 Zum Inhalt springen
Zum Inhalt springen 

Kunststoff ist eines der vier technischen Materialien (Stahl, Holz, Zement und Kunststoff), es ist ein hochmolekulares Kunstharz als Hauptbestandteil, weit verbreitet in der Industrie, Landwirtschaft, Landesverteidigung und anderen Branchen verwendet.
Kunststoff hat jedoch im Vergleich zu anderen Materialien einige einzigartige Eigenschaften, die einige seiner einzigartigen Verwendungsmöglichkeiten, Verarbeitungsmethoden, Produktionsprozesse usw. bestimmen.
In diesem Blog werden vor allem die wichtigsten Punkte des strukturellen Aufbaus von Kunststoff-Spritzgussteile aus mehreren Elementen: Wandstärke, Ziehwinkel der Form, Verstärkung, Loch, Strebe, Schnapper, Übermaßverbindung, Toleranz usw.

Wandstärke
Eine vernünftige Bestimmung der Wandstärke von Kunststoffteilen ist sehr wichtig, andere Formen und Größen wie Verstärkungen und abgerundete Ecken werden als Referenz für die Wandstärke verwendet.
Die Wandstärke von Kunststofferzeugnissen wird hauptsächlich durch die Anforderungen an die Verwendung von Kunststoffen bestimmt, d. h. das Erzeugnis muss externen Kräften standhalten, sei es als Träger für andere Teile, die Wahl der Kunststoffeigenschaften, das Gewicht, die elektrischen Eigenschaften, die Maßgenauigkeit und die Stabilität sowie die Montage und andere Anforderungen.
Die allgemeine Wandstärke von Thermoplasten liegt im Bereich von 1 bis 6 mm. Am häufigsten werden 2 bis 3 mm verwendet, und es sind auch große Teile mit mehr als 6 mm erhältlich.
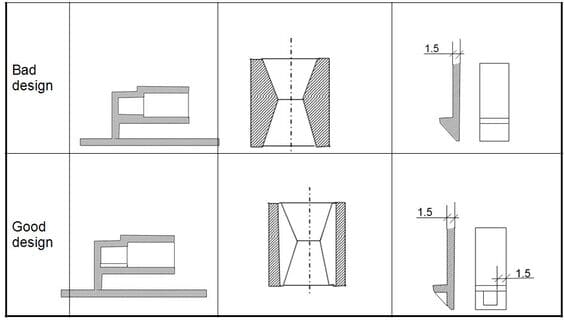
A. Ungleiche Wandstärke
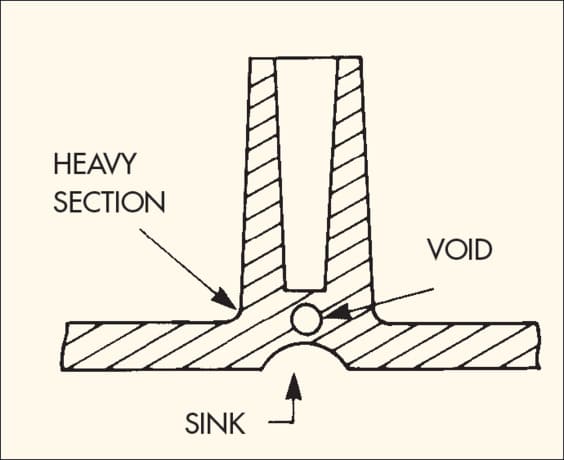
Eine gleichmäßige Wandstärke ist ein wichtiger Grundsatz bei der Konstruktion von Kunststoffteilen. Wenn die nominale Wandstärke nicht einheitlich ist, wird die Füllgeschwindigkeit der Kunststoffschmelze und die Schrumpfung beim Abkühlen nicht einheitlich sein, was zu Depressionen, Vakuumblasen, Verzug und sogar zu Rissen oder sogar zu Schrumpfungsspuren, thermischen Spannungen, Verformung des Teils, unterschiedlicher Farbe oder unterschiedlicher Transparenz führen wird.
Bei geringeren Wandstärken sind die Festigkeit und Steifigkeit des Produkts bei der Verwendung und Montage geringer. Aus wirtschaftlicher Sicht erhöhen zu dicke Produkte nicht nur die Materialkosten, sondern verlängern auch den Produktionszyklus. Die dicke Klebestelle kühlt langsamer ab als die nächste dünne Klebestelle, wodurch Schrumpfungsspuren entstehen.
B. Wanddickenübergang
Die meisten dickeren Klebstoffe können mit einer Verstärkung versehen werden, um die Gesamtwandstärke zu verändern. Dies spart nicht nur Material- und Produktionskosten, sondern auch die Kühlzeit, die ungefähr proportional zur Wandstärke ist.
Darüber hinaus wird bei der Auslegung der Wandstärke auch der Durchfluss berücksichtigt, d. h. der Abstand der Schmelze vom Anschnitt zu jedem Teil der Kavität.
Wenn das Verhältnis zwischen Durchfluss und Wandstärke zu groß ist, fehlt es an der Stelle, die weit vom Schieber entfernt ist, an Material, was oft als nicht voll bezeichnet wird. Daher sollte die Wanddicke bei Bedarf erhöht werden.

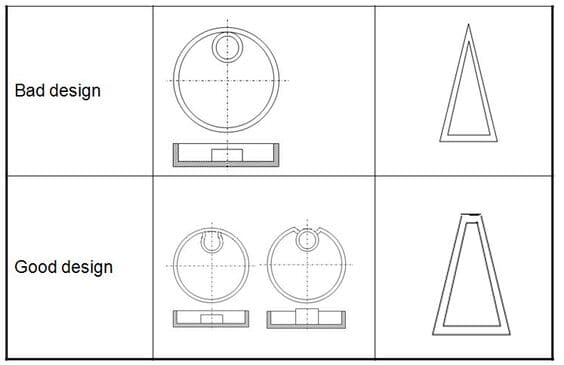
C. Scharfe Ecken
Scharfe Ecken führen in der Regel zu fehlerhaften Teilen und Spannungskonzentrationen. Scharfe Ecken verursachen oft unerwünschte Materialanhäufungen nach Nachbehandlungsprozessen wie Beschichten und Lackieren.
Konzentrierte Spannungsbereiche können bei Belastung oder Aufprall brechen, daher sollten wir bei der Konstruktion scharfe Ecken vermeiden.
Die Richtung der Entformung und die Neigung zum Ziehen der Form
Jede Spritzgusserzeugnis sollte zu Beginn des Entwurfs zunächst die Richtung der Formöffnung und die Trennlinie festlegen, um sicherzustellen, dass der Kernentnahmemechanismus so weit wie möglich reduziert wird, und um die Auswirkungen der Trennlinie auf das Aussehen zu eliminieren.
Nachdem die Öffnungsrichtung der Form festgelegt wurde, sollten die Verstärkungsstäbe, Klammern, Höcker und andere Strukturen des Produkts so gestaltet werden, dass sie so weit wie möglich mit der Öffnungsrichtung der Form übereinstimmen, um ein Herausziehen des Kerns zu vermeiden, die Trennlinie zu verringern und die Lebensdauer der Form zu verlängern. Nachdem die Öffnungsrichtung der Form bestimmt wurde, können geeignete Trennlinien ausgewählt werden, um das Aussehen und die Leistung zu verbessern.
Wenn das Spritzgussteil aus der Bewegung des Formwerkzeugs freigegeben wird, werden die Freigabekraft und die Öffnungskraft überwunden. Die Formöffnung bezieht sich auf die Freigabe der Formteilform aus dem Formhohlraum. Das Formteil schrumpft während des Abkühlprozesses und das Lochwandteil übt eine Klemmkraft auf den Kern aus.
Reibung zwischen dem Formteil und dem Kern während des Öffnens der Form, Vakuumadsorption am Boden der Lochdichtung während des Öffnens der Form und viele Gründe, warum die Trennkraft viel größer ist als die Spritzgussform Eröffnungskraft.
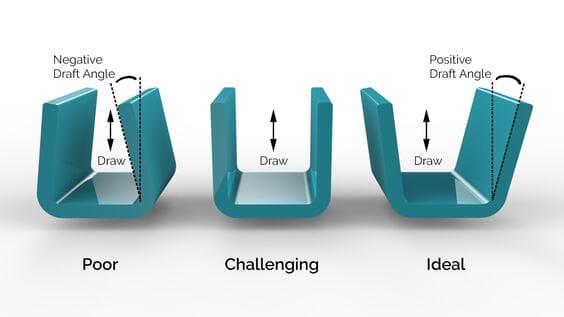
Eine zu hohe Entformungskraft kann zu Verformung, Aufhellung, Faltenbildung und Oberflächenabrieb des Teils führen. Die Neigung der Entformung ist ein wichtiger Faktor bei der Bestimmung der Größe der Entformungskraft.
Um die Wandstärke des Produkts gleichmäßig zu gestalten und zu verhindern, dass sich das Produkt nach dem Öffnen der Form an der heißeren konkaven Form festsetzt, sollte der Entformungswinkel sowohl für die konkave als auch für die konvexe Form gleich groß sein.
In besonderen Fällen, in denen das Produkt nach dem Öffnen an der konkaven Matrize befestigt werden muss, kann der Austrittswinkel der benachbarten konkaven Matrize entsprechend verringert werden, oder es kann absichtlich ein entsprechendes Spiel in die konkave Matrize eingebaut werden.
Es gibt keine feste Größe für den Ziehwinkel der Matrize, sondern er wird in der Regel durch Erfahrungswerte bestimmt. Im Allgemeinen kann bei hochglanzpolierten Außenwänden ein Austrittswinkel von 1/8° oder 1/4° verwendet werden, während Produkte mit tiefen oder gewebten Mustern eine entsprechende Vergrößerung des Austrittswinkels erfordern.
Darüber hinaus ist bei der Betrachtung der Freigabesteigung im Prinzip je größer die Steigung, desto besser für die Freigabe, sondern muss darauf achten, die Maßhaltigkeit der Kunststoffteile zu gewährleisten, muss die Größe Fehler durch die Freigabesteigung verursacht werden innerhalb des Bereichs der Maßhaltigkeit kontrolliert werden. Bei der Schrumpfung und der komplexen Form der Kunststoffteile sollte ein größerer Freigabewinkel berücksichtigt werden.

Die Verstärkung
Die Festigkeit des Kunststoffteils nimmt nicht vollständig mit seiner Wandstärke zu. Im Gegenteil, wegen der Zunahme der Wandstärke durch Schrumpfung und innere Spannungen verursacht, sondern reduziert seine Stärke. Die Festigkeit von Kunststoffteilen auf die Steifigkeit der wichtigsten, mehr dünnwandigen Stil Kombination Struktur, die Verstärkung in den entsprechenden Teilen, um die Querschnittsmoment der Trägheit zu verbessern.
Nach dem Hinzufügen der Bewehrung wird die Verbindung zwischen der Bewehrung und der Hauptwand jedoch definitiv dicker, und diese Dicke hängt in der Regel vom maximalen Kreis des inneren Schnitts ab, d. h. von der Dicke des Spannglieds und dem Radius der Wurzel der Ecke.

Schwundteile der Bewehrung
Die Dicke der Bewehrung sollte so gering wie möglich gehalten werden, aber auch hier gibt es Grenzen. Wenn die Dicke des Spannglieds zu gering ist, muss die Höhe des Spannglieds erhöht werden, um die Steifigkeit zu erhöhen.
Das Spannglied ist zu dünn, wenn das Spannglied gepresst wird, das Spannglied wird leicht verformt, das Material ist nicht leicht zu füllen, wenn es geformt wird, klebrige Form und andere Probleme. Natürlich darf der Radius der unteren Ecke des Spannglieds nicht zu klein sein, sonst spielt er keine Rolle bei der Reduzierung der Spannungskonzentration.
Im Allgemeinen sollte der Radius der Ecke der Stangenwurzel nicht weniger als 40% der Stangendicke betragen, die Stangendicke sollte zwischen 50% und 75% der richtigen Wanddicke des Grundmaterials liegen, das hohe Verhältnis ist auf eine geringe Schrumpfung des Materialflusses beschränkt.
Die Höhe der Leiste sollte weniger als das Fünffache der Dicke des Grundmaterials betragen. Die Stäbe müssen Auslösewinkel haben und in Richtung der Auslösung oder einer beweglichen Formeinheit angeordnet sein. Der Abstand zwischen den Stäben muss größer sein als das Doppelte der Dicke des Grundmaterials.
Außerdem soll ein Teil in der Regel in allen Richtungen gleich steif sein. Dies lässt sich am einfachsten erreichen, indem man dem Teil sowohl in Quer- als auch in Längsrichtung Stäbe hinzufügt, die sich vertikal kreuzen.
Es besteht jedoch auch das Problem, dass die Wanddicke am Schnittpunkt zunimmt, was die Gefahr des Schrumpfens erhöht. Im Allgemeinen kann in diesem Fall ein kreisförmiges Loch an der Schnittstelle angebracht werden, um eine einheitliche Wandstärke zu erreichen.
Das Loch
In der Kunststoff-Teile auf das Loch, um es und andere Teile zu verbinden oder erhöhen die Kombination von Produkt-Funktion ist eine gängige Methode, die Größe und die Lage des Lochs sollte versuchen, nicht auf eine Auswirkung auf die Festigkeit des Produkts oder erhöhen die Komplexität der Produktion, die folgenden sind mehrere Faktoren, die bei der Gestaltung des Lochs berücksichtigt werden.
1. Der Abstand zwischen den verbundenen Löchern bzw. der Abstand zwischen den Löchern und den geraden Kanten der angrenzenden Produkte sollte nicht kleiner als der Durchmesser der Löcher sein, insbesondere sollte der Wert der Kante so groß wie möglich sein, da sonst die Perforationsstelle bruchgefährdet ist.
Wenn ein Gewinde am Loch angebracht ist, ist der Abstand zwischen dem Schraubenloch und dem Rand des Produkts im Allgemeinen größer als der dreifache Durchmesser des Lochs.
2. Die Arten von Löchern sind im Allgemeinen Durchgangslöcher, Sacklöcher und abgestufte Löcher. Unter dem Gesichtspunkt der Montage werden Durchgangslöcher häufiger verwendet als Sacklöcher und sind einfacher herzustellen als Sacklöcher.
Aus der Sicht der Formkonstruktion ist die Konstruktion eines Durchgangslochs auch von der Struktur her günstiger, das durch die Kombination von zwei Kernen, die an der beweglichen Form und der festen Form befestigt werden, oder durch nur einen Kern, der an der beweglichen Form oder der festen Form befestigt wird, gebildet werden kann.
Erstere bildet zwei freitragende Träger unter der Einwirkung von Flüssigkunststoff, aber der Kraftarm ist kurz und die Verformung ist nicht groß. Letztere hat Überlappungsverbindungen sowohl mit beweglichen als auch mit festen Formen und bildet im Allgemeinen einen einfachen Träger mit geringer Verformung.
Wenn zwei Kerne verwendet werden, sollten die Durchmesser der beiden Kerne leicht unterschiedlich sein, um zu vermeiden, dass sich das Produkt aufgrund der leichten Achsabweichung der beiden seitlichen Zapfen verbiegt, und die beiden Enden der Verbindung müssen plan geschliffen sein.
Sacklochkerne sind vollständig freitragende Balken, die sich durch den Aufprall von flüssigem Kunststoff leicht verbiegen lassen, und das geformte Loch wird zu einem geformten Loch. Wenn der Durchmesser des Sacklochs nur 1,5 mm oder weniger beträgt, sollte die Tiefe des Sacklochs nicht größer als der Durchmesser sein. Und die Bodenwandstärke des Sacklochs sollte nicht weniger als ein Sechstel des Lochdurchmessers betragen, da es sonst zu einer Schrumpfung kommt.
3. Seitliche Löcher werden oft durch die Seitenkernmethode gebildet, was die Kosten der Form erhöht, und wenn der Seitenkern zu lang ist, kann er leicht brechen, was die Wartungskosten der Form erhöht.

Säule
Die Säule ragt aus der gleichmäßigen Wandstärke des Gummis heraus und wird zum Zusammenbau von Produkten, zum Trennen von Gegenständen und zum Abstützen anderer Teile verwendet. Hohle Säulen können zum Einbetten von Teilen, Festziehen von Schrauben usw. verwendet werden.
Diese Anwendungen müssen eine ausreichende Festigkeit aufweisen, um dem Druck standzuhalten, ohne zu brechen. Säulen werden im Allgemeinen zylindrisch hergestellt, da sie leicht zu formen sind und gute mechanische Eigenschaften haben.
Generell sollte die Säule nicht als separater Zylinder konstruiert werden, sondern möglichst mit der Außenwand verbunden oder verstärkt werden, um die Säule zu verstärken und das Fließen des Klebstoffs zu erleichtern, und die Verbindung mit der Außenwand sollte als dünnwandige Verbindung ausgeführt werden, um Schrumpfung zu vermeiden.

Die Wandstärke des Pfeilers sollte zwischen 0,5 und 0,75 der Dicke des Grundmaterials betragen, und das obere Loch des Pfeilers sollte abgeschrägt sein, um die Installation der Schraubenführung zu erleichtern.
Das obere Loch der Säule sollte abgeschrägt sein, um die Installation der Schraubenführung zu erleichtern. Die Säule sollte eine Neigung zum Ziehen der Form haben. Diese Punkte ähneln den Konstruktionsanforderungen von Bewehrungsstäben, so dass man auch sagen kann, dass die Säule eine Variante des Stabes ist.
Snap
Snap-Montage ist eine bequeme Montage, kostensparende, grüne Verbindung, weil die Kombination von Snap-Teile bei der Herstellung von fertigen Produkten zur gleichen Zeit Gießen, Montage ohne andere Verriegelung Zubehör wie Schrauben, solange die Kombination der beiden Seiten der Schnalle Position mit einander zu schnappen auf.
Das Prinzip der Snap ist es, einen Teil der Projektion durch den anderen Teil des Hindernisses zu fördern, in den Prozess der Förderung der elastischen Verformung, wenn durch das Hindernis zur Wiederherstellung der ursprünglichen Zustand der beiden zusammen.
Störungsfreier Anschluss
Bohrungen und Wellen werden durch Presspassung miteinander verbunden, um Drehmoment und andere Funktionen zu übertragen; eine Pressverbindung ist bequemer und einfacher. Die wichtigste Überlegung bei der Konstruktion ist die Höhe der Interferenz, wenn die Höhe der Interferenz zu klein ist, ist die Verbindung nicht zuverlässig, wenn die Interferenz zu groß ist, ist es schwierig zu montieren, sondern auch leicht zu brechen.
Bei der Konstruktion sollten die Toleranzen der Bohrung und der Welle sowie die Betriebstemperatur berücksichtigt werden, da die Temperatur einen direkten Einfluss auf die Größe der Störung hat.
In den meisten Fällen handelt es sich bei der Welle um eine Metallwelle, und um die Zuverlässigkeit der Verbindung zu gewährleisten, werden bei der Konstruktion in der Regel Rändelrillen auf der Gegenwelle angebracht. Das allgemeine Ausmaß des Übermaßes kann mit der folgenden Formel berechnet werden.
Y=Sd( (K+v Hülse)/E Hülse)/K
S ist die Bemessungsspannung, v ist die Poissonzahl, E ist der Elastizitätsmodul, K ist der geometrische Koeffizient, und K kann nach folgender Formel berechnet werden.
K = (1+(d/D)2)/(1 - (d/D)2)
Die Steckkraft kann nach folgender Formel berechnet werden: W = Sdlπμ/K
μ ist der Reibungskoeffizient und l ist die Stecklänge.
Darüber hinaus werden Kunststoffteile durch Heißnieten, Schweißen, Ultraschallschweißen usw. miteinander verbunden.
Die Auswirkungen der Toleranz
Bei den meisten Kunststoffprodukten können hohe Präzision und Maßtoleranzen erreicht werden, während eine hohe Schrumpfung und einige weiche Materialien schwieriger zu kontrollieren sind.
Daher ist bei der Produktgestaltung die Verwendung der Produktumgebung, die Kunststoffmaterialien, die Produktform usw. zu berücksichtigen, um die Einhaltung der Toleranzen festzulegen.
Da die Anforderungen der Kunden immer höher werden, muss das bisherige Konzept der Passform langsam überarbeitet werden. Passform, Präzision und Ästhetik sollen gleichzeitig im Produkt zum Ausdruck kommen.
Je höher die Toleranz, desto höher ist die Qualität des Produkts, aber desto höher sind auch die Kosten und desto mehr Zeit wird benötigt, um die Anforderungen zu erfüllen. Spritzgießen Prozess wird im Allgemeinen in drei Qualitätsstufen unterteilt, nämlich in allgemeine Spritzgießen, mittleres Präzisionsblankpressen, und Präzisionsspritzgießen.
Allgemeiner Zweck Spritzgießen Verfahren erfordert ein geringes Maß an Qualitätskontrolle und ist durch niedrige Rücklaufquoten und schnelle Produktionszyklen gekennzeichnet. Mittel-Präzisionsspritzgießen kann teurer sein, weil sie höhere Anforderungen an die Formen- und Produktionsbau Prozess, der häufige Qualitätskontrollen erfordert.
Die dritte Art, die Präzision Dünnwandspritzgießen Zyklus, erfordert präzise Formen, optimale Produktionsbedingungen und 100% kontinuierliche Produktionsüberwachung. Dies wirkt sich auf die Produktionszykluszeit aus und erhöht die Produktionsstückkosten und die Kosten für die Qualitätskontrolle.
Unter dem Gesichtspunkt der Produktqualität ist es natürlich umso besser, je höher die Genauigkeit ist, aber unter dem Gesichtspunkt der wirtschaftlichen Produktionskosten ist es umso billiger, je niedriger die Genauigkeit ist. Ein Konstrukteur muss sich zu diesem Zeitpunkt zwischen beiden entscheiden.
Im Allgemeinen, um die Leistung zu erfüllen, und das Aussehen Anforderungen, mit den Anforderungen der Prämisse einer angemessenen Lockerung der unkritischen Größe Toleranz.

Die Auswahl der Materialien
Im Allgemeinen gibt es kein schlechtes Material, sondern nur ein falsches Material, das in einem bestimmten Bereich eingesetzt wird. Daher muss der Konstrukteur die Leistung der verschiedenen verfügbaren Materialien gründlich verstehen und diese Materialien sorgfältig testen, um ihre Auswirkungen auf die Leistung von geformten und verarbeiteten Produkten mit verschiedenen Faktoren zu untersuchen.
Die am häufigsten verwendeten in Herstellung von Kunststoff-Spritzgussteilen ist ein thermoplastisches Material. Sie lassen sich weiter in amorphe und teilkristalline Kunststoffe unterteilen. Diese beiden Materialtypen unterscheiden sich erheblich in ihrer Molekularstruktur und den durch die Kristallisation beeinflussten Eigenschaften.
Im Allgemeinen werden teilkristalline Thermoplaste hauptsächlich für mechanisch feste Teile verwendet, während amorphe Thermoplaste häufig für Gehäuse verwendet werden, da sie sich nicht so leicht verbiegen lassen.
Thermoplaste gibt es in unverstärkter, glasfaserverstärkter, mineralischer und glasgefüllter Ausführung.
Glasfasern werden in erster Linie zur Erhöhung der Festigkeit, Steifigkeit und Anwendungstemperatur verwendet; Mineralien und Glasfasern haben eine geringere Verstärkungswirkung und werden hauptsächlich zur Verringerung des Verzugs eingesetzt. Das genaue Ausmaß der Veränderung der Kunststoffeigenschaften durch die Zugabe von Verstärkungsmitteln sollte durch Rückfrage beim Materiallieferanten oder durch Versuche überprüft werden.
Einige thermoplastische Kunststoffe, insbesondere PA6 und PA66, sind stark hygroskopisch. Dies kann erhebliche Auswirkungen auf ihre mechanischen Eigenschaften und ihre Dimensionsstabilität haben.
Einige Anforderungen stehen im Zusammenhang mit Überlegungen zur Verarbeitung und Montage. Es ist auch wichtig, die Konzentration mehrerer verschiedener Funktionen in einem Teil zu untersuchen, was teure Montagekosten sparen kann.
Dieser Leitfaden ist für die Kalkulation der Produktionskosten sehr nützlich. Bei der Preiskalkulation ist festzustellen, dass nicht nur der Preis der Rohstoffe berücksichtigt werden sollte, sondern auch, dass Werkstoffe mit hoher Leistungsfähigkeit (Steifigkeit, Zähigkeit) zu dünneren Wandstärken und damit zu kürzeren Produktionszyklen führen können. Daher ist es wichtig, alle Kriterien aufzulisten und systematisch zu bewerten.
Abgerundete Ecken
Scharfe Ecken führen in der Regel zu Teilen mit Defekten und Spannungskonzentrationen, an denen konzentrierte Spannungen bei Belastungen oder Stößen brechen können.
Größere abgerundete Ecken bieten eine Lösung für diesen Nachteil, da sie nicht nur den Faktor der Spannungskonzentration verringern, sondern auch das Fließen des Kunststoffs glatter und einfacher machen, wenn das fertige Produkt aus der Form genommen wird. Wenn die Innenecken abgerundet und die Außenecken scharfkantig sind, sind die Ecken immer noch dicker als der Rest und es kommt immer noch zu einer Schrumpfung.
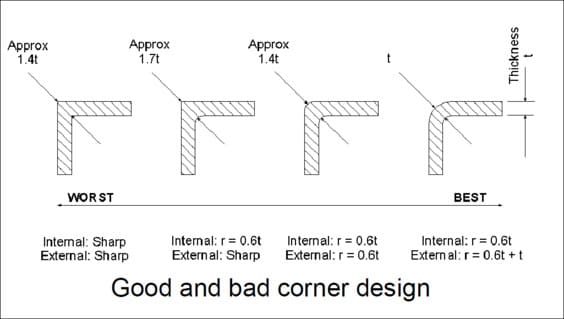
Die einheitliche Wanddicke kann durch Abrunden der inneren und äußeren Ecken vereinheitlicht werden, wobei die äußere Ecke die Summe aus der inneren Ecke und der Grundwanddicke ist.
Die Design-Richtlinie der Ecke Bit gilt auch für die überhängenden Balken-Typ Befestigung Bit. Da diese Befestigungsmethode erforderlich ist, um den Kragarm eingebettet biegen, die Gestaltung der Ecke Position zeigt, dass, wenn die Ecke Bogen Position R zu klein ist, wird seine Stress-Konzentration Koeffizient zu groß sein, daher ist das Produkt leicht zu brechen, wenn Biegen, Bogen Position R zu groß ist, ist es leicht zu erscheinen Schrumpfung Linien und hohl.
Daher sind die Bogenposition und die Wandstärke ein bestimmtes Verhältnis. Im Allgemeinen zwischen 0,2 bis 0,6, der ideale Wert ist 0,5 oder so.
Schlussfolgerung
In diesem Papier analysieren wir die Designpunkte von Spritzgussteile unter den Aspekten Wanddicke, Entformungswinkel, Bewehrung, Loch, Strebe, Schnapper, Interferenzverbindung, Toleranz und abgerundete Ecke.
Natürlich ist die Gestaltung der spritzgegossene Produkte ist auch durch das Umfeld, die Bedingungen und die Anforderungen begrenzt, so dass es notwendig ist, sich mit spezifischen Situationen zu befassen.






