 Ir al contenido
Ir al contenido 

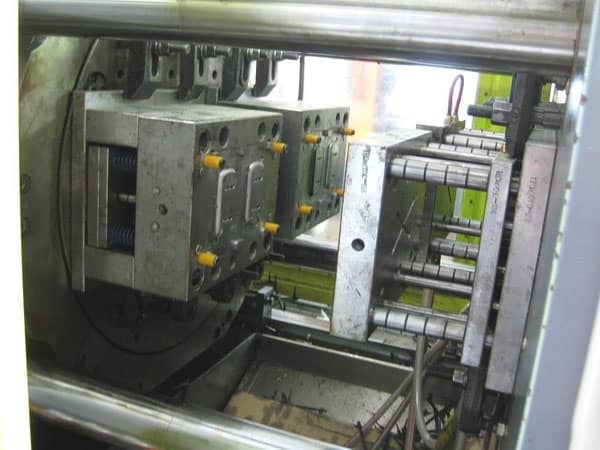
El ciclo de moldeo por inyección es el proceso completo que va desde la inyección de la masa fundida de plástico por la máquina de moldeo por inyección hasta el enfriamiento, moldeo y desmoldeo del producto. Incluye cuatro pasos: tiempo de inyección, tiempo de enfriamiento, tiempo de apertura y cierre del molde y tiempo de desmoldeo. La duración del ciclo de moldeo por inyección afecta directamente a la calidad del moldeo por inyección y a la eficiencia de la producción. Por lo tanto, comprender las normas de los ciclos de moldeo por inyección y sus métodos de optimización es crucial para producción de moldeo por inyección.

Ⅰ. Comprender el tiempo de producción de moldeo por inyección
1. Qué es el tiempo de producción del moldeo por inyección
El tiempo que se tarda en completar el proceso de moldeo por inyección se denomina ciclo de moldeo. El ciclo de moldeo afecta directamente a la productividad de la mano de obra y a la utilización de los equipos. Por lo tanto, durante la producción, todos los tiempos relevantes del ciclo de moldeo deben acortarse al máximo con la premisa de garantizar la calidad. En todo el ciclo de moldeo, el tiempo de inyección y el tiempo de enfriamiento son muy importantes y tienen un gran impacto en la calidad del producto. El tiempo de llenado en el tiempo de inyección está directamente relacionado con la tasa de llenado, y el tiempo de carga en la producción es generalmente de unos 3-5 segundos.
2. El tiempo del ciclo de moldeo por inyección incluye
2.1 Hora de cierre del molde
El tiempo de cierre del molde de moldeo por inyección se refiere al tiempo en que el molde se cierra antes de la inyección. Si el tiempo de cierre del molde es demasiado largo, la temperatura del molde será demasiado baja y el material fundido permanecerá demasiado tiempo en el barril; si el tiempo de cierre del molde es demasiado corto, la temperatura del molde será relativamente alta.
2.2 Tiempo de inyección
El tiempo de inyección es el tiempo que transcurre desde el inicio de la inyección hasta que la masa fundida de plástico llena la cavidad del molde (tiempo de avance del émbolo o del tornillo). En producción, el tiempo de inyección para piezas de plástico pequeñas suele ser de 3 a 5 segundos, y el tiempo de inyección para piezas de plástico grandes puede ser de hasta decenas de segundos. El tiempo de llenado en el tiempo de inyección es inversamente proporcional a la velocidad de llenado; el tiempo de inyección se acorta, la velocidad de llenado aumenta, la orientación disminuye, la velocidad de cizallamiento aumenta, y la viscosidad aparente de la mayoría de los plásticos disminuye, especialmente los plásticos que son sensibles a las velocidades de cizallamiento.

2.3 Tiempo de mantenimiento de la presión
El tiempo de mantenimiento de la presión es el tiempo que se mantiene la presión después de llenar el molde (el tiempo que el émbolo o el tornillo permanecen hacia delante). Suele ser de 20-25 s, y puede llegar a 5-10 minutos en el caso de piezas de plástico más gruesas. Si el tiempo de mantenimiento es demasiado corto, las piezas no se rellenarán y es fácil que se produzcan marcas de hundimiento, y las dimensiones de las piezas serán inestables. Si el tiempo de retención es demasiado largo, aumentará la tensión sobre las piezas, lo que provocará deformaciones, grietas y dificultades de expulsión.

2.4 Tiempo de enfriamiento
El tiempo de enfriamiento también es importante para obtener piezas buenas. La duración del tiempo de enfriamiento viene determinada principalmente por el grosor de la pieza, las propiedades térmicas y de cristalización del plástico y la temperatura del molde. El final del tiempo de enfriamiento debe basarse en el principio de garantizar que la pieza no se deforme al ser expulsada. El tiempo de enfriamiento suele ser de 30-120 segundos. Si el tiempo de enfriamiento es demasiado corto, la pieza se deformará fácilmente; si el tiempo de enfriamiento es demasiado largo, no sólo reducirá la eficiencia de producción, sino que también causará dificultades de expulsión para piezas complejas, y la expulsión forzada puede incluso causar estrés de expulsión.

2.5 Hora de apertura y cierre del molde
Se refiere al tiempo que tarda el molde en abrirse y cerrarse completamente y en mantenerse en su sitio la placa de apertura y cierre. La duración del tiempo de apertura y cierre del molde afecta a la vida útil del molde de inyección y a la precisión dimensional del producto. Por lo general, se tarda entre 1 y 5 segundos.
2.6 Tiempo de eyección
Se refiere al tiempo que se tarda en expulsar suavemente los productos de plástico del molde después de abrirlo. Si es demasiado corto, puede afectar al desmoldeo y a la calidad del producto, y si es demasiado largo, reducirá la eficacia de la producción. El tiempo de desmoldeo suele oscilar entre 1 y 5 segundos.

Ⅱ. Factores que afectan al tiempo de producción del moldeo por inyección
1. Cosas de plástico
Los diferentes materiales plásticos tienen diferentes características físicas como la temperatura de fusión, el número de flujo de calor, el número de contracción, etc., por lo que necesitan diferentes tiempos de moldeo por inyección para llenar el molde, enfriarse y endurecerse. Por ejemplo, las resinas de alto peso molecular necesitan mucho tiempo para llenarse y endurecerse durante el moldeo por inyección.

2. Estructura del molde
La complejidad de la estructura del molde y la ubicación de las líneas de sutura afectarán al tiempo de inyección. Por ejemplo, algunas piezas de plástico necesitan un recorrido de flujo largo cuando se llenan, lo que significa que necesitan un tiempo de inyección más largo. El sistema de refrigeración del molde también afectará al tiempo de inyección. La complejidad del molde de inyección es una de las cosas que afecta al tiempo que se tarda en fabricarlo. Los moldes de inyección sencillos suelen tardar sólo unas semanas en fabricarse, mientras que los moldes de inyección complejos pueden tardar meses o incluso más de un año. Los moldes de inyección complejos incluyen piezas con formas especiales, estructuras con múltiples funciones, piezas que deben ser realmente precisas, etc.

3. Tamaño y peso del molde
El tamaño y el peso del molde también afectan al ciclo de fabricación. Por lo general, los moldes más grandes requieren más material y tardan más en procesarse, por lo que el ciclo de fabricación será más largo.
4. Materiales y procesos de fabricación de moldes
os materiales y los procesos de fabricación del molde también afectan al ciclo de fabricación. Por ejemplo, el uso de procesos de fabricación y materiales más avanzados puede mejorar la eficiencia de la fabricación, así como la calidad y la vida útil del molde.

5. Diseño y ensayo de moldes
Antes de fabricar, tenemos que diseñar y probar el molde de inyección. El proceso de diseño y pruebas requiere mucho tiempo y esfuerzo, sobre todo en el caso de moldes de inyección complejos. Además, si se descubren problemas durante las pruebas, puede ser necesario rediseñar el diseño y las pruebas, lo que se traduce en una ampliación del ciclo de fabricación.
6. Número de cavidades del molde
El número de cavidades de un juego de moldes y el número de productos que pueden fabricarse a partir de un juego de moldes depende del tamaño del mercado de productos del cliente. Definitivamente, hay una diferencia entre fabricar dos productos y un producto, y el tiempo de procesamiento también será diferente.

7. Rendimiento de la máquina de moldeo por inyección
Las diferentes máquinas de moldeo por inyección tienen diferentes parámetros como la presión máxima de inyección, la velocidad de inyección y el volumen de inyección. Estos parámetros afectarán a la duración del tiempo de moldeo por inyección. En términos generales, cuanto mejor sea el rendimiento de la máquina de moldeo por inyección, más estable será el control y menor será el tiempo de inyección.
8. Tamaño de la pieza procesada
El tamaño de la pieza procesada también es uno de los factores que afectan moldeo por inyección tiempo. Las piezas más grandes requieren más tiempo de moldeo por inyección, por lo que el tiempo de moldeo por inyección debe adaptarse en función del tamaño de la pieza.

9. Estructura del producto
Se refiere a lo difícil que es hacer el molde para la muestra de pieza de plástico que nos ha proporcionado. Cuanto más complicada sea la forma de la pieza de plástico, más difícil será hacer el molde. Técnicamente, cuantas más superficies de separación tenga una pieza de plástico, más posiciones de ensamblaje, posiciones de hebilla, orificios y nervaduras, más difícil será procesarla y más tiempo llevará hacer el molde.
10.Requisitos del producto
Diferentes clientes tienen diferentes requisitos para los productos. Si el aspecto diseñado es mate, brillante o espejo, todo afecta al ciclo de producción de los moldes de plástico.

Ⅲ.Cómo optimizar el ciclo de moldeo por inyección
1. Optimizar el proceso de moldeo por inyección
El proceso de moldeo por inyección es un gran factor que afecta al ciclo de moldeo por inyección, por lo que la optimización del proceso de moldeo por inyección puede acortar eficazmente el ciclo de producción. La configuración de los parámetros de la máquina de moldeo por inyección debe ajustarse en función del tipo y los requisitos del plástico. Concretamente, la optimización puede realizarse desde los siguientes aspectos:
A. Estudiar la fluidez y las propiedades térmicas de los materiales de moldeo por inyección y elegir razonablemente los parámetros de la máquina de moldeo por inyección;
B. Diseño razonable del grosor de la pared y de la estructura de la cavidad;
C. Operar a la temperatura más alta posible para acortar el ciclo de moldeo por inyección;
D. Desarrollar más razonable proceso de moldeo por inyección parámetros mediante análisis de software de simulación, pruebas de moldes y producción real.

2. Mejorar la precisión de los equipos
Hacer que el equipo sea más preciso es uno de los factores clave para acortar el ciclo de moldeo por inyección. Por ejemplo, el robot debe agarrar la pieza con precisión y colocarla rápidamente en el lugar correcto para que el tiempo del ciclo sea lo más corto posible. He aquí algunas formas de optimizar las máquinas de moldeo por inyección en función de la situación real y la precisión del equipo:
A. Utilice sensores precisos para detectar parámetros como el tamaño y la temperatura del producto;
B. Ajustar la velocidad y la fuerza del robot para reducir el tiempo de parada de la producción;
C. Asegúrese de que el equipo y los moldes son precisos para evitar perder tiempo debido a la precisión del procesamiento.

3. Elija moldes eficientes
Elegir un buen molde es una de las mejores maneras de acortar el ciclo de moldeo por inyección. Con un buen molde, podemos asegurarnos de que la máquina de moldeo por inyección es estable y precisa, y también podemos asegurarnos de que podemos hacer las cosas más rápido. ¿Cómo elegir un buen molde?
A. Utilice buenos materiales de moldeo para que el molde dure más;
B. Utiliza moldes que puedan calentarse y enfriarse para hacer las cosas más rápido;
C. Utiliza moldes que hagan más de una cosa a la vez para hacer las cosas más rápido;
D. Utilizar moldes que puedan cambiarse rápidamente para hacer las cosas más rápido.

4. Realizar el mantenimiento de los equipos
Un buen mantenimiento del equipo también puede acortar eficazmente el ciclo de moldeo por inyección. He aquí algunas consideraciones sobre el mantenimiento del equipo:
A. Realice un mantenimiento periódico de los equipos para asegurarse de que estén siempre en las mejores condiciones;
B. Utilizar lubricantes adecuados para reducir la fricción y mejorar la eficiencia del equipo;
C. Comprobar periódicamente las distintas piezas de la máquina de moldeo por inyección y sustituir oportunamente las piezas dañadas.
5. Enfríalo más tiempo
Enfriarlo durante más tiempo puede hacer que mantenga el mismo tamaño y sea mejor.
6. Utilizar cosas mejores
Utiliza material que fluya bien y no se encoja mucho para que vaya más rápido.

7. Dispara más rápido
Dispara más rápido para que no empuje demasiado y ahorras energía.
8. Mejorar el molde
Mejorar la refrigeración y hacer la cosa más pequeña y mejor para que vaya más rápido.
Ⅳ. Conclusión
Duración del ciclo de moldeo por inyección frente a coste de producción. Cuanto menor sea la duración del ciclo de moldeo por inyección, mejor, siempre que se garantice la calidad del producto. Cuantas más piezas se produzcan, menor será el coste de fabricación por pieza. ¿Qué incluye el tiempo del ciclo de moldeo por inyección? El tiempo de inyección, el tiempo de mantenimiento de la presión, el tiempo de enfriamiento, el tiempo de apertura del molde y el tiempo de desmoldeo. Acortar el tiempo de ciclo: reducir el grosor de la pared de la pieza/tamaño del canal, reducir la distancia de apertura y cierre del molde/carrera del expulsor, extraer rápidamente las piezas, el funcionamiento del robot, acelerar la apertura/cierre de las puertas de seguridad, reducir la adherencia de las piezas, seleccionar correctamente el tiempo de enfriamiento y ajustar razonablemente la velocidad de apertura/cierre y la velocidad de expulsión/número de veces. Acortar los tiempos del ciclo de inyección aumenta la productividad.

El ciclo de moldeo por inyección es uno de los parámetros clave que afectan a la calidad y la eficiencia de producción de los productos moldeados por inyección. Si el ciclo de moldeo por inyección es inestable, afectará al tamaño, la calidad de la superficie, la resistencia y la eficiencia de producción del producto. Por lo tanto, en el proceso de producción de moldeo por inyección, la estabilidad del ciclo de moldeo por inyección es muy importante. Fabricante de moldes de inyeccións debe prestar atención a esta cuestión y mejorar la estabilidad del ciclo de moldeo por inyección mediante la optimización continua de procesos y equipos, mejorando así la calidad del producto y la eficiencia de la producción.

Mejorar el ciclo de producción del moldeo por inyección puede aumentar la eficacia de la producción y la calidad del producto, y reducir el tiempo y los costes de producción. En el ciclo de producción del moldeo por inyección influyen muchos factores, como la estructura del molde, los materiales y los parámetros del equipo. Ajustar el tiempo de inyección, aumentar la temperatura del molde, aumentar la presión de inyección y acelerar la velocidad de inyección son formas eficaces de optimizar el ciclo. Las empresas deben tener muy en cuenta la optimización del ciclo en el proceso de producción para mejorar la eficiencia y la calidad de la producción, reducir los costes y mejorar la capacidad de desarrollo sostenible.

En resumen, acortar el ciclo de producción de moldeo por inyección, mejorar la eficiencia de la producción y ahorrar costes de moldeo por inyección son cuestiones importantes para la supervivencia y el desarrollo de las empresas. Las empresas deben reforzar el mantenimiento y la conservación de los equipos, mejorar el diseño de los productos, seleccionar los materiales adecuados y reforzar la gestión interna para mejorar eficazmente la eficiencia de la producción. producción de moldeo por inyección y ahorrar costes.







