 Saltar para o conteúdo
Saltar para o conteúdo 

Hot Runners: Um Guia Abrangente | ZetarMold moldagem por injeção, enhancing efficiency and product quality across various industries.
Os canais quentes minimizam o desperdício e melhoram os tempos de ciclo, mantendo a fusão do plástico a temperaturas óptimas durante a moldagem. São normalmente utilizados no fabrico de automóveis, bens de consumo e dispositivos médicos. As principais vantagens incluem a redução dos custos de material e uma maior consistência na qualidade das peças.
Embora esta visão geral destaque as vantagens dos canais quentes, compreender a sua conceção e aplicação é crucial para otimizar os seus processos de produção. Explore mais para descobrir como os diferentes sistemas de canais quentes podem melhorar a sua eficiência de fabrico.
- Hot runners keep plastic molten in the runner system, eliminating cold-runner waste and reducing cycle times below 5 seconds for thin-wall parts.
- Temperature control and balanced flow are the two most critical technical factors—poor control causes gate defects, flash, and uneven cavity fill.
- Valve-gate systems offer the highest precision but require the most complex maintenance; open systems are simpler but less versatile.
- Hot runner molds save 10–20% on material costs in high-volume production by eliminating runner scrap entirely.
- Proper manifold and nozzle design, verified through CAE analysis, is essential for multi-cavity mold success.
For buyers, the important question is not whether hot runners are advanced, but whether they fit the resin, part weight, annual volume, gate appearance requirement, and maintenance capability of the supplier. A hot runner can be a strong investment when the runner would waste expensive material, but it can also become a hidden cost if the system is poorly balanced or hard to service.
“Hot runners reduce cycle times in injection molding.”Verdadeiro
Os canais quentes mantêm o plástico derretido, reduzindo o tempo de arrefecimento e acelerando todo o processo de produção.
“Hot runners are more expensive than cold runners in every case.”Falso
Embora os canais quentes tenham geralmente um custo inicial mais elevado, a sua eficiência e poupança de material podem levar a custos globais mais baixos na produção a longo prazo.
Qual é o princípio da câmara quente?
Hot runners keep melt hot inside heated mold channels, so no cold slug forms and no runner scrap is produced.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Os canais quentes mantêm a temperatura do plástico fundido durante todo o processo de moldagem, evitando a solidificação e reduzindo o desperdício. Esta tecnologia é amplamente utilizada em indústrias como a automóvel, produtos de consumo e dispositivos médicos. As principais vantagens incluem tempos de ciclo melhorados, custos de material mais baixos e maior consistência nos produtos acabados.
Hot runner systems are divided into adiabatic runners and micro semi hot runner system1.The hot runner, also known as the non-runner, means that the plastic in the runner does not solidify after each injection, and the water outlet in the runner does not need to be removed when the plastic product is demolded. Since the plastic in the runner is not solidified, the runner is still unobstructed during the next injection. In short, the hot runner is an extension of the injection molding machine nozzle.
The hot runner is a heating component system used in injection molds to inject melted plastic particles into the mold cavity. A hot runner mold is a new structure that heats the runner and channel of a traditional mold or three-plate mold, so that the runner and runner do not need to be removed during each molding.
Quais são os principais factores técnicos que afectam os corredores quentes?
Nozzle design, temperature control, and gate type are the three variables that decide hot runner reliability in production.

To make a hot runner mold project successful, you need to make sure you have a few things in place. The two most important technical things you need to have are: control of plastic temperature and control of plastic flow.
Controlo da temperatura do plástico
O controlo da temperatura do plástico é muito importante quando se utiliza um molde de canal quente. Se não controlar bem a temperatura, terá muitos problemas com o seu processo e com a qualidade das suas peças. Por exemplo, se utilizar uma porta de ponta quente, terá muitos problemas com a qualidade da sua porta. Se utilizar uma porta de válvula, terá muitos problemas com o fecho do pino da válvula.
Se tiver um molde com várias cavidades, terá muitos problemas com o tempo de enchimento e a qualidade das suas peças. Se puder, tente obter um sistema de canais quentes que tenha muitas zonas para poder controlar melhor a temperatura e ter mais flexibilidade.
Control of Plastic Flow
O fluxo de plástico deve ser equilibrado no sistema de canal quente. As comportas devem ser abertas ao mesmo tempo para permitir que o plástico preencha cada cavidade de forma sincronizada. Para moldes familiares com uma grande diferença no peso das peças, a conceção do tamanho do canal deve ser equilibrada. Caso contrário, algumas peças não serão enchidas com pressão suficiente, enquanto outras serão enchidas com demasiada pressão, ou o flash será demasiado grande e a qualidade será má. A conceção do tamanho do corredor de canal quente deve ser razoável.
If the size is too small, the pressure loss will be too large.If the size is too big, the hot runner volume will be too big, and the plastic will stay in the hot runner system for too long, which will damage the material properties and cause the parts to fail to meet the use requirements after molding. There are already CAE flow analysis software such as MOLDCAE that specifically helps users to design the best runner.
Que tipos de calhas quentes existem?
There are two main types of hot runners: open and closed systems. Open systems allow direct flow of molten plastic, while closed systems use a manifold2 to maintain temperature and reduce waste. Hot runners are widely utilized in industries such as automotive, consumer goods, and medical devices, offering benefits like reduced material usage and improved part consistency.
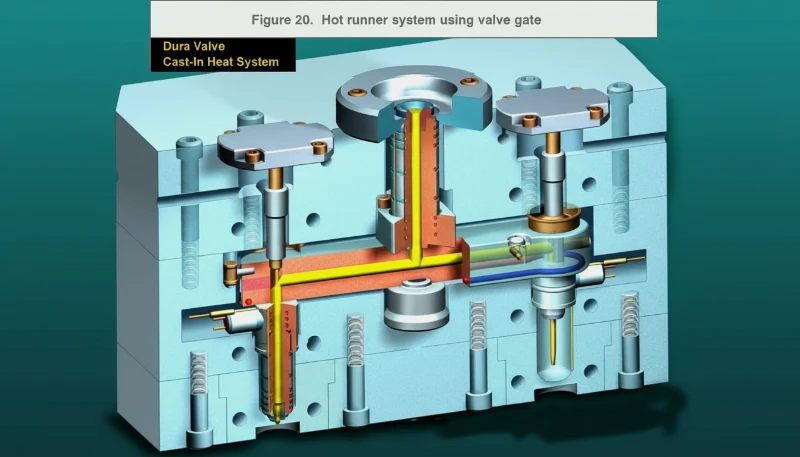
Tipo de válvula de agulha
O sistema de porta de válvula é um sistema mecânico de agulha de válvula que acciona a agulha de válvula com pressão de ar. As câmaras quentes de válvula de agulha poupam materiais, têm uma bela superfície de plástico e têm uma qualidade interna apertada e alta resistência. Existem dois tipos principais de câmaras quentes de válvulas de agulha no mundo (com base no princípio de injeção): tipo de cilindro e tipo de mola.
Quais são os tipos de sistemas de canais quentes?
Existem dois tipos principais de sistemas de canais quentes: abertos e fechados. Os sistemas abertos expõem a massa fundida à atmosfera, o que é mais simples, mas pode levar à degradação do material. Os sistemas fechados, no entanto, mantêm a massa fundida contida, minimizando o desperdício e mantendo a integridade do material. Ambos os sistemas aumentam a velocidade de produção e a consistência das peças, tornando-os essenciais em indústrias como a automóvel e a de bens de consumo.
Os sistemas de canal quente podem ser divididos em sistemas de canal totalmente quente e sistemas de canal semi-quente. Os sistemas de canal quente podem ser divididos em três tipos: sistemas de canal quente de bocal único, sistemas de canal quente de bocal múltiplo e sistemas de canal quente de porta de válvula.
Sistema de câmara quente de cabeça única
O sistema de câmara quente de cabeça única é composto principalmente por um bico único, uma cabeça de bico, uma placa de ligação de bico, um sistema de controlo de temperatura, etc.
É necessário controlar as dimensões d, D, L e ajustar a espessura da placa de ligação do bocal de modo a que a placa fixa de fixação do molde pressione a face final da placa de ligação do bocal para controlar o deslocamento axial do bocal, ou utilizar diretamente o bocal da máquina de moldagem por injeção para suportar a face final da placa de ligação do bocal para atingir o mesmo objetivo.
Sistema de câmara quente com várias cabeças
O molde de plástico do sistema de canais quentes com várias cabeças é bastante complicado. O plástico fundido é injetado na placa de ligação do bocal pela máquina de moldagem por injeção, flui para o bocal através da placa de canal quente, atinge a cabeça do bocal e depois é injetado na cavidade. O bocal do sistema de canal quente tem de corresponder à dimensão radial D1 e aos requisitos de limite da dimensão axial com a placa de molde fixa.
A cabeça do bico e o inserto fixo do molde têm de corresponder à dimensão radial d para garantir que o plástico fundido não transborda para a parte não cavitária, e a dureza do inserto fixo do molde tem de ser endurecida até cerca de 50HRC. A distância L entre a superfície de corte e a superfície de posicionamento axial do bocal quente tem de ser rigorosamente controlada.
| Parâmetro | Tolerance | Objetivo |
|---|---|---|
| Radial dimension D1 | ±0,01 mm | Nozzle-to-plate alignment |
| Radial dimension d | ±0,005 mm | Prevent plastic overflow |
| Gap (room temp) | 0.025 mm | Thermal expansion compensation |
| Hardness (insert) | ~50 HRC | Wear resistance at gate |
A dimensão deve ser determinada com base na distância real L\' do bocal à temperatura ambiente mais a extensão real ΔL do bocal à temperatura normal de funcionamento do molde. Para garantir que o bocal se encaixa na placa de canal quente de forma fiável e não deforma a placa de canal quente, é fornecida uma almofada de ajuste acima do topo do bocal.
A almofada de ajuste e a superfície de posicionamento axial do bocal limitam o movimento axial do bocal e controlam eficazmente a possível deformação da placa de canal quente. À temperatura ambiente, a distância entre a almofada de ajuste e a placa de canal quente e a placa de molde fixa é controlada para ser de 0,025 mm, de modo a que, após o molde ser aquecido, a almofada de ajuste seja apenas pressionada à temperatura de trabalho.
O assento de posicionamento e o pino de posicionamento do sistema de canal quente controlam a posição da placa de canal quente no molde. O assento de posicionamento e a placa de molde fixa devem ter uma dimensão radial D2 correspondente e a profundidade h deve ser controlada com precisão. A direção axial do assento de posicionamento suporta a placa de canal quente e suporta diretamente a pressão de injeção da máquina de injeção.
O pino de posicionamento deve coincidir com a placa fixa da placa de câmara quente. Deve existir espaço suficiente entre a placa da câmara quente e a placa do molde para envolver o material de isolamento. A placa de canal quente e a placa fixa devem ter ranhuras de cablagem suficientes para permitir que o cabo de alimentação saia do molde e se ligue ao assento de cablagem instalado no molde.
There is a radial dimension D1 matching requirement between the nozzle connecting plate and the fixed mold fixing plate so that the injection head of the injection molding machine can cooperate well with the nozzle connecting plate on the mold. Near the hot runner plate, the fixed mold plate, the hot runner plate fixing plate, and the fixed mold fixing plate are connected with screws to enhance the rigidity of the hot runner plate.
Sistema de canal quente com porta de válvula
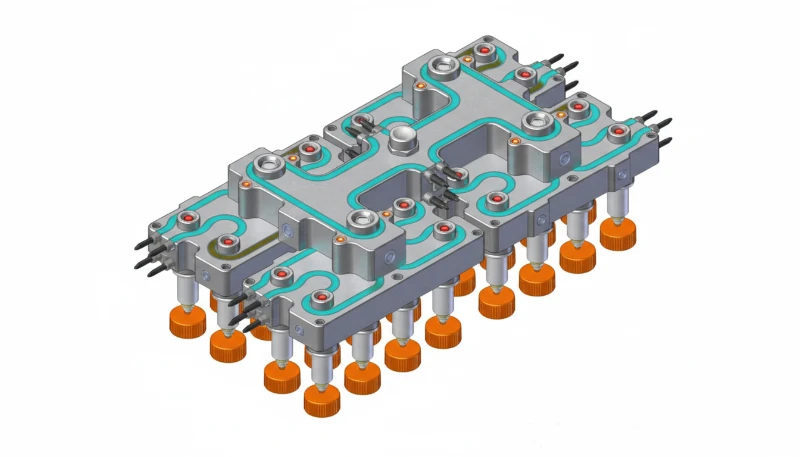
O que é a montagem de câmara quente?
A hot runner assembly is the manifold, nozzles, heaters, and sensors that deliver molten plastic straight to each cavity.

Anel de posicionamento
The positioning ring positions the molde de injeção in the injection molding machine to make sure the mold is lined up right with the machine.
Bocal principal
Quando a resina é injectada no molde, esta é a porta por onde a resina entra a partir do bocal da máquina de moldagem por injeção. Dependendo do tipo de resina e do design da câmara quente, o componente da porta pode ser aquecido para otimizar o processo de moldagem.
Coletor
Os colectores são utilizados quando existem várias cavidades num molde ou quando existem vários pontos de alimentação ou quando existe um único ponto de alimentação mas o nível do material está deslocado. O material é normalmente P20 ou H13. Os colectores dividem-se geralmente em duas categorias: normalizados e não normalizados. A sua forma estrutural é determinada principalmente pela distribuição das cavidades no molde, pela disposição dos bocais e pela localização das comportas.
Os colectores permitem que a resina flua para diferentes bicos e pontos de injeção (gates). Os colectores são normalmente utilizados quando existem várias cavidades ou quando é necessário mais do que um bico/porta para cada peça. Os colectores podem ser utilizados para uma variedade de materiais, designs e formas, e são normalmente optimizados através da análise CAE para melhorar o processo de moldagem.
Bocal
There are two types of hot nozzles: open hot nozzles and needle valve hot nozzles. The type of hot nozzle you use determines the type of hot runner system you need and the type of mold you need to make. So, hot runner systems are divided into open hot runner systems and needle valve hot runner systems.
Tecnologia de aquecimento
A tecnologia de aquecimento é a base de todos os sistemas de canais quentes e tem um grande impacto no processo de moldagem e na qualidade das peças. Existem vários métodos de aquecimento, cada um com as suas próprias vantagens e desvantagens. Escolha a câmara quente correta com base nos diferentes processos de moldagem, desempenho da peça, fiabilidade e requisitos de custo. As tecnologias de canais quentes mais comuns incluem aquecedores com correias/placas de aquecimento, aquecedores adesivos/flexíveis ou aquecedores soldados.
Quais são as vantagens da câmara quente?
The advantages of hot runner are the main categories or options explained in this section. Hot runners cut material waste by up to 50%, shorten cycle times, and eliminate runner regrind—making them essential for high-volume injection molding.
In our Shanghai factory, we run 47 injection molding machines from 90T to 1850T with an in-house mold manufacturing facility. With over 20 years of experience, we’ve found that hot runner systems consistently reduce material waste by 15–30% on multi-cavity production runs—especially on our larger tonnage presses where runner volumes would otherwise be significant.
Ciclo reduzido
O ciclo de moldagem das peças é encurtado. Uma vez que não existe limite de tempo de arrefecimento para o sistema de canais, as peças podem ser ejectadas a tempo após a moldagem e cura. O ciclo de moldagem de muitas peças de paredes finas produzidas com moldes de canal quente pode ser inferior a 5 segundos.
Alargar o âmbito de aplicação
Melhorar a qualidade do produto
Quando está a fabricar peças de plástico com um molde de canal quente, pode controlar a temperatura do plástico fundido no sistema de canal. Isto significa que o plástico pode fluir para cada cavidade do molde de uma forma mais uniforme, de modo a obter peças sempre com a mesma qualidade. As peças fabricadas com um molde de canal quente têm boas aberturas, pouca tensão depois de serem retiradas do molde e não ficam danificadas.
É por isso que se vêem muitos produtos de alta qualidade fabricados com moldes de canal quente. Muitas das peças de plástico dos telemóveis MOTOROLA, das impressoras HP e dos computadores portáteis DELL são fabricadas com moldes de canal quente.
Poupar plástico
Reduzir os resíduos
Automatização da produção
Quais são as desvantagens da câmara quente?
The main drawbacks of hot runners are higher tooling cost, added maintenance complexity, and the risk of thermal degradation in heat-sensitive resins.
Aumento dos custos
“Valve-gate hot runner systems produce gate marks that are virtually invisible on the finished part.”Verdadeiro
Valve gates use a mechanical pin to close the gate cleanly, leaving only a tiny witness mark—ideal for cosmetic surfaces like automotive exterior panels.
“Hot runner systems eliminate the need for any mold temperature control.”Falso
Hot runners only heat the runner channel; the mold itself still requires its own temperature control system (cooling channels) to solidify the part properly after filling.
Elevados requisitos de equipamento
For example, poor plastic sealing leads to plastic overflow and damage to hot runner components, interrupting production, and poor relative position of nozzle inserts and gates leads to serious decline in product quality.
Operação e manutenção complexas
Hot runner molds are more complicated to operate and maintain than cold runner3 molds. If you don\’t operate them properly, it\’s very easy to damage the hot runner parts, which will make production impossible and cause huge economic losses. For new users of hot runner molds, it takes a long time to accumulate experience.
Quais são as áreas de aplicação das calhas quentes?
Hot runners serve automotive, medical, packaging, electronics, and consumer goods—anywhere high-volume precision molding is needed.
Indústria automóvel
Indústria eletrónica
Domínio dos dispositivos médicos
Perguntas mais frequentes
Perguntas mais frequentes
What Is the Difference Between a Hot Runner and a Cold Runner?
A hot runner keeps the plastic molten inside the runner channel using electrically heated components, so no runner scrap is produced and parts eject cleanly after each cycle with no secondary trimming needed. A cold runner allows the plastic in the feed channels to solidify along with the part, producing waste that must be trimmed, reground, or discarded. Hot runners save material and reduce cycle time but cost significantly more upfront and require careful temperature management. Cold runners are simpler, cheaper, and better suited for short production runs or frequent material changes.
How Much Does a Hot Runner System Cost?
Um sistema de hot runner típico adiciona 3.000 a 15.000 dólares americanos ou mais ao custo total do molde, dependendo do número de bicas, da complexidade das válvulas de fecho, do número de zonas de temperatura e da sofisticação do controlador. Para séries de produção de alto volume que excedem 100.000 peças, a poupança de material resultante da eliminação dos resíduos do canal de distribuição muitas vezes paga o investimento em poucos meses. Para séries curtas com menos de 5.000 peças, o custo adicional raramente se justifica economicamente. Faça sempre uma comparação detalhada do custo por peça, incluindo poupanças de material, redução do tempo de ciclo e custos de manutenção, antes de optar por um sistema de hot runner.
Podem Todos os Plásticos Ser Usados em Sistemas de Canais Quentes?
A maioria dos termoplásticos funciona bem com hot runners, mas materiais sensíveis ao calor como PVC, POM (acetal) e certos graus retardadores de chama requerem um controlo cuidadoso da temperatura para evitar degradação térmica no interior do manifold. Materiais com janelas de processamento muito estreitas ou propensos à geração de gases exigem projetos de bica especializados e um controlo preciso da temperatura zona a zona. As resinas com carga de vidro também aceleram o desgaste dos componentes do hot runner, sendo necessários canais de fluxo endurecidos. O seu fornecedor de hot runner deve confirmar a compatibilidade com o seu grau específico de resina e fornecer perfis de temperatura recomendados para resultados de processamento ideais.
Como se Mantém um Molde de Canais Quentes?
A manutenção regular inclui limpar as bicas e os manifolds durante a manutenção programada do molde, verificar as resistências de aquecimento e as termopares para detetar desgaste ou queima, inspecionar os pinhões das válvulas para detetar riscos ou empenamento, e verificar a integridade das vedações para evitar fugas de plástico para os canais da fiação. A maioria das oficinas de produção agenda a manutenção do hot runner a cada 50.000 a 100.000 ciclos ou sempre que o molde é retirado da máquina. Documentar as leituras das zonas de temperatura ao longo do tempo ajuda a detetar tendências de degradação antes de causarem defeitos de qualidade. Manter à mão resistências de aquecimento, termopares e kits de vedação de reserva minimiza o tempo de inatividade não planeado durante séries de produção críticas.
O que Causa Estrias de Cor em Peças Moldadas por Hot Runner?
Estrias de cor nas peças de hot runner geralmente resultam de material residual de uma cor anterior ou de um grau de resina que estagnou em zonas mortas no interior do manifold ou dos canais das bicas. Tempo de purga insuficiente, zonas de baixa temperatura que permitem que o material fique retido, ou superfícies internas desgastadas que criam microbolsas são causas comuns. Uma purga completa à temperatura de fusão correta, seguida de uma inspeção física dos canais de fluxo durante a manutenção, previne a maioria dos problemas de estrias. Alguns projetos modernos de hot runner apresentam trajetórias de fluxo otimizadas e superfícies internas polidas especificamente para minimizar as zonas mortas e acelerar as mudanças de cor.
Quando Deve Escolher uma Válvula-Ponto de Injeção em vez de um Canal Quente de Ponto Aberto?
Escolha sistemas de válvula-ponto de injeção quando a aparência cosmética do ponto de injeção é crítica — painéis exteriores automóveis, invólucros de eletrónica de consumo e caixas de dispositivos médicos exigem marcas de ponto de injeção praticamente invisíveis. As válvulas-ponto também permitem o enchimento sequencial para moldes familiares com peças de volumes diferentes e fornecem controlo preciso de pressão para resinas de grau de engenharia. Os sistemas de ponto aberto são significativamente mais económicos e mais simples de manter, tornando-os a melhor escolha para aplicações não cosméticas, resinas comuns como o polipropileno e moldes onde uma pequena marca residual na superfície do ponto de injeção é aceitável para o utilizador final.
Quantas Zonas de Temperatura Precisa um Canal Quente?
O número de zonas depende do layout do coletor, do número de cavidades e da complexidade da geometria da peça. Um molde simples com um único bico pode precisar apenas de uma ou duas zonas, enquanto um molde multi-cavidade complexo com dezasseis ou mais quedas pode exigir oito a vinte zonas controladas independentemente. Mais zonas proporcionam um controlo mais fino da viscosidade do fundido em cada ponto de injeção, o que é crítico para moldes familiares onde diferentes cavidades produzem peças com pesos ou espessuras de parede diferentes. Executar uma análise de fluxo CAE antes da ferramentagem ajuda a determinar a configuração ótima de zonas e a identificar potenciais problemas de equilíbrio numa fase inicial do processo de projeto.
Um Sistema de Canais Quentes Aumenta o Tempo de Ciclo do Molde?
Não — os sistemas de canais quentes geralmente diminuem o tempo de ciclo em vez de o aumentar. Ao eliminar o canal frio, não há uma secção grossa do canal que precise de arrefecer e solidificar antes da ejeção. Peças de parede fina produzidas com canais quentes podem atingir tempos de ciclo inferiores a cinco segundos em produção. A única exceção ocorre quando um canal quente mal projetado adiciona massa térmica excessiva ao molde que interfere com o arrefecimento geral, mas isto é incomum em sistemas projetados profissionalmente. A redução do tempo de ciclo, combinada com a poupança de material, é um dos argumentos económicos mais fortes para investir em tecnologia de canais quentes para produção de médio a alto volume.
Qual é o principal objetivo de um sistema de hot runner?
O principal propósito de um sistema de canais quentes é manter o plástico fundido quente dentro do molde até atingir o ponto de injeção da cavidade. Isto reduz ou elimina o refugo do canal frio, melhora a utilização do material e pode encurtar o ciclo de moldagem quando o canal controlaria o tempo de arrefecimento. Também ajuda os moldes multi-cavidade a encher de forma mais consistente quando o coletor está corretamente equilibrado. Os compradores devem confirmar a qualidade do ponto de injeção, a estabilidade da temperatura, o acesso para manutenção e o suporte de peças sobressalentes antes de aprovar a ferramenta, porque um canal quente bem especificado é mais fácil de validar durante os ensaios de produção e evita retrabalhos dispendiosos posteriormente.
Quando é que um hot runner é melhor do que um cold runner?
Um canal quente é geralmente melhor do que um canal frio quando o volume de produção é estável, a resina é cara, o canal seria pesado, ou a aparência do ponto de injeção e o equilíbrio da cavidade são importantes. É menos atrativo para protótipos, trabalhos de volume muito baixo, mudanças frequentes de cor, ou materiais que degradam durante um longo tempo de residência no coletor. A decisão deve comparar o custo do molde, a resina poupada por ciclo, a redução do tempo de ciclo, o refugo de arranque, o custo de manutenção e o risco de tempo de inatividade, em vez de focar apenas no orçamento inicial da ferramenta fornecido pelo fabricante do molde.
Quais são os riscos comuns dos moldes de canais quentes?
Os riscos comuns dos canais quentes incluem fugas de fundido, falha do aquecedor, deriva do termopar, cavidades desequilibradas, formação de fios no ponto de injeção, partículas pretas, estrias de cor e degradação do material. Muitos destes problemas parecem questões do processo de moldagem mesmo quando a causa raiz está dentro da parte quente do molde. Uma boa revisão do molde deve verificar o layout do coletor, a folga de expansão térmica, a integridade do assento do bico, o percurso da proteção da fiação, a calibração do tamanho do ponto de injeção, o arrefecimento próximo do ponto de injeção e a facilidade com que os aquecedores ou pinos de válvula podem ser substituídos durante a manutenção programada.
Como devem os compradores avaliar um fornecedor de canais quentes?
Os compradores devem avaliar se o fornecedor consegue explicar o tipo de ponto de injeção, a marca do canal quente, o número de zonas de temperatura, o método de equilíbrio do coletor, a compatibilidade do controlador, a lista de peças sobressalentes e o plano de validação de ensaio. O fornecedor deve fornecer desenhos, mapas de zonas, configurações de temperatura recomendadas e evidência de amostras T1, em vez de apenas dizer que um canal quente poupará material. Evidências úteis de ensaio incluem dados de peso da cavidade, curvas de pressão de injeção, fotografias da aparência do ponto de injeção, contagem de refugo de arranque, relatórios de inspeção dimensional e uma lista de ações corretivas tomadas durante a amostragem.
Um canal quente reduz sempre o custo total de moldagem?
Um hot runner nem sempre reduz o custo total de moldagem. Pode reduzir o desperdício de resina, o tempo de arrefecimento e o manuseamento manual do canal de distribuição, mas também aumenta o custo do molde, o custo do controlador, o custo de manutenção e o risco técnico. O retorno do investimento é maior quando o volume anual de moldagem é elevado e o canal de distribuição seria pesado ou feito de resina cara. Para séries de produção curtas com menos de 10.000 peças, um cold runner simples pode ser mais barato e mais fácil de manter, mesmo que gere alguns resíduos do canal de distribuição que têm de ser retriturados ou descartados após cada ciclo.
How Do Hot Runners Shape the Future of Injection Molding?
A câmara quente (Hot Runner Systems) é um sistema de componentes de aquecimento utilizado em moldes de injeção para injetar partículas de plástico fundido na cavidade do molde. Os moldes de canais quentes são uma nova estrutura que aquece os canais e as pistas dos moldes tradicionais ou moldes de três placas, de modo a que os canais e as pistas não precisem de ser removidos em cada formação.
A tecnologia de canais quentes foi introduzida na indústria dos plásticos há mais de 50 anos e mudou completamente as capacidades do processo de moldagem por injeção, melhorando a qualidade das peças moldadas por injeção, melhorando a eficiência operacional, reduzindo o refugo e poupando dinheiro. Veja o nosso conceção de moldes de injeção for a comprehensive overview.
-
hot runner system: Um sistema de hot runner é um conjunto aquecido no interior de um molde de injeção que mantém o plástico fundido no canal de distribuição e reduz o desperdício associado ao cold runner. ↩
-
manifold: Um manifold é um bloco de distribuição aquecido que encaminha o plástico fundido da bica da máquina para vários pontos de injeção no interior do molde. ↩
-
cold runner: Um cold runner é um sistema de alimentação convencional do molde em que o plástico do canal de distribuição solidifica a cada ciclo e deve ser separado da peça moldada. ↩







