 Перейти к содержанию
Перейти к содержанию 
Решения для автомобильных пресс-форм: Сертифицированная по IATF 16949 сталь
Откройте для себя инновационные решения из формовочной стали для автомобильной промышленности, обеспечивающие качество и соответствие требованиям сертификации IATF 16949. Узнайте больше прямо сейчас!
Полное руководство по решениям из формовочной стали для автомобильной промышленности по стандарту IATF 16949
Что такое IATF 16949 и как он связан с литьем под давлением?
IATF 16949:2016 является международным стандартом системы менеджмента качества (СМК) для автомобильной промышленности. Он был разработан Международной целевой группой автомобильной промышленности (IATF) и заменил более старый стандарт ISO/TS 16949. Его основная цель - постоянное совершенствование, предотвращение дефектов, снижение отклонений и потерь в цепочке поставок автомобилей.
Для производителей литьевых форм IATF 16949 - это не просто сертификат на стене; это всеобъемлющая система, которая регулирует каждый аспект их деятельности. Его связь с литьевой сталью прямая и глубокая:
- Управление процессом: Пресс-форма для литья под давлением - это критически важное производственное оборудование. Стандарт IATF 16949 требует жесткого контроля над всем оборудованием, влияющим на качество продукции. Поэтому состояние, производительность и долговечность пресс-формы находятся под пристальным вниманием.
- Управление рисками: Стандарт требует от организаций выявлять и снижать риски. Неправильный выбор стали для пресс-форм представляет собой значительный риск, который может привести к преждевременному выходу из строя инструмента, остановке производства и попаданию бракованных деталей к заказчику.
- Прослеживаемость: Стандарт IATF 16949 требует полной прослеживаемости. Это означает, что формовщик должен иметь возможность отследить сталь, использованную в конкретной пресс-форме, до ее источника, включая сертификаты завода и записи о термообработке. Это очень важно для анализа первопричины в случае возникновения проблем с качеством.
По сути, пресс-форма считается ключевым элементом процесса, а сталь - основой этого элемента. Несоответствующая или плохо подобранная сталь подрывает всю систему качества.
Критическая роль формовочной стали в контексте IATF 16949
В рамках стандарта IATF 16949 формовочная сталь - это не просто сырье. Это стратегический актив, свойства которого напрямую влияют на "пять М" производства: Человек, Машина, Метод, Материал и Измерение.
- Последовательность превыше объема: Автомобильные пресс-формы часто работают миллионы циклов. Сталь должна противостоять износу, деформации и усталости, чтобы первая деталь была по размерам и эстетике идентична миллионной. Это напрямую поддерживает цель IATF по снижению отклонений.
- Общая стоимость владения (TCO): Более дешевая, низкосортная сталь может сэкономить деньги на начальном этапе, но может привести к увеличению расходов за счет увеличения объема технического обслуживания, незапланированных простоев и частых ремонтов инструмента. IATF 16949 поощряет подход к оценке совокупной стоимости владения, при котором приоритет отдается долгосрочной надежности и производительности.
- Валидация и PPAP: Процесс утверждения производственных деталей (PPAP) является краеугольным камнем автомобильного качества. Пресс-форма должна быть способна стабильно производить детали, соответствующие всем спецификациям. Стабильность и долговечность стали пресс-формы являются залогом успешного PPAP и непрерывного производства.

Классификация автомобильных сталей для литья под давлением
Литьевые стали - это сложные сплавы, разработанные для обеспечения определенных эксплуатационных характеристик. Обычно они делятся на три основные категории, каждая из которых содержит различные марки, подходящие для различных автомобильных применений.
1. Предварительно закаленные стали:
Описание: Эти стали поставляются с прокатного стана уже термически обработанными до умеренной твердости (обычно 28-40 HRC). Это устраняет необходимость в термообработке после обработки, снижает риск деформации и экономит время.
Общие классы: P20, 1.2311, 1.2738.
Типичное применение: Формы для мало- и среднесерийного производства, большие основания форм, держатели и компоненты для неабразивных полимеров (например, PP, PE). Идеально подходят для внутренней отделки и крупных конструкционных деталей, где высокая полировка не является первостепенной задачей.

2. Стали со сквозным упрочнением (закалкой):
Описание: Эти стали поставляются в мягком, отожженном состоянии для облегчения обработки. После обработки они подвергаются термообработке (закалке и отпуску) для достижения высокой твердости (обычно 48-60 HRC).
Общие классы: H13 (1.2344), S7, 1.2343.
Типичное применение: Применение в больших объемах и при высокой степени износа. Формы для абразивных стеклонаполненных смол, используемых для изготовления деталей подкапотного пространства. Они обладают превосходной износостойкостью, прочностью и устойчивостью к термической усталости.

3. Нержавеющие стали:
Описание: Эти стали содержат большое количество хрома (>12%), обеспечивая превосходную коррозионную стойкость. Они необходимы при формовании коррозионно-активных смол (например, ПВХ) или при эксплуатации или хранении пресс-форм во влажной среде.
Общие классы: 420 (1.2083), S136 (1.2316).
Типичное применение: Формы для оптических компонентов, таких как линзы фар и световые трубы, требующие безупречной глянцевой полировки, которая не должна разрушаться со временем. Также используются для медицинских и пищевых целей, которые могут быть частью систем автомобиля (например, контейнеры для жидкостей).

Типичные сценарии применения пресс-форм, соответствующих требованиям IATF 16949
Выбор стали неразрывно связан с конечной деталью автомобиля, которая будет из нее изготовлена.
1. Компоненты интерьера (приборные панели, дверные панели, центральные консоли):
Выбор стали: Часто P20 или 1,2738.
Обоснование: Эти детали большие и сложные, часто с замысловатой текстурой. Объемы производства высоки, но смолы (PP, ABS, TPO), как правило, неабразивны. Предварительно закаленная сталь обеспечивает хороший баланс обрабатываемости для крупных инструментов и достаточной прочности для требуемого жизненного цикла.
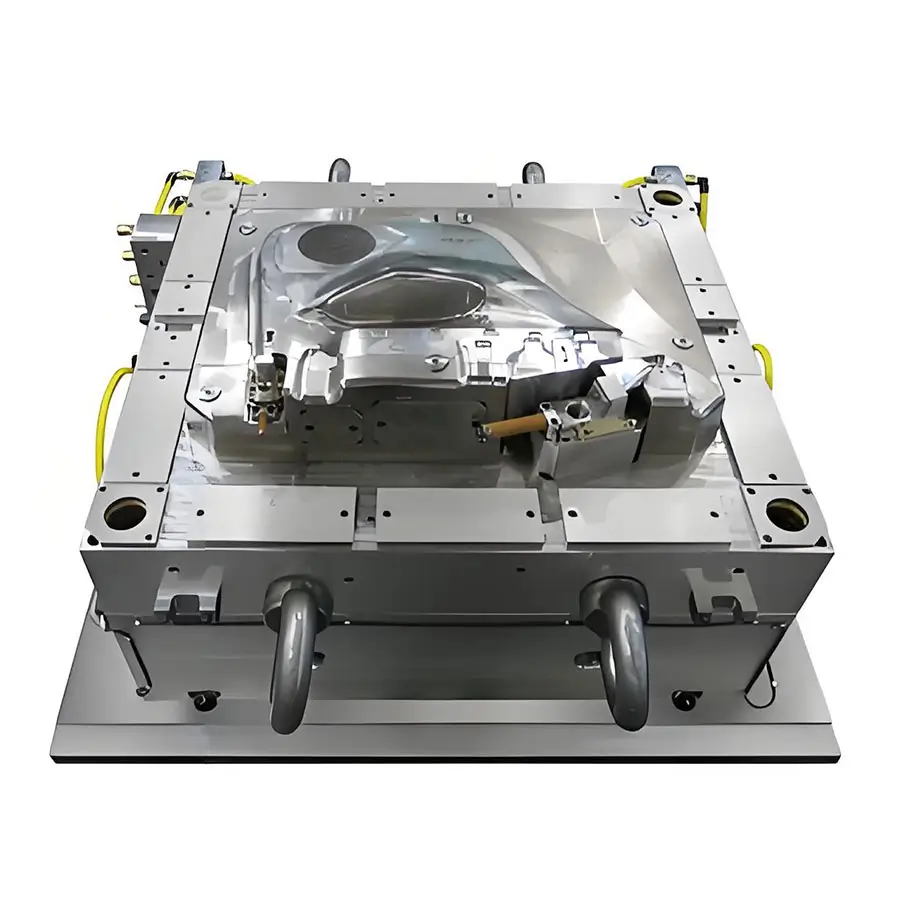
2. Компоненты под капотом (крышки двигателя, коллекторы воздухозаборников, кожухи вентиляторов):
Выбор стали: H13 или аналогичная инструментальная сталь для горячей обработки.
Обоснование: Эти детали изготавливаются из стеклонаполненных или минералонаполненных смол (PA66-GF30, PBT), которые обладают высокой абразивностью. Высокая твердость и износостойкость H13 со сквозной закалкой необходимы для предотвращения эрозии полости пресс-формы, что может привести к нарушению размеров.
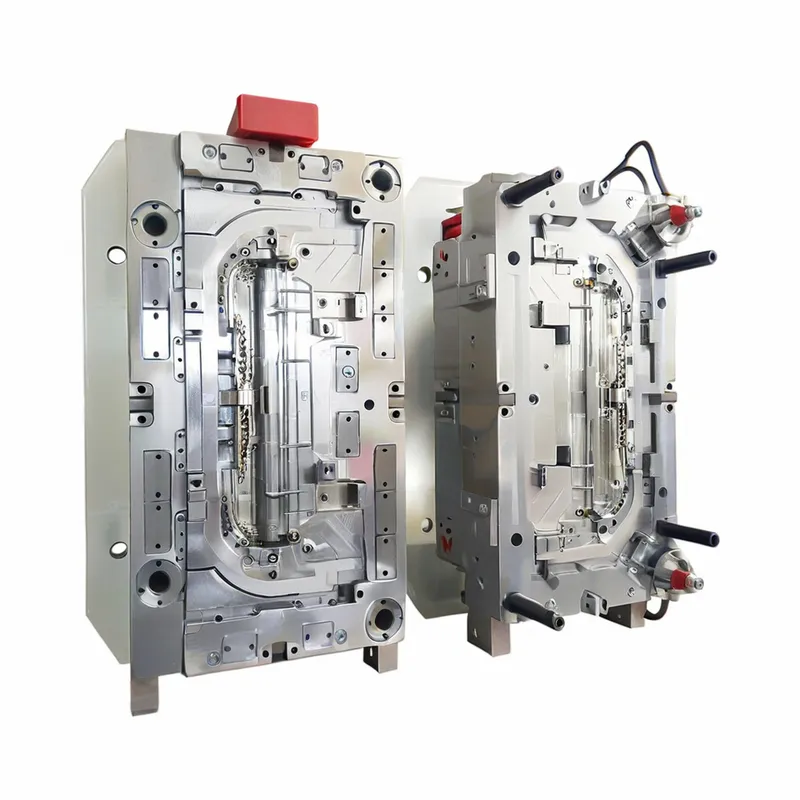
3. Внешнее освещение (линзы фар, крышки задних фонарей, трубы освещения):
Выбор стали: Высокочистая нержавеющая сталь, например S136 или 420ESR.
Обоснование: Оптическая чистота имеет первостепенное значение. Эти стали могут быть отполированы до зеркального блеска (SPI A-1). Их превосходная коррозионная стойкость гарантирует, что такая высокая полировка не будет омрачена ржавчиной или микроточечной коррозией во время производства или хранения, что может привести к дефектам линз.
4. Конструктивные элементы и элементы безопасности (бамперные балки, конструкции сидений):
Выбор стали: Высокопрочные марки, такие как S7 или модифицированная H13.
Обоснование: Эти формы могут подвергаться высоким нагрузкам и ударам во время формовки и обработки. Для предотвращения катастрофического разрушения инструмента прочность (способность поглощать энергию без разрушения) более важна, чем экстремальная твердость.

Преимущества выбора правильной стали в соответствии с IATF 16949
Осознанный выбор стали, отвечающей требованиям, дает ощутимые преимущества, которые напрямую соответствуют целям IATF 16949.
① Повышенное качество и постоянство продукта: Правильно подобранная сталь обеспечивает стабильность размеров и качество обработки поверхности, гарантируя соответствие каждой детали спецификации и уменьшая разброс между деталями.
② Повышение общей эффективности оборудования (OEE): Долговечная пресс-форма требует меньше внепланового обслуживания, что приводит к сокращению времени простоя и повышению производительности.
③ Снижение общей стоимости владения (TCO): Несмотря на более высокую первоначальную стоимость высококачественной стали, она окупается за счет увеличения срока службы пресс-формы, сокращения количества ремонтов и брака, что соответствует требованиям IATF, направленным на сокращение отходов.
④ Гарантированное соответствие и снижение аудиторского риска: Использование сертифицированной, прослеживаемой стали с надлежащей документацией соответствует ключевому требованию стандарта IATF 16949, упрощая проведение аудита и демонстрируя надежный контроль процесса.
⑤ Предсказуемая производительность: Высококачественная сталь от надежных поставщиков обеспечивает предсказуемое поведение в процессе обработки, термообработки и производства, сводя к минимуму неожиданности и отклонения в процессе.

Недостатки и риски неправильного выбора стали
И наоборот, срезание углов при производстве формовочной стали влечет за собой значительные риски, которые могут поставить под угрозу проект и репутацию поставщика.
① Преждевременное разрушение плесени: Использование стали с недостаточной прочностью или твердостью может привести к образованию трещин, сколов или катастрофическому разрушению, что повлечет за собой длительные простои и затраты на замену.
② Дефекты качества деталей: Изношенная или корродированная полость пресс-формы будет производить детали со вспышками, раковинами, неправильными размерами и плохой обработкой поверхности, что приведет к большому количеству брака и потенциальному отказу заказчика.
③ Задержки в производстве: Неисправный инструмент может остановить производство на несколько недель, что приведет к срыву сроков поставки и серьезным финансовым штрафам со стороны автопроизводителей.
④ Несоответствие требованиям IATF 16949: Использование неотслеживаемой или несоответствующей стали - это серьезный тревожный сигнал во время аудита, который может привести к составлению отчета о несоответствии (NCR), что может поставить под угрозу сертификацию поставщика.
⑤ Увеличение расходов на обслуживание: Низкосортная сталь требует более частой полировки, ремонта сварки и профилактического обслуживания, что отнимает много сил и средств, которые можно было бы использовать в других целях.
IATF 16949 и автомобильная сталь для литья под давлением: Полное руководство
Мастер по выбору стали для автомобильных пресс-форм для литья под давлением по стандарту IATF 16949.

Полное руководство по решениям из формовочной стали для автомобильной промышленности по стандарту IATF 16949
Основные свойства высокопроизводительных автомобильных формовочных сталей
При выборе формовочной стали инженеры оценивают сочетание свойств. Идеальный баланс зависит от области применения.
① Твердость: Способность стали сопротивляться вдавливанию и истиранию. Измеряется в твердости по шкале Роквелла C (HRC). Более высокая твердость повышает износостойкость, но иногда может снижать вязкость.
② Прочность: Способность стали поглощать удары и энергию без разрушения. Решающее значение для форм с острыми углами или форм, подвергающихся высокому давлению при впрыске.
③ Износостойкость: Способность противостоять потере материала в результате трения и истирания, что особенно важно при формовании стекла или пластмасс с минеральным наполнителем. Это напрямую связано с твердостью и наличием твердых карбидов в микроструктуре стали.
④ Устойчивость к коррозии: Способность противостоять химическому воздействию пластмасс (например, ПВХ, выделяющего HCl) или факторов окружающей среды (влажность). Это достигается за счет добавления хрома.
⑤ Возможность полировки: Возможность получения гладкой, бездефектной поверхности. Это зависит от чистоты стали (низкое содержание включений), однородности и микроструктуры. Стали премиум-класса часто производятся с использованием специальных процессов плавки, таких как электрошлаковое переплавление (ESR), для повышения чистоты и полируемости.
⑥ Обрабатываемость: Легкость, с которой сталь можно резать, сверлить и фрезеровать. Более мягкие, предварительно закаленные стали легче поддаются обработке, в то время как инструментальные стали высокой твердости более сложны и дороги в обработке.
⑦ Теплопроводность: Способность стали передавать тепло. Более высокая теплопроводность обеспечивает более быстрое охлаждение, что приводит к сокращению времени цикла. Это ключевое преимущество некоторых новых, специализированных марок.

Жизненный цикл формовочной стали в системе IATF 16949
IATF 16949 требует систематического, документированного подхода к управлению критическим оборудованием. Для формовочной стали этот жизненный цикл выглядит следующим образом:
① Спецификация и поиск: Процесс начинается с того, что инженерная группа указывает нужную марку стали, исходя из требований к детали. Затем отдел закупок должен получить эту сталь у проверенного, авторитетного поставщика, который может предоставить полный сертификат материала (mill cert) с подробным описанием его химического состава и свойств. Этот сертификат является первым звеном в цепи прослеживаемости.
② Обработка и термообработка: Все процессы обработки контролируются. Для закаливаемых сталей критически важен этап термообработки. Поставщик термообработки также должен быть утвержден и предоставить сертификат соответствия с подробным описанием используемого процесса (температура, закалочная среда, время) и достигнутой конечной твердости. Эти данные добавляются в файл истории инструмента.
③ Валидация (PPAP): Во время испытаний пресс-формы и выполнения PPAP проверяется работоспособность инструмента. Он должен доказать свою способность стабильно производить соответствующие детали. Здесь решаются любые проблемы, связанные со сталью (например, непредвиденный износ, проблемы с охлаждением).
④ Производство и профилактическое обслуживание: После запуска в производство пресс-форма подвергается тщательному профилактическому обслуживанию (ПТО) в соответствии с требованиями стандарта IATF 16949. Он включает в себя плановую очистку, осмотр на предмет износа или повреждений, а также незначительную полировку. Все действия по техническому обслуживанию регистрируются в файле инструмента.
⑤ Восстановление и окончание срока службы: После сотен тысяч или миллионов циклов инструмент может потребовать капитального ремонта или замены. Решение принимается на основе данных о производительности (SPC), записей о проверках и истории инструмента. Весь жизненный цикл документируется в соответствии с требованиями аудита.
Основные соображения по выбору и управлению сталью
Помимо основного заявления, в процессе отбора необходимо взвесить еще несколько факторов.
① Объем производства и жизненный цикл: Это прототип инструмента для 1000 деталей или крупносерийный инструмент для 5 миллионов деталей? Требуемая долговечность - самый важный фактор, определяющий необходимую марку стали.
② Часть Сложность и геометрия: Детали с тонкими стенками, глубокими ребрами или острыми внутренними углами создают концентрацию напряжений в пресс-форме. Для предотвращения образования трещин в этих местах требуется более прочная сталь.
③ Тип пластиковой смолы: Абразивные наполнители (стекло, углеродное волокно) требуют высокой износостойкости (H13). Коррозийные смолы (ПВХ, некоторые огнестойкие материалы) требуют нержавеющей стали (S136).
④ Требования к чистоте поверхности: Внутренняя панель с текстурой требует иных условий, чем кристально чистая оптическая линза. Требуемая отделка SPI (Society of the Plastics Industry) диктует необходимую полируемость стали.
⑤ Тип и расположение ворот: Место входа пластика в полость (затвор) является зоной повышенного износа. Обычно в месте расположения затвора используется отдельная вставка из инструментальной стали с высокой износостойкостью, даже если остальная часть пресс-формы изготовлена из более мягкой стали.
Лучшие практики по спецификации и проектированию стальных пресс-форм
① Сотрудничайте на ранних этапах: Привлеките изготовителя инструмента, поставщика материалов и термообработчика на ранних этапах проектирования. Их опыт может предотвратить дорогостоящие ошибки.
② Используйте FMEA для инструментов: Проведите анализ режимов и последствий отказов (FMEA) конструкции пресс-формы. Определите потенциальные режимы отказов, связанные со сталью (например, "трещина под острым углом", "износ затвора"), и внесите превентивные изменения в конструкцию.
③ Документируйте все: Создайте полную "Биографию инструмента" или файл истории для каждой пресс-формы. Сюда должны входить сертификат сталелитейного завода, сертификат термообработки, отчеты о проверках, журналы технического обслуживания и любые записи о ремонте. Это не подлежит обсуждению в соответствии с требованиями IATF 16949.
④ Укажите с точностью: Не указывайте просто "P20". Укажите поставщика, желаемый диапазон твердости (например, 30-32 HRC) и любые особые требования, например "должен быть подвергнут вакуумной дегазации".
⑤ Дизайн для технического обслуживания: Конструкция пресс-формы обеспечивает простое и безопасное обслуживание. Это включает в себя обеспечение свободного доступа к быстроизнашивающимся компонентам и использование стандартизированных компонентов, где это возможно.

Распространенные проблемы с формовочной сталью и их решения
| Проблема | Потенциальная причина (причины) | Решение(я), соответствующее(ие) требованиям IATF 16949 |
|---|---|---|
| Преждевременное растрескивание/разрушение | - Неправильный выбор стали (низкая прочность). - Неправильная термическая обработка. - Острые внутренние углы в дизайне. - Повышенное давление впрыска. | – Выберите более твердой стали (например, S7). – Проверьте сертификаты термообработки; используйте сертифицированного поставщика. – Изменить конструкция должна включать радиусы всех острых углов. – Проверить и контролировать параметры процесса формовки. |
| Коррозия/ржавчина | - Использование не нержавеющей стали с коррозийными смолами (ПВХ). - Неправильное хранение во влажной среде. - Загрязненные каналы охлаждения. | – Переключатель на нержавеющую формовочную сталь (S136, 420). – Реализовать строгая процедура хранения пресс-формы (чистая, сухая, с антикоррозийным покрытием). – Используйте очищенную воду и регулярно проводить очистку каналов. |
| Чрезмерный износ/эрозия | - Формование абразивных, стеклонаполненных материалов. - Твердость стали слишком низкая для данного применения. - Высокая скорость движения ворот. | – Используйте сталь высокой твердости со сквозной закалкой (H13). – Применить покрытие поверхности (PVD, азотирование) на участках с высоким уровнем износа. – Оптимизируйте конструкция затвора и параметры нагнетания для снижения скорости. |
| Плохая полировка или отделка деталей | - Сталь имеет низкую чистоту (включения, примеси). - Неправильная техника полировки. - Накапливание материала (газовыделение) на поверхности формы. | – Укажите высокочистая сталь класса ESR для оптических деталей. – Используйте опытные специалисты по полировке и документированные процедуры. – Выполните регулярная очистка в прессе и плановое профилактическое обслуживание. |
| Нестабильность размеров | - Недостаточное снятие напряжения после обработки. - Неправильная или неравномерная термическая обработка. - Сталь недостаточно прочна для формовочного давления. | – Включите последовательность черновая обработка -> снятие напряжения -> чистовая обработка. – Обеспечить термообработка выполняется квалифицированным поставщиком на современном оборудовании. – Выполните анализ заполнения пресс-формы для определения давления и выбора более прочной стали. |
Контрольный список выбора формовочной стали для соответствия требованиям IATF 16949
Используйте этот контрольный список на начальном этапе проектирования и закупок, чтобы не упустить ключевые моменты.
① Объем производства: Предполагаемое общее количество деталей для производства (>1 миллиона, 500k-1M, <500k)?
② Материал детали: Является ли пластиковая смола ненаполненной, абразивной (стекло/минеральное наполнение) или коррозийной (ПВХ/галогенизированная)?
③ Отделка поверхности: Какое требуется покрытие SPI (например, A-1 для линзы, B-2 для глянца, C-1 для полуглянца, D-3 для текстуры)?
④ Частичная сложность: Есть ли у детали тонкие стенки, глубокие ребра или острые углы, требующие высокой прочности стали?
⑤ Прослеживаемость: Предоставит ли поставщик полный сертификат на материал, прослеживаемый по номеру партии/нагрева?
⑥ Термическая обработка: Если используется закаливаемая сталь, сертифицирован ли поставщик термообработки и может ли он предоставить сертификат соответствия?
⑤ План технического обслуживания: Был ли разработан предварительный план технического обслуживания (например, частота чистки, точки осмотра)?
⑥ Бюджет: Решение основывается на первоначальной цене или на долгосрочной совокупной стоимости владения (TCO)?

Как выбрать правильную скорость впрыска?
Основные выводы – Металлическое литье под давлением (MIM1) сочетает в себе геометрическую сложность пластикового литья под давлением с механическими свойствами кованых или литых металлических деталей, достигая плотности выше 95% от
Крупный план бежевой пластиковой решетчатой структуры с квадратными углублениями и круглым сечением с двумя выступами на плоской поверхности.
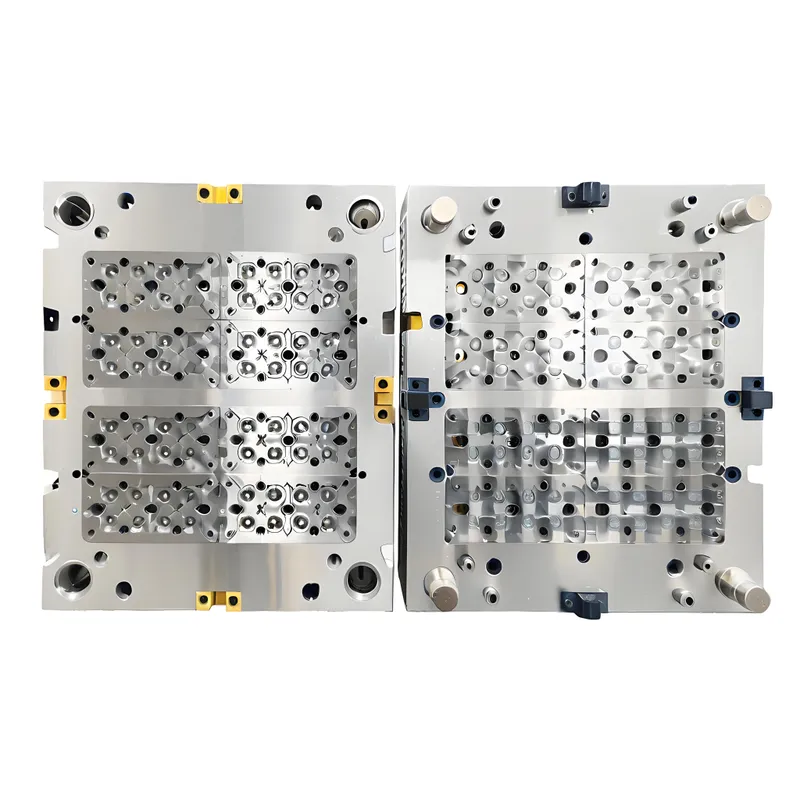
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

Каковы преимущества использования литья металлов под давлением
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

