 Перейти к содержанию
Перейти к содержанию 

Пластик - один из четырех инженерных материалов (сталь, дерево, цемент и пластик), это высокомолекулярная синтетическая смола в качестве основного компонента, широко используемая в промышленности, сельском хозяйстве, национальной обороне и других отраслях.
Но пластик обладает некоторыми уникальными свойствами по сравнению с другими материалами, и эти свойства определяют некоторые уникальные случаи его использования, способы обработки, производственные процессы и т.д.
В этом блоге рассказывается о ключевых моментах структурного проектирования пластиковые литые детали из нескольких элементов: толщина стенки, угол вытягивания формы, усиление, отверстие, раскос, защелка, интерференционное соединение, допуск и т.д.

Толщина стенки
Обоснованное определение толщины стенок пластиковых деталей очень важно, поэтому другие формы и размеры, такие как арматура и закругленные углы, используются в качестве ориентира для определения толщины стенок.
Толщина стенок пластиковых изделий в основном определяется требованиями к использованию пластика, то есть изделие должно выдерживать внешние нагрузки, служить ли опорой для других деталей, выбором свойств пластикового материала, весом, электрическими свойствами, точностью размеров и стабильностью, а также монтажом и другими требованиями.
Общая толщина стенок из термопластика находится в диапазоне от 1 до 6 мм. Чаще всего используется толщина 2-3 мм, также выпускаются крупные детали толщиной более 6 мм.
A. Неравномерная толщина стенок
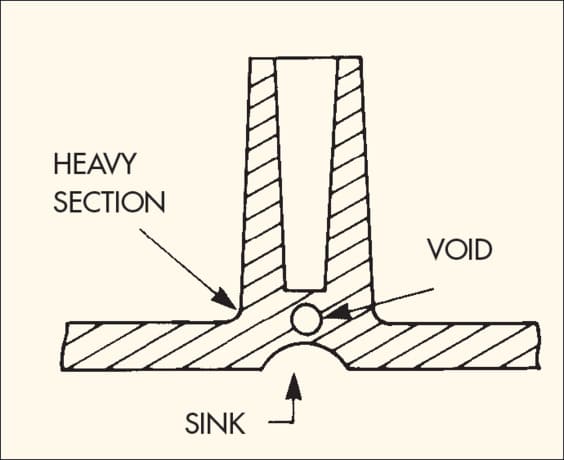
Равномерная толщина стенки является основным принципом при проектировании пластиковых деталей. Если номинальная толщина стенки неравномерна, это сделает скорость заполнения пластикового расплава и усадку при охлаждении неравномерной, что вызовет депрессию, вакуумный пузырь, деформацию и даже растрескивание, или даже приведет к усадочным следам, тепловому напряжению, искажению части прогиба, разному цвету или разной прозрачности.
При меньшей толщине стенок прочность и жесткость изделия будет низкой при использовании и сборке. С экономической точки зрения слишком толстые изделия не только увеличивают стоимость материала, но и удлиняют производственный цикл. Толстый участок клея остывает медленнее, чем следующий за ним тонкий участок, что приводит к образованию усадочных пятен.
B. Переход толщины стенки
Большинство более толстых клеев можно сконструировать с усилением, чтобы изменить общую толщину стенки. Помимо экономии материала и производственных затрат, это также позволяет сэкономить время охлаждения, которое примерно пропорционально толщине стенки.
Кроме того, при расчете толщины стенок также учитывается расход, т.е. расстояние расплава от затвора до каждой части полости.
Если отношение расхода к толщине стенки слишком велико, то в месте, удаленном от ворот, будет не хватать материала, о котором часто говорят, что он не полон. Поэтому, если необходимо, толщину стенки следует увеличить.

C. Острые углы
Острые углы обычно приводят к появлению дефектных деталей и концентрации напряжений. Острые углы часто вызывают нежелательное нарастание материала после процессов последующей обработки, таких как гальванизация и окраска.
Концентрированные зоны напряжения могут сломаться под воздействием нагрузки или удара, поэтому при проектировании следует избегать острых углов.
Направление освобождения формы и наклон вытягивания формы
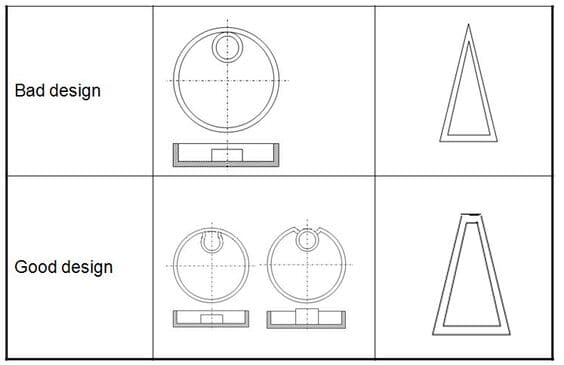
Каждый литьевое изделие В начале проектирования необходимо определить направление раскрытия пресс-формы и линию раздела, чтобы максимально снизить нагрузку на механизм извлечения стержня и устранить влияние линии раздела на внешний вид.
После определения направления раскрытия формы арматурные стержни, зажимы, бугорки и другие структуры изделия должны быть спроектированы таким образом, чтобы максимально соответствовать направлению раскрытия формы, чтобы избежать извлечения сердцевины, уменьшить линию разбора и продлить срок службы формы. После определения направления раскрытия формы можно выбрать подходящие линии расслоения для улучшения внешнего вида и эксплуатационных характеристик.
Когда инжекционная деталь выходит из движения пресс-формы, преодолевается сила разжима и сила раскрытия. Раскрытие пресс-формы означает выход формы детали из полости пресс-формы. Формованная деталь сжимается в процессе охлаждения, и стенки отверстия оказывают на сердцевину усилие смыкания.
Трение между формованной деталью и сердечником во время раскрытия формы, адсорбция вакуума на дне отверстия уплотнения во время раскрытия формы и многие другие причины, по которым усилие освобождения намного больше, чем литьевая форма сила открытия.
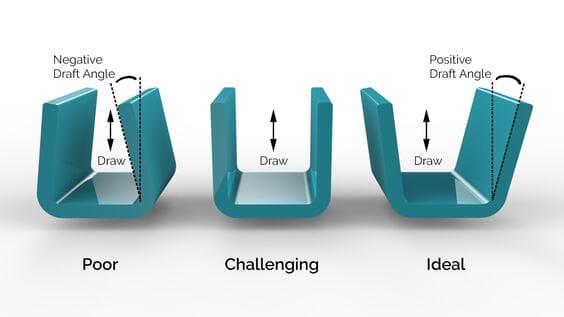
Чрезмерное усилие разжима может привести к деформации, побелению, сморщиванию и истиранию поверхности детали. Наклон пресс-формы является основным фактором, определяющим величину усилия разжима.
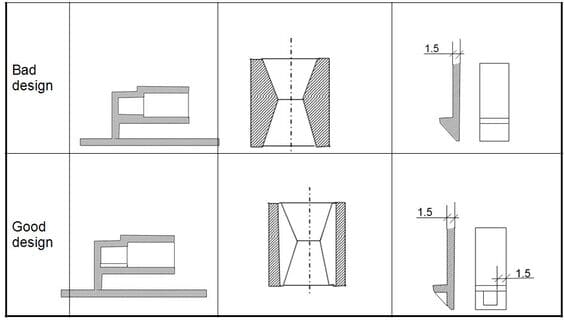
Чтобы сделать толщину стенок изделия равномерной и предотвратить прилипание изделия к более горячей вогнутой форме после раскрытия формы, угол раскрытия должен быть одинаковым как для вогнутой, так и для выпуклой формы.
Однако в особых случаях, если продукт должен быть закреплен на вогнутой матрице после открытия, угол выхода соседней вогнутой матрицы может быть соответствующим образом уменьшен, или на вогнутую матрицу может быть преднамеренно добавлен соответствующий люфт.
Не существует определенного размера угла вытягивания штампа, но обычно он определяется эмпирическими значениями. Как правило, для высокополированных внешних стенок можно использовать угол выхода 1/8° или 1/4°, в то время как изделия с глубокими или плетеными узорами требуют соответствующего увеличения угла выхода.
Кроме того, при рассмотрении наклона выпуска, в принципе, чем больше наклон, тем лучше для выпуска, но необходимо обратить внимание на обеспечение точности размеров пластиковых деталей, погрешность размера, вызванная наклоном выпуска, должна контролироваться в пределах диапазона точности размеров. При усадке и сложной форме пластиковых деталей следует учитывать больший угол выпуска.

Арматура
Прочность пластиковой детали не увеличивается полностью в зависимости от толщины ее стенки. Напротив, из-за увеличения толщины стенки, вызванного усадкой и внутренним напряжением, но снижает его прочность. Прочность пластиковых деталей зависит от жесткости основной, более тонкостенной комбинированной структуры, установленной в соответствующих частях для усиления момента инерции поперечного сечения.
Но после добавления арматуры соединение между арматурой и основной стеной обязательно станет толще, и эта толщина обычно зависит от максимальной окружности внутреннего разреза, то есть зависит от толщины сухожилия и радиуса корня угла.

Арматурные усадочные детали
Толщина арматуры должна быть минимальной, но и она ограничена. Если толщина сухожилия слишком мала, необходимо увеличить высоту сухожилия для повышения жесткости.
Слишком тонкое сухожилие при прессовании легко деформируется, материал нелегко заполнить при формовке, липкая форма и другие проблемы. Конечно, радиус нижнего угла сухожилия не может быть слишком маленьким, иначе он не будет играть роли в снижении концентрации напряжения.
Вообще говоря, радиус угла корня прутка не должен быть меньше 40% толщины прутка, толщина прутка должна быть между 50% и 75% соответствующей толщины стенки основного материала, высокое соотношение ограничивается небольшой усадкой потока материала.
Высота планки должна быть меньше пятикратной толщины основного материала. Бруски должны иметь углы разжима и располагаться в направлении разжима или подвижного узла формы. Расстояние между брусками должно быть больше удвоенной толщины основного материала.
Кроме того, обычно мы хотим, чтобы деталь была одинаково жесткой во всех направлениях, и самый простой способ добиться такого результата - добавить к детали бруски в поперечном и продольном направлениях и сделать их вертикальными.
Однако при этом возникает проблема увеличения толщины стенки в месте пересечения, что повышает вероятность усадки. Как правило, в этом случае в месте пересечения можно добавить круглое отверстие для создания равномерной толщины стенки.
Отверстие
В пластиковых деталях на отверстие, чтобы сделать его и другие части, чтобы присоединиться или увеличить сочетание функции продукта является общим методом, размер, и расположение отверстия должны стараться не составлять влияние на прочность продукта или увеличить сложность производства, следующие несколько факторов, которые должны быть рассмотрены при проектировании отверстия.
1. Расстояние между соединенными отверстиями или расстояние между отверстиями и прямыми краями соседних изделий не должно быть меньше диаметра отверстий, особенно величина края должна быть как можно больше, иначе место перфорации подвержено разрушению.
Если к отверстию прикреплена резьба, расстояние между отверстием для винта и краем изделия обычно превышает диаметр отверстия в три раза.
2. Типы отверстий обычно бывают сквозными, глухими и градиентными. С точки зрения сборки сквозные отверстия используются чаще, чем глухие, и их легче изготовить, чем глухие.
С точки зрения конструкции пресс-формы, конструкция сквозного отверстия также будет более удобной по структуре, которая может быть сформирована комбинацией двух сердечников, закрепленных на подвижной и неподвижной пресс-форме, или может быть сформирована только одним сердечником, закрепленным на подвижной или неподвижной пресс-форме.
В первом случае под действием текучей пластики образуются две консольные балки, но плечо силы короткое, а деформация невелика. Второй имеет нахлесточные соединения с подвижными и неподвижными формами и обычно образует простую опорную балку с небольшой деформацией.
При использовании двух стержней их диаметры должны немного отличаться, чтобы избежать смятия изделия из-за небольшого отклонения оси двух боковых колышков, а оба конца соединения должны быть отшлифованы.
Сердечники глухих отверстий представляют собой полностью консольные балки, которые легко изгибаются под воздействием жидкого пластика, и образовавшееся отверстие становится фигурным. Если диаметр глухого отверстия составляет всего 1,5 мм или меньше, глубина глухого отверстия не должна превышать размер диаметра. А толщина нижней стенки глухого отверстия не должна быть меньше одной шестой диаметра отверстия, иначе произойдет усадка.
3. Боковые отверстия часто формируются методом бокового стержня, что увеличивает стоимость пресс-формы, а если боковой стержень слишком длинный, его легко сломать, что увеличивает расходы на обслуживание пресс-формы.

Столб
Столбик выступает из равномерной толщины стенки резины и используется для сборки изделий, разделения предметов и поддержки других деталей. Полые опоры могут использоваться для вставки деталей, затягивания винтов и т. д.
Они должны обладать достаточной прочностью, чтобы выдержать давление и не сломаться. Столбы обычно делают цилиндрическими, поскольку они легко поддаются формовке и обладают хорошими механическими свойствами.
Как правило, колонна не должна быть выполнена в виде отдельного цилиндра, а должна быть соединена с внешней стенкой или максимально усилена, чтобы укрепить колонну и сделать поток клея более плавным, а соединение с внешней стенкой должно быть тонкостенным, чтобы избежать усадки.

Толщина стенки стойки должна составлять от 0,5 до 0,75 толщины основного материала, а верхнее отверстие стойки должно быть скошено, чтобы облегчить установку винтовой направляющей.
Верхнее отверстие колонны должно быть скошено для облегчения установки винтовой направляющей. Колонна должна иметь уклон для вытягивания формы. Эти пункты схожи с требованиями к конструкции арматурных стержней, поэтому можно сказать, что колонна - это разновидность стержня.
Snap
Сборка на защелках - это удобная сборка, экономия средств, экологичное соединение, потому что сочетание защелкивающихся частей при производстве готовой продукции одновременно с формовкой, сборка без других фиксирующих аксессуаров, таких как винты, до тех пор, пока сочетание двух сторон застежки находится в положении друг с другом, чтобы защелкнуться.
Принцип работы защелки заключается в продвижении части выступа через другую часть препятствия, в процессе продвижения происходит упругая деформация, когда через препятствие восстанавливается исходное состояние двух вместе.
Соединение с помехами
Отверстия и валы соединяются с помощью интерференционной посадки для передачи крутящего момента и других функций, интерференционное соединение является более удобным и простым. Основное внимание в процессе проектирования уделяется количеству помех, если количество помех слишком мало, соединение не будет надежным, если помехи слишком велики, его трудно собрать, но также легко сломать.
В процессе проектирования следует учитывать допуски отверстия и вала, а также рабочую температуру, поскольку температура напрямую влияет на размер помех.
В большинстве случаев вал является металлическим, и для обеспечения надежности соединения на сопрягаемом валу при проектировании обычно выполняются канавки с накаткой. Общая величина интерференции может быть рассчитана по следующей формуле.
Y=Sd( (K+v рукав)/E рукав)/K
Где S - расчетное напряжение, v - коэффициент Пуассона, E - модуль упругости, K - геометрический коэффициент, K может быть рассчитан по следующей формуле.
K = (1+(d/D)2)/(1 - (d/D)2)
Сила сопряжения может быть рассчитана по следующей формуле: W = Sdlπμ/K
μ - коэффициент трения, а l - длина сопряжения.
Кроме того, способами соединения пластиковых деталей являются горячая клепка, сварка, ультразвуковая сварка и т.д.
Влияние толерантности
Большинство пластиковых изделий могут достигать высокой точности в допуске размеров, в то время как некоторые материалы с высокой усадкой и мягкие материалы сложнее контролировать.
Поэтому в процессе проектирования изделия необходимо учитывать условия эксплуатации изделия, пластиковые материалы, форму изделия и т.д., чтобы установить жесткость допусков.
Поскольку требования клиентов становятся все выше и выше, прежняя концепция посадки должна быть постепенно пересмотрена. В изделии должны одновременно присутствовать посадка, точность и эстетика.
Чем выше допуск, тем выше качество продукта, но при этом выше стоимость и больше времени требуется для выполнения требований. литьё под давлением Процесс, как правило, делится на три уровня качества, а именно: общего назначения литьё под давлением, формовка средней точности, и прецизионное литье под давлением.
Общее назначение литьё под давлением Процесс требует низкого уровня контроля качества и характеризуется низким процентом возврата и быстрым производственным циклом. Средний -прецизионное литье под давлением может быть дороже, поскольку требует более высоких требований к изготовление пресс-форм и продукции процесс, требующий частых проверок качества.
Третий тип, точность тонкостенное литье под давлением цикл, требует точные формы, оптимальные условия производства и непрерывный контроль производства 100%. Это влияет на продолжительность производственного цикла, увеличивает себестоимость единицы продукции и затраты на контроль качества.
С точки зрения качества продукции, конечно, чем выше точность, тем лучше, но с точки зрения экономических затрат на производство чем ниже, тем дешевле. Дизайнеру в наше время приходится выбирать между этими двумя вариантами.
В общем, чтобы удовлетворить производительность, и внешний вид требования, с требованиями предпосылки соответствующего ослабления некритических допусков размера.

Выбор материалов
Вообще говоря, не существует плохого материала, есть только неправильный материал, используемый в определенной области. Поэтому конструктор должен досконально разобраться в характеристиках различных доступных материалов, а также тщательно протестировать эти материалы, чтобы изучить их влияние на характеристики формованных и обработанных изделий с учетом различных факторов.
Наиболее часто используемые в производство литья пластмасс под давлением Материал является термопластичным. Его можно разделить на аморфные и полукристаллические пластмассы. Эти два типа материалов существенно различаются по молекулярной структуре и свойствам, на которые влияет кристаллизация.
Полукристаллические термопласты используются в основном для изготовления механически прочных деталей, а аморфные термопласты часто применяются для изготовления корпусов, поскольку их нелегко согнуть.
Термопласты бывают неармированными, армированными стекловолокном, минеральными и стеклонаполненными.
Стекловолокна используются в основном для повышения прочности, жесткости и температуры применения; минералы и стекловолокна обладают меньшим армирующим эффектом и используются в основном для уменьшения коробления. Точную величину изменения свойств пластика при добавлении армирующих элементов следует уточнять у поставщика материала или опытным путем.
Некоторые термопластичные материалы, в частности PA6 и PA66, отличаются высокой гигроскопичностью. Это может оказывать значительное влияние на их механические свойства и стабильность размеров.
Некоторые требования связаны с обработкой и сборкой. Также важно исследовать возможность концентрации нескольких различных функций в одной детали, что может сэкономить дорогостоящие расходы на сборку.
Это руководство очень полезно для расчета производственных затрат. При расчете стоимости можно увидеть, что следует учитывать не только цену сырья, но и то, что материалы с высокими эксплуатационными характеристиками (жесткость, прочность) могут привести к уменьшению толщины стенок и, следовательно, сокращению производственного цикла. Поэтому важно перечислить все критерии и оценить их системно.
Скругленные углы
Острые углы обычно приводят к появлению деталей с дефектами и концентрацией напряжений, где сосредоточенные напряжения могут разрушиться при воздействии нагрузок или ударов.
Большие закругленные углы позволяют устранить этот недостаток, не только снижая фактор концентрации напряжения, но и делая течение пластика более плавным и легким, когда готовое изделие выходит из формы. Если внутренние углы закруглены, а внешние - острые, углы все равно будут толще, чем остальные, и усадка все равно произойдет.
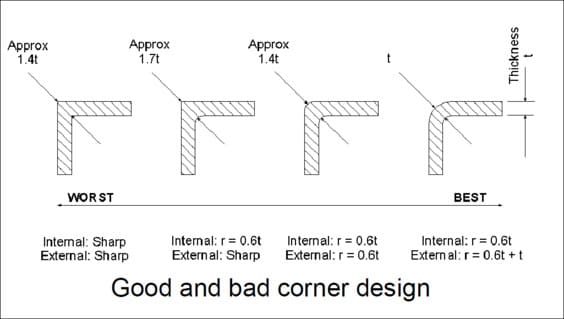
Мы можем сделать равномерную толщину стенки одинаковой, скруглив внутренний и внешний углы, в этом случае внешний угол будет равен сумме внутреннего угла и основной толщины стенки.
Руководство по проектированию углового долота также применимо к крепежному долоту типа "нависающая балка". Поскольку этот метод крепления требует сгибания консольного рычага, конструкция углового положения показывает, что если угловое положение дуги R слишком мало, то коэффициент концентрации напряжения будет слишком большим, поэтому изделие легко сломать при сгибании, дуговое положение R слишком велико, легко появляются усадочные линии и пустоты.
Поэтому положение дуги и толщина стенки находятся в определенном соотношении. Как правило, оно составляет от 0,2 до 0,6, идеальное значение - 0,5 или около того.
Заключение
В этой статье мы анализируем конструктивные особенности литые детали с точки зрения толщины стенки, угла наклона, усиления, отверстия, раскоса, защелки, интерференционного соединения, допуска и закругленного угла.
Конечно, дизайн литьевые изделия также ограничивается окружающей средой, условиями и требованиями, поэтому приходится иметь дело с конкретными ситуациями.







