resulteert in zwarte deeltjes of vlekken op het oppervlak of aan de binnenkant van het kunststof onderdeel. De grootte, verdeling en dichtheid van zwarte vlekken zijn allemaal gerelateerd aan de aard en hoeveelheid van de onzuiverheden of vreemde stoffen.
Oorzaken van zwarte vlekken
Bij het maken van spuitgietmachines zijn er veel redenen waarom er zwarte vlekken op de producten zitten. Hier zijn enkele veelvoorkomende situaties:
-
Oververhitting: Als de temperatuur die is ingesteld op de spuitgietmachine te hoog is, zal het gesmolten materiaal ontleden en oxideren door de hitte en zullen er zwarte dingen ontstaan.
-
Thermisch barsten: Polymere materialen kunnen barsten door factoren zoals veranderingen in de samenstelling van de legering, snelle afkoeling en lucht in de kop. Na thermisch barsten blijven er zwarte fragmenten achter in het materiaal.
-
Extrusiefout: Als het materiaal tijdens de extrusie te snel stroomt, kan dit er gemakkelijk voor zorgen dat de colloïde nabij de kop niet goed extrudeert, waardoor er zwarte vlekken achterblijven.

Oplossing
-
Verander de temperatuur: Verander de ingestelde temperatuur van de spuitgietmachine om oververhitting te voorkomen.
-
Controleer de schimmel: Controleer het koeleffect van de mal om te zien of de temperatuur kan worden verlaagd om oververhitting te voorkomen.
-
Antidecompositiemiddel toevoegen: Door anti-decompositiemiddel toe te voegen kan de ontleding en thermische oxidatie van het materiaal effectief worden verminderd.
-
Wissel materialen uit: Vervang fancy polymeermaterialen, vervang materialen die werken voor mallen, etc., wat de kans op thermische barsten en slechte extrusie kan verkleinen.
Zwarte vlekken worden veroorzaakt door kunststofdegradatie tijdens het spuitgieten.Echt
Overmatige hitte of langdurige blootstelling aan hitte kan het plastic afbreken, wat leidt tot zwarte vlekken.
Het gebruik van grondstoffen van hogere kwaliteit garandeert dat er geen zwarte vlekken ontstaan.Vals
Zelfs hoogwaardige materialen kunnen zwarte vlekken vormen als ze tijdens het gietproces niet goed worden verwerkt of behandeld.
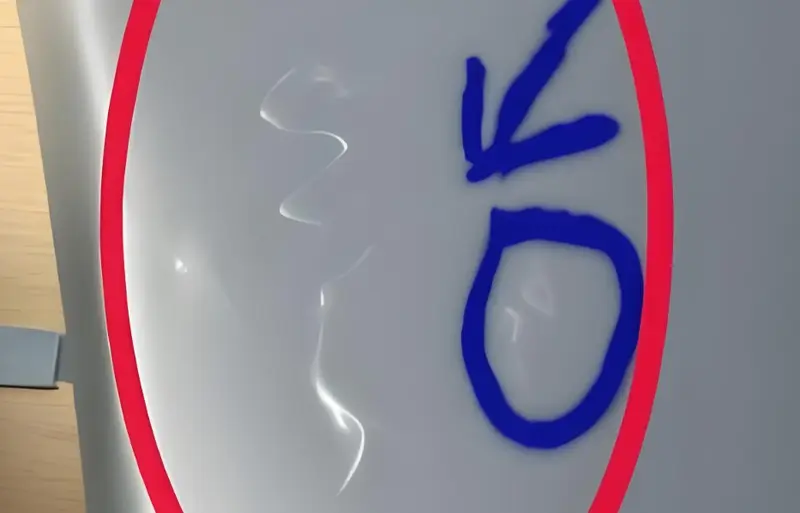
Wat zijn de oorzaken van depressie van spuitgietproducten en wat zijn de oplossingen?
Depressie in spuitgietproducten kan het gevolg zijn van verschillende factoren zoals verkeerde koeling, materiaalproblemen of ontwerpfouten in de matrijs. Het identificeren van de hoofdoorzaken helpt bij het verbeteren van de productkwaliteit en de productie-efficiëntie.
Depressie bij spuitgieten ontstaat door inconsistente koeling, verkeerde materiaalkeuze of onvoldoende ontluchting van de matrijs. Oplossingen zijn onder andere het optimaliseren van de koelsnelheden, het gebruik van geschikte materialen en het verbeteren van het matrijsontwerp.
Definitie
Krimpsporen zijn plaatselijke inzakkingen op het oppervlak van een product, ook wel deuken, krimpputten en bezinkplekken genoemd.
Als de dikte van een kunststof onderdeel ongelijk is, zullen sommige onderdelen te veel krimpen tijdens het afkoelingsproces, wat resulteert in krimpsporen.
Als het oppervlak echter hard genoeg is tijdens het koelproces, zal krimp binnenin het kunststofdeel structurele defecten in het kunststofdeel veroorzaken.
Redenen voor depressie
-
Vormontwerp dat nergens op slaat: Een van de belangrijkste redenen waarom spuitgietproducten zinken, is een slecht matrijsontwerp. Als het matrijsontwerp slecht is, zal de drukverdeling binnenin het spuitgietproduct ongelijkmatig zijn, waardoor het onderdeel zal zinken. Tijdens het spuitgietproces is de wanddikte van de matrijsholte bijvoorbeeld niet consistent, waardoor sommige onderdelen gevoelig zijn voor zinken of defecten. Bovendien kunnen tijdens het lange productieproces slijtage en vervorming van de matrijs ook zinksporen veroorzaken.
-
Onredelijke parameters voor het spuitgietproces: Als de spuitgiettemperatuur te hoog of te laag is, de druk onstabiel is, de spuitgietsnelheid te snel of te langzaam is, enz. kan de druk in het spuitgietproduct uit balans raken, wat kan leiden tot depressieproblemen.

- Verkeerde materiaalkeuze: De keuze van de kunststof materialen is ook een reden voor de depressie van spuitgegoten onderdelen. Als het gekozen kunststofmateriaal niet hittebestendig of drukbestendig is, kunnen er gemakkelijk deuken en defecten ontstaan tijdens het spuitgietproces. Bovendien moet er tijdens het productieproces van spuitgieten ook aandacht worden besteed aan het vochtgehalte van het kunststofmateriaal. Als het te veel water bevat, kan het ook deuken en defecten veroorzaken.
Oplossings
-
Maak de mal beter: Een van de belangrijkste redenen voor deuken in spuitgietproducten is een slecht matrijsontwerp. De matrijs beter maken is dus een goede manier om het probleem op te lossen. De matrijs beter maken betekent het dikteverschil van de matrijsholte en het ontwerp van andere lokale structuren veranderen om de interne drukverdeling van de spuitgietproducten gelijkmatig te maken en uiteindelijk de deuken te stoppen.
-
De parameters van het spuitgietproces bijstellen: Om deuken in spuitgietproducten te vermijden, moet je de parameters van het spuitgietproces aanpassen. Je kunt bijvoorbeeld de injectietemperatuur iets verhogen of de injectiesnelheid verlagen, de koeltijd verlengen enzovoort. Ondertussen moet je er ook voor zorgen dat de spuitgietmachine stabiel is en dat de druk en temperatuur stabiel blijven tijdens het spuitgietproces.
-
Kies de juiste spullen: Door de juiste kunststof te kiezen kun je deuken in je spuitgietonderdelen voorkomen. Je moet het plastic materiaal kiezen op basis van waar je onderdeel van gemaakt is, of je kunt speciaal materiaal toevoegen om je plastic sterker te maken en meer druk aan te kunnen. Zorg er ook voor dat je materiaal niet te nat is, anders krijg je deuken.
Onjuiste koeling leidt tot onderdruk in spuitgietproducten.Echt
Ongelijkmatige koeling veroorzaakt kromtrekken en uitzakken, wat leidt tot depressies op spuitgietproducten. Het optimaliseren van de koelsnelheden kan deze problemen minimaliseren.
Depressie in gegoten onderdelen duidt altijd op ontwerpfouten in de matrijs.Vals
Hoewel gebreken in het matrijsontwerp depressie kunnen veroorzaken, dragen materiaal- en koelproblemen ook bij aan het defect, waardoor een allesomvattende aanpak nodig is om het probleem op te lossen.
Wat zijn de oorzaken van vervorming van spuitgietproducten en hun oplossingen?
Vervorming in spuitgietproducten is een veelvoorkomend probleem dat wordt veroorzaakt door een onjuiste verwerking, materiaalkeuze of matrijsontwerp. Het aanpakken van deze oorzaken zorgt voor een hogere kwaliteit en minder defecten.
Vervorming van spuitgietproducten kan het gevolg zijn van factoren zoals ongelijkmatige koeling, hoge injectiedruk of matrijsontwerpfouten. Oplossingen zijn onder andere het optimaliseren van de temperatuurregeling, het aanpassen van de druk en het verfijnen van het matrijsontwerp om een uniforme productkwaliteit te garanderen.
Definitie
Schelpvervorming bij spuitgieten verwijst naar de vervorming of defecten in de vorm, de grootte, het uiterlijk, enz. van het kunststofproduct die niet voldoen aan de ontwerpvereisten tijdens het spuitgietproces. Meestal is het product te groot, te klein, gedraaid, kromgetrokken, oneffen omhulsel, kort schot, enz.
Oorzaak van vervorming
-
Temperatuurkwestie: De vervorming van spuitgietproducten is vaak gerelateerd aan de temperatuur. Bij spuitgieten wordt de gesmolten stroom door een gesloten holte in de matrijs geïnjecteerd en stolt na afkoeling tot de vorm van het product. Daarom heeft de temperatuur een grote invloed op het stromen en stollen van de kunststofsmelt. Als de temperatuur te hoog of te laag is, zullen veranderingen in de stroomsnelheid van het kunststofmateriaal en de stollingssnelheid leiden tot vervorming van de spuitgietproducten.
-
Materiële kwestie: Het kwaliteitsverschil van spuitgietmaterialen zal vervorming van spuitgietonderdelen veroorzaken. Grondstoffen die micropoeder bevatten of verouderende materialen zullen bijvoorbeeld ongelijkmatige krimp van het product veroorzaken, waardoor vervorming optreedt.
-
Schimmelprobleem: De matrijs is een van de factoren die het spuitgietproces beïnvloeden. Verkeerde instellingen van parameters zoals matrijstemperatuur, injectiedruk, injectiesnelheid of defecten of gebreken in de matrijs zelf kunnen ook vervorming van spuitgietproducten veroorzaken.

- Proceskwesties: Spuitgieten is een belangrijk onderdeel van de productie. Als de processtroom niet goed is ingesteld, de spuitgietmachine niet goed is ingesteld of de bewerking niet goed wordt uitgevoerd, leidt dit tot slechte uniformiteit of vervorming van het product.
Oplossingen
-
Pas het proces aan: Je kunt de vloeistaat veranderen, de vervorming en krimp van het materiaal regelen en de vervorming van de spuitgietproducten verminderen door de parameters van het spuitgietproces aan te passen, zoals injectietemperatuur, injectiesnelheid, wachttijd enz.
-
Kies de juiste spullen: Kies het juiste spuitgietmateriaal op basis van de kenmerken van het product en hoe het gebruikt gaat worden. Als je bijvoorbeeld iets nodig hebt dat zijn vorm kan behouden als het heet wordt, dan wil je een materiaal met een hoge-temperatuurtaaiheid.
-
Maak de mal beter: Maak de mal beter door de mal beter te maken. Maak de mal beter door de mal beter te maken. Maak de mal beter door de mal beter te maken.
-
Fixeer de prestaties van de spuitgietmachine: Door de nauwkeurigheid en stabiliteit van de spuitgietmachine vast te stellen en de fysieke parameters tijdens het injectieproces te controleren, kun je het probleem van vervorming van de spuitgietproducten oplossen.
-
Inspectie en flexibiliteit versterken: Meer punten voor kwaliteitsinspectie, tijdige detectie van vervormingsproblemen bij spuitgietproducten en minder verschillen tussen productbatches.
Ongelijkmatige koeling veroorzaakt vervorming in spuitgietproducten.Echt
Ongelijkmatige koeling leidt tot krimpvariaties, waardoor onderdelen kromtrekken of vervormen. Het beheersen van de temperatuurverdeling minimaliseert dit probleem.
Ontwerpfouten in mallen leiden altijd tot vervorming.Vals
Hoewel fouten in het matrijsontwerp kunnen bijdragen aan vervorming, spelen ook zaken als temperatuurregeling en druk een belangrijke rol in de productkwaliteit.
Conclusie
Samengevat omvatten spuitgietdefecten vooral short shot, luchtinsluiting, broosheid, verbranding, flash, delaminatie, spuitnevels, vloeisporen, zilverstrepen, deuken, lassporen, kromtrekken, vervorming, bellen, zwarte vlekken, vloeilijnen en laslijnen.
Het proces vereist dus een grote investering in gereedschap. En het is heel belangrijk om je matrijzen altijd goed te ontwerpen. Dat is waar Zetar Mold om de hoek komt kijken! Bij Zetar Mold zijn we gespecialiseerd in de beste spuitgietdiensten.
We kennen alle verschillende spuitgietdefecten en de oorzaken ervan.
Dankzij onze uitstekende technische expertise kunnen we deze defecten op verschillende manieren voorkomen. We kunnen onze kosteneffectieve spuitgietdiensten voor zowel massaproductie als rapid prototyping uitvoeren. Dat en nog veel meer krijg je als je je ontwerpbestanden uploadt voor een quote.injection molding defect.
-
Leer meer over spuitgieten: Een uitgebreide gids : Spuitgieten is een productieproces waarbij gesmolten kunststof in een matrijs wordt gespoten om onderdelen met een hoge nauwkeurigheid en herhaalbaarheid te maken. ↩
-
Inzicht in injectiesnelheid en injectiedruk: De injectiedruk wordt geleverd door het hydraulische systeem van de spuitgietmachine. Meestal verwijst de ingestelde injectiesnelheid naar de voorwaartse snelheid van de schroef. ↩
-
Meer informatie over het runnersysteem : Het runnersysteem is het vulsysteem waardoor materiaal van de injectie-eenheid in de holte van het werkstuk terechtkomt. ↩
-
Meer informatie over de spuitgietmachine: Een spuitgietmachine is een machine voor het maken van kunststof producten door middel van het spuitgietproces. ↩
-
Meer informatie over injectiesnelheid: De injectiesnelheid heeft een grote invloed op de mate van moleculaire oriëntatie in het component. ↩
-
Meer informatie over looptemperatuur: De temperatuur van de vaten varieert met verschillende soorten TPU's (verschillende hardheid), met het ontwerp van het onderdeel, de verhouding tussen het shotvolume en het vatvolume en de cyclustijd. ↩
-
Hoe bepaal je houddruk en wachttijd bij spuitgieten? In het algemeen omvat injectiedruk zowel druk als snelheid, terwijl houddruk alleen druk omvat, geen snelheid. ↩






