 Zum Inhalt springen
Zum Inhalt springen 

Hot runners revolutionize the Spritzgießen, enhancing efficiency and product quality across various industries.
Heißkanäle minimieren den Ausschuss und verbessern die Zykluszeiten, indem sie die Kunststoffschmelze während des Spritzgießens auf optimalen Temperaturen halten. Sie werden häufig in der Automobil-, Konsumgüter- und Medizintechnik eingesetzt. Zu den wichtigsten Vorteilen gehören die Senkung der Materialkosten und die Verbesserung der gleichbleibenden Qualität der Teile.
Während dieser Überblick die Vorteile von Heißkanälen hervorhebt, ist das Verständnis ihrer Konstruktion und Anwendung entscheidend für die Optimierung Ihrer Produktionsprozesse. Erfahren Sie mehr darüber, wie die verschiedenen Heißkanalsysteme Ihre Produktionseffizienz steigern können.
- Hot runners keep plastic molten in the runner system, eliminating cold-runner waste and reducing cycle times below 5 seconds for thin-wall parts.
- Temperature control and balanced flow are the two most critical technical factors—poor control causes gate defects, flash, and uneven cavity fill.
- Valve-gate systems offer the highest precision but require the most complex maintenance; open systems are simpler but less versatile.
- Hot runner molds save 10–20% on material costs in high-volume production by eliminating runner scrap entirely.
- Proper manifold and nozzle design, verified through CAE analysis, is essential for multi-cavity mold success.
For buyers, the important question is not whether hot runners are advanced, but whether they fit the resin, part weight, annual volume, gate appearance requirement, and maintenance capability of the supplier. A hot runner can be a strong investment when the runner would waste expensive material, but it can also become a hidden cost if the system is poorly balanced or hard to service.
“Hot runners reduce cycle times in injection molding.”Wahr
Heißkanäle sorgen dafür, dass der Kunststoff geschmolzen bleibt, wodurch die Abkühlzeit verkürzt und der gesamte Produktionsprozess beschleunigt wird.
“Hot runners are more expensive than cold runners in every case.”Falsch
Obwohl Heißkanäle in der Regel höhere Anschaffungskosten verursachen, können ihre Effizienz und die Materialeinsparungen langfristig zu niedrigeren Gesamtkosten in der Produktion führen.
Was ist das Prinzip des Heißkanals?
Hot runners keep melt hot inside heated mold channels, so no cold slug forms and no runner scrap is produced.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Heißkanäle halten die Temperatur des geschmolzenen Kunststoffs während des gesamten Formprozesses aufrecht, verhindern ein Erstarren und reduzieren den Abfall. Diese Technologie ist in Branchen wie der Automobilindustrie, der Konsumgüterindustrie und der Medizintechnik weit verbreitet. Zu den wichtigsten Vorteilen gehören verbesserte Zykluszeiten, niedrigere Materialkosten und eine verbesserte Konsistenz der Endprodukte.
Hot runner systems are divided into adiabatic runners and micro semi hot runner system1.The hot runner, also known as the non-runner, means that the plastic in the runner does not solidify after each injection, and the water outlet in the runner does not need to be removed when the plastic product is demolded. Since the plastic in the runner is not solidified, the runner is still unobstructed during the next injection. In short, the hot runner is an extension of the injection molding machine nozzle.
The hot runner is a heating component system used in injection molds to inject melted plastic particles into the mold cavity. A hot runner mold is a new structure that heats the runner and channel of a traditional mold or three-plate mold, so that the runner and runner do not need to be removed during each molding.
Was sind die wichtigsten technischen Faktoren, die Heißläufer beeinflussen?
Nozzle design, temperature control, and gate type are the three variables that decide hot runner reliability in production.

To make a hot runner mold project successful, you need to make sure you have a few things in place. The two most important technical things you need to have are: control of plastic temperature and control of plastic flow.
Kontrolle der Kunststofftemperatur
Die Kontrolle der Kunststofftemperatur ist bei der Verwendung eines Heißkanalwerkzeugs äußerst wichtig. Wenn Sie die Temperatur nicht gut kontrollieren, werden Sie viele Probleme mit Ihrem Prozess und der Qualität Ihrer Teile haben. Wenn Sie zum Beispiel einen Heißkanalanschnitt verwenden, werden Sie viele Probleme mit der Qualität Ihres Anschnitts haben. Wenn Sie einen Nadelverschluss verwenden, werden Sie viele Probleme mit dem Schließen der Nadel haben.
Wenn Sie ein Mehrkavitätenwerkzeug haben, werden Sie viele Probleme mit der Füllzeit und der Qualität Ihrer Teile haben. Wenn möglich, sollten Sie sich für ein Heißkanalsystem mit vielen Zonen entscheiden, damit Sie die Temperatur besser steuern können und mehr Flexibilität haben.
Control of Plastic Flow
Die Kunststoffe sollten im Heißkanalsystem gleichmäßig fließen. Die Anschnitte sollten zur gleichen Zeit geöffnet werden, damit der Kunststoff jede Kavität synchron füllen kann. Bei FAMILY MOLD mit großen Gewichtsunterschieden zwischen den Teilen sollte die Größe des Kanals ausgeglichen sein. Andernfalls werden einige Teile nicht mit genügend Druck gefüllt, während andere mit zu viel Druck gefüllt werden, oder der Grat wird zu groß und die Qualität ist schlecht. Die Größe des Heißkanals sollte angemessen sein.
If the size is too small, the pressure loss will be too large.If the size is too big, the hot runner volume will be too big, and the plastic will stay in the hot runner system for too long, which will damage the material properties and cause the parts to fail to meet the use requirements after molding. There are already CAE flow analysis software such as MOLDCAE that specifically helps users to design the best runner.
Welche Arten von Heißkanälen gibt es?
There are two main types of hot runners: open and closed systems. Open systems allow direct flow of molten plastic, while closed systems use a manifold2 to maintain temperature and reduce waste. Hot runners are widely utilized in industries such as automotive, consumer goods, and medical devices, offering benefits like reduced material usage and improved part consistency.
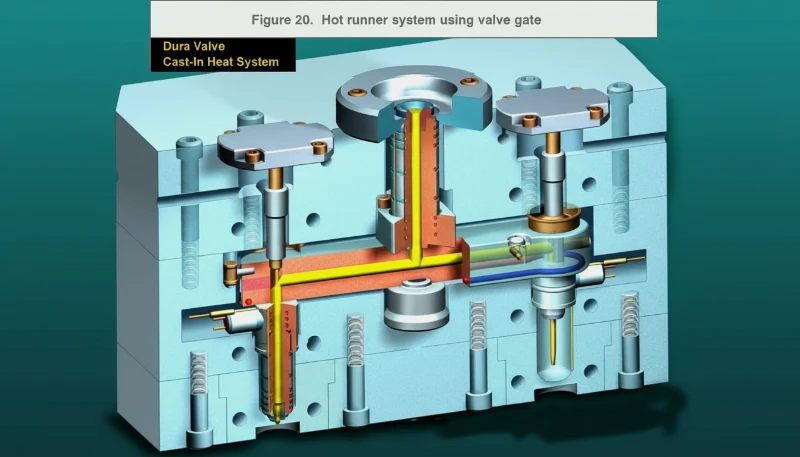
Nadelventil Typ
Das Nadelverschlusssystem ist ein mechanisches Ventilnadelsystem, das die Ventilnadel mit Luftdruck antreibt.Nadelventil-Heißkanäle sparen Material, haben eine schöne Kunststoffoberfläche und verfügen über eine dichte innere Qualität und hohe Festigkeit. Es gibt zwei Haupttypen von Nadelverschluss-Heißkanälen in der Welt (basierend auf dem Einspritzprinzip): Zylindertyp und Federtyp.
Welche Arten von Heißkanalsystemen gibt es?
Es gibt zwei Haupttypen von Heißkanalsystemen: offene und geschlossene Systeme. Offene Systeme setzen die Schmelze der Atmosphäre aus, was zwar einfacher ist, aber zu einer Verschlechterung des Materials führen kann. Geschlossene Systeme hingegen halten die Schmelze unter Verschluss, minimieren den Abfall und erhalten die Materialintegrität. Beide Systeme verbessern die Produktionsgeschwindigkeit und die Konsistenz der Teile, was sie in Branchen wie der Automobil- und Konsumgüterindustrie unverzichtbar macht.
Heißkanalsysteme lassen sich in Vollheißkanalsysteme und Halbheißkanalsysteme unterteilen, die wiederum in drei Typen unterteilt werden können: Eindüsen-Heißkanalsysteme, Mehrdüsen-Heißkanalsysteme und Nadelverschluss-Heißkanalsysteme.
Ein-Kopf-Heißkanalsystem
Das Einkopf-Heißkanalsystem besteht im Wesentlichen aus einer einzelnen Düse, einem Düsenkopf, einer Düsenanschlussplatte, einem Temperaturregelsystem und so weiter.
Es ist notwendig, die Abmessungen d, D, L zu kontrollieren und die Dicke der Düsenverbindungsplatte so einzustellen, dass die feste Formbefestigungsplatte die Endfläche der Düsenverbindungsplatte drückt, um die axiale Verschiebung der Düse zu kontrollieren, oder direkt die Düse der Spritzgießmaschine zu verwenden, um die Endfläche der Düsenverbindungsplatte zu stützen, um denselben Zweck zu erreichen.
Mehrkopf-Heißkanalsystem
Die Kunststoffform des Mehrkopf-Heißkanalsystems ist ziemlich kompliziert. Der geschmolzene Kunststoff wird von der Spritzgießmaschine in die Düsenanschlussplatte eingespritzt, fließt durch die Heißkanalplatte zur Düse, erreicht den Düsenkopf und wird dann in die Kavität gespritzt. Die Düse des Heißkanalsystems muss die Anforderungen an die radiale Abmessung D1 und die axiale Abmessungsgrenze mit der festen Formplatte erfüllen.
Der Düsenkopf und der feste Formeinsatz müssen in der radialen Abmessung d übereinstimmen, um sicherzustellen, dass der geschmolzene Kunststoff nicht auf das nicht-hohlraumfreie Teil überläuft, und die Härte des festen Formeinsatzes muss auf etwa 50 HRC gehärtet werden. Der Abstand L zwischen der Trennebene und der axialen Positionierungsfläche der heißen Düse muss streng kontrolliert werden.
| Parameter | Tolerance | Zweck |
|---|---|---|
| Radial dimension D1 | ±0,01 mm | Nozzle-to-plate alignment |
| Radial dimension d | ±0,005 mm | Prevent plastic overflow |
| Gap (room temp) | 0.025 mm | Thermal expansion compensation |
| Hardness (insert) | ~50 HRC | Wear resistance at gate |
Das Maß sollte auf der Grundlage des tatsächlichen Abstands L\' der Düse bei Raumtemperatur plus der tatsächlichen Ausdehnung ΔL der Düse bei der normalen Betriebstemperatur des Werkzeugs ermittelt werden. Um sicherzustellen, dass die Düse zuverlässig an der Heißkanalplatte anliegt und diese nicht verformt, ist oberhalb der Düse ein Einstellpolster vorgesehen.
Das Einstellpolster und die axiale Positionierungsfläche der Düse begrenzen die axiale Bewegung der Düse und kontrollieren wirksam die mögliche Verformung der Heißkanalplatte. Bei Raumtemperatur beträgt der Spalt zwischen dem Justierkissen und der Heißkanalplatte und der festen Formplatte 0,025 mm, so dass nach dem Aufheizen der Form das Justierkissen bei der Arbeitstemperatur gerade noch gedrückt wird.
Der Positioniersitz und der Positionierstift des Heißkanalsystems steuern die Position der Heißkanalplatte in der Form. Der Positioniersitz und die feste Formplatte müssen in ihren radialen Abmessungen mit D2 übereinstimmen, und die Tiefe h muss genau kontrolliert werden. Die axiale Richtung des Positioniersitzes stützt die Heißkanalplatte und trägt direkt den Einspritzdruck der Spritzgießmaschine.
Der Positionierstift muss mit der festen Platte der Heißkanalplatte übereinstimmen. Zwischen der Heißkanalplatte und der Formplatte muss genügend Platz zum Umwickeln des Isoliermaterials vorhanden sein. Die Heißkanalplatte und die feste Platte müssen über genügend Kabelkanäle verfügen, damit das Stromkabel aus dem Werkzeug herausgeführt und mit dem am Werkzeug installierten Kabelsitz verbunden werden kann.
There is a radial dimension D1 matching requirement between the nozzle connecting plate and the fixed mold fixing plate so that the injection head of the injection molding machine can cooperate well with the nozzle connecting plate on the mold. Near the hot runner plate, the fixed mold plate, the hot runner plate fixing plate, and the fixed mold fixing plate are connected with screws to enhance the rigidity of the hot runner plate.
Nadelverschluss-Heißkanalsystem
Was sind die Heißkanalsysteme?
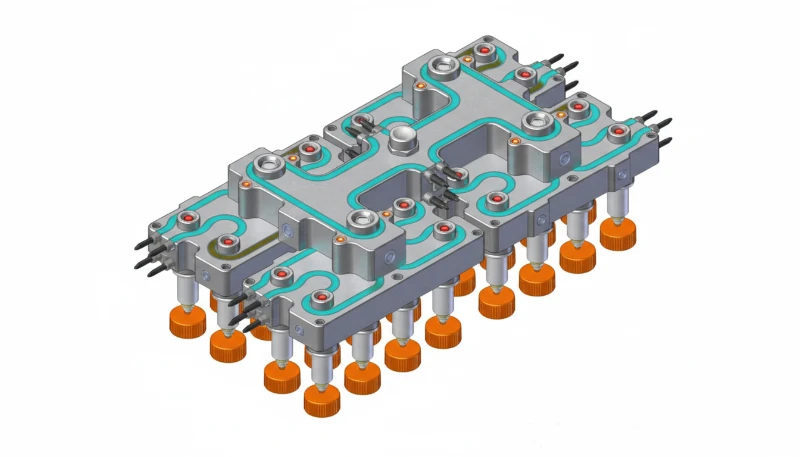
A hot runner assembly is the manifold, nozzles, heaters, and sensors that deliver molten plastic straight to each cavity.

Positionierungsring
The positioning ring positions the Spritzgussform in the injection molding machine to make sure the mold is lined up right with the machine.
Hauptdüse
Wenn das Harz in die Form gespritzt wird, ist dies der Anschnitt, durch den das Harz aus der Düse der Spritzgießmaschine eintritt. Je nach Art des Harzes und der Konstruktion des Heißkanals kann die Anschnittkomponente beheizt werden, um den Gießprozess zu optimieren.
Verteiler
Verteiler werden verwendet, wenn Sie mehrere Kavitäten in einer Form haben oder wenn Sie mehrere Zuführungspunkte haben oder wenn Sie einen einzigen Zuführungspunkt haben, aber das Materialniveau versetzt ist. Das Material ist normalerweise P20 oder H13. Verteiler werden im Allgemeinen in zwei Kategorien unterteilt: Standard- und Nicht-Standard-Verteiler. Ihre strukturelle Form wird hauptsächlich durch die Verteilung der Kavitäten auf der Form, die Anordnung der Düsen und die Lage der Anschnitte bestimmt.
Verteiler ermöglichen es dem Harz, in verschiedene Düsen und Einspritzpunkte (Anschnitte) zu fließen. Verteiler werden in der Regel verwendet, wenn mehrere Kavitäten vorhanden sind oder wenn für jedes Teil mehr als eine Düse/ein Anschnitt benötigt wird. Verteiler können für eine Vielzahl von Materialien, Designs und Formen verwendet werden und werden in der Regel durch CAE-Analysen optimiert, um den Formgebungsprozess zu verbessern.
Düse
There are two types of hot nozzles: open hot nozzles and needle valve hot nozzles. The type of hot nozzle you use determines the type of hot runner system you need and the type of mold you need to make. So, hot runner systems are divided into open hot runner systems and needle valve hot runner systems.
Heizungs-Technologie
Die Heizertechnologie ist die Grundlage aller Heißkanalsysteme und hat einen großen Einfluss auf den Spritzgießprozess und die Qualität der Teile. Es gibt verschiedene Heizmethoden, jede mit ihren eigenen Vor- und Nachteilen. Die Wahl des richtigen Heißkanals hängt von den verschiedenen Formgebungsverfahren, der Teileleistung, der Zuverlässigkeit und den Kostenanforderungen ab. Zu den gebräuchlichsten Heißkanaltechnologien gehören Heizungen mit Heizbändern/-platten, klebende/flexible Heizungen oder gelötete Heizungen.
Was sind die Vorteile von Heißkanälen?
The advantages of hot runner are the main categories or options explained in this section. Hot runners cut material waste by up to 50%, shorten cycle times, and eliminate runner regrind—making them essential for high-volume injection molding.
In our Shanghai factory, we run 47 injection molding machines from 90T to 1850T with an in-house mold manufacturing facility. With over 20 years of experience, we’ve found that hot runner systems consistently reduce material waste by 15–30% on multi-cavity production runs—especially on our larger tonnage presses where runner volumes would otherwise be significant.
Verkürzter Zyklus
Der Gießzyklus der Teile wird verkürzt. Da es keine Kühlzeitbegrenzung für das Verteilersystem gibt, können die Teile nach dem Formen und Aushärten rechtzeitig entformt werden. Der Spritzgießzyklus vieler dünnwandiger Teile, die mit Heißkanalwerkzeugen hergestellt werden, kann weniger als 5 Sekunden betragen.
Erweitern Sie den Anwendungsbereich
Verbesserung der Produktqualität
Wenn Sie Kunststoffteile mit einem Heißkanalwerkzeug herstellen, können Sie die Temperatur der Kunststoffschmelze im Verteilersystem steuern. Das bedeutet, dass der Kunststoff gleichmäßiger in jeden Formhohlraum fließen kann, sodass Sie jedes Mal Teile von gleicher Qualität erhalten. Die mit einem Heißkanalwerkzeug hergestellten Teile haben gute Anschnitte, sind nach der Entnahme aus der Form spannungsarm und werden nicht verformt.
Aus diesem Grund werden viele hochwertige Produkte mit Heißkanalwerkzeugen hergestellt. Viele der Kunststoffteile in MOTOROLA-Handys, HP-Druckern und DELL-Laptops werden mit Heißkanalwerkzeugen hergestellt.
Plastik sparen
Abfall reduzieren
Automatisierung der Produktion
Was sind die Nachteile des Heißkanals?
The main drawbacks of hot runners are higher tooling cost, added maintenance complexity, and the risk of thermal degradation in heat-sensitive resins.
Steigende Kosten
“Valve-gate hot runner systems produce gate marks that are virtually invisible on the finished part.”Wahr
Valve gates use a mechanical pin to close the gate cleanly, leaving only a tiny witness mark—ideal for cosmetic surfaces like automotive exterior panels.
“Hot runner systems eliminate the need for any mold temperature control.”Falsch
Hot runners only heat the runner channel; the mold itself still requires its own temperature control system (cooling channels) to solidify the part properly after filling.
Hohe Anforderungen an die Ausrüstung
For example, poor plastic sealing leads to plastic overflow and damage to hot runner components, interrupting production, and poor relative position of nozzle inserts and gates leads to serious decline in product quality.
Komplexer Betrieb und Wartung
Hot runner molds are more complicated to operate and maintain than cold runner3 molds. If you don\’t operate them properly, it\’s very easy to damage the hot runner parts, which will make production impossible and cause huge economic losses. For new users of hot runner molds, it takes a long time to accumulate experience.
Was sind die Anwendungsbereiche von Heißkanälen?
Hot runners serve automotive, medical, packaging, electronics, and consumer goods—anywhere high-volume precision molding is needed.
Autoindustrie
Elektronikindustrie
Bereich Medizinische Geräte
Häufig gestellte Fragen
Häufig gestellte Fragen
What Is the Difference Between a Hot Runner and a Cold Runner?
A hot runner keeps the plastic molten inside the runner channel using electrically heated components, so no runner scrap is produced and parts eject cleanly after each cycle with no secondary trimming needed. A cold runner allows the plastic in the feed channels to solidify along with the part, producing waste that must be trimmed, reground, or discarded. Hot runners save material and reduce cycle time but cost significantly more upfront and require careful temperature management. Cold runners are simpler, cheaper, and better suited for short production runs or frequent material changes.
How Much Does a Hot Runner System Cost?
A typical hot runner system adds 3,000 to 15,000 US dollars or more to the total mold cost, depending on the number of nozzles, valve-gate complexity, temperature zone count, and controller sophistication. For high-volume production runs exceeding 100,000 parts, the material savings from eliminated runner scrap often pay back the investment within a few months. For short runs under 5,000 parts, the added cost rarely justifies itself economically. Always run a detailed cost-per-part comparison including material savings, cycle time reduction, and maintenance costs before committing to a hot runner system.
Can All Plastics Be Used in Hot Runner Systems?
Most thermoplastics work well with hot runners, but heat-sensitive materials like PVC, POM (acetal), and certain flame-retardant grades require careful temperature management to prevent thermal degradation inside the manifold. Materials with very narrow processing windows or those prone to gas generation demand specialized nozzle designs and precise zone-by-zone temperature control. Glass-filled resins also accelerate wear on hot runner components, necessitating hardened flow channels. Your hot runner supplier should confirm compatibility with your specific resin grade and provide recommended temperature profiles for optimal processing results.
How Do You Maintain a Hot Runner Mold?
Regular maintenance includes cleaning nozzles and manifolds during scheduled mold servicing, checking heater bands and thermocouples for wear or burnout, inspecting valve pins for scoring or bending, and verifying seal integrity to prevent plastic leakage into wiring channels. Most production shops schedule hot runner maintenance every 50,000 to 100,000 cycles or whenever the mold is removed from the press. Documenting temperature zone readings over time helps detect degradation trends before they cause quality defects. Keeping spare heater bands, thermocouples, and seal kits on hand minimizes unplanned downtime during critical production runs.
What Causes Color Streaks in Hot Runner Molded Parts?
Color streaks in hot runner parts typically result from residual material from a previous color or resin grade stagnating in dead spots within the manifold or nozzle channels. Insufficient purging time, low-temperature zones that allow material to hang up, or worn internal surfaces that create microscopic pockets are common culprits. Thorough purging at the correct melt temperature, followed by physical inspection of flow channels during maintenance, prevents most streaking issues. Some modern hot runner designs feature streamlined flow paths and polished internal surfaces specifically to minimize dead zones and speed up color changes.
When Should You Choose a Valve-Gate Over an Open-Gate Hot Runner?
Choose valve-gate systems when cosmetic gate appearance is critical—automotive exterior panels, consumer electronics housings, and medical device enclosures all demand gate marks that are virtually invisible. Valve gates also enable sequential filling for family molds with parts of different volumes, and they provide precise pressure control for engineering-grade resins. Open-gate systems are significantly more economical and simpler to maintain, making them the better choice for non-cosmetic applications, commodity resins like polypropylene, and molds where a small vestige mark on the gate surface is acceptable to the end user.
How Many Temperature Zones Does a Hot Runner Need?
The number of zones depends on the manifold layout, cavity count, and part geometry complexity. A simple single-nozzle mold may need only one or two zones, while a complex multi-cavity mold with sixteen or more drops may require eight to twenty independently controlled zones. More zones provide finer control over melt viscosity at each gate, which is critical for family molds where different cavities produce parts with different weights or wall thicknesses. Running CAE flow analysis before tooling helps determine the optimal zone configuration and identify potential balance issues early in the design process.
Does a Hot Runner System Increase Mold Cycle Time?
No—hot runner systems generally decrease cycle time rather than increase it. By eliminating the cold runner, there is no thick runner section that needs to cool and solidify before ejection. Thin-wall parts produced with hot runners can achieve cycle times under five seconds in production. The only exception occurs when a poorly designed hot runner adds excessive thermal mass to the mold that interferes with overall cooling, but this is uncommon in professionally engineered systems. The cycle-time reduction, combined with material savings, is one of the strongest economic arguments for investing in hot runner technology for medium to high-volume production.
What is the main purpose of a hot runner system?
The main purpose of a hot runner system is to keep plastic melt hot inside the mold until it reaches the cavity gate. This reduces or eliminates cold-runner scrap, improves material utilization, and can shorten the molding cycle when the runner would otherwise control cooling time. It also helps multi-cavity molds fill more consistently when the manifold is balanced correctly. Buyers should confirm gate quality, temperature stability, maintenance access, and spare-part support before approving the tool, because a well-specified hot runner is easier to validate during production trials and avoids costly rework later.
When is a hot runner better than a cold runner?
A hot runner is usually better than a cold runner when production volume is stable, resin is expensive, the runner would be heavy, or gate appearance and cavity balance are important. It is less attractive for prototypes, very low-volume jobs, frequent color changes, or materials that degrade during long residence time in the manifold. The decision should compare mold cost, resin saved per shot, cycle time reduction, startup scrap, maintenance cost, and downtime risk, rather than focusing only on the initial tooling quote from the mold maker.
What are the common risks of hot runner molds?
Common hot runner risks include melt leakage, heater failure, thermocouple drift, unbalanced cavities, gate stringing, black specks, color streaks, and material degradation. Many of these problems look like molding-process issues even when the root cause is inside the hot half of the mold. A good mold review should check manifold layout, thermal expansion clearance, nozzle seating integrity, wiring protection routing, gate size calibration, cooling near the gate, and how easily heaters or valve pins can be replaced during scheduled maintenance.
How should buyers evaluate a hot runner supplier?
Buyers should evaluate whether the supplier can explain the gate type, hot runner brand, number of temperature zones, manifold balance method, controller compatibility, spare-part list, and trial validation plan. The supplier should provide drawings, zone maps, recommended temperature settings, and T1 sample evidence instead of only saying that a hot runner will save material. Useful trial evidence includes cavity weight data, injection pressure curves, gate appearance photos, startup scrap count, dimensional inspection reports, and a list of corrective actions taken during sampling.
Does a hot runner always reduce total molding cost?
A hot runner does not always reduce total molding cost. It can reduce resin waste, cooling time, and manual runner handling, but it also increases mold cost, controller cost, maintenance cost, and technical risk. The payback is strongest when annual shot volume is high and the runner would be heavy or made from expensive resin. For short production runs under 10,000 parts, a simple cold runner may be cheaper and easier to service even if it creates some runner scrap that must be reground or discarded after each cycle.
How Do Hot Runners Shape the Future of Injection Molding?
Heißkanal (Heißkanalsysteme) ist ein Heizkomponentensystem, das in Spritzgießwerkzeugen verwendet wird, um geschmolzene Kunststoffpartikel in den Formhohlraum einzuspritzen. Heißkanalwerkzeuge sind eine neue Struktur, die die Angüsse und Kufen traditioneller Werkzeuge oder Dreiplattenwerkzeuge beheizt, so dass die Angüsse und Kufen nicht bei jeder Formgebung entfernt werden müssen.
Hot runner technology was introduced to the plastics industry more than 50 years ago, and it has completely changed the injection moldingprocess capabilities by improving the quality of injection molded parts, improving operating efficiency, reducing scrap, and saving money. See our Spritzgussformdesign for a comprehensive overview.
-
hot runner system: A hot runner system is a heated assembly inside an injection mold that keeps plastic molten in the runner channel and reduces cold-runner waste. ↩
-
manifold: A manifold is a heated distribution block that routes molten plastic from the machine nozzle to multiple drop locations inside the mold. ↩
-
cold runner: A cold runner is a conventional mold feed system where runner plastic solidifies each cycle and must be separated from the molded part. ↩







