 Zum Inhalt springen
Zum Inhalt springen 

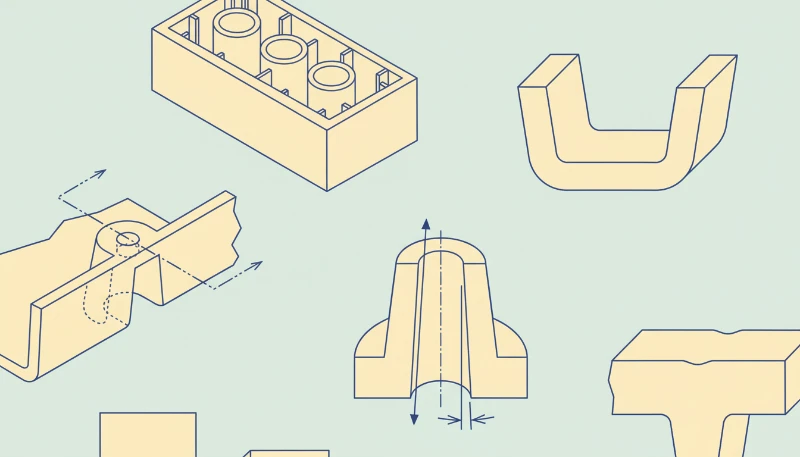
Das Design von Spritzgussteilen besteht darin, eine sinnvolle Produktidee in eine Geometrie umzusetzen, die sich in der Produktion füllen, abkühlen, entformen, montieren und wiederholen lässt. Ein Bauteil kann in CAD einfach aussehen, aber noch Senkstellen, Schleifspuren, eingeschlossene Gase, Grat, gebrochene Ausstoßer oder Nacharbeit am Werkzeug verursachen, wenn das Design Werkzeug- und Prozessgrenzen ignoriert.
Diese Anleitung baut die Designprinzipien für Spritzgussteile um die Produktionsrealität neu auf. Sie konzentriert sich auf Wandstärke, Versteifungsrippen, Entformungsschräge1, Abschlüsse, Toleranz, Materialverhalten und Prüfdisziplin, weil diese Entscheidungen bestimmen, ob ein Werkzeug stabil läuft, nachdem der Stahl geschnitten ist.
Nutzen Sie sie vor Designfreigabe, nicht nach ersten Probeschüssen. Wenn unsere Fabrik ein neues Kunststoffteil prüft, versuchen wir das Werkzeugrisiko zu finden, während es noch eine CAD-Entscheidung ist, weil eine 0,3 mm Geometrieänderung vor Werkzeugbau viel kostengünstiger ist als ein eingeschweißtes Einsatzteil oder eine Stahlmodifikation im Notfall später.
- Design für Spritzguss beginnt mit gleichmäßiger Materialströmung, vorhersagbarer Abkühlung und sicherem Ausstoß.
- Wandstärke, Versteifungsrippen, Ansätze und Kanten sollten als ein zusammenhängendes System dimensioniert werden.
- Entformungsschräge und Trennkantenstrategie müssen vor Werkzeugbau geprüft werden, weil sie Freigabe und Gratrisiko kontrollieren.
- Toleranz sollte nach Funktion und Prozessfähigkeit festgelegt werden, nicht aus Zeichnungen für Metallbearbeitung kopiert.
- Eine kurze DFM-Prüfung vor Werkzeugbau verhindert viele Defekte in späteren Phasen und Kostenüberraschungen.
Was sind die Kernprinzipien für das Design von Spritzgussteilen?
Die Kernprinzipien für das Design von Spritzgussteilen sind die Hauptkategorien oder Optionen, die in diesem Abschnitt erklärt werden. Die Kernprinzipien für das Design von Spritzgussteilen sind gleichmäßige Wandstärke, ausgeglichene Strömungslänge, kontrollierte Abkühlung, zuverlässiger Ausstoß, realistische Toleranz und werkzeugsichere Geometrie. Diese Prinzipien arbeiten zusammen, weil Kunststoff beim Abkühlen schrumpft und weil das Werkzeug das fertige Teil ohne Verziehen oder Verformung freigeben muss.
Beginnen Sie damit, das Teil als Strömungs- und Kühlproblem zu behandeln. Ein Anguss kann geschmolzenes Material nur so weit drücken, bevor Druck, Scherung und Abkühlung das Füllmuster verändern. Wenn eine Zone viel dicker ist als der Rest, bleibt diese Zone länger heiß, schrumpft später und erzeugt oft Einfallstellen, Hohlräume oder lokalen Verzug.
Die sicherste frühe Prüfung verbindet Produktfunktion mit Fertigunggrenzen. Eine sinnvolle Produktspezifikation sagt, welche Oberflächen kosmetisch sind, welche Dimensionen die Montage kontrollieren, welche Bereiche Ausstoßmarken akzeptieren können und welche Belastungen das Teil aushalten muss. Diese Information ermöglicht dem Designer und Werkzeugbauer, Geometrie, Angussposition und Material vor Festlegung des Werkzeuglayouts zu optimieren.
Für eine breitere Prozessgrundlage nutzen Sie ZetarMold’s Spritzgussprozess-Anleitung. Für Werkzeugentscheidungen wie Trennkante, Schieber, Lifter, Kühlung und stahlfreie Änderungen verbinden Sie die Prüfung mit dem injection mold guide. Wenn der Käufer eine Fabrik auswählt, hilft der supplier sourcing guide diese Prüfungen in Beschaffungsfragen umzusetzen.
„Ein Spritzgussteil sollte um Materialströmung, Abkühlung und Ausstoß gestaltet werden, bevor kosmetische Gestaltung festgelegt wird.“Wahr
Dies trifft zu, da die Form nicht jedes Geometrieproblem nach dem Stahlschnitt korrigieren kann. Gestaltung, Rippen, Buckel, Clips und Toleranzstapel beeinflussen alle Druckverlust, Schwindung, Entwurf und Entnahmekraft.
„Jedes Kunststoffteil kann die gleiche Geometrie wie ein CNC-gefrästes Teil beibehalten, wenn das Material stark genug ist.“Falsch
Dies ist falsch, da beim Spritzgießen Schwindung, Abkühlgradienten, Auswerferlasten, Trennungsbeschränkungen und Angussreste hinzukommen. Die Materialfestigkeit beseitigt nicht den Bedarf an spritzguss spezifischer Geometrie.
| Prinzip | What to Check | Risiko bei Nichtbeachtung |
|---|---|---|
| Wandkontrolle | Übergänge allmählich gestalten und isolierte Massen vermeiden | Einfallstellen, Hohlräume, Verzug |
| Formentnahme | Entwurf hinzufügen und eingeschlossene Hinterschneidungen vermeiden | Ziehmarkierungen, feststeckende Teile |
| Funktionale Toleranz | Enge Toleranzen auf kritische Schnittstellen beschränken | Hoher Ausschuss und Formnacharbeit |
| Zeitplanüberprüfung | DFM vor Werkzeugbau durchführen | Späte Designänderungen |
Ein praktischer DFM-Durchlauf sollte prüfen, ob die Nennwandstärke2 für das gewählte Material ausreichend konsistent ist, ob der längste Fließweg ohne Überpackung gefüllt werden kann und ob die kosmetische Oberfläche vor Angüssen und Auswerfermarkierungen geschützt werden kann. Unsere Ingenieure markieren üblicherweise zuerst Hochrisikobereiche und bewerten dann jede Änderung nach Kosten, Vorlaufzeit und Auswirkung auf die Produktfunktion.
Wie sollten Wandstärke, Versteifungsrippen und Ansätze gestaltet werden?
Die Wandstärke ist die Hauptsteuergröße für die Abkühlzeit, das Schwinden und die lokale Spannung in einem Spritzteil. Sie sollte so gleichmäßig sein, wie es die Produktfunktion zulässt, da die Dicke die Abkühlzeit, das Schwinden und die lokale Spannung bestimmt. Eine Nennwandstärke ist ein Zielwert für die Wanddicke, der im gesamten Teil verwendet wird, damit der Fließ- und Abkühlvorgang vorhersehbar bleibt und nicht abrupt von einem Bereich zum anderen wechselt.
Für viele technische Thermoplaste beginnen frühe Konzepte oft mit Wandstärken von etwa 1,5 mm bis 3,0 mm und werden dann angepasst, sobald Material, Fließlänge, Steifigkeit und Anforderungen aus Falltests bekannt sind. Dünne Bereiche können erstarren, bevor der Kavität gefüllt ist, während dicke Bereiche Wärme halten und sichtbare Einfallstellen auf der kosmetischen Seite erzeugen können.
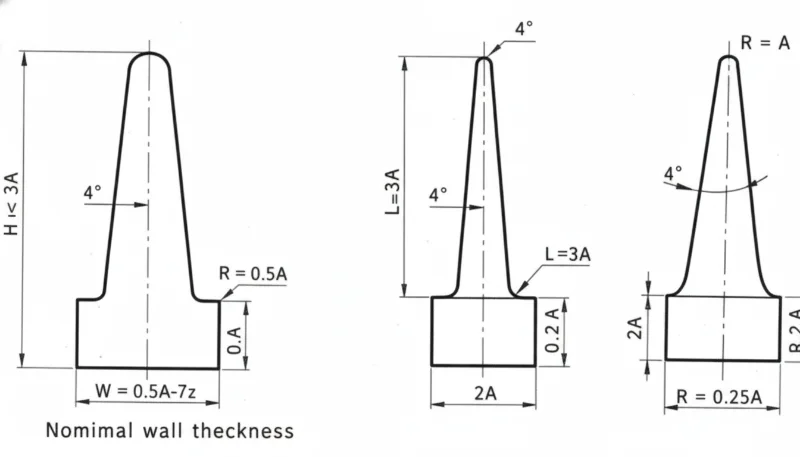
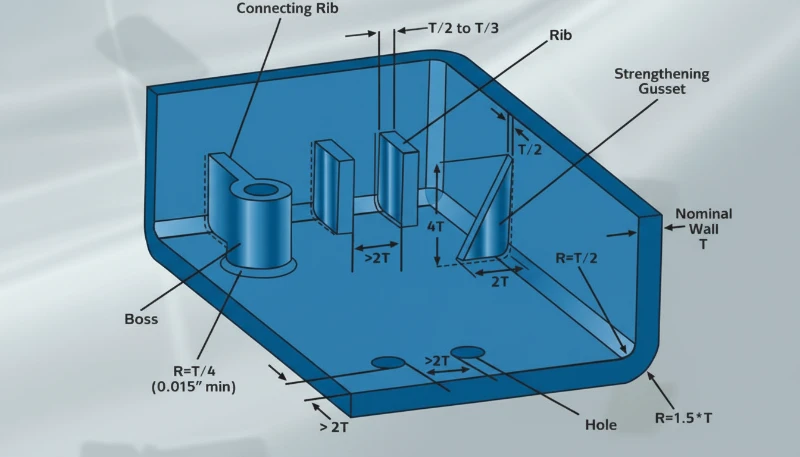
Rippen verleihen Steifigkeit, ohne das Teil in einen dicken Block zu verwandeln. Ein gängiges Rippen-zu-Wand-Verhältnis3 Ziel ist etwa 40% bis 60% der angrenzenden Wand, mit großzügigen Wurzelradien und ausreichend Abstand für die Stahlfestigkeit. Wenn eine Rippe zu dick ist, kann die Außenfläche einsinken; wenn sie zu hoch und dünn ist, werden Füllung und Auswurf instabil.
Bosses need the same discipline. A screw boss should be connected with ribs or gussets, not a heavy cylinder sitting on a thin wall. The boss outside diameter, core pin strength, screw engagement, and ejection direction should be reviewed together so the design does not create short shots, burn marks, or broken core pins.
In our factory DFM reviews, a wall transition above about 30% of the nearby wall is usually marked for discussion. We also review rib bases under magnification after first shots because a small sink mark on a visible housing can be harder to sell than a small tooling change.
Corners should be rounded instead of sharp. Internal radii improve flow and reduce stress concentration, while external radii keep wall thickness consistent around the corner. A sharp internal corner may look clean in CAD, but it makes the polymer turn abruptly and can leave a weak point under impact or vibration.
When the part must remain stiff, combine ribs, material selection, and local geometry. The best design is rarely the thickest design. It is the design that puts material where load paths need it while keeping the cooling profile even enough for repeatable molding.
Wie reduzieren Entformungsschräge, Trennkante und Abschlüsse das Werkzeugrisiko?
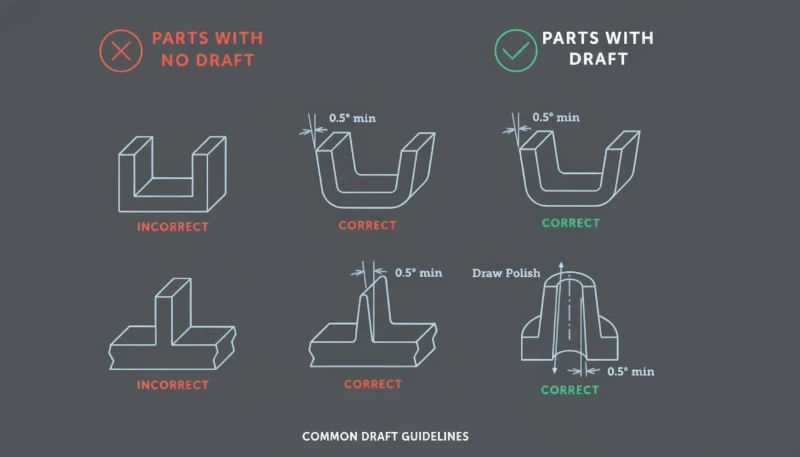
Draft angle is the clearance that helps a molded part release from the cavity or core. It reduces tooling risk by giving the molded part clearance as it leaves the cavity or core. Without enough draft angle, textured surfaces, deep ribs, and tall walls can rub against steel during ejection, causing drag marks, whitening, distortion, or stuck parts.
A typical early target is 1.0 degrees to 2.0 degrees per side for many smooth vertical faces, with more draft for texture or deep features. The final value depends on material shrinkage, surface finish, draw depth, tool polish, and whether the surface is cavity side or core side.
Parting line strategy should be chosen before the visual surface is locked. The parting line decides where flash may appear, where shutoff faces meet, and whether slides or lifters are needed. A beautiful product split can become expensive if it hides an unavoidable undercut or forces weak shutoff steel.
Shutoffs need enough angle and bearing area to survive repeated cycles. Very thin steel edges can chip, wear, or create flash after production starts. If a clip, window, vent, or snap requires a shutoff, the DFM review should check steel thickness, polishing access, and whether the feature can be redesigned for a safer mold action.
“Draft and parting line choices should be visible in the DFM review before the mold layout is approved.”Wahr
This is true because these choices determine mold opening direction, slide count, shutoff wear, cosmetic marks, and ejection reliability. Late changes often require steel redesign.
“A zero-draft wall is acceptable when the CAD model has a smooth surface finish.”Falsch
This is false because even a smooth surface can grip steel after shrinkage. Zero draft increases ejection force and can mark or deform the part during release.
Use mold-open direction as a design constraint, not as an afterthought. Mark core side, cavity side, slide pulls, lifter motion, and expected witness lines on the model. When our engineers review a housing, we often color-code those areas so the customer can see where function, appearance, and tooling cost are competing.
This is also where buyer and supplier communication matters. A supplier who only quotes the drawing may miss hidden tool risk; a supplier who explains draw direction, steel safety, and first-shot risk gives the buyer a better basis for decision-making. That is why design review should sit inside the commercial RFQ workflow, not after purchase order release.
Wie sollten Toleranzen, Materialauswahl und Montagemerkmale ausbalanciert werden?
Tolerance balance is the process of matching dimensions, resin behavior, and assembly risk to real molding capability. Tolerance, material selection, and assembly features should be balanced by function, because every tight dimension adds process risk. GD&T is a drawing language that defines allowable variation in form, orientation, location, and runout so suppliers know which dimensions truly control assembly.
A molded plastic tolerance should consider resin shrinkage, tool temperature, moisture, filler content, part geometry, and measurement method. A 0.05 mm tolerance may be reasonable for a short steel feature in a machined part, but it can be unrealistic across a long molded span that cools unevenly.
Material choice changes the design rules. Glass-filled nylon may need stronger tool steel and more attention to fiber direction, while PC, ABS, PP, POM, PPSU, and PEEK each bring different shrinkage, stiffness, temperature resistance, and weld-line behavior. For early comparisons, review both product performance and molding stability.
Assembly features should be forgiving where possible. Snap fits need lead-in, strain control, and testable deflection limits. Screw bosses need core pin support and anti-splitting geometry. Living hinges, clips, seals, and ultrasonic welding ribs all require process-specific details, not generic wall additions.
| Design Area | Recommended Review | Factory Risk |
|---|---|---|
| Critical fit | Define datum and measurement method | Inspection dispute |
| Snap fit | Check strain and release direction | Cracking or weak retention |
| Chef | Check core pin and screw load | Short shot or split boss |
| Cosmetic face | Protect from gates and ejector marks | Visible defect |
For prototype-to-production programs, compare the molded design with the prototype process. A CNC prototype can hide molding risks because it does not need gate flow, shrinkage compensation, or ejection. The rapid prototyping injection molding explains when prototype tooling can reduce that gap before production steel.
Defect history should also feed the design review. If similar products had sink, flash, short shot, or warpage, use that evidence before the next mold is built. The common injection molding defects is useful when converting known failure modes into geometry checks.
Our team treats tolerance review as a risk-ranking exercise. We prefer to hold tight tolerance only where the product function needs it, then open noncritical surfaces to protect cycle stability, inspection speed, and long-term production yield.
Before approving steel, convert those tolerance choices into inspection notes. Define the datum surfaces, the fixture concept, the measurement temperature, and the sampling rule. This prevents a drawing from asking for precision that no one can measure consistently during production.

Welchen Designprüfungs-Workflow sollten Käufer vor der Werkzeugherstellung verlangen?
A design review workflow is a staged DFM gate before tooling begins. It checks product function, resin choice, mold action, gate location, cooling, ejection, tolerance, and inspection. This workflow turns design principles into decisions that can be verified instead of opinions exchanged by email.
The first gate is a geometry review. Confirm wall map, rib map, boss layout, corner radii, draft, parting line, and undercuts. The second gate is a tooling review. Confirm cavity count, slide and lifter actions, gate type, cooling channel access, venting, steel safety, and expected maintenance points.
The third gate is a production review. Confirm resin drying, expected cycle time, cosmetic acceptance criteria, inspection fixtures, packaging loads, and change-control rules. A mold that passes sample approval but lacks a production plan can still fail when order volume increases.
Keep the review evidence append-only. Save marked screenshots, DFM comments, customer approvals, first-shot reports, and mold-change records. When a later defect appears, this history shows whether the issue came from design, tooling, material, process setup, or an undocumented change.
The best outcome is not a longer checklist. It is a shorter path from product requirement to stable production. When the design file, mold plan, and inspection criteria are aligned, the supplier can quote more accurately, the buyer can compare proposals more fairly, and the first production run has fewer avoidable surprises.
For rank-recovery content, this workflow also matters to search quality. Readers need a page that answers design questions directly, shows production evidence, and gives them a practical review sequence they can use on the next project. That combination is stronger than a generic list of plastic design tips.
It also gives the sales team a clearer inquiry path, because a buyer can attach drawings, highlight the risky features, and ask for a focused DFM response instead of sending only a price request.
Häufig gestellte Fragen
Was ist die wichtigste Designregel für Spritzgussteile?
Die wichtigste Regel ist, das Bauteil um eine konsistente Füllung, Kühlung und Entformung zu gestalten, nicht nur um die finale Produktform. Gleichmäßige Wandstärke, sanfte Übergänge, realistische Toleranzen und ausreichender Entformungsschräglauf verhindern viele häufige Formungsfehler. Wenn diese Grundlagen ignoriert werden, kann der Werkzeugbauer zwar noch Proben produzieren, aber die Serienfertigung kann von Einfallstellen, Verzug, festgeklemmten Teilen, Gratbildung und instabilen Dimensionen leiden. Dadurch wird DFM zu einer gemeinsamen Checkliste für Käufer und Lieferanten und verhindert später Streitigkeiten darüber, was das Werkzeug lösen sollte.
Wie viel Draft sollte ein Kunststoffteil haben?
Ein sinnvoller früher Zielwert ist oft 1,0 Grad bis 2,0 Grad pro Seite auf glatten vertikalen Wänden, aber der finale Draft hängt vom Material, Textur, Zugtiefe, Schrumpfung und kosmetischen Anforderungen ab. Tiefe Rippen, texturierte Flächen und glasfaserverstärkte Materialien benötigen meist eine konservativere Prüfung. Die richtige Frage ist nicht nur wie viel Draft im CAD sichtbar ist, sondern ob das Teil sauber für die erwartete Produktionsmenge entformt werden kann ohne Schleifspuren, Weißbruch, Verformung oder übermäßige Entformkraft. Texturtiefe und Polierzugang sollten auch in diese Entscheidung einbezogen werden.
Warum verursachen Rippen Sinkstellen im Spritzguss?
Rippen führen zu Sinkstellen, wenn die Rippenbasis eine lokal dickere Stelle bildet, die langsamer abkühlt als die umgebende Wand. Wenn dieser dickere Bereich schrumpft, kann die äußere kosmetische Oberfläche nach innen gezogen werden und eine sichtbare Vertiefung zeigen. Die übliche Lösung besteht darin, die Rippenstärke zu reduzieren, großzügige Radien hinzuzufügen, eine dickere Rippe in mehrere dünnere Rippen aufzuteilen oder das Element von einer kritischen Oberfläche weg zu bewegen. Die Rippe sollte die Steifigkeit erhöhen, ohne sich wie ein versteckter Plastikblock zu verhalten, der die Abkühlung verzögert.
Soll ein geformtes Kunststoffteil überall sehr enge Toleranzen verwenden?
Nein. Enge Toleranzen sollten für funktionale Schnittstellen wie Dichtflächen, Schnappverbindungen, Zahnradausrichtung, Verbinderpositionen oder Montagedaten reserviert werden. Nicht kritische Oberflächen sollten breitere Toleranzen verwenden, damit der Spritzgussprozess stabil bleiben kann. Enge Toleranzen überall anzuwenden erhöht die Prüfkosten, Ausschussrisiko, Werkzeugjustierungszeit und Lieferantenverwirrung ohne die Endproduktfunktion zu verbessern. Eine besser Zeichnung trennt funktionskritische Dimensionen von kosmetischen oder Freiraumdimensionen und macht die Messverantwortung klar. Dies hilft auch dem Lieferanten Prüfvorrichtungen, Abnahmefrequenz und erwartete Prozessfähigkeit realistisch zu kalkulieren.
Wann sollte eine DFM-Prüfung in einem neuen Spritzgussprojekt erfolgen?
DFM-Prüfung sollte erfolgen bevor die Werkzeugkalkulation finalisiert wird und wieder bevor Werkzeugstahl geschnitten wird. Die erste Prüfung findet Geometrie- und Prozessrisiken während Designänderungen noch kostengünstig sind. Die zweite Prüfung bestätigt den vereinbarten Werkzeuglayout, Angussposition, Trennkante, Entformungsplan und Prüfanforderungen. Warten bis zum ersten Schuss macht viele einfache CAD Änderungen zu teuren Werkzeugmodifikationen. Eine dokumentierte Prüfung gibt dem Käufer auch besser Beweise beim Lieferantenvergleich und Werkzeugfreigabe. Sie sollte mit Zeichnungen, Werkzeuglayout und Freigabeaufzeichnungen gespeichert werden.
-
draft angle: Draft ist ein kleiner Anzugswinkel, der auf vertikale Flächen angewendet wird, sodass ein geformtes Teil mit weniger Reibung aus der Kavität oder dem Kern entformt werden kann. ↩
-
nennwandstärke: Nennwandstärke ist eine Zielwandstärke, die als Basis für die Abkühlungs-, Füllungs-, Steifigkeits- und Schrumpfungsprüfung eines geformten Kunststoffteils verwendet wird. ↩
-
rippen-wand-verhältnis: Rippen-Wand-Verhältnis bezeichnet die Beziehung zwischen der Rippenbasisstärke und der angrenzenden Nennwand, sodass die Steifigkeit erhöht werden kann ohne übermäßige Sinkstellen. ↩







