 Overslaan naar inhoud
Overslaan naar inhoud 

Hot Runners: Een Uitgebreide Gids | ZetarMold spuitgieten, enhancing efficiency and product quality across various industries.
Hotrunners minimaliseren afval en verbeteren cyclustijden door de plastic smelt tijdens het gieten op optimale temperaturen te houden. Ze worden vaak gebruikt bij de productie van auto's, consumptiegoederen en medische apparatuur. De belangrijkste voordelen zijn lagere materiaalkosten en een constantere productkwaliteit.
Hoewel dit overzicht de voordelen van hotrunners belicht, is inzicht in hun ontwerp en toepassing cruciaal voor het optimaliseren van uw productieprocessen. Ga verder en ontdek hoe verschillende hotrunnersystemen uw productie-efficiëntie kunnen verbeteren.
- Heetkanalen houden plastic gesmolten in het kanaalsysteem, elimineren afval van koude kanalen en verkorten cyclustijden tot onder 5 seconden voor dunwandige onderdelen.
- Temperatuurregeling en gebalanceerde stroming zijn de twee meest kritische technische factoren—slechte regeling veroorzaakt poortdefecten, uitstulpingen en ongelijke holtevulling.
- Valve-gate systemen bieden de hoogste precisie maar vereisen het meest complexe onderhoud; open systemen zijn simpeler maar minder flexibel.
- Hotrunner-matrijzen besparen 10–20% op materiaalkosten bij massaproductie door runner-afval volledig te elimineren.
- Correct manifold en nozzle ontwerp, geverifieerd door CAE analyse, is essentieel voor succes van multi-cavity molds.
Voor kopers is de belangrijke vraag niet of hot runners geavanceerd zijn, maar of ze passen bij de kunststof, onderdeelgewicht, jaarlijkse volume, gate uiterlijk vereiste, en onderhoudcapaciteit van de leverancier. Een hot runner kan een sterke investering zijn wanneer de runner kostbaar materiaal zou verspillen, maar kan ook een verborgen kostenpost worden als het systeem slecht gebalanceerd is of moeilijk te onderhouden.
“Hotrunners verminderen de cyclustijden bij spuitgieten.”Echt
Hotrunners houden het plastic gesmolten, waardoor de koeltijd korter wordt en het algehele productieproces sneller verloopt.
“Hotrunners zijn in alle gevallen duurder dan koudrunners.”Vals
Hoewel hotrunners over het algemeen hogere initiële kosten hebben, kunnen hun efficiëntie en materiaalbesparingen leiden tot lagere algemene kosten bij productie op lange termijn.
Wat is het principe van Hot Runner?
Hot runners houden het gesmolten materiaal warm in verwarmde moldkanalen, zodat geen koude slug ontstaat en geen runnerafval wordt geproduceerd.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Hotrunners houden de temperatuur van het gesmolten kunststof tijdens het hele vormproces op peil, waardoor stolling wordt voorkomen en afval wordt beperkt. Deze technologie wordt veel gebruikt in sectoren zoals de auto-industrie, consumentenproducten en medische apparatuur. De belangrijkste voordelen zijn kortere cyclustijden, lagere materiaalkosten en een grotere consistentie van de eindproducten.
Heetkanaalsystemen worden onderverdeeld in adiabatische kanalen en micro semi hot runner system1.The hot runner, also known as the non-runner, means that the plastic in the runner does not solidify after each injection, and the water outlet in the runner does not need to be removed when the plastic product is demolded. Since the plastic in the runner is not solidified, the runner is still unobstructed during the next injection. In short, the hot runner is an extension of the injection molding machine nozzle.
De hot runner is een verwarmingscomponentensysteem gebruikt in injectiemolds om gesmolten plasticpartikels in de moldholte te injecteren. Een hot runner mold is een nieuwe structuur die de runner en het kanaal van een traditionele mold of drieplaat mold verwarmt, zodat de runner en runner niet verwijderd moeten worden tijdens elke vorming.
Wat zijn de belangrijkste technische factoren die van invloed zijn op hotrunners?
Nozzle ontwerp, temperatuurcontrole, en gate type zijn de drie variabelen die de betrouwbaarheid van hot runners in productie beslissen.

Om een hot runner moldproject succesvol te maken, moet je ervoor zorgen dat je een aantal zaken geregeld hebt. De twee belangrijkste technische aspecten die je nodig hebt zijn: controle over de plastic temperatuur en controle over de plastic stroming.
Regeling van de temperatuur van kunststof
Het regelen van de temperatuur van kunststof is superbelangrijk als je een hotrunner matrijs gebruikt. Als je de temperatuur niet goed controleert, krijg je veel problemen met je proces en de kwaliteit van je onderdelen. Als je bijvoorbeeld een hot tip gate gebruikt, krijg je veel problemen met de kwaliteit van je gate. Als je een valve gate gebruikt, zul je veel problemen krijgen met het sluiten van de klepstift.
Als je een mal met meerdere caviteiten hebt, zul je veel problemen krijgen met de vultijd en de kwaliteit van je onderdelen. Als je kunt, probeer dan een hotrunnersysteem met veel zones te krijgen, zodat je de temperatuur beter kunt regelen en meer flexibiliteit hebt.
Regeling van Kunststofstroming
De kunststoffen moeten evenwichtig stromen in het hotrunnersysteem. De poorten moeten tegelijkertijd geopend worden zodat de kunststof elke holte synchroon kan vullen. Voor FAMILY MOLD met een groot verschil in onderdeelgewicht, moet het ontwerp van de runnergrootte gebalanceerd zijn. Anders zullen sommige onderdelen niet met genoeg druk gevuld worden, terwijl andere met te veel druk gevuld worden, of zal de flash te groot zijn en de kwaliteit slecht. Het ontwerp van de grootte van de hete agentrunner zou redelijk moeten zijn.
Als de maat te klein is, zal het drukverlies te groot zijn. Als de maat te groot is, zal het heetkanaalvolume te groot zijn en zal het plastic te lang in het heetkanaalsysteem blijven, wat de materiaaleigenschappen zal beschadigen en ervoor zal zorgen dat de onderdelen na het vormen niet voldoen aan de gebruiksvereisten. Er zijn al CAE-stroomanalysesoftware zoals MOLDCAE die specifiek gebruikers helpt om het beste kanaal te ontwerpen.
Welke soorten warmlopers zijn er?
Er zijn twee hoofdtypen hotrunners: open en gesloten systemen. Open systemen laten een directe stroming van gesmolten kunststof toe, terwijl gesloten systemen een manifold2 om de temperatuur te behouden en afval te verminderen. Hotrunners worden veel gebruikt in industrieën zoals automotive, consumentengoederen en medische apparaten, en bieden voordelen zoals verminderd materiaalgebruik en verbeterde onderdeelconsistentie.
Type naaldventiel
Het systeem met klepafsluiters is een mechanisch klepnaaldsysteem dat de klepnaald aandrijft met luchtdruk. Hotrunners met naaldkleppen besparen materialen, hebben een mooi kunststof oppervlak en hebben een strakke interne kwaliteit en hoge sterkte. Er zijn twee belangrijke types naaldklep hot runners in de wereld (gebaseerd op het injectieprincipe): cilindertype en veertype.
Wat zijn de soorten hotrunnersystemen?
Er zijn twee hoofdtypen hotrunnersystemen: open en gesloten. Open systemen stellen de smelt bloot aan de atmosfeer, wat eenvoudiger is maar kan leiden tot materiaaldegradatie. Gesloten systemen daarentegen houden de smelt opgesloten, waardoor verspilling tot een minimum wordt beperkt en de integriteit van het materiaal behouden blijft. Beide systemen verhogen de productiesnelheid en consistentie van onderdelen, waardoor ze essentieel zijn in industrieën zoals de auto-industrie en consumptiegoederen.
Hot runner-systemen kunnen worden onderverdeeld in volledig hot runner-systeem en semi-hot runner-systemen. Hot runner-systemen kunnen worden onderverdeeld in drie soorten: single nozzle hot runner-systemen, multi-nozzle hot runner-systemen en valve gate hot runner-systemen.
Heetlopersysteem met één kop
Het single-head hotrunnersysteem bestaat voornamelijk uit een enkele straalpijp, een straalpijpkop, een straalpijpverbindingsplaat, een temperatuurregelsysteem enzovoort.
Het is noodzakelijk om de afmetingen d, D, L te controleren en de dikte van de spuitmondverbindingsplaat aan te passen zodat de vaste bevestigingsplaat van de matrijs op het eindvlak van de spuitmondverbindingsplaat drukt om de axiale verplaatsing van de spuitmond te controleren, of direct de spuitmond van de spuitgietmachine te gebruiken om het eindvlak van de spuitmondverbindingsplaat te ondersteunen om hetzelfde doel te bereiken.
Hotrunnersysteem met meerdere koppen
De kunststofmatrijs van het meerkoppige hotrunnersysteem is behoorlijk ingewikkeld. De gesmolten kunststof wordt door de spuitgietmachine in de aansluitplaat van de spuitmond gespoten, stroomt via de hotrunnerplaat naar de spuitmond, bereikt de spuitkop en wordt vervolgens in de holte gespoten. Het mondstuk van het hotrunnersysteem moet voldoen aan de eisen van radiale afmeting D1 en axiale afmeting van de vaste matrijsplaat.
De spuitkop en het vaste matrijsinzetstuk moeten overeenkomen met de radiale afmeting d om ervoor te zorgen dat de gesmolten kunststof niet overloopt naar het niet-holle deel, en de hardheid van het vaste matrijsinzetstuk moet gehard zijn tot ongeveer 50HRC. De afstand L tussen het deellichaam en het axiale positioneeroppervlak van de hete spuitmond moet strikt worden gecontroleerd.
| Parameter | Tolerance | Doel |
|---|---|---|
| Radiale afmeting D1 | ±0,01 mm | Uitlijning van spuitmond tot plaat |
| Radiale dimensie d | ±0,005 mm | Voorkom overloop van kunststof |
| Speling (kamertemperatuur) | 0.025 mm | Compensatie voor thermische uitzetting |
| Hardheid (insert) | ~50 HRC | Slijtvastheid bij gate |
De afmeting moet worden bepaald op basis van de werkelijke afstand van de spuitmond bij kamertemperatuur plus de werkelijke verlenging ΔL van de spuitmond bij de normale werktemperatuur van de matrijs. Om ervoor te zorgen dat de straalpijp betrouwbaar op de hotrunnerplaat past en de hotrunnerplaat niet vervormt, is boven de bovenkant van de straalpijp een verstelkussen aangebracht.
Het aanpassingskussen en het axiale positioneeroppervlak van de spuitmond beperken de axiale beweging van de spuitmond en controleren effectief de mogelijke vervorming van de hot runner-plaat. Bij kamertemperatuur wordt de afstand tussen het instelveld en de hot runner-plaat en de vaste matrijsplaat geregeld op 0,025 mm, zodat na het opwarmen van de matrijs het instelveld net op de werktemperatuur wordt gedrukt.
De positioneerstoel en positioneerpen van het hotrunnersysteem regelen de positie van de hotrunnerplaat in de matrijs. De positioneringszitting en de vaste matrijsplaat moeten een D2 radiale dimensieovereenkomst hebben en de diepte h moet nauwkeurig worden gecontroleerd. De axiale richting van de positioneringsstoel ondersteunt de hotrunnerplaat en draagt rechtstreeks de injectiedruk van de injectiemachine.
De positioneringspen moet overeenkomen met de vaste plaat van de hotrunnerplaat. Er moet voldoende ruimte zijn tussen de hotrunnerplaat en de malplaat om het isolatiemateriaal te omwikkelen. De hotrunner-plaat en de vaste plaat moeten voldoende bedradingsgroeven hebben zodat het netsnoer de matrijs kan verlaten en kan worden aangesloten op de bedradingsstoel die op de matrijs is geïnstalleerd.
Er is een radiale dimensie D1-passingsvereiste tussen de spuitmondverbindingsplaat en de vaste matrijsbevestigingsplaat, zodat de spuitkop van de spuitgietmachine goed kan samenwerken met de spuitmondverbindingsplaat op de matrijs. Nabij de heetkanaalplaat zijn de vaste matrijsplaat, de heetkanaalplaatbevestigingsplaat en de vaste matrijsbevestigingsplaat met schroeven verbonden om de stijfheid van de heetkanaalplaat te vergroten.
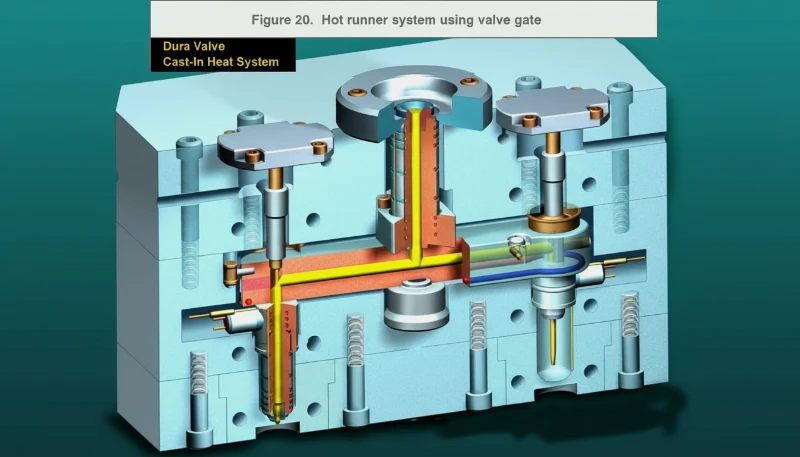
Klep Gate Hot Runner-systeem
Wat zijn de Hot Runner Assembly?
Een hotrunner-assemblage is het spruitstuk, spuitmonden, verwarmingselementen en sensoren die gesmolten kunststof rechtstreeks naar elke holte transporteren.

Positioneerring
De positioneringsring positioneert de spuitgietvorm in de spuitgietmachine om ervoor te zorgen dat de matrijs correct is uitgelijnd met de machine.
Hoofdsproeier
Wanneer de hars in de matrijs wordt geschoten, is dit de poort waar de hars binnenkomt vanaf de spuitmond van de spuitgietmachine. Afhankelijk van het type hars en het ontwerp van de hot runner, kan de poortcomponent verwarmd worden om het spuitgietproces te optimaliseren.
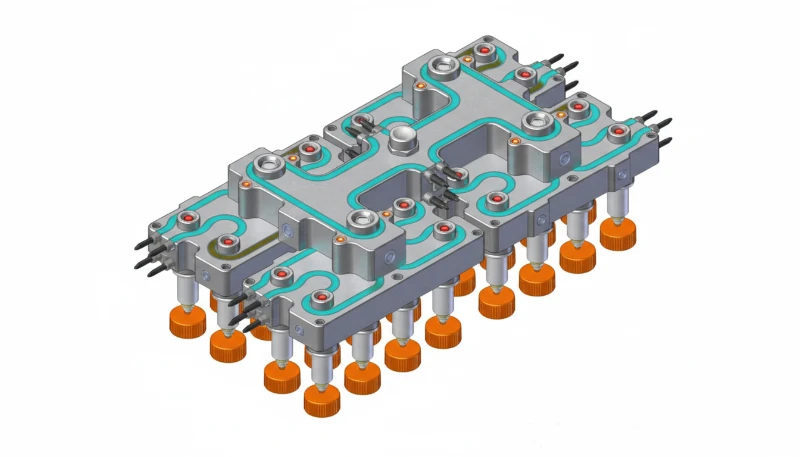
Spruitstuk
Manifolds worden gebruikt wanneer je meerdere caviteiten in een matrijs hebt of wanneer je meerdere voedingspunten hebt of wanneer je een enkel voedingspunt hebt maar het materiaalniveau verschoven is. Het materiaal is meestal P20 of H13. Spruitstukken worden over het algemeen verdeeld in twee categorieën: standaard en niet-standaard. Hun structurele vorm wordt voornamelijk bepaald door de verdeling van de holtes op de mal, de plaatsing van de spuitmonden en de locatie van de poorten.
Manifolds zorgen ervoor dat hars in verschillende spuitmonden en injectiepunten (gates) stroomt. Manifolds worden meestal gebruikt als je meerdere caviteiten hebt of als je meer dan één spuitmond/poort nodig hebt voor elk onderdeel. Manifolds kunnen worden gebruikt voor verschillende materialen, ontwerpen en vormen en worden meestal geoptimaliseerd met CAE-analyses om het spuitgietproces te verbeteren.
Mondstuk
Er zijn twee soorten hete spuitmonden: open hete spuitmonden en naaldafsluiter hete spuitmonden. Het type hete spuitmond dat u gebruikt, bepaalt het type heetkanaalsysteem dat u nodig heeft en het type matrijs dat u moet maken. Daarom worden heetkanaalsystemen onderverdeeld in open heetkanaalsystemen en naaldafsluiter heetkanaalsystemen.
Verwarmingstechnologie
De verwarmingstechnologie vormt de basis van alle hotrunnersystemen en heeft een grote invloed op het spuitgietproces en de kwaliteit van de werkstukken. Er zijn verschillende verwarmingsmethoden, elk met zijn eigen voor- en nadelen. Kies de juiste hotrunner op basis van verschillende spuitgietprocessen, onderdeelprestaties, betrouwbaarheid en kostenvereisten. De meest voorkomende hot runner technologieën zijn verwarmers met verwarmingsbanden/platen, zelfklevende/flexibele verwarmers of gesoldeerde verwarmers.
Wat zijn de voordelen van Hot Runner?
De voordelen van heetkanalen zijn de belangrijkste categorieën of opties die in deze sectie worden uitgelegd. Heetkanalen verminderen materiaalafval met tot 50%, verkorten cyclustijden en elimineren het hermalen van kanalen—waardoor ze essentieel zijn voor hoogvolume spuitgieten.
In onze fabriek in Shanghai hebben we 47 spuitgietmachines van 90T tot 1850T met een interne matrijsproductiefaciliteit. Met meer dan 20 jaar ervaring hebben we ontdekt dat hotrunner-systemen consequent materiaalafval met 15–30% verminderen bij productieruns met meerdere holtes—vooral op onze grotere tonnagepersen waar runner-volumes anders aanzienlijk zouden zijn.
Verkorte cyclus
De vormcyclus van onderdelen wordt verkort. Omdat er geen koeltijdlimiet is voor het runnersysteem, kunnen de onderdelen op tijd worden uitgeworpen na het vormen en uitharden. De vormcyclus van veel dunwandige onderdelen die geproduceerd worden met hotrunners kan minder dan 5 seconden bedragen.
Het toepassingsgebied uitbreiden
Productkwaliteit verbeteren
Als je kunststof onderdelen maakt met een hotrunner matrijs, kun je de temperatuur van de kunststof in het runnersysteem regelen. Dit betekent dat de kunststof gelijkmatiger in elke matrijsholte kan stromen, zodat je telkens onderdelen van dezelfde kwaliteit krijgt. De onderdelen die je maakt met een hot runner matrijs hebben goede poorten, weinig stress nadat je ze uit de matrijs hebt gehaald en ze raken niet verknoeid.
Daarom zie je veel producten van hoge kwaliteit die gemaakt zijn met hot runner mallen. Veel van de plastic onderdelen in MOTOROLA telefoons, HP printers en DELL laptops worden gemaakt met hot runner mallen.
Bespaar plastic
Afval verminderen
Productie Automatisering
Wat zijn de nadelen van Hot Runner?
De belangrijkste nadelen van hotrunners zijn hogere gereedschapskosten, toegevoegde onderhoudscomplexiteit en het risico op thermische degradatie bij warmtegevoelige kunststoffen.
Stijgende kosten
“Klep-poort hotrunner-systemen produceren poortmarkeringen die vrijwel onzichtbaar zijn op het voltooide onderdeel.”Echt
Klepporten gebruiken een mechanische pin om de poort netjes te sluiten, waardoor slechts een klein spoor achterblijft—ideaal voor cosmetische oppervlakken zoals automotive buitenpanelen.
“Hotrunner-systemen maken elke vormtemperatuurregeling overbodig.”Vals
Hot runners verwarmen alleen het runnerkanaal; de mold zelf vereist nog zijn eigen temperatuurcontrolesysteem (koelkanalen) om het onderdeel correct te stollen na vulling.
Hoge uitrustingsvereisten
Bijvoorbeeld, slechte plastic afdichting leidt tot plastic overstroming en beschadiging van hot runner componenten, waardoor productie wordt onderbroken, en slechte relatieve positie van nozzle inserts en gates leidt tot ernstige afname in productkwaliteit.
Complexe werking en onderhoud
Hot runner molds zijn complexer in gebruik en onderhoud dan cold runner3 molds. Als je ze niet correct gebruikt, is het heel makkelijk om de hot runner delen te beschadigen, wat productie onmogelijk maakt en enorme economische verliezen veroorzaakt. Voor nieuwe gebruikers van hot runner molds kost het veel tijd om ervaring op te bouwen.
Wat zijn de toepassingsgebieden van Hot Runners?
Hotrunners dienen de automotive, medische, verpakkings-, elektronica- en consumentengoederenindustrie—overal waar hoogvolume precisiegieten nodig is.
Auto-industrie
Elektronische industrie
Gebied medische apparatuur
Veelgestelde vragen
Veelgestelde vragen
Wat Is het Verschil Tussen een Hotrunner en een Koudrunner?
Een heetkanaal houdt het plastic gesmolten in het kanaalkanaal met behulp van elektrisch verwarmde componenten, zodat er geen kanaalafval wordt geproduceerd en onderdelen na elke cyclus schoon uitwerpen zonder secundaire nabewerking. Een koud kanaal laat het plastic in de voedingskanalen stollen samen met het onderdeel, wat afval produceert dat moet worden bijgesneden, hermaald of weggegooid. Heetkanalen besparen materiaal en verminderen de cyclustijd, maar kosten aanzienlijk meer vooraf en vereisen zorgvuldige temperatuurbeheersing. Koude kanalen zijn eenvoudiger, goedkoper en beter geschikt voor korte productieruns of frequente materiaalwisselingen.
Hoeveel Kost een Heetkanaalsysteem?
Een typisch hot runner systeem voegt 3,000 tot 15,000 US dollars of meer toe aan de totale mal kosten, afhankelijk van het aantal nozzles, valve-gate complexiteit, temperatuur zone count, en controller sophistication. Voor high-volume productie runs boven 100,000 delen, de materiaal besparingen van geëlimineerde runner scrap betalen vaak de investitie terug binnen enkele maanden. Voor short runs onder 5,000 delen, de extra kosten rechtvaardigen zichzelf economisch zelden. Doe altijd een gedetailleerde kosten-per-deel vergelijking inclusief materiaal besparingen, cyclus tijd reductie, en onderhoud kosten voordat je een hot runner systeem committeert.
Kunnen Alle Kunststoffen Worden Gebruikt in Heetkanaalsystemen?
De meeste thermoplasten werken goed met heetkanalen, maar warmtegevoelige materialen zoals PVC, POM (acetaal) en bepaalde vlamvertragende kwaliteiten vereisen zorgvuldig temperatuurbeheer om thermische afbraak in het spruitstuk te voorkomen. Materialen met zeer smalle verwerkingsvensters of die geneigd zijn tot gasvorming vereisen gespecialiseerde nozzle-ontwerpen en precieze zone-voor-zone temperatuurregeling. Met glas gevulde kunststoffen versnellen ook de slijtage van heetkanaalcomponenten, wat geharde stroomkanalen noodzakelijk maakt. Uw heetkanaalleverancier moet de compatibiliteit met uw specifieke kunststofkwaliteit bevestigen en aanbevolen temperatuurprofielen voor optimale verwerkingsresultaten verstrekken.
Hoe Onderhoud Je een Heetkanaalmatrijs?
Regulier onderhoud omvat het reinigen van nozzles en manifolds tijdens gepland mal service, het checken van heater bands en thermocouples voor slijtage of burnout, inspecteren van valve pins voor scoring of bending, en het verifiëren van seal integriteit om kunststof lekkage in wiring kanalen te voorkomen. Meeste productie shops plannen hot runner onderhoud elke 50,000 tot 100,000 cycles of wanneer de mal uit de press wordt verwijderd. Documenteren van temperatuur zone readings over tijd helpt degradatie trends detecteren voordat ze kwaliteit defects veroorzaken. Het houden van spare heater bands, thermocouples, en seal kits op hand minimaliseert ongeplande downtime tijdens kritieke productie runs.
Wat veroorzaakt kleur strepen in Hot Runner gemalen delen?
Kleur strepen in hot runner delen resulteren typisch van residu materiaal van een vorige kleur of kunststof grade stagnating in dead spots binnen de manifold of nozzle kanalen. Insufficient purging tijd, low-temperature zones die materiaal laten hangen, of worn interne oppervlakten die microscopische pockets creëren zijn common culprits. Thorough purging op de correcte melt temperatuur, gevolgd door physical inspectie van flow kanalen tijdens onderhoud, voorkomt meeste streaking issues. Sommige moderne hot runner designs hebben streamlined flow paths en gepolijste interne oppervlakten specifiek om dead zones te minimaliseren en kleur changes te versnellen.
Wanneer Kies Je een Klepport in Plaats van een Open-Poort Heetkanaal?
Kies valve-gate systemen wanneer het cosmetische uiterlijk van de gate kritiek is—automotive buitenpanelen, behuizingen voor consumentenelektronica en medische apparaat enclosures vereisen allemaal gate marks die praktisch onzichtbaar zijn. Valve gates maken ook sequentiële vulling mogelijk voor familie-mallen met delen van verschillende volumes, en ze zorgen voor precieze drukregeling voor engineering-grade kunststoffen. Open-gate systemen zijn significant economischer en simpeler te onderhouden, waardoor ze de beste keuze zijn voor niet-cosmetische applicaties, commodity kunststoffen zoals polypropyleen, en mallen waar een kleine vestige mark op het gate oppervlak acceptabel is voor de eindgebruiker.
Hoeveel Temperatuurzones Heeft een Heetkanaal Nodig?
Het aantal zones hangt af van de spruitstukindeling, het aantal holtes en de complexiteit van de onderdelveometrie. Een eenvoudige matrijs met één nozzle heeft mogelijk slechts één of twee zones nodig, terwijl een complexe matrijs met meerdere holtes en zestien of meer drops wel acht tot twintig onafhankelijk bestuurde zones kan vereisen. Meer zones bieden fijnere controle over de smeltviscositeit bij elke poort, wat cruciaal is voor familiegietvormen waar verschillende holtes onderdelen met verschillende gewichten of wanddiktes produceren. Het uitvoeren van een CAE-stroomanalyse vóór de gereedschapsbouw helpt de optimale zoneconfiguratie te bepalen en mogelijke balansproblemen vroeg in het ontwerpproces te identificeren.
Verhoogt een Heetkanaalsysteem de Matrijscyclusduur?
Nee—hot runner systemen verlagen meestal de cyclus tijd in plaats van deze te verhogen. Door de cold runner te elimineren, is er geen dikke runner sectie die moet koelen en stollen voor ejectie. Thin-wall delen geproduceerd met hot runners kunnen cyclus tijden onder vijf seconden bereiken in productie. De enige uitzondering ontstaat wanneer een slecht ontworpen hot runner excessieve thermische massa aan de mal toevoegt die de totale koeling interfereert, maar dit is ongewoon in professioneel geëngineerde systemen. De cyclus tijd reductie, gecombineerd met materiaal besparingen, is één van de sterkste economische argumenten voor het investeren in hot runner technologie voor medium tot high-volume productie.
Wat is het hoofddoel van een heetkanaalsysteem?
Het hoofd doel van een hot runner systeem is gesmolten kunststof warm te houden binnen de mal tot het de cavity gate bereikt. Dit reduceert of elimineert cold-runner scrap, verbetert materiaal gebruik, en kan de maling cyclus verkorten wanneer de runner anders de koeling tijd zou controleren. Het helpt ook multi-cavity mallen meer consistent vullen wanneer de manifold correct gebalanceerd is. Kopers moeten gate kwaliteit, temperatuur stabiliteit, onderhoud toegang, en spare-part support bevestigen voordat de tool wordt approved, omdat een goed gespecificeerde hot runner makkelijker te valideren is tijdens productie trials en kostbare rework later voorkomt.
Wanneer is een heetkanaal beter dan een koudkanaal?
Een heetkanaal is meestal beter dan een koudkanaal wanneer het productievolume stabiel is, de kunststof duur is, het kanaal zwaar zou zijn, of het poortuiterlijk en de holtebalans belangrijk zijn. Het is minder aantrekkelijk voor prototypes, zeer lage volumes, frequente kleurwisselingen of materialen die afbreken tijdens een lange verblijftijd in het spruitstuk. De beslissing moet de matrijskosten, de bespaarde kunststof per schot, de vermindering van de cyclusduur, het startafval, de onderhoudskosten en het stilstandrisico vergelijken, in plaats van zich alleen te richten op de initiële gereedschapskostenofferte van de matrijzenmaker.
Wat zijn de common risicos van hot runner mallen?
Veelvoorkomende risico's bij heetkanalen zijn smeltlekkage, verwarmingselementstoring, thermokoppeldrift, onbalans in holtes, poortdraadvorming, zwarte stipjes, kleurstrepen en materiaalafbraak. Veel van deze problemen lijken op problemen in het spuitgietproces, zelfs wanneer de oorzaak in de hete helft van de matrijs ligt. Een goede matrijsbeoordeling moet de spruitstukindeling, de speling voor thermische uitzetting, de integriteit van de nozzle-zitting, de routing van de bedradingsbescherming, de kalibratie van de poortgrootte, de koeling nabij de poort en het gemak waarmee verwarmingselementen of kleppennen kunnen worden vervangen tijdens gepland onderhoud controleren.
Hoe moeten kopers een heetkanaalleverancier beoordelen?
Kopers moeten beoordelen of de leverancier het poorttype, het heetkanaalmerk, het aantal temperatuurzones, de spruitstukbalansmethode, de controllercompatibiliteit, de reserveonderdelenlijst en het proefvalidatieplan kan uitleggen. De leverancier moet tekeningen, zonemappen, aanbevolen temperatuurinstellingen en T1-monsterbewijs verstrekken in plaats van alleen te zeggen dat een heetkanaal materiaal bespaart. Nuttig proefbewijs omvat holtegewichtgegevens, injectiedrukkrommen, poortuiterlijkfoto's, startafvaltelling, dimensionele inspectierapporten en een lijst van corrigerende maatregelen genomen tijdens de monstername.
Verlaagt een heetkanaal altijd de totale spuitgietkosten?
Een heetkanaal verlaagt niet altijd de totale spuitgietkosten. Het kan kunststofafval, koeltijd en handmatige kanaalafhandeling verminderen, maar het verhoogt ook de matrijskosten, controllerkosten, onderhoudskosten en technisch risico. De terugverdientijd is het sterkst wanneer het jaarlijkse schotvolume hoog is en het kanaal zwaar zou zijn of gemaakt van dure kunststof. Voor korte productieseries onder de 10.000 onderdelen kan een eenvoudig koudkanaal goedkoper en gemakkelijker te onderhouden zijn, zelfs als het wat kanaalafval creëert dat na elke cyclus moet worden vermalen of weggegooid.
Hoe Vormen Heetkanalen de Toekomst van Spuitgieten?
Hot runner (Hot Runner Systems) is een verwarmingssysteem dat wordt gebruikt in spuitgietmatrijzen om gesmolten kunststofdeeltjes in de matrijsholte te injecteren. Hot runner-mallen zijn een nieuwe structuur die de runners en loopwagens van traditionele mallen of matrijzen met drie platen verwarmt, zodat de runners en loopwagens niet bij elke vorm hoeven te worden verwijderd.
Heetkanaaltechnologie werd meer dan 50 jaar geleden geïntroduceerd in de kunststofindustrie, en het heeft de mogelijkheden van het spuitgietproces volledig veranderd door de kwaliteit van spuitgietonderdelen te verbeteren, de operationele efficiëntie te verbeteren, afval te verminderen en geld te besparen. Zie onze ontwerp van spuitgietmatrijzen for a comprehensive overview.
-
hot runner system: Een hot runner systeem is een verwarmde assembly binnen een injection mal die kunststof gesmolten houdt in het runner kanaal en cold-runner waste reduceert. ↩
-
manifold: Een manifold is een verwarmd distributieblok dat gesmolten kunststof van de machine nozzle naar meerdere drop locaties binnen de mal routeert. ↩
-
cold runner: Een cold runner is een conventioneel mal feed systeem waar runner kunststof elke cyclus stolt en moet worden gesepareerd van het gemalen deel. ↩







