 İçeriğe geç
İçeriğe geç 

Bir enjeksiyon kalıbı kaydırıcı, enjeksiyon kalıplama sürecinde kullanılan bir araçtır. Nihai üründe tekdüzelik ve tutarlılık yaratmaya yardımcı olur.
Bu blog yazısı, enjeksiyon kalıbı sürgüsünün ne olduğunu ve enjeksiyon kalıbındaki rolünü tartışacaktır. plasti̇k enjeksi̇yon kaliplama Süreç!
Kaydırıcı, aşağıdaki özelliklere sahip bir kalıp bileşenidir enjeksiyon kalıbı Açma ve kapama eylemi sırasında enjeksiyon kalıplarının açma ve kapama yönüne dik veya belirli bir açıyla kayar.
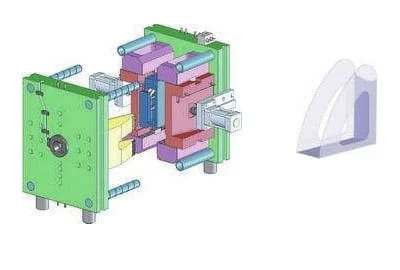
Bu enjeksiyon kalıplama Kaydırıcı, ürün yapısı kaydırıcı kullanılmadan serbest bırakma yönünün kalıplanmasını imkansız hale getirdiğinde kullanılır. Kaydırıcı malzemenin kendisi, hareketin sürtünmesine dayanacak uygun sertliğe ve aşınma direncine sahiptir.
Sürgünün boşluk veya çekirdek kısmının sertliği, boşluğun ve çekirdeğin geri kalanıyla aynı seviyede olmalıdır.

Enjeksiyon kalıbı kaydırıcı tasarımı
Kaydırıcı, aşağıdaki unsurların önemli bir parçasıdır plasti̇k enjeksi̇yon kalibi Yan maça çıkarma işlemini tamamlamak için, esas olarak kalıplama maçasına bağlanır ve maça çıkarma için eğimli kılavuz kolon tarafından tahrik edilir.
Genellikle, yan kaydırıcı çekirdeği oluşturmak için yan çekirdek ile birleştirilir ve buna birleşik yan kaydırıcı denir.
Yan göbek basit ve işlenmesi kolaysa, yan sürgü ve yan göbek tek parça halinde de yapılabilir ve buna entegre yan sürgü adı verilir.
Sürgünün eğimli deliği, eğimli kılavuz sütun ile eşleştirilir ve aynı zamanda bir tarafta 0,5MM'lik bir boşluk ile yapılmalıdır, böylece kalıp açma yönü anında küçük bir boş strok olur. enjeksiyon kalıplama sürgüler ve hareketli maça, plastik ürünleri pompalamadan önce içbükey veya dışbükey kalıptan çıkarmaya zorlamak ve kilitleme bloğunun önce sürgüden ayrılmasını sağlamak ve ardından maçayı pompalamak için.

Sürgünün yapısı kalıbın yapısına ve yan maça çekme kuvvetinin boyutuna bağlıdır.
Sürgünün maçayı düzgün ve doğru bir şekilde çekmesini sağlamak için, sabit veya hareketli kalıp plakasında bir kılavuz yuvası bulunmalı ve sürgü ile kılavuz yuvası iyi bir şekilde eşleştirilmeli ve yönlendirilmelidir.
Sürgü hareketi tamamladıktan sonra kılavuz yuvasında kalmaya devam eder ve kılavuz yuvasında kalan sürgünün uzunluğu sürgünün tam uzunluğunun 2/3'ünden az olmamalıdır. Kılavuz yuvalarının iki yaygın yapısal biçimi vardır: dikdörtgen kılavuz yuvaları ve kırlangıç kuyruğu kılavuz yuvaları.

İç kaydırıcının tasarım prensibi
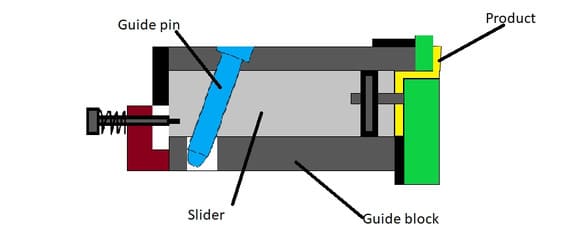
Sürgünün rolü, doğrudan oluşturulamayan kalıbı çözmektir. En temel düzeyde kaydırıcı, kalıp açma veya kapamanın dikey hareketini yatay harekete dönüştürmek için kullanılır. Sürgü mekanizmaları tipik olarak bir şekillendirme yüzeyi, sürgü gövdesi, kılavuz pim, kama, pres bloğu ve aşınma plakası dahil olmak üzere birkaç temel bileşenden oluşur.
Genellikle, yan sürgü ve eğimli üst mekanizmayı tasarlayamadığınızda, kalıbı tasarladığımızda yaygın olmayan iç sürgü mekanizmasını tasarlamayı düşünürsünüz.
- Öncelikle iç sürgü gövdesi tasarlanacak, iç sürgünün ürünün iç tarafına sürüldüğüne ve beko ucunun yönünün ortak sürgü mekanizmasının eğimli kılavuz kolonunun yönünün tersi olduğuna dikkat edilecektir.
- İç sürgü ile kalıp çekirdeği arasındaki ayırma yönü, iç sürgünün çekirdeği çekmesi için uygun olan oyuktan kaçınmalıdır.
- İç sürgünün, sürgünün kalıbı kapatmadan ve basınçlı aşınma plakası tarafından bastırılmadan geriye gitmesini önlemek için yay yüklü olması gerekir.
- Ön kalıbın işlenmesini kolaylaştırmak için, sürtünmeli iç sürgü ile aşınmaya dayanıklı bir blok yapın, sürgü çekirdeğini çıkarın ve sıfırlayın.
- Bir sürgü genişliği 60 mm'den büyükse, 2 açılı pimin yerleştirilmesi düşünülmelidir; genişlik 80 mm'yi aşarsa, sürgünün altına ortada bir kılavuz çubuk yerleştirilmelidir. Eğer enjeksiyon kalıbı sürgü çok yüksekse, sürgünün düzgün hareket etmesini sağlamak için açı pimi deliğinin başlangıç noktasının alçaltılması gerekir.
Enjeksiyon kalıbındaki kaldırıcı ve sürgü arasındaki özel fark nedir?
Anlam farkı
Basit dikenler için uygun olan kalıp tasarımında ürünün içindeki dikenleri şekillendirmek için kullanılan bir mekanizmadır.
Sürgü, kalıp açma ve kapama yönünde veya açma ve kapama yönüne belirli bir açıda kayabilen bir kalıp bileşenidir.
Kaydırıcılar, ürünün yapısı kaydırıcı kullanılmadan kalıbın düzgün bir şekilde serbest bırakılamayacağı şekilde olduğunda kullanılır. Malzemenin kendisi uygun sertliğe, aşınma direncine ve hareketin sürtünmesine dayanacak yeterliliğe sahiptir.

Uygulamadaki farklılık
Kalıp eğimli üst kısmı esas olarak bakır bazlı, demir bazlı toz ürünler için ana kalıp elektrik işleme ekipmanında kullanılır; mekanik parçalar, takım malzemeleri ve ısıtılması kolay parçalar vb. ürünler; kauçuk kalıplama kalıbı basınçlı kauçuk kalıp, ekstrüzyon kalıp, enjeksiyon kalıp. Kauçuk lastik kalıbı, "O" conta kauçuk kalıbı vb.; plastik ürünler şekillendirme artı sarı kaya işlemi (termoset ve termoplastik kalıplama plastiği).
Kaydırıcı, püskürtme ekipmanı, CNC takım tezgahları, işleme merkezleri, elektronik, otomasyon makineleri, tekstil makineleri, otomotiv, tıbbi ekipman, baskı makineleri, paketleme makineleri, ağaç işleme makineleri, kalıp açma alanlarında yaygın olarak kullanılmaktadır, enjeksiyon kalıplama makine ve diğer birçok alan.

Mekanik mekanizmadaki farklılık
Kalıp kaldırıcının mekanik ortak çıkarma mekanizması, kalıp parçaları çıkarma mekanizması, çok bileşenli entegre çıkarma mekanizması, hava basıncı çıkarma mekanizması, eğimli kaydırıcı çıkarma mekanizması kullanılarak itme bloğu çıkarma mekanizmasıdır.
Hareketli çekirdeği dışarı çeken ve ardından çekirdeği fırlatan mekanizma enjeksiyon kalıplı parça Kalıplanmış parça serbest bırakıldığında kalıptan çıkan parçaya maça çekme mekanizması denir.
Bir enjeksiyon kalıp sürgüsünün özel uygulama ihtiyaçlarınızı karşılamak için en iyi seçim olup olmadığını nasıl belirleyebilirim?
Bir kişinin enjeksiyon kalıbı Slayt, özel uygulamanız için en iyi seçimdir, çeşitli faktörleri göz önünde bulundurmanız gerekir.
Birincisi, üretmek istediğiniz parçanın boyutudur. Sürgüler tipik olarak sadece küçük parçalar için kullanılır çünkü sürgünün düzgün çalışması için kalıbın açılıp kapanabilmesi gerekir.

İkinci faktör ise kalıplamak istediğiniz malzemedir. Enjeksiyon kalıplama Kaydıraklar genellikle daha yumuşak malzemeler için kullanılmaz çünkü yapışmaya ve eşit olmayan soğumaya neden olabilirler.
Son olarak, parçanızın üretim hacmini göz önünde bulundurmanız gerekecektir. Kaydırıcılar uzun üretim çalışmalarında aşınabilir ve pahalı olabilir. Ürün büyükse, üretim programınızı etkileyebilecek aşınma ve yıpranmayı önlemek için yedek sürgüler yapmanız gerekecektir.
Tüm bu faktörleri göz önünde bulundurursanız, bir enjeksiyon kalıplı kaydırıcı, özel uygulamanız için en iyi seçimdir.







