 İçeriğe geç
İçeriğe geç 

Hot runners revolutionize the enjeksiyon kalıplama, enhancing efficiency and product quality across various industries.
Sıcak yolluklar, kalıplama sırasında plastik eriyiğini optimum sıcaklıklarda tutarak israfı en aza indirir ve döngü sürelerini iyileştirir. Otomotiv, tüketim malları ve tıbbi cihaz üretiminde yaygın olarak kullanılırlar. Temel faydaları arasında malzeme maliyetlerinin azaltılması ve parça kalitesinde tutarlılığın artırılması yer alır.
Bu genel bakış sıcak yollukların avantajlarını vurgularken, tasarımlarını ve uygulamalarını anlamak üretim süreçlerinizi optimize etmek için çok önemlidir. Farklı sıcak yolluk sistemlerinin üretim verimliliğinizi nasıl artırabileceğini keşfetmek için daha fazlasını keşfedin.
- Hot runners keep plastic molten in the runner system, eliminating cold-runner waste and reducing cycle times below 5 seconds for thin-wall parts.
- Temperature control and balanced flow are the two most critical technical factors—poor control causes gate defects, flash, and uneven cavity fill.
- Valve-gate systems offer the highest precision but require the most complex maintenance; open systems are simpler but less versatile.
- Hot runner molds save 10–20% on material costs in high-volume production by eliminating runner scrap entirely.
- Proper manifold and nozzle design, verified through CAE analysis, is essential for multi-cavity mold success.
For buyers, the important question is not whether hot runners are advanced, but whether they fit the resin, part weight, annual volume, gate appearance requirement, and maintenance capability of the supplier. A hot runner can be a strong investment when the runner would waste expensive material, but it can also become a hidden cost if the system is poorly balanced or hard to service.
“Hot runners reduce cycle times in injection molding.”Doğru
Sıcak yolluklar plastiği erimiş halde tutarak soğutma süresini azaltır ve genel üretim sürecini hızlandırır.
“Hot runners are more expensive than cold runners in every case.”Yanlış
Sıcak yolluklar genellikle daha yüksek bir başlangıç maliyetine sahip olsa da, verimlilikleri ve malzeme tasarrufları uzun vadeli üretimde daha düşük genel maliyetlere yol açabilir.
Sıcak Yolluk Prensibi Nedir?
Hot runners keep melt hot inside heated mold channels, so no cold slug forms and no runner scrap is produced.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Sıcak yolluklar, kalıplama süreci boyunca erimiş plastiğin sıcaklığını koruyarak katılaşmayı önler ve israfı azaltır. Bu teknoloji otomotiv, tüketici ürünleri ve tıbbi cihazlar gibi sektörlerde yaygın olarak kullanılmaktadır. Temel avantajları arasında iyileştirilmiş döngü süreleri, daha düşük malzeme maliyetleri ve bitmiş ürünlerde daha fazla tutarlılık yer alır.
Hot runner systems are divided into adiabatic runners and micro semi hot runner system1.The hot runner, also known as the non-runner, means that the plastic in the runner does not solidify after each injection, and the water outlet in the runner does not need to be removed when the plastic product is demolded. Since the plastic in the runner is not solidified, the runner is still unobstructed during the next injection. In short, the hot runner is an extension of the injection molding machine nozzle.
The hot runner is a heating component system used in injection molds to inject melted plastic particles into the mold cavity. A hot runner mold is a new structure that heats the runner and channel of a traditional mold or three-plate mold, so that the runner and runner do not need to be removed during each molding.
Sıcak Koşucuları Etkileyen Temel Teknik Faktörler Nelerdir?
Nozzle design, temperature control, and gate type are the three variables that decide hot runner reliability in production.

To make a hot runner mold project successful, you need to make sure you have a few things in place. The two most important technical things you need to have are: control of plastic temperature and control of plastic flow.
Plastik Sıcaklığının Kontrolü
Sıcak yolluk kalıbı kullanırken plastiğin sıcaklığını kontrol etmek çok önemlidir. Sıcaklığı iyi kontrol etmezseniz, prosesiniz ve parçalarınızın kalitesiyle ilgili birçok sorun yaşarsınız. Örneğin, sıcak uçlu bir kapak kullanırsanız, kapağınızın kalitesiyle ilgili pek çok sorun yaşarsınız. Bir valf kapısı kullanırsanız, valf piminin kapanmasıyla ilgili birçok sorun yaşarsınız.
Çok gözlü bir kalıbınız varsa, dolum süresi ve parçalarınızın kalitesiyle ilgili birçok sorun yaşarsınız. Mümkünse, sıcaklığı daha iyi kontrol edebilmeniz ve daha fazla esnekliğe sahip olabilmeniz için çok sayıda bölgesi olan bir sıcak yolluk sistemi almaya çalışın.
Control of Plastic Flow
Plastikler sıcak yolluk sisteminde dengeli akmalıdır. Plastiğin her bir boşluğu eşzamanlı olarak doldurmasını sağlamak için kapılar aynı anda açılmalıdır. Parça ağırlığında büyük fark olan AİLE KALIBI için yolluk boyutu tasarımı dengeli olmalıdır. Aksi takdirde, bazı parçalar yeterli basınçla doldurulmazken, diğerleri çok fazla basınçla doldurulacak veya flaş çok büyük olacak ve kalite düşük olacaktır. Sıcak yolluk yolluk boyutunun tasarımı makul olmalıdır.
If the size is too small, the pressure loss will be too large.If the size is too big, the hot runner volume will be too big, and the plastic will stay in the hot runner system for too long, which will damage the material properties and cause the parts to fail to meet the use requirements after molding. There are already CAE flow analysis software such as MOLDCAE that specifically helps users to design the best runner.
Ne Tür Sıcak Yolluklar Vardır?
There are two main types of hot runners: open and closed systems. Open systems allow direct flow of molten plastic, while closed systems use a manifold2 to maintain temperature and reduce waste. Hot runners are widely utilized in industries such as automotive, consumer goods, and medical devices, offering benefits like reduced material usage and improved part consistency.
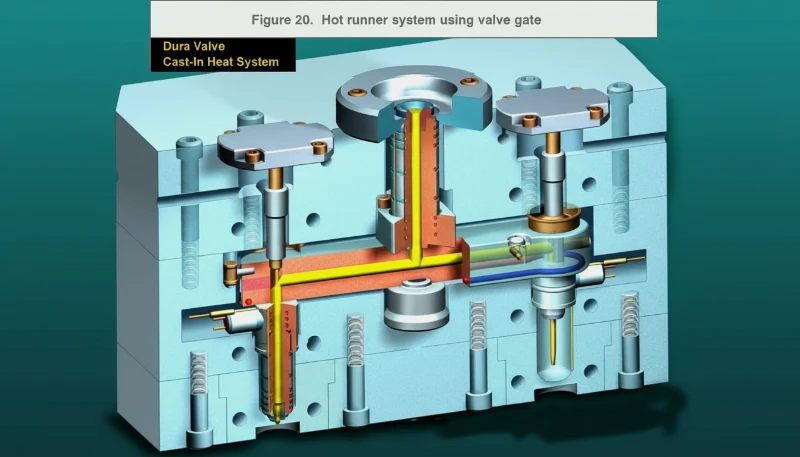
İğne Vana Tipi
Valf kapısı sistemi, valf iğnesini hava basıncı ile çalıştıran mekanik bir valf iğnesi sistemidir İğneli valf sıcak yollukları malzeme tasarrufu sağlar, güzel plastik yüzeye sahiptir ve sıkı iç kaliteye ve yüksek mukavemete sahiptir. Dünyada iki ana tip iğneli valf sıcak yolluk vardır (enjeksiyon prensibine göre): silindir tipi ve yay tipi.
Sıcak Yolluk Sistemlerinin Çeşitleri Nelerdir?
İki ana tip sıcak yolluk sistemi vardır: açık ve kapalı. Açık sistemler eriyiği atmosfere maruz bırakır, bu daha basittir ancak malzemenin bozulmasına yol açabilir. Kapalı sistemler ise eriyiği içeride tutarak atıkları en aza indirir ve malzeme bütünlüğünü korur. Her iki sistem de üretim hızını ve parça tutarlılığını artırarak otomotiv ve tüketim malları gibi sektörlerde vazgeçilmez hale gelir.
Sıcak yolluk sistemleri tam sıcak yolluk sistemi ve yarı sıcak yolluk sistemleri olarak ikiye ayrılabilir. Sıcak yolluk sistemleri üç tipe ayrılabilir: tek nozullu sıcak yolluk sistemleri, çok nozullu sıcak yolluk sistemleri ve valf kapılı sıcak yolluk sistemleri.
Tek Kafalı Sıcak Yolluk Sistemi
Tek kafalı sıcak yolluk sistemi temel olarak tek bir nozul, bir nozul başlığı, bir nozul bağlantı plakası, bir sıcaklık kontrol sistemi ve benzerlerinden oluşur.
D, D, L boyutlarını kontrol etmek ve nozul bağlantı plakasının kalınlığını ayarlamak gerekir, böylece sabit kalıp sabitleme plakası nozulun eksenel yer değiştirmesini kontrol etmek için nozul bağlantı plakasının uç yüzüne bastırır veya aynı amaca ulaşmak için nozul bağlantı plakasının uç yüzünü desteklemek için doğrudan enjeksiyon kalıplama makinesi nozulunu kullanır.
Çok Kafalı Sıcak Yolluk Sistemi
Çok kafalı sıcak yolluk sisteminin plastik kalıbı oldukça karmaşıktır. Erimiş plastik, enjeksiyon kalıplama makinesi tarafından nozül bağlantı plakasına enjekte edilir, sıcak yolluk plakasından nozüle akar, nozül kafasına ulaşır ve ardından boşluğa enjekte edilir. Sıcak yolluk sisteminin nozülü, sabit kalıp plakası ile radyal boyut D1 ve eksenel boyut sınırı gereksinimlerini karşılamalıdır.
Erimiş plastiğin boşluk olmayan parçaya taşmamasını sağlamak için nozul kafası ve sabit kalıp ek parçası d radyal boyutuna uymalıdır ve sabit kalıp ek parçasının sertliği yaklaşık 50HRC'ye kadar sertleştirilmelidir. Ayırma yüzeyi ile sıcak nozülün eksenel konumlandırma yüzeyi arasındaki L mesafesi sıkı bir şekilde kontrol edilmelidir.
| Parametre | Tolerance | Amaç |
|---|---|---|
| Radial dimension D1 | ±0,01 mm | Nozzle-to-plate alignment |
| Radial dimension d | ±0.005 mm | Prevent plastic overflow |
| Gap (room temp) | 0.025 mm | Thermal expansion compensation |
| Hardness (insert) | ~50 HRC | Wear resistance at gate |
Boyut, nozulun oda sıcaklığındaki gerçek mesafesi L\' artı nozulun kalıbın normal çalışma sıcaklığındaki gerçek uzantısı ΔL temel alınarak belirlenmelidir. Memenin sıcak yolluk plakasına güvenilir bir şekilde oturmasını ve sıcak yolluk plakasını deforme etmemesini sağlamak için, memenin üst kısmında bir ayar pedi bulunur.
Ayar pedi ve nozülün eksenel konumlandırma yüzeyi, nozülün eksenel hareketini sınırlar ve sıcak yolluk plakasının olası deformasyonunu etkili bir şekilde kontrol eder. Oda sıcaklığında, ayar pedi ile sıcak yolluk plakası ve sabit kalıp plakası arasındaki boşluk 0,025 mm olacak şekilde kontrol edilir, böylece kalıp ısıtıldıktan sonra ayar pedi sadece çalışma sıcaklığında bastırılır.
Sıcak yolluk sisteminin konumlandırma yuvası ve konumlandırma pimi, sıcak yolluk plakasının kalıp içindeki konumunu kontrol eder. Konumlandırma yuvası ve sabit kalıp plakası D2 radyal boyut eşleşmesine sahip olmalı ve h derinliği doğru bir şekilde kontrol edilmelidir. Konumlandırma yuvasının eksenel yönü sıcak yolluk plakasını destekler ve doğrudan enjeksiyon makinesinin enjeksiyon basıncını taşır.
Konumlandırma pimi, sıcak yolluk plakasının sabit plakasıyla eşleşmelidir. Sıcak yolluk plakası ile kalıp plakası arasında yalıtım malzemesini sarmak için yeterli boşluk olmalıdır. Sıcak yolluk plakası ve sabit plaka, güç kablosunun kalıptan çıkmasına ve kalıba takılı kablo yuvasına bağlanmasına izin vermek için yeterli kablo kanalına sahip olmalıdır.
There is a radial dimension D1 matching requirement between the nozzle connecting plate and the fixed mold fixing plate so that the injection head of the injection molding machine can cooperate well with the nozzle connecting plate on the mold. Near the hot runner plate, the fixed mold plate, the hot runner plate fixing plate, and the fixed mold fixing plate are connected with screws to enhance the rigidity of the hot runner plate.
Valf Kapısı Sıcak Yolluk Sistemi
Sıcak Yolluk Tertibatı nedir?
A hot runner assembly is the manifold, nozzles, heaters, and sensors that deliver molten plastic straight to each cavity.

Konumlandırma Halkası
The positioning ring positions the enjeksiyon kalıbı in the injection molding machine to make sure the mold is lined up right with the machine.
Ana Nozul
Reçine kalıba püskürtüldüğünde, reçinenin enjeksiyon kalıplama makinesi nozülünden geldiği kapıdır. Reçine türüne ve sıcak yolluk tasarımına bağlı olarak, kapı bileşeni kalıplama sürecini optimize etmek için ısıtılabilir.
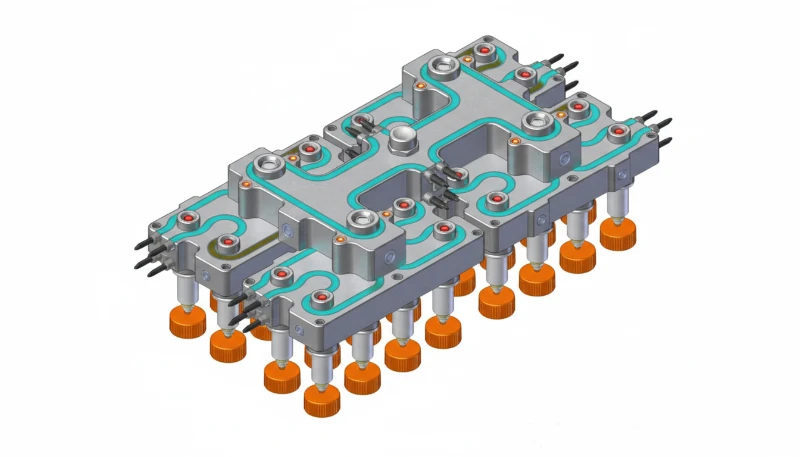
Manifold
Manifoldlar, bir kalıpta birden fazla boşluğunuz olduğunda veya birden fazla besleme noktanız olduğunda veya tek bir besleme noktanız olduğunda ancak malzeme seviyesi dengelendiğinde kullanılır. Malzeme genellikle P20 veya H13'tür. Manifoldlar genellikle iki kategoriye ayrılır: standart ve standart olmayan. Yapısal biçimleri esas olarak kalıp üzerindeki boşlukların dağılımı, nozüllerin düzeni ve kapıların konumu ile belirlenir.
Manifoldlar reçinenin farklı nozullara ve enjeksiyon noktalarına (kapılara) akmasını sağlar. Manifoldlar genellikle birden fazla boşluğa sahip olduğunuzda veya her parça için birden fazla nozüle/kapağa ihtiyaç duyduğunuzda kullanılır. Manifoldlar çeşitli malzemeler, tasarımlar ve şekiller için kullanılabilir ve kalıplama sürecini iyileştirmek için genellikle CAE analizi ile optimize edilir.
Nozul
There are two types of hot nozzles: open hot nozzles and needle valve hot nozzles. The type of hot nozzle you use determines the type of hot runner system you need and the type of mold you need to make. So, hot runner systems are divided into open hot runner systems and needle valve hot runner systems.
Isıtıcı Teknolojisi
Isıtıcı teknolojisi, tüm sıcak yolluk sistemlerinin temelini oluşturur ve kalıplama süreci ile parça kalitesi üzerinde büyük bir etkiye sahiptir. Her birinin kendine özgü artıları ve eksileri olan çeşitli ısıtma yöntemleri vardır. Farklı kalıplama proseslerine, parça performansına, güvenilirliğe ve maliyet gereksinimlerine göre doğru sıcak yolluk seçin. En yaygın sıcak yolluk teknolojileri arasında ısıtma bantlı/plakalı ısıtıcılar, yapışkan/esnek ısıtıcılar veya lehimli ısıtıcılar bulunur.
Sıcak Yolluk Avantajları Nelerdir?
The advantages of hot runner are the main categories or options explained in this section. Hot runners cut material waste by up to 50%, shorten cycle times, and eliminate runner regrind—making them essential for high-volume injection molding.
In our Shanghai factory, we run 47 injection molding machines from 90T to 1850T with an in-house mold manufacturing facility. With over 20 years of experience, we’ve found that hot runner systems consistently reduce material waste by 15–30% on multi-cavity production runs—especially on our larger tonnage presses where runner volumes would otherwise be significant.
Kısaltılmış Döngü
Parçaların kalıplama döngüsü kısalır. Yolluk sistemi için soğutma süresi sınırı olmadığından, parçalar kalıplama ve kürlemeden sonra zamanında çıkarılabilir. Sıcak yolluk kalıpları ile üretilen birçok ince cidarlı parçanın kalıplama döngüsü 5 saniyeden az olabilir.
Uygulama Kapsamını Genişletin
Ürün Kalitesini İyileştirin
Sıcak yolluk kalıbı ile plastik parçalar üretirken, yolluk sistemindeki plastik eriyiğin sıcaklığını kontrol edebilirsiniz. Bu, plastiğin her bir kalıp boşluğuna daha eşit bir şekilde akabileceği anlamına gelir, böylece her seferinde aynı kalitede parçalar elde edersiniz. Sıcak yolluk kalıbı ile yaptığınız parçalar iyi kapılara sahiptir, kalıptan çıkardıktan sonra düşük gerilime sahiptir ve dağılmazlar.
Bu nedenle sıcak yolluk kalıplarıyla üretilen çok sayıda yüksek kaliteli ürün görürsünüz. MOTOROLA telefonlar, HP yazıcılar ve DELL dizüstü bilgisayarlardaki plastik parçaların çoğu sıcak yolluk kalıpları ile üretilmektedir.
Plastik Tasarrufu
Atıkları Azaltın
Üretim Otomasyonu
Hot Runner'ın Dezavantajları Nelerdir?
The main drawbacks of hot runners are higher tooling cost, added maintenance complexity, and the risk of thermal degradation in heat-sensitive resins.
Artan Maliyetler
“Valve-gate hot runner systems produce gate marks that are virtually invisible on the finished part.”Doğru
Valve gates use a mechanical pin to close the gate cleanly, leaving only a tiny witness mark—ideal for cosmetic surfaces like automotive exterior panels.
“Hot runner systems eliminate the need for any mold temperature control.”Yanlış
Hot runners only heat the runner channel; the mold itself still requires its own temperature control system (cooling channels) to solidify the part properly after filling.
Yüksek Ekipman Gereksinimleri
For example, poor plastic sealing leads to plastic overflow and damage to hot runner components, interrupting production, and poor relative position of nozzle inserts and gates leads to serious decline in product quality.
Karmaşık İşletme ve Bakım
Hot runner molds are more complicated to operate and maintain than cold runner3 molds. If you don\’t operate them properly, it\’s very easy to damage the hot runner parts, which will make production impossible and cause huge economic losses. For new users of hot runner molds, it takes a long time to accumulate experience.
Sıcak Yollukların Uygulama Alanları Nelerdir?
Hot runners serve automotive, medical, packaging, electronics, and consumer goods—anywhere high-volume precision molding is needed.
Otomotiv Endüstrisi
Elektronik Endüstrisi
Tıbbi Cihaz Alanı
Sıkça Sorulan Sorular
Sıkça Sorulan Sorular
What Is the Difference Between a Hot Runner and a Cold Runner?
A hot runner keeps the plastic molten inside the runner channel using electrically heated components, so no runner scrap is produced and parts eject cleanly after each cycle with no secondary trimming needed. A cold runner allows the plastic in the feed channels to solidify along with the part, producing waste that must be trimmed, reground, or discarded. Hot runners save material and reduce cycle time but cost significantly more upfront and require careful temperature management. Cold runners are simpler, cheaper, and better suited for short production runs or frequent material changes.
How Much Does a Hot Runner System Cost?
A typical hot runner system adds 3,000 to 15,000 US dollars or more to the total mold cost, depending on the number of nozzles, valve-gate complexity, temperature zone count, and controller sophistication. For high-volume production runs exceeding 100,000 parts, the material savings from eliminated runner scrap often pay back the investment within a few months. For short runs under 5,000 parts, the added cost rarely justifies itself economically. Always run a detailed cost-per-part comparison including material savings, cycle time reduction, and maintenance costs before committing to a hot runner system.
Can All Plastics Be Used in Hot Runner Systems?
Most thermoplastics work well with hot runners, but heat-sensitive materials like PVC, POM (acetal), and certain flame-retardant grades require careful temperature management to prevent thermal degradation inside the manifold. Materials with very narrow processing windows or those prone to gas generation demand specialized nozzle designs and precise zone-by-zone temperature control. Glass-filled resins also accelerate wear on hot runner components, necessitating hardened flow channels. Your hot runner supplier should confirm compatibility with your specific resin grade and provide recommended temperature profiles for optimal processing results.
How Do You Maintain a Hot Runner Mold?
Regular maintenance includes cleaning nozzles and manifolds during scheduled mold servicing, checking heater bands and thermocouples for wear or burnout, inspecting valve pins for scoring or bending, and verifying seal integrity to prevent plastic leakage into wiring channels. Most production shops schedule hot runner maintenance every 50,000 to 100,000 cycles or whenever the mold is removed from the press. Documenting temperature zone readings over time helps detect degradation trends before they cause quality defects. Keeping spare heater bands, thermocouples, and seal kits on hand minimizes unplanned downtime during critical production runs.
What Causes Color Streaks in Hot Runner Molded Parts?
Color streaks in hot runner parts typically result from residual material from a previous color or resin grade stagnating in dead spots within the manifold or nozzle channels. Insufficient purging time, low-temperature zones that allow material to hang up, or worn internal surfaces that create microscopic pockets are common culprits. Thorough purging at the correct melt temperature, followed by physical inspection of flow channels during maintenance, prevents most streaking issues. Some modern hot runner designs feature streamlined flow paths and polished internal surfaces specifically to minimize dead zones and speed up color changes.
When Should You Choose a Valve-Gate Over an Open-Gate Hot Runner?
Choose valve-gate systems when cosmetic gate appearance is critical—automotive exterior panels, consumer electronics housings, and medical device enclosures all demand gate marks that are virtually invisible. Valve gates also enable sequential filling for family molds with parts of different volumes, and they provide precise pressure control for engineering-grade resins. Open-gate systems are significantly more economical and simpler to maintain, making them the better choice for non-cosmetic applications, commodity resins like polypropylene, and molds where a small vestige mark on the gate surface is acceptable to the end user.
How Many Temperature Zones Does a Hot Runner Need?
The number of zones depends on the manifold layout, cavity count, and part geometry complexity. A simple single-nozzle mold may need only one or two zones, while a complex multi-cavity mold with sixteen or more drops may require eight to twenty independently controlled zones. More zones provide finer control over melt viscosity at each gate, which is critical for family molds where different cavities produce parts with different weights or wall thicknesses. Running CAE flow analysis before tooling helps determine the optimal zone configuration and identify potential balance issues early in the design process.
Does a Hot Runner System Increase Mold Cycle Time?
No—hot runner systems generally decrease cycle time rather than increase it. By eliminating the cold runner, there is no thick runner section that needs to cool and solidify before ejection. Thin-wall parts produced with hot runners can achieve cycle times under five seconds in production. The only exception occurs when a poorly designed hot runner adds excessive thermal mass to the mold that interferes with overall cooling, but this is uncommon in professionally engineered systems. The cycle-time reduction, combined with material savings, is one of the strongest economic arguments for investing in hot runner technology for medium to high-volume production.
What is the main purpose of a hot runner system?
The main purpose of a hot runner system is to keep plastic melt hot inside the mold until it reaches the cavity gate. This reduces or eliminates cold-runner scrap, improves material utilization, and can shorten the molding cycle when the runner would otherwise control cooling time. It also helps multi-cavity molds fill more consistently when the manifold is balanced correctly. Buyers should confirm gate quality, temperature stability, maintenance access, and spare-part support before approving the tool, because a well-specified hot runner is easier to validate during production trials and avoids costly rework later.
When is a hot runner better than a cold runner?
A hot runner is usually better than a cold runner when production volume is stable, resin is expensive, the runner would be heavy, or gate appearance and cavity balance are important. It is less attractive for prototypes, very low-volume jobs, frequent color changes, or materials that degrade during long residence time in the manifold. The decision should compare mold cost, resin saved per shot, cycle time reduction, startup scrap, maintenance cost, and downtime risk, rather than focusing only on the initial tooling quote from the mold maker.
What are the common risks of hot runner molds?
Common hot runner risks include melt leakage, heater failure, thermocouple drift, unbalanced cavities, gate stringing, black specks, color streaks, and material degradation. Many of these problems look like molding-process issues even when the root cause is inside the hot half of the mold. A good mold review should check manifold layout, thermal expansion clearance, nozzle seating integrity, wiring protection routing, gate size calibration, cooling near the gate, and how easily heaters or valve pins can be replaced during scheduled maintenance.
How should buyers evaluate a hot runner supplier?
Buyers should evaluate whether the supplier can explain the gate type, hot runner brand, number of temperature zones, manifold balance method, controller compatibility, spare-part list, and trial validation plan. The supplier should provide drawings, zone maps, recommended temperature settings, and T1 sample evidence instead of only saying that a hot runner will save material. Useful trial evidence includes cavity weight data, injection pressure curves, gate appearance photos, startup scrap count, dimensional inspection reports, and a list of corrective actions taken during sampling.
Does a hot runner always reduce total molding cost?
A hot runner does not always reduce total molding cost. It can reduce resin waste, cooling time, and manual runner handling, but it also increases mold cost, controller cost, maintenance cost, and technical risk. The payback is strongest when annual shot volume is high and the runner would be heavy or made from expensive resin. For short production runs under 10,000 parts, a simple cold runner may be cheaper and easier to service even if it creates some runner scrap that must be reground or discarded after each cycle.
How Do Hot Runners Shape the Future of Injection Molding?
Sıcak yolluk (Hot Runner Systems), enjeksiyon kalıplarında eritilmiş plastik parçacıklarını kalıp boşluğuna enjekte etmek için kullanılan bir ısıtma bileşeni sistemidir. Sıcak yolluk kalıpları, geleneksel kalıpların veya üç plakalı kalıpların yolluklarını ve yolluklarını ısıtan yeni bir yapıdır, böylece her şekillendirmede yollukların ve yollukların çıkarılmasına gerek kalmaz.
Hot runner technology was introduced to the plastics industry more than 50 years ago, and it has completely changed the injection moldingprocess capabilities by improving the quality of injection molded parts, improving operating efficiency, reducing scrap, and saving money. See our enjeksiyon kalıp tasarımı for a comprehensive overview.
-
hot runner system: A hot runner system is a heated assembly inside an injection mold that keeps plastic molten in the runner channel and reduces cold-runner waste. ↩
-
manifold: A manifold is a heated distribution block that routes molten plastic from the machine nozzle to multiple drop locations inside the mold. ↩
-
cold runner: A cold runner is a conventional mold feed system where runner plastic solidifies each cycle and must be separated from the molded part. ↩





