 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기 

Over the years, injection molding manufacturing technology has come a long way. There are now six common injection molding producing techniques: compression injection molding, exhaust injection molding, low pressure injection molding, gas assisted injection molding, water assisted injection molding, and high gloss injection molding.
Injection molding process refers to the process of making a certain shape of semi-finished parts by pressurizing, injecting, cooling and detaching the molten raw materials.

Plastic injection molding manufacturing process mainly includes mold closing — filling — (gas-assisted, water-assisted) pressure-holding — cooling — opening — demolding and other six stages. -Opening the mold – Demolding and other six stages.
Injection molding is divided into the following six types, let’s learn more about them.
사출 압축 성형
Compression molding is an advanced form of conventional injection molding.
사출 압축 성형의 장점
It increases the flow length ratio of the injection molded part; uses less clamping force and injection pressure; reduces internal stress in the material; and increases processing productivity.
사용 사례에 적합한 사출 압축 성형
It is well known that optical lenses require high geometric accuracy, accurate dimensions and low deformation, which is difficult to achieve with general injection molding.
사출 압축 성형 애플리케이션
대형 곡선 부품, 얇은 벽, 소형화된 부품, 광학 렌즈, 내충격성 요건이 우수한 부품 등 열가소성 엔지니어링 플라스틱으로 제작된 다양한 제품에 적합합니다.

벤팅 사출 성형
Venting injection molding: The purpose of the “venting” process is to provide an opportunity for the volatile fission products generated during the polymerization-solidification process to be emitted.
이러한 가스가 캐비티에서 배출되지 않으면 마개에 불완전한 제품이나 기포가 생길 수 있습니다.
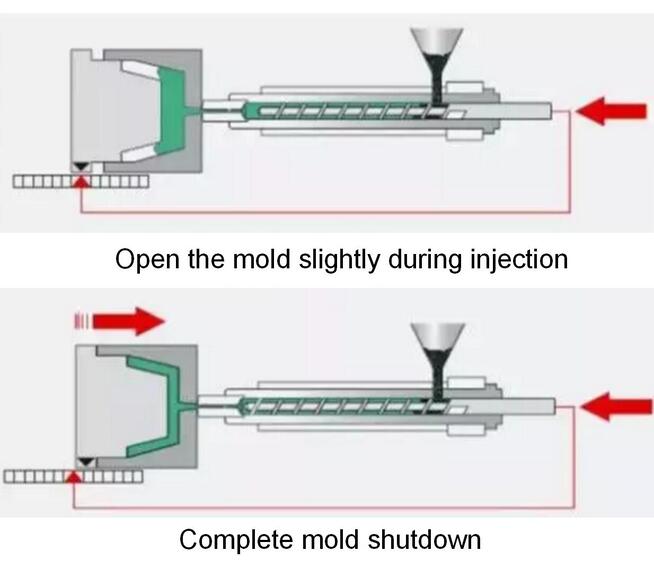
벤팅 사출 성형 순서
1. 주입량이 약 80%-95%에 도달하면 주입을 중단합니다.
2. 휘발성 가스가 배출될 수 있도록 몰드를 0.1~0.2mm 정도 열어줍니다.
3. 두 번째로 몰드를 닫고 남은 사출량을 주입합니다.

벤팅 사출 성형 적용 사례
제조 제품: 필터 프레스 필터 플레이트 1500×1500
공동 개수: 캐비티 1개
재질: PP(유동 지수 0.2 고점도)
사출 성형기: BU4000, 6800T 저장 실린더 포함
Molding process: compression injection molding
저압 사출 성형
Low-pressure injection molding process is a kind of encapsulation process that uses very low injection pressure to inject hot melt material into the mold and quickly curing, with the excellent sealing properties of hot melt material and excellent physical and chemical properties to achieve insulation, temperature resistance, impact resistance, vibration damping, moisture-proof, waterproof, dustproof, chemical corrosion resistance, etc., to play a good role in the protection of electronic components.
가죽, 목재, 섬유 직물, PVC/TPO/PUR 장식용 필름의 감도를 높이려면 사출 압력을 낮춰야 합니다.
저압 사출 성형 적용 사례

가스 보조 사출 성형
가스 보조 사출 성형 GAIM 공정
주입 단계(부분) - 인플레이션 단계(N2) - 가스 유지 단계(일정한 냉각 공기 압력) - 압력 감소 단계 - 탈형 단계
GAIM 유닛 구성.
가스 압력 발생기, 가스 제어 장치, 가스 주입 장치, 가스 회수 장치

가스 어시스트 사출 성형 적용 사례

수중 사출 성형
Water-assisted injection molding technology is an advanced injection molding process in which a portion of the melt is injected into the mold cavity and then high-pressure water is injected into the melt through the equipment to finally mold the workpiece.
물의 비압축성으로 인해 물의 앞쪽 끝에 고체 계면이 형성되어 제품의 내벽이 캐비티로 압출되고 물의 앞쪽 끝도 급속 냉각 역할을합니다.
따라서 워터 어시스트는 가스 어시스트와 비교할 수 없는 많은 장점이 있습니다. 연구와 응용 사례에 따르면 물 보조는 더 얇고 균일한 캐비티 벽을 생성할 수 있으며 러너의 내벽 표면이 매우 매끄럽습니다.
특히 벽이 두꺼운 부품의 경우, 워터 어시스트는 가스 어시스트에 비해 냉각 시간을 크게 줄일 수 있습니다.

고광택 사출 성형
기본 프로세스 고광택 사출 성형 고온 고압의 수증기를 사용하여 금형 표면을 빠르게 예열한 후 사출 성형를 사용하여 성형 캐비티의 표면 온도가 수지 플라스틱 재료의 유리 전달 온도(Tg) 이상에 도달하도록 한 다음 가소화된 플라스틱 용융물을 닫힌 금형 캐비티에 주입합니다.

사출이 끝나면 공기 공급을 중단하고 공기 압력에 의해 파이프 내의 수증기를 불어낸 후 냉각수를 통과시켜 금형의 온도가 급격히 떨어질 때까지 식힌 후 금형을 열어 제품을 꺼냅니다.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






