 Перейти к содержанию
Перейти к содержанию 


Процесс литья под давлением материала TPU необходим для производства гибких и прочных изделий, широко используемых в различных отраслях промышленности.
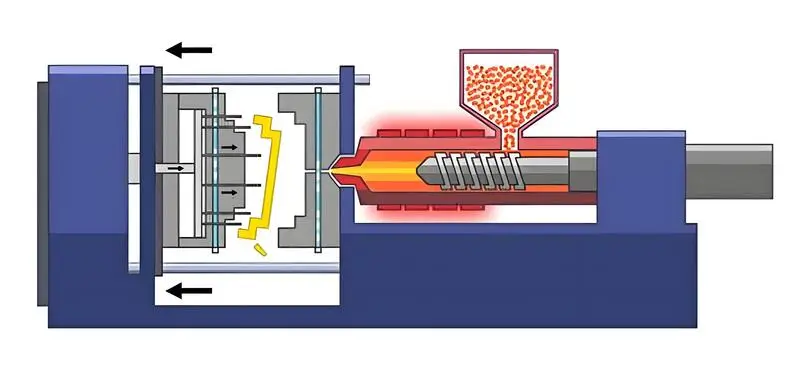
Литье ТПУ под давлением нагревает и впрыскивает гранулы ТПУ в формы для создания гибких, упругих деталей, обычно используемых в обуви, автомобилестроении и электронике.
В этом кратком обзоре описаны основные этапы литья ТПУ под давлением, но освоение всех тонкостей процесса может значительно улучшить характеристики изделий и повысить эффективность производства. Углубитесь в детали, чтобы узнать, как точная конструкция пресс-формы и оптимизация процесса могут улучшить ваши результаты.
Материалы TPU всегда биоразлагаемы.Ложь
Большинство материалов TPU не поддаются биологическому разложению, хотя есть и экологичные варианты.
Литье ТПУ под давлением менее эффективно, чем другие методы.Ложь
Литье TPU под давлением может быть высокоэффективным и часто выбирается за его способность производить детализированные и прочные детали.
Что такое материал TPU?
TPU, или термопластичный полиуретан, - это универсальный материал, известный своей превосходной эластичностью, прозрачностью и устойчивостью к маслам и истиранию, широко используемый в самых разных сферах.
Материал TPU, ценимый за гибкость, долговечность и устойчивость к истиранию и химическим веществам, используется в обуви, автомобильных салонах и корпусах телефонов, поскольку сочетает в себе эластичность, подобную резине, и прочность пластика.

TPU означает термопластичный полиуретан эластомер резина1. Это не текстиль в традиционном понимании, не говоря уже о коже. TPU преодолел многие недостатки ПВХ, полиуретановой кожи и полиуретанового покрытия и совершил большой прорыв в применении водонепроницаемых и дышащих тканей.
TPU2 не только обладает большинством характеристик резины и обычного пластика, но и имеет отличные комплексные физико-химические свойства. Это новый тип полимерного экологически чистого материала между резиной и пластиком. Он обладает как мягкостью резины, так и твердостью жесткого пластика.
TPU одновременно гибкий и прочный.Правда
Уникальный состав TPU позволяет ему сохранять гибкость, обеспечивая прочность и устойчивость к износу, что делает его идеальным для различных применений.
ТПУ используется только в одежде и обуви.Ложь
Хотя TPU популярен в производстве одежды и обуви, благодаря своим адаптивным свойствам он находит применение в автомобильной, медицинской и электронной промышленности.
Каковы основные характеристики материалов TPU?
Материалы TPU славятся своей универсальностью, предлагая уникальное сочетание гибкости, долговечности и прочности, и служат для различных отраслей промышленности - от обувной до автомобильной.
Материалы TPU обладают высокой эластичностью, отличной износостойкостью и гибкостью при различных температурах, что делает их идеальными для изготовления обуви, медицинских приборов и автомобильных деталей в сложных условиях эксплуатации.

Широкий диапазон твердости
Изменяя соотношение каждого реакционного компонента ТПУ, можно получать изделия различной твердости, причем при увеличении твердости изделия сохраняют хорошую эластичность и износостойкость. Жесткость ТПУ можно измерить модулем упругости.
Модуль упругости резины обычно составляет 1~10 МПа, ТПУ - 10~1000 МПа, а пластиков, таких как нейлон, ABS, PC, POM и т.д. - 1000~10000 МПа. Диапазон твердости TPU довольно широк, от 60 до 85 единиц по Шору A, и он обладает высокой эластичностью во всем диапазоне твердости.
Выдающаяся холодостойкость
ТПУ имеет низкую температуру стеклования и остается эластичным и гибким даже при температуре минус 35 градусов. Он эластичен в широком диапазоне температур от -40 до 120 градусов Цельсия без необходимости использования пластификаторов.
Маслостойкий, водостойкий, химически стойкий и устойчивый к плесени.
TPU хорошо противостоит воздействию масел (минеральных, животных и растительных, смазочных) и многих растворителей. TPU\'s стойкость к воздействию масла3 лучше, чем нитриловый каучук, и обладает отличной маслостойкостью.
Значение износа по Таберу составляет 0,5-0,35 мг, что является наименьшим показателем среди пластмасс. При добавлении MoS2, графита силиконового масла и т.д. коэффициент трения может быть снижен, а износостойкость улучшена.
Прочность на разрыв и удлинение: ТПУ обладает прочность на разрыв4 что в 2-3 раза больше, чем у натурального каучука и синтетического каучука. Прочность на разрыв полиэфирного ТПУ составляет почти 60 МПа, а удлинение - почти 410%. Прочность на разрыв полиэфирного ТПУ составляет 50 МПа, а удлинение - >30%.
Материалы TPU повышают долговечность изделий в суровых условиях.Правда
Устойчивость TPU к истиранию и химическим веществам позволяет использовать его в сложных условиях.
Материалы TPU подходят только для обуви.Ложь
Несмотря на широкое применение в обуви, материалы TPU также идеально подходят для автомобильной, медицинской и промышленной промышленности благодаря своей универсальности и эластичности.
Каковы технологические условия для процесса литья под давлением Tpu?
Литье термопластичного полиуретана (ТПУ) под давлением требует точного контроля технологических условий для обеспечения целостности материала и качества продукции.
Для оптимального литья ТПУ под давлением требуется температура расплава 200-220°C, температура формы 20-50°C и точные настройки давления для равномерного потока, что очень важно для применения в обуви и автомобильных деталях.

Температура
Температуры, которые необходимо контролировать в процессе формования ТПУ, следующие температура ствола5, температура сопла и температура пресс-формы6. Первые две температуры в основном влияют на пластификацию и текучесть ТПУ, а последняя температура влияет на текучесть и охлаждение ТПУ.
-
Температура ствола:Выбор температуры ствола связан с твердостью ТПУ. ТПУ с высокой твердостью имеет высокую температуру плавления и высокую максимальную температуру в конце бочки. Диапазон температур, используемых для обработки ТПУ, составляет 177~232℃. Распределение температуры в бочке обычно происходит от одной стороны бункера (задний конец) к соплу (передний конец), и постепенно увеличивается, так что температура ТПУ неуклонно повышается для достижения цели равномерной пластификации.
-
Температура сопла:Температура сопла обычно немного ниже максимальной температуры ствола, чтобы предотвратить вытекание расплавленного материала из прямого сопла. Если для предотвращения слюнотечения используется самозапирающееся сопло, температура сопла также может регулироваться в пределах максимального температурного диапазона ствола.

- MoldTemperature:Температура пресс-формы очень важна для внутренних характеристик и качества внешнего вида изделий из ТПУ. Она определяется многими факторами, такими как кристалличность ТПУ и размер изделия. Температура пресс-формы обычно контролируется с помощью охлаждающей среды постоянной температуры, например воды. TPU имеет высокую твердость, высокую кристалличность и высокую температуру пресс-формы. Например, Texin, твердость 480A, температура пресс-формы 20 ~ 30℃; твердость 591A, температура пресс-формы 30 ~ 50℃; твердость 355D, температура пресс-формы 40 ~ 65℃. Температура пресс-формы для изделий из ТПУ обычно составляет 10~60℃.Когда температура пресс-формы низкая, расплав замерзает преждевременно и образует потоки, которые не способствуют росту сферулитов, что приводит к низкой кристалличности продукта и позднему процессу кристаллизации, который вызывает пост-усадку и изменение характеристик продукта.
Давление
Давление в процессе литья под давлением включает в себя давление пластификации (противодавление) и давление впрыска7. Когда шнек отходит, давление на верхний расплав является противодавлением, которое регулируется переливным клапаном.

Увеличение противодавления повышает температуру расплава, снижает скорость пластификации, делает температуру расплава однородной, равномерно перемешивает красители и выпускает газ из расплава, но при этом увеличивает цикл формования. Противодавление для ТПУ обычно составляет 0,3~4 МПа.
Давление впрыска - это давление, оказываемое верхней частью шнека на ТПУ. Оно используется для преодоления сопротивления течению ТПУ из ствола в полость, увеличения скорости заполнения расплава и уплотнения расплава. Сопротивление течению ТПУ и скорость заполнения тесно связаны с вязкостью расплава, а вязкость расплава напрямую связана с твердостью ТПУ и температурой расплава.
Другими словами, вязкость расплава8 определяется температурой и давлением, а также твердостью ТПУ и скоростью деформации. Чем выше скорость сдвига, тем ниже вязкость. Если скорость сдвига остается неизменной, то чем выше твердость ТПУ, тем больше вязкость.
При постоянной скорости сдвига вязкость уменьшается с ростом температуры, но при высоких скоростях сдвига вязкость не так сильно зависит от температуры, как при низких скоростях сдвига. Давление впрыска ТПУ обычно составляет 20~110 МПа. Давление выдержки составляет около половины давления впрыска, а противодавление должно быть ниже 1,4 МПа, чтобы ТПУ пластифицировался равномерно.

Время
Время, необходимое для выполнения впрыска, называется циклом литья. Цикл литья включает в себя время, необходимое для заполнения формы, время, необходимое для удержания формы, время, необходимое для охлаждения формы, и другое время (например, время, необходимое для открытия формы, извлечения детали из формы и закрытия формы), которое влияет на то, сколько работы вы можете выполнить и как часто вы можете использовать свое оборудование.
Цикл формования для TPU обычно определяется твердостью TPU, толщиной детали и ее формой. Для твердого ТПУ цикл короткий, для толстых деталей - длинный, а для деталей разной формы - длинный. Цикл формования также связан с температурой формы. Цикл формовки для ТПУ обычно составляет от 20 до 60 секунд.
Скорость впрыска
Скорость впрыска в основном определяется конфигурацией изделий из ТПУ. Изделия с толстыми торцами требуют меньшей скорости впрыска, а изделия с тонкими торцами - большей скорости впрыска.
Скорость вращения винта
При обработке изделий из ТПУ необходимо использовать низкую скорость сдвига, поэтому скорость вращения шнека должна быть ниже. Скорость шнека для ТПУ обычно составляет 20~80 об/мин, а лучше 20~40 об/мин.
Лечение отключения
Поскольку ТПУ может разрушаться после длительного воздействия высокой температуры, после выключения его следует очистить с помощью PS, PE, акриловых пластиков или ABS; если выдержка превышает 1 час, нагрев следует отключить.

Постобработка продукции
ТПУ часто имеет неравномерную кристаллизацию, ориентацию и усадку из-за неравномерной пластификации в стволе или разной скорости охлаждения в полости пресс-формы. Это приводит к возникновению внутренних напряжений в изделии, которые более заметны в толстостенных изделиях или изделиях с металлическими вставками.
Продукты с внутреннее напряжение9 часто наблюдается снижение механических свойств в процессе хранения и эксплуатации, появление серебристых разводов на поверхности и даже деформация и растрескивание. Способ решения этих проблем в производстве - отжиг изделия. Температура отжига зависит от твердости изделия из ТПУ.
Температура отжига изделий с высокой твердостью также высока, а температура отжига изделий с низкой твердостью также низка. Слишком высокая температура может привести к короблению или деформации изделия, а слишком низкая температура не позволяет достичь цели устранения внутреннего напряжения.
Переработка вторичного сырья
В процессе переработки ТПУ отходы, такие как бегунки, литники и нестандартные детали, могут быть переработаны и использованы повторно. По результатам испытаний, вторичные материалы 100% без смешивания с новыми материалами не сильно снижают механические свойства и могут быть полностью использованы.
Но для поддержания физико-механических свойств и условий впрыска на оптимальном уровне рекомендуется, чтобы доля вторичного сырья составляла от 25% до 30%.
Правильные условия литья ТПУ под давлением предотвращают появление дефектов в готовых изделиях.Правда
Соблюдение идеальных параметров температуры и давления позволяет сохранить свойства материала и уменьшить такие дефекты, как коробление и пузыри.
Вы можете использовать любую температуру формы для ТПУ без ущерба для результата.Ложь
Неправильная температура пресс-формы может привести к плохой обработке поверхности и структурным проблемам, что подчеркивает важность соблюдения определенных температурных режимов.
Каковы меры предосторожности в процессе литья под давлением материалов из ТПУ?
В процессе литья под давлением материалов TPU пристальное внимание к температуре, скорости впрыска и условиям пресс-формы обеспечивает оптимальное качество и постоянство продукта.
Для успешного литья ТПУ под давлением необходимо поддерживать точную температуру, минимизировать влажность и регулировать скорость впрыска в соответствии с потребностями материала, предотвращая появление дефектов и обеспечивая высокое качество результатов в различных отраслях промышленности.
Сушка материалов
Поскольку ТПУ легко впитывает влагу и легко гидролизуется, если сырье ТПУ не высушено тщательно, это легко вызовет трудности при обработке. На поверхности литого под давлением изделия появятся пузырьки или серебристые разводы, а на поверхности экструдированного изделия - неровности, тусклость, пена и пенопласт.
Для обеспечения отсутствия брака в производстве и качества продукции рекомендуется, чтобы сырье ТПУ перед переработкой было полностью высушено до содержания влаги менее 0,05%.
Если для окрашивания используется углеродный порошок или маточная смесь, они должны быть полностью смешаны с натуральным красителем ТПУ и высушены вместе. Как правило, для сушки ТПУ используется сушилка с циркуляцией воздуха или осушительная сушилка. В зависимости от твердости, рекомендуемая температура сушки составляет 80-110℃, а время сушки - около 3 часов.
Переработка вторичного сырья
Материалы для форсунок, стиральных машин или плохие конечные продукты можно измельчить и смешать с новыми материалами, но перед использованием их необходимо снова высушить. По некоторым механическим физическим требованиям переработанные материалы не могут быть использованы в процессах литья под давлением.
Более 30% всего сырья. Экструдированные вторичные материалы должны перерабатываться отдельно или добавляться в новые материалы для литья под давлением. Также не следует хранить переработанные материалы слишком долго. Используйте сухие столешницы. Отходы, которые не могут быть переработаны, можно сжигать для получения тепла.

Управление скоростью и давлением впрыска
Скорость и давление впрыска важны для того, чтобы материал TPU хорошо растекался и заполнял форму. Если скорость и давление слишком высоки, материал может лопнуть или образовать пузырьки. Если скорость и давление слишком низкие, материал не сможет хорошо заполнить форму или изделие будет иметь шероховатую поверхность. Поэтому необходимо установить скорость и давление в соответствии с материалом и формой.
Контроль температуры в пресс-форме
Температура пресс-формы очень важна для кристалличности и усадки материала TPU. Правильная температура пресс-формы может помочь материалу кристаллизоваться и улучшить механические свойства и стабильность размеров изделия.
Но если температура формы слишком высока, это может привести к перегреву материала, его разложению или образованию пузырей. Если температура пресс-формы слишком низкая, это может привести к появлению следов холодного течения или усадки на поверхности изделия. Поэтому необходимо точно контролировать температуру пресс-формы, чтобы добиться наилучшего эффекта формования.

Избегайте чрезмерного нагрева и стрижки
При литье под давлением материалы TPU могут слишком сильно нагреваться и срезаться. Это может привести к тому, что материал не будет работать так же хорошо или у него возникнут проблемы. Поэтому нужно следить за тем, чтобы материал не нагревался слишком сильно и не сдвигался слишком сильно при литье под давлением, чтобы не испортить его.
Поддерживайте чистоту среды для литья под давлением
Чистота среды литья под давлением очень важна для качества литья материалов TPU. При наличии загрязнений и масляных пятен они могут прилипнуть к поверхности пресс-формы или смешаться с материалом, что приведет к появлению дефектов на поверхности изделия или ухудшению его характеристик.
Поэтому необходимо поддерживать чистоту в помещении для литья под давлением, регулярно чистить и обслуживать оборудование и пресс-формы.
Литье под давлением TPU требует точного управления температурой.Правда
Термопластичная природа TPU требует постоянного регулирования температуры для сохранения целостности материала и предотвращения дефектов.
Все материалы TPU можно формовать в одинаковых условиях.Ложь
Различные составы ТПУ могут требовать различных настроек температуры, скорости и давления для достижения желаемых результатов, что подчеркивает необходимость создания индивидуальных условий обработки.
Каков технологический процесс литья под давлением материала TPU?
Литье под давлением материалов TPU упрощает производство гибких и прочных компонентов, широко используемых в таких отраслях, как автомобилестроение и производство потребительских товаров.
При литье под давлением гранул ТПУ образуются гибкие, упругие детали, идеально подходящие для изготовления чехлов для телефонов, спортивного оборудования и медицинских приборов. Основные этапы включают подготовку материала, проектирование формы и охлаждение.

Процесс литья материала TPU под давлением включает в себя подготовку материала, проектирование пресс-формы, выбор машины для литья под давлением, настройку параметров процесса литья под давлением и последующую обработку продукта.
Подготовка материалов
Прежде чем приступить к литью гранул ТПУ под давлением, их необходимо подготовить. Это означает их сушку, предварительный нагрев и смешивание. Сушка позволяет избавиться от влаги в материале, чтобы при литье под давлением не образовывались пузырьки и трещины. Предварительный нагрев делает материал более текучим и помогает ему заполнить форму. Смешивание позволяет убедиться в том, что все материалы одинаковы и делают изделие более качественным.
Дизайн пресс-формы
Конструкция пресс-формы является ключевым звеном в процессе литья под давлением. Структура, размер и точность пресс-формы напрямую влияют на качество литья и эффективность производства изделия.
При разработке пресс-формы для литья материала TPU под давлением необходимо учитывать такие факторы, как текучесть материала, усадка и распалубка изделия. Разумная конструкция пресс-формы может эффективно снизить количество брака в изделии и повысить эффективность производства.

Выбор машины для литья под давлением
Правильный выбор термопластавтомата - залог стабильности процесса литья материала TPU под давлением и качества продукции. При выборе термопластавтомата необходимо учитывать такие факторы, как характеристики материала, размер и сложность изделия, а также эффективность производства.
Убедитесь, что давление впрыска, скорость впрыска, температура и другие параметры термопластавтомата соответствуют требованиям литья под давлением материалов TPU.
Настройка параметров процесса литья под давлением
Настройка параметров процесса литья под давлением имеет решающее значение для обеспечения качества литья материала TPU под давлением. К таким параметрам относятся давление впрыска, скорость впрыска, время выдержки, температура пресс-формы и т. д.

Правильно задав параметры процесса, вы сможете добиться того, чтобы материал TPU полностью вытекал и заполнял форму в процессе литья под давлением, избегая при этом таких дефектов, как пузыри и усадочные отверстия. Кроме того, вам может понадобиться настроить параметры процесса для достижения наилучшего эффекта литья в зависимости от характеристик материала TPU и требований к изделию.
Постобработка продукции
После литья под давлением изделия из ТПУ нуждаются в последующей обработке для устранения внутренних напряжений, улучшения стабильности размеров и качества поверхности. К распространенным методам последующей обработки относятся термообработка, охлаждение и обработка поверхности.
Термическая обработка позволяет устранить внутреннее напряжение, возникающее в изделии в процессе литья под давлением, и улучшить стабильность его размеров. Охлаждение помогает изделию быстро принять нужную форму и уменьшить деформацию. Обработка поверхности позволяет улучшить внешний вид и эксплуатационные характеристики изделия.
В результате литья под давлением из TPU получаются прочные и гибкие изделия.Правда
Уникальные свойства TPU делают его идеальным для производства деталей, требующих эластичности и упругости.
TPU - это то же самое, что и TPE при литье под давлением.Ложь
Несмотря на схожесть гибкости TPU и TPE, это разные материалы, отличающиеся составом и эксплуатационными характеристиками.
Какие дефекты существуют в процессе литья под давлением материалов из ТПУ?
Понимание дефектов при литье ТПУ под давлением имеет решающее значение для повышения качества и производительности конечного продукта.
К распространенным дефектам литья ТПУ под давлением относятся коробление, неполное заполнение, следы ожогов и раковин, которые часто возникают из-за неправильной температуры, скорости впрыска или конструкции пресс-формы, влияя на долговечность и внешний вид изделий.

Изделие имеет трещины
Трещины - это убийца для изделий из TPU, обычно они появляются в виде волосяных трещин на поверхности изделия. Если изделие имеет острые края и углы, оно часто трескается в этой части, что очень опасно для изделия. Основными причинами появления трещин в процессе производства являются трудности при формовке, переполнение формы, низкая температура формы и дефекты в структуре изделия.
Чтобы избежать трещин, вызванных некачественной формовкой, полость формы должна иметь достаточный уклон для формовки, а размер, положение и форма выталкивающего штифта должны быть соответствующими. При выталкивании сопротивление распалубке каждой части изделия должно быть одинаковым.
Переполнение происходит, когда в форму подается слишком много пластика. Это может быть вызвано слишком большим давлением впрыска или слишком большим количеством дозируемого материала. Когда вы переполняете форму, вы создаете слишком большое внутреннее напряжение в детали, и она трескается, когда вы пытаетесь извлечь ее из формы.

При переполнении формы увеличивается нагрузка на компоненты формы, что затрудняет извлечение детали из формы и приводит к растрескиванию (или даже поломке) детали. Когда вы видите, что это происходит, вам нужно уменьшить давление впрыска, чтобы остановить переполнение.
Внутреннее напряжение от переполнения обычно остается в области затвора. Область вблизи затвора является хрупкой, особенно область прямого затвора, и она сломается из-за внутреннего напряжения.
Плохой блеск поверхности изделий
Когда поверхность изделий из TPU теряет свой первоначальный блеск и становится тусклой или размытой, это называется плохим блеском поверхности.
Плохой блеск поверхности обычно вызван недостаточной полировкой поверхности формы. Если состояние поверхности полости формы хорошее, повышение температуры материала и формы может улучшить блеск поверхности изделия. Использование слишком большого количества легкоплавкого агента или маслянистого легкоплавкого агента также может привести к плохому блеску поверхности.
Кроме того, если материал впитывает влагу или загрязнен летучими веществами или посторонними примесями, это может привести к ухудшению блеска поверхности. Поэтому следует обращать внимание на факторы, связанные с формой и материалами.
Изделие имеет заусенцы
На изделиях из ТПУ часто образуются заусенцы. Когда давление сырья в полости формы слишком велико, возникающее усилие разделения превышает усилие смыкания, заставляя форму открыться, что приводит к переливу сырья и образованию заусенцев.

Существует множество причин появления заусенцев, например, проблемы с сырьем, проблемы с термопластавтоматом, неправильная настройка или даже сама пресс-форма. Поэтому, определяя причину заусенцев, действуйте от легкого к сложному.
Проверьте, тщательно ли высушено сырье, нет ли в нем посторонних предметов, смешиваются ли разные виды сырья, влияет ли вязкость сырья.
правильно отрегулируйте систему управления давлением термопластавтомата, а регулировка скорости впрыска должна быть согласована с используемым усилием смыкания; не изношены ли некоторые части пресс-формы, не заблокированы ли выпускные отверстия, разумна ли конструкция проточного канала.
есть ли отклонения в параллельности между шаблонами термопластавтомата, равномерно ли распределяется усилие на тяге шаблона, не изношены ли контрольное кольцо шнека и бочка расплава.

Недостаточное наполнение продуктов
Когда расплавленный материал не проходит через все углы формы, это называется недостаточным заполнением. Это происходит по нескольким причинам: условия формовки не соответствуют требованиям, форма плохо спроектирована или изготовлена, изделие имеет толстые и тонкие части и т.д.
Чтобы исправить ситуацию, можно повысить температуру материала и формы, увеличить давление и скорость впрыска, а также улучшить подачу материала. Также можно сделать бегунок или проточный канал больше или изменить положение, размер или количество литников, чтобы материал лучше вытекал. Можно также проделать в пресс-форме несколько отверстий, чтобы выпустить воздух.
Искривление и деформация изделий
Причинами коробления и деформации литьевых изделий из ТПУ являются слишком короткое время охлаждения и формования, слишком высокая и неравномерная температура формы, а также асимметричная система каналов потока.
Поэтому при проектировании пресс-формы старайтесь избегать слишком большой разницы в толщине одной и той же пластиковой детали; избегайте чрезмерно острых углов; избегайте слишком короткой буферной зоны, чтобы толщина сильно отличалась; кроме того, обратите внимание на установку соответствующего количества выталкивателей и проектирование разумного канала охлаждения полости.
Деформация - распространенный дефект при литье ТПУ под давлением.Правда
Коробление происходит из-за неравномерной скорости охлаждения, которая вызывает внутренние напряжения, приводящие к деформации формованных деталей.
Следы от раковин являются лишь косметической проблемой при формовке TPU.Ложь
Следы от раковин указывают на потенциальные недостатки конструкции, влияющие как на внешний вид, так и на целостность конечного продукта.
Заключение
Процесс литья под давлением материалов TPU - сложная и тонкая технология, требующая всестороннего учета множества факторов, таких как свойства материала, проектирование пресс-форм10Выбор машины для литья под давлением и настройка параметров процесса.
Точно контролируя ключевые звенья и технические моменты в процессе литья под давлением, мы можем производить высококачественные и высокоточные изделия из ТПУ. В будущем, благодаря постоянному улучшению характеристик материала TPU и непрерывным инновациям в технологии литья под давлением, у нас есть основания полагать, что технология литья под давлением материала TPU будет широко использоваться во многих областях и способствовать устойчивому развитию смежных отраслей.
-
Перейдите по этой ссылке, чтобы узнать о разностороннем применении и преимуществах ТПУ в различных отраслях промышленности. ↩
-
Изучите преимущества материалов TPU, включая их уникальные свойства и применение в различных отраслях промышленности. ↩
-
Узнайте, как маслостойкость TPU превосходит другие материалы, что делает его идеальным для применения в сложных условиях. ↩
-
Узнайте о впечатляющей прочности на разрыв TPU и его сравнении с натуральным и синтетическим каучуком. ↩
-
Температура бочки играет важную роль в пластификации и текучести ТПУ. Узнайте о ее влиянии на процесс формования, просмотрев этот ресурс. ↩
-
Понимание температуры пресс-формы имеет решающее значение для достижения оптимальных характеристик и качества изделий из ТПУ. Перейдите по этой ссылке, чтобы узнать больше. ↩
-
Давление впрыска является ключевым фактором для преодоления сопротивления течению и обеспечения качества изделий из ТПУ. Узнайте больше о его значении в процессе формования. ↩
-
Понимание факторов, влияющих на вязкость расплава, может повысить эффективность обработки ТПУ и качество продукции. ↩
-
Изучение внутренних напряжений в TPU может привести к улучшению долговечности и производительности изделий, что очень важно для обеспечения качества. ↩
-
Узнайте о том, что такое проектирование пресс-форм для литья под давлением. Проектирование пресс-форм для литья под давлением включает в себя процесс изготовления пресс-формы по определенной спецификации. ↩






