 Zum Inhalt springen
Zum Inhalt springen 

s, die jährlich über 40 Millionen Teile aus einer einzigen Form liefern. Wir haben auch hochwertige Kosmetikverpackungen geformt, bei denen die Oberflächengüte der Klasse A entspricht und
– Industries served include automotive, medical, consumer electronics, packaging, and construction—virtually any sector that uses plastic parts.
– Part volumes range from 1,000 to tens of millions, with per-unit costs dropping below $0.01 for simple high-volume items like caps and closures.
– Material options span over 25,000 commercial resin grades, covering everything from commodity PP to engineering-grade PEEK.
– ZetarMold has delivered injection molded products across 15+ industries, with tolerances as tight as ±0.02 mm on precision components.
What Exactly Is Injection Molding and Why Is It So Widely Used?
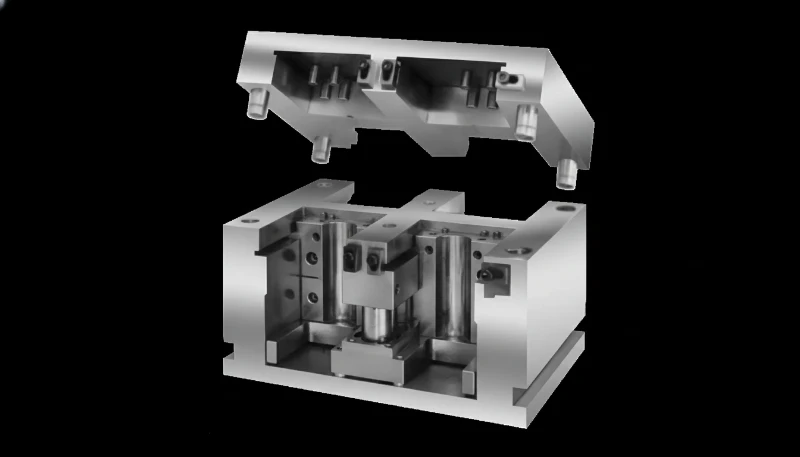
Injection molding is a manufacturing process that produces plastic parts by melting polymer pellets and injecting them under high pressure into a steel or aluminum mold cavity, where they cool and solidify into the final shape. It is the most widely used plastic manufacturing method because it combines high speed, tight tolerances, and low per-part cost at scale.
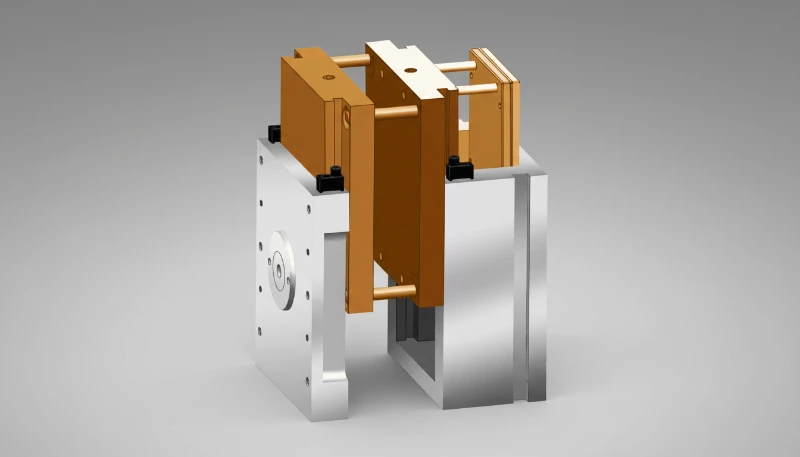
In our factory at ZetarMold, we run injection molding machines ranging from 50 to 1,800 tons of clamping force. That range lets us produce parts as small as a 2-gram electrical connector and as large as a 3-kilogram automotive bumper fascia. The process handles wall thicknesses from 0.5 mm to 6 mm, cycle times from 8 seconds to 90 seconds, and annual volumes from a few thousand to hundreds of millions.
What makes Spritzgießen1 dominant is repeatability. Once a mold is dialed in, every shot produces parts that are dimensionally identical—critical for snap-fit assemblies, threaded closures, and medical components where consistency is non-negotiable.
“Injection molding is only cost-effective for extremely high volumes over 1 million parts.”Falsch
Modern aluminum tooling and MUD insert systems make injection molding economical for runs as low as 1,000–5,000 parts. The break-even point depends on part complexity, not a fixed volume threshold.
“A single injection mold can produce millions of identical parts over its lifetime.”Wahr
Hardened steel molds (H13, S136) routinely deliver 1–2 million shots before requiring refurbishment, making them the most productive tooling investment in plastic manufacturing.
What Everyday Consumer Products Are Made by Injection Molding?
Everyday consumer products made by injection molding include food containers, bottle caps, toothbrushes, phone cases, storage bins, hangers, toys, kitchen utensils, and virtually every rigid plastic item you interact with daily. If it is plastic, uniform in shape, and mass-produced, it was almost certainly injection molded.

Here is a breakdown of common consumer product categories:
| Product Category | Examples | Typisches Material | Annual Volume |
|---|---|---|---|
| Packaging & closures | Bottle caps, food containers, lids | PP, HDPE | 10M–500M+ |
| Personal care | Toothbrush handles, razor housings, combs | PP, ABS, SAN | 1M–50M |
| Kitchen & household | Storage bins, hangers, utensils, clips | PP, PS, ABS | 500K–10M |
| Toys & games | LEGO bricks, action figures, board game pieces | ABS, PA, PP | 100K–100M |
| Electronics accessories | Phone cases, charger housings, remote controls | PC, ABS, PC/ABS | 100K–10M |
At ZetarMold, we have produced bottle caps running at 32-cavity molds with 6-second Zykluszeits, delivering over 40 million parts per year from a single mold. We have also molded premium cosmetic packaging where surface finish is class A and toleranceMehrschuss-Spritzgießen – bei dem zwei oder mehr Materialien nacheinander in dieselbe Form eingespritzt werden – erweitert den Gestaltungsspielraum für
Which Automotive Parts Rely on Injection Molding?
Automotive parts that rely on injection molding include dashboard assemblies, door panels, bumper fascias, air intake manifolds, HVAC housings, light bezels, mirror housings, under-hood brackets, and interior trim components. A modern vehicle contains 100–200 injection molded plastic parts, accounting for 10–15% of total vehicle weight.

The automotive industry demands tight tolerances (±0.1 mm typical), high-temperature resistance for under-hood applications, and UV stability for exterior parts. We have worked with Tier 1 and Tier 2 suppliers on dashboard components in PC/ABS, HVAC ducts in glass-filled nylon, and exterior trim in ASA—each requiring different material properties2 and mold designs.
What is driving growth is lightweighting. OEMs are replacing metal brackets, housings, and structural components with glass-filled or carbon-filled engineering plastics to reduce vehicle weight and improve fuel efficiency. We have seen a 30% increase in automotive injection molding projects focused specifically on metal-to-plastic conversion over the past three years.
What Medical Devices and Healthcare Products Use Injection Molding?
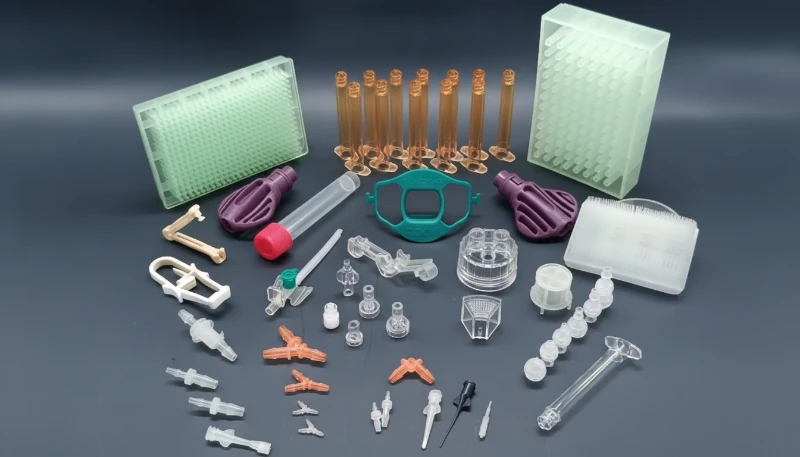
Medical devices and healthcare products that use injection molding include syringe barrels, IV connectors, surgical instrument housings, diagnostic test cartridges, inhaler bodies, drug delivery devices, and disposable laboratory consumables. The medical sector values injection molding for its ability to produce sterile-ready, dimensionally consistent parts in biocompatible materials.
Medical molding at ZetarMold follows strict protocols. We support ISO 13485 traceability, cleanroom-compatible production, and full PPAP documentation. Materials like medical-grade Polycarbonat, PEEK, and liquid silicone rubber (LSR) are common. Tolerances on drug delivery components routinely hit ±0.02 mm because dosing accuracy depends on dimensional precision.
Disposable medical products—pipette tips, specimen cups, petri dishes—represent the highest volumes, often exceeding 50 million units annually. These parts are molded in multi-cavity tools (32–128 cavities) running 24/7 with automated quality inspection at the press.
How Does Injection Molding Serve the Electronics Industry?
Injection molding serves the electronics industry by producing enclosures, housings, connectors, switches, bezels, light guides, and structural frames for devices ranging from smartphones to industrial control systems. Every electronic device you use has injection molded plastic components—typically 5–20 individual parts per device.
The electronics sector pushes injection molding to its limits. Wandstärkees below 1.0 mm are common for phone housings. Connector pins require tolerances of ±0.03 mm. EMI shielding demands conductive fillers or metal-plated plastics. And cosmetic standards are extreme—no visible flow lines, Einfallstellen, or weld lines on consumer-facing surfaces.
We have molded laptop keyboard frames in glass-filled PC, IoT sensor housings in ABS with integrated snap-fits, and LED light diffusers in optical-grade PMMA. Each project required different Materialauswahl3 and mold engineering strategies, but the core injection molding process remained the same.
“Injection molded plastic parts cannot match the precision of CNC machined components.”Falsch
Modern injection molding achieves tolerances of ±0.02–0.05 mm, which meets or exceeds CNC machining precision for most applications—at a fraction of the per-unit cost at volume.
“Injection molding can produce optically clear parts for light guides and lenses.”Wahr
Optical-grade resins like PMMA and polycarbonate, combined with highly polished mold surfaces (SPI A-1 finish), produce transparent parts with light transmittance above 92%.
What Packaging and Construction Products Are Injection Molded?
Packaging products include thin-wall food containers, caps and closures, crates, pails, and cosmetic jars. Construction products include pipe fittings, electrical boxes, cable ties, fasteners, ventilation grilles, and plumbing connectors. Both sectors favor injection molding for its speed, material efficiency, and ability to produce complex geometries at minimal cost.

Thin-wall packaging is one of the fastest-growing segments. Yogurt cups, deli containers, and butter tubs with wall thicknesses of 0.4–0.7 mm are injection molded in PP at cycle times under 4 seconds using specialized high-speed machines. At ZetarMold, we have engineered stack molds for thin-wall packaging that effectively double output without increasing press size.
Construction products tend toward heavier, more durable parts. PVC pipe fittings, polycarbonate electrical enclosures rated for outdoor use, and nylon cable ties rated to 120°C all come off injection molding machines. These parts prioritize mechanical performance and regulatory compliance (UL, CSA, IP ratings) over cosmetic appearance.
What Factors Determine Whether a Product Should Be Injection Molded?
The key factors are annual production volume (typically above 1,000 parts), part geometry complexity, dimensional tolerance requirements, material performance needs, and per-unit cost targets. If your product is a rigid plastic part needed in quantity with consistent quality, injection molding is almost always the right process.
In our experience at ZetarMold, the decision framework looks like this:
- Volume above 1,000 parts: Tooling cost is amortized effectively. Below 1,000, consider 3D printing or urethane casting.
- Complex geometry: Undercuts, snap-fits, living hinges, threaded features—injection molding handles these natively. Simpler shapes might use thermoforming or extrusion.
- Tight tolerances: If you need ±0.05 mm or better, injection molding delivers. Blow molding and rotomolding cannot match this precision.
- Anforderungen an das Material: Engineering resins (PC, PA, POM, PEEK) with specific mechanical, thermal, or chemical resistance properties are best processed by injection molding.
- Oberflächenbehandlung: From matte texture to mirror polish, Formgestaltung4 controls appearance directly.
How Is the Range of Injection Molded Products Expanding?
The range is expanding through advanced materials (bio-based resins, long-fiber composites, conductive polymers), process innovations (micro-molding, multi-shot molding, in-mold labeling), and new applications in electric vehicles, wearable medical devices, and sustainable packaging. The industry is growing at roughly 4–5% annually and shows no signs of slowing.

Three trends we see at ZetarMold are driving this expansion:
- EV and autonomous vehicles: Battery housings, sensor mounts, radar covers, and lightweight structural components are creating entirely new injection molding applications that did not exist five years ago.
- Micro-molding: Parts weighing under 0.1 gram for hearing aids, micro-fluidic chips, and miniature connectors require specialized machines and tooling but use the same fundamental injection molding process.
- Sustainable materials: PLA, PHA, and recycled-content resins are being qualified for injection molding, letting brands meet sustainability commitments without changing manufacturing infrastructure.
Multi-shot molding—where two or more materials are injected sequentially into the same mold—is expanding the design space for umspritzte Produkte Welche Produkte werden durch Spritzguss hergestellt? | ZetarMold

FAQ
What is the most commonly injection molded product?
Bottle caps and closures are the single most produced injection molded product, with global output exceeding 500 billion units annually. They are molded in PP or HDPE using multi-cavity tools (32–128 cavities) at cycle times of 3–6 seconds.
Can injection molding produce metal parts?
Not directly, but Metal Injection Molding (MIM) uses the same principle—metal powder mixed with a polymer binder is injection molded, then the binder is removed and the part is sintered. MIM produces small, complex metal parts for medical, firearms, and electronics applications.
What is the smallest part that can be injection molded?
Micro-injection molding produces parts weighing as little as 0.001 grams with features smaller than 0.1 mm. Applications include micro-gears for watch movements, micro-fluidic channels for diagnostics, and tiny connector pins for hearing aids.
How do I know if my product design is suitable for injection molding?
Submit your 3D CAD file for a Design for Manufacturability (DFM) review. At ZetarMold, we provide free DFM feedback that identifies Entformungsschräges, wall thickness issues, undercuts, and gate location recommendations within 24–48 hours.
What materials are most commonly used in injection molding?
The top five materials by volume are polypropylene (PP), ABS, polyethylene (PE), polycarbonate (PC), and nylon (PA). Together they account for over 70% of all injection molded products. Specialty resins like PEEK, POM, and LSR serve high-performance applications.
How long does it take to go from design to injection molded parts?
For a new product, expect 4–8 weeks: 1–2 weeks for DFM and mold design, 2–4 weeks for mold fabrication, and 1 week for sampling and approval. Rush programs at ZetarMold can compress this to 3 weeks for simple parts with aluminum tooling.

Zusammenfassung
Injection molding touches virtually every industry and product category—from the bottle cap on your morning coffee to the dashboard in your car, the syringe at your doctor’s office, and the housing of your smartphone. It dominates because no other process matches its combination of speed, precision, material versatility, and cost efficiency at scale.
At ZetarMold, we have produced injection molded products for automotive, medical, electronics, consumer goods, packaging, and construction clients across 15+ countries. Whether you need 1,000 prototypes or 50 million production parts, our engineering team can guide your project from concept to delivery.
Ready to explore injection molding for your product? Contact ZetarMold for a free DFM review and quote.
-
Injection molding — A cyclic manufacturing process in which thermoplastic or thermoset material is heated to a fluid state, injected under pressure (typically 500–2,000 bar) into a closed mold cavity, cooled, and ejected as a finished part. It is the most widely used process for mass-producing plastic components. ↩
-
Material properties — The physical, mechanical, thermal, and chemical characteristics of a polymer resin that determine its suitability for a given application. Key properties include tensile strength, impact resistance, heat deflection temperature, and chemical resistance. ↩
-
Material selection — The engineering process of choosing the optimal polymer resin for an injection molded part based on functional requirements, environmental exposure, regulatory compliance, and cost. Incorrect material selection is one of the top causes of product failure. ↩
-
Mold flow analysis — A computer simulation (using software like Moldflow or Moldex3D) that predicts how molten plastic fills the mold cavity, where weld lines form, how the part cools, and where defects like Verzug or air traps may occur. It is essential for optimizing gate location and runner design before cutting steel. ↩







