 Przejdź do treści
Przejdź do treści 

możliwości procesu poprzez poprawę jakości części formowanych wtryskowo, zwiększenie wydajności operacyjnej, redukcję odpadów i oszczędność pieniędzy. Zobacz nasze formowanie wtryskowe, enhancing efficiency and product quality across various industries.
Gorące kanały minimalizują ilość odpadów i poprawiają czas cyklu, utrzymując stopiony plastik w optymalnej temperaturze podczas formowania. Są one powszechnie stosowane w branży motoryzacyjnej, dóbr konsumpcyjnych i produkcji urządzeń medycznych. Kluczowe korzyści obejmują obniżone koszty materiałów i lepszą spójność jakości części.
Chociaż ten przegląd podkreśla zalety gorących kanałów, zrozumienie ich konstrukcji i zastosowania ma kluczowe znaczenie dla optymalizacji procesów produkcyjnych. Dowiedz się więcej, aby odkryć, w jaki sposób różne systemy gorących kanałów mogą zwiększyć wydajność produkcji.
- Hot runners keep plastic molten in the runner system, eliminating cold-runner waste and reducing cycle times below 5 seconds for thin-wall parts.
- Temperature control and balanced flow are the two most critical technical factors—poor control causes gate defects, flash, and uneven cavity fill.
- Valve-gate systems offer the highest precision but require the most complex maintenance; open systems are simpler but less versatile.
- Hot runner molds save 10–20% on material costs in high-volume production by eliminating runner scrap entirely.
- Proper manifold and nozzle design, verified through CAE analysis, is essential for multi-cavity mold success.
For buyers, the important question is not whether hot runners are advanced, but whether they fit the resin, part weight, annual volume, gate appearance requirement, and maintenance capability of the supplier. A hot runner can be a strong investment when the runner would waste expensive material, but it can also become a hidden cost if the system is poorly balanced or hard to service.
“Hot runners reduce cycle times in injection molding.”Prawda
Gorące kanały utrzymują plastik w stanie stopionym, skracając czas chłodzenia i przyspieszając cały proces produkcji.
“Hot runners are more expensive than cold runners in every case.”Fałsz
Chociaż gorące kanały generalnie mają wyższy koszt początkowy, ich wydajność i oszczędność materiału mogą prowadzić do niższych kosztów ogólnych w długoterminowej produkcji.
Jaka jest zasada działania Hot Runnera?
Hot runners keep melt hot inside heated mold channels, so no cold slug forms and no runner scrap is produced.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Gorące kanały utrzymują temperaturę stopionego tworzywa sztucznego przez cały proces formowania, zapobiegając krzepnięciu i zmniejszając ilość odpadów. Technologia ta jest szeroko stosowana w branżach takich jak motoryzacja, produkty konsumenckie i urządzenia medyczne. Kluczowe zalety obejmują skrócenie czasu cyklu, niższe koszty materiałów i większą spójność gotowych produktów.
Hot runner systems are divided into adiabatic runners and micro semi hot runner system1.The hot runner, also known as the non-runner, means that the plastic in the runner does not solidify after each injection, and the water outlet in the runner does not need to be removed when the plastic product is demolded. Since the plastic in the runner is not solidified, the runner is still unobstructed during the next injection. In short, the hot runner is an extension of the injection molding machine nozzle.
The hot runner is a heating component system used in injection molds to inject melted plastic particles into the mold cavity. A hot runner mold is a new structure that heats the runner and channel of a traditional mold or three-plate mold, so that the runner and runner do not need to be removed during each molding.
Jakie są kluczowe czynniki techniczne wpływające na gorących biegaczy?
Nozzle design, temperature control, and gate type are the three variables that decide hot runner reliability in production.

To make a hot runner mold project successful, you need to make sure you have a few things in place. The two most important technical things you need to have are: control of plastic temperature and control of plastic flow.
Kontrola temperatury tworzywa sztucznego
Kontrolowanie temperatury tworzywa sztucznego jest bardzo ważne podczas korzystania z form gorącokanałowych. Jeśli nie kontrolujesz dobrze temperatury, będziesz mieć wiele problemów z procesem i jakością swoich części. Na przykład, jeśli używasz bramy z gorącą końcówką, będziesz mieć wiele problemów z jakością bramy. Jeśli używasz zasuwy zaworowej, będziesz mieć wiele problemów z zamykaniem sworznia zaworu.
W przypadku form wielogniazdowych może wystąpić wiele problemów z czasem napełniania i jakością części. Jeśli możesz, spróbuj uzyskać system gorącokanałowy, który ma wiele stref, dzięki czemu możesz lepiej kontrolować temperaturę i mieć większą elastyczność.
Control of Plastic Flow
Tworzywa sztuczne powinny przepływać równomiernie w systemie gorącokanałowym. Bramy powinny być otwierane w tym samym czasie, aby umożliwić synchroniczne wypełnienie każdej wnęki tworzywem sztucznym. W przypadku FAMILY MOLD z dużą różnicą w masie części, rozmiar kanału powinien być zrównoważony. W przeciwnym razie niektóre części nie zostaną wypełnione z wystarczającym ciśnieniem, podczas gdy inne zostaną wypełnione ze zbyt dużym ciśnieniem lub błysk będzie zbyt duży, a jakość będzie niska. Rozmiar kanału gorącokanałowego powinien być rozsądny.
If the size is too small, the pressure loss will be too large.If the size is too big, the hot runner volume will be too big, and the plastic will stay in the hot runner system for too long, which will damage the material properties and cause the parts to fail to meet the use requirements after molding. There are already CAE flow analysis software such as MOLDCAE that specifically helps users to design the best runner.
Jakie są rodzaje biegaczy termicznych?
There are two main types of hot runners: open and closed systems. Open systems allow direct flow of molten plastic, while closed systems use a manifold2 to maintain temperature and reduce waste. Hot runners are widely utilized in industries such as automotive, consumer goods, and medical devices, offering benefits like reduced material usage and improved part consistency.
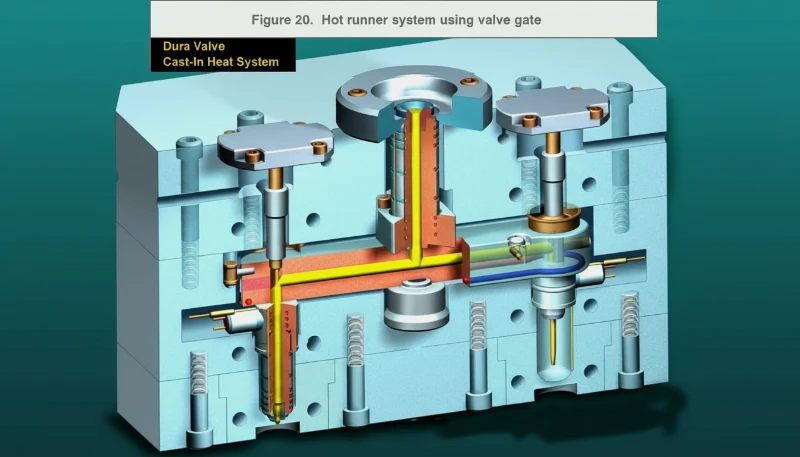
Typ zaworu iglicowego
System zasuwy zaworu to mechaniczny system iglicy zaworu, który napędza iglicę zaworu ciśnieniem powietrza. Gorące kanały zaworu iglicowego oszczędzają materiały, mają piękną plastikową powierzchnię oraz mają wysoką jakość wewnętrzną i wysoką wytrzymałość. Istnieją dwa główne typy gorących kanałów zaworów iglicowych na świecie (w oparciu o zasadę wtrysku): typ cylindra i typ sprężyny.
Jakie są rodzaje systemów gorących kanałów?
Istnieją dwa główne typy systemów gorących kanałów: otwarte i zamknięte. Systemy otwarte wystawiają stopiony materiał na działanie atmosfery, co jest prostsze, ale może prowadzić do degradacji materiału. Systemy zamknięte natomiast utrzymują stopiony materiał w zamknięciu, minimalizując ilość odpadów i zachowując integralność materiału. Oba systemy zwiększają szybkość produkcji i spójność części, co czyni je niezbędnymi w branżach takich jak motoryzacja i towary konsumpcyjne.
Systemy gorącokanałowe można podzielić na systemy w pełni gorącokanałowe i systemy półgorącokanałowe. Systemy gorącokanałowe można podzielić na trzy typy: systemy gorącokanałowe z pojedynczą dyszą, systemy gorącokanałowe z wieloma dyszami i systemy gorącokanałowe z zasuwą zaworową.
Jednogłowicowy system gorących kanałów
Jednogłowicowy system gorących kanałów składa się głównie z pojedynczej dyszy, głowicy dyszy, płyty łączącej dyszę, systemu kontroli temperatury itp.
Konieczne jest kontrolowanie wymiarów d, D, L i dostosowanie grubości płyty łączącej dyszy, tak aby stała płyta mocująca formy dociskała powierzchnię czołową płyty łączącej dyszy, aby kontrolować osiowe przemieszczenie dyszy, lub bezpośrednie użycie dyszy wtryskarki do podparcia powierzchni czołowej płyty łączącej dyszy, aby osiągnąć ten sam cel.
Wielogłowicowy system gorących kanałów
Plastikowa forma wielogłowicowego systemu gorącokanałowego jest dość skomplikowana. Stopione tworzywo sztuczne jest wtryskiwane do płyty łączącej dysze przez wtryskarkę, przepływa do dyszy przez płytę gorącokanałową, dociera do głowicy dyszy, a następnie jest wtryskiwane do wnęki. Dysza systemu gorącokanałowego musi spełniać wymagania dotyczące wymiaru promieniowego D1 i limitu wymiaru osiowego ze stałą płytą formy.
Głowica dyszy i stała wkładka formy muszą pasować do wymiaru promieniowego d, aby upewnić się, że stopione tworzywo sztuczne nie przelewa się do części bez wnęki, a twardość stałej wkładki formy musi być utwardzona do około 50HRC. Odległość L między powierzchnią podziału a osiową powierzchnią pozycjonującą gorącej dyszy musi być ściśle kontrolowana.
| Parametr | Tolerance | Cel |
|---|---|---|
| Radial dimension D1 | ±0,01 mm | Nozzle-to-plate alignment |
| Radial dimension d | chłodzenie konforemne odnosi się do kanałów, które podążają za konturami wnęki formy, zapewniając bardziej równomierne chłodzenie i skracając czas cyklu w porównaniu z tradycyjnymi kanałami wierconymi. | Prevent plastic overflow |
| Gap (room temp) | 0.025 mm | Thermal expansion compensation |
| Hardness (insert) | ~50 HRC | Wear resistance at gate |
Wymiar należy określić na podstawie rzeczywistej odległości L\' dyszy w temperaturze pokojowej plus rzeczywiste wydłużenie ΔL dyszy w normalnej temperaturze roboczej formy. Aby upewnić się, że dysza niezawodnie pasuje do płyty gorącokanałowej i nie deformuje płyty gorącokanałowej, nad górną częścią dyszy znajduje się podkładka regulacyjna.
Podkładka regulacyjna i osiowa powierzchnia pozycjonująca dyszy ograniczają ruch osiowy dyszy i skutecznie kontrolują możliwe odkształcenie płyty gorącokanałowej. W temperaturze pokojowej szczelina między podkładką regulacyjną a płytą gorącokanałową i stałą płytą formy jest kontrolowana tak, aby wynosiła 0,025 mm, dzięki czemu po podgrzaniu formy podkładka regulacyjna jest po prostu dociskana w temperaturze roboczej.
Gniazdo pozycjonujące systemu gorącokanałowego i sworzeń pozycjonujący kontrolują położenie płyty gorącokanałowej w formie. Gniazdo pozycjonujące i stała płyta formy muszą być dopasowane do wymiaru promieniowego D2, a głębokość h musi być dokładnie kontrolowana. Kierunek osiowy gniazda pozycjonującego podpiera płytę gorącokanałową i bezpośrednio przenosi ciśnienie wtrysku wtryskarki.
Kołek pozycjonujący musi pasować do stałej płyty gorącokanałowej. Pomiędzy płytą gorącokanałową a płytą formy musi być wystarczająco dużo miejsca, aby owinąć materiał izolacyjny. Płyta gorącokanałowa i płyta stała muszą mieć wystarczającą ilość rowków na przewody, aby umożliwić wyprowadzenie przewodu zasilającego z formy i podłączenie go do gniazda przewodów zainstalowanego na formie.
There is a radial dimension D1 matching requirement between the nozzle connecting plate and the fixed mold fixing plate so that the injection head of the injection molding machine can cooperate well with the nozzle connecting plate on the mold. Near the hot runner plate, the fixed mold plate, the hot runner plate fixing plate, and the fixed mold fixing plate are connected with screws to enhance the rigidity of the hot runner plate.
System gorących kanałów Valve Gate
Co to jest zespół Hot Runner?
A hot runner assembly is the manifold, nozzles, heaters, and sensors that deliver molten plastic straight to each cavity.

Pierścień pozycjonujący
The positioning ring positions the forma wtryskowa in the injection molding machine to make sure the mold is lined up right with the machine.
Dysza główna
Gdy żywica jest wtryskiwana do formy, jest to brama, do której żywica dostaje się z dyszy wtryskarki. W zależności od rodzaju żywicy i konstrukcji gorącego kanału, element bramy może być podgrzewany w celu optymalizacji procesu formowania.
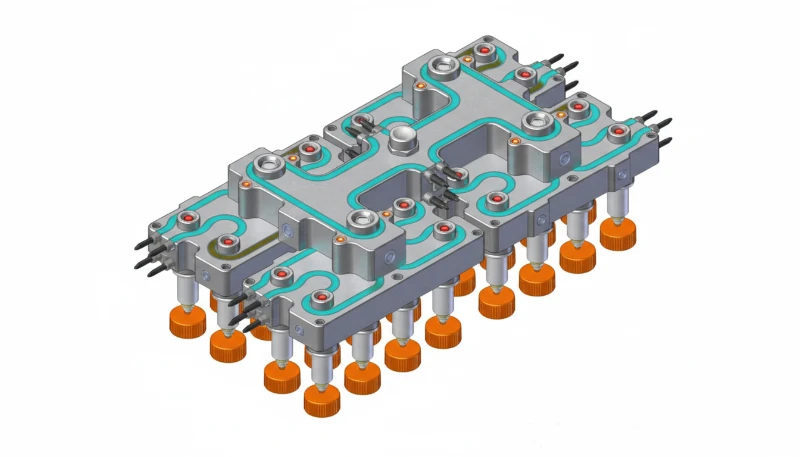
Kolektor
Rozdzielacze są stosowane w przypadku wielu wnęk w formie lub wielu punktów podawania, lub gdy masz jeden punkt podawania, ale poziom materiału jest przesunięty. Materiałem jest zazwyczaj P20 lub H13. Rozdzielacze są generalnie podzielone na dwie kategorie: standardowe i niestandardowe. Ich forma strukturalna zależy głównie od rozmieszczenia wnęk na formie, rozmieszczenia dysz i lokalizacji zasuw.
Rozdzielacze umożliwiają przepływ żywicy do różnych dysz i punktów wtrysku (bram). Rozdzielacze są zwykle używane, gdy masz wiele wnęk lub gdy potrzebujesz więcej niż jednej dyszy / bramy dla każdej części. Rozdzielacze mogą być stosowane do różnych materiałów, konstrukcji i kształtów i są zwykle optymalizowane za pomocą analizy CAE w celu usprawnienia procesu formowania.
Dysza
There are two types of hot nozzles: open hot nozzles and needle valve hot nozzles. The type of hot nozzle you use determines the type of hot runner system you need and the type of mold you need to make. So, hot runner systems are divided into open hot runner systems and needle valve hot runner systems.
Technologia grzałki
Technologia podgrzewania jest podstawą wszystkich systemów gorącokanałowych i ma duży wpływ na proces formowania i jakość części. Istnieje kilka metod ogrzewania, z których każda ma swoje wady i zalety. Należy wybrać odpowiedni system gorącokanałowy w oparciu o różne procesy formowania, wydajność części, niezawodność i wymagania kosztowe. Najpopularniejsze technologie gorących kanałów obejmują grzejniki z taśmami/płytami grzejnymi, grzejniki samoprzylepne/elastyczne lub grzejniki lutowane.
Jakie są zalety Hot Runnera?
The advantages of hot runner are the main categories or options explained in this section. Hot runners cut material waste by up to 50%, shorten cycle times, and eliminate runner regrind—making them essential for high-volume injection molding.
In our Shanghai factory, we run 47 injection molding machines from 90T to 1850T with an in-house mold manufacturing facility. With over 20 years of experience, we’ve found that hot runner systems consistently reduce material waste by 15–30% on multi-cavity production runs—especially on our larger tonnage presses where runner volumes would otherwise be significant.
Skrócony cykl
Cykl formowania części ulega skróceniu. Ponieważ nie ma limitu czasu chłodzenia dla systemu kanałów, części mogą być wyrzucane w odpowiednim czasie po formowaniu i utwardzaniu. Cykl formowania wielu cienkościennych części produkowanych przy użyciu form gorącokanałowych może być krótszy niż 5 sekund.
Rozszerzenie zakresu zastosowania
Poprawa jakości produktów
Podczas produkcji części z tworzyw sztucznych za pomocą form gorącokanałowych można kontrolować temperaturę stopionego tworzywa sztucznego w systemie kanałów. Oznacza to, że tworzywo sztuczne może przepływać do każdej wnęki formy w bardziej równomierny sposób, dzięki czemu za każdym razem uzyskuje się części o tej samej jakości. Części wykonane za pomocą formy gorącokanałowej mają dobre bramy, niskie naprężenia po wyjęciu z formy i nie ulegają uszkodzeniu.
Dlatego też wiele wysokiej jakości produktów jest wytwarzanych przy użyciu form gorącokanałowych. Wiele plastikowych części w telefonach MOTOROLA, drukarkach HP i laptopach DELL jest wytwarzanych przy użyciu form gorącokanałowych.
Oszczędzaj plastik
Zmniejsz ilość odpadów
Automatyzacja produkcji
Jakie są wady Hot Runnera?
The main drawbacks of hot runners are higher tooling cost, added maintenance complexity, and the risk of thermal degradation in heat-sensitive resins.
Rosnące koszty
“Valve-gate hot runner systems produce gate marks that are virtually invisible on the finished part.”Prawda
Valve gates use a mechanical pin to close the gate cleanly, leaving only a tiny witness mark—ideal for cosmetic surfaces like automotive exterior panels.
“Hot runner systems eliminate the need for any mold temperature control.”Fałsz
Hot runners only heat the runner channel; the mold itself still requires its own temperature control system (cooling channels) to solidify the part properly after filling.
Wysokie wymagania sprzętowe
For example, poor plastic sealing leads to plastic overflow and damage to hot runner components, interrupting production, and poor relative position of nozzle inserts and gates leads to serious decline in product quality.
Kompleksowa obsługa i konserwacja
Hot runner molds are more complicated to operate and maintain than cold runner3 molds. If you don\’t operate them properly, it\’s very easy to damage the hot runner parts, which will make production impossible and cause huge economic losses. For new users of hot runner molds, it takes a long time to accumulate experience.
Jakie są obszary zastosowań gorących kanałów?
Hot runners serve automotive, medical, packaging, electronics, and consumer goods—anywhere high-volume precision molding is needed.
Przemysł motoryzacyjny
Przemysł elektroniczny
Dziedzina urządzeń medycznych
Często zadawane pytania
Często zadawane pytania
What Is the Difference Between a Hot Runner and a Cold Runner?
A hot runner keeps the plastic molten inside the runner channel using electrically heated components, so no runner scrap is produced and parts eject cleanly after each cycle with no secondary trimming needed. A cold runner allows the plastic in the feed channels to solidify along with the part, producing waste that must be trimmed, reground, or discarded. Hot runners save material and reduce cycle time but cost significantly more upfront and require careful temperature management. Cold runners are simpler, cheaper, and better suited for short production runs or frequent material changes.
How Much Does a Hot Runner System Cost?
A typical hot runner system adds 3,000 to 15,000 US dollars or more to the total mold cost, depending on the number of nozzles, valve-gate complexity, temperature zone count, and controller sophistication. For high-volume production runs exceeding 100,000 parts, the material savings from eliminated runner scrap often pay back the investment within a few months. For short runs under 5,000 parts, the added cost rarely justifies itself economically. Always run a detailed cost-per-part comparison including material savings, cycle time reduction, and maintenance costs before committing to a hot runner system.
Czy wszystkie tworzywa sztuczne można stosować w systemach gorącego kanału?
Większość termoplastów dobrze współpracuje z gorącymi kanałami, ale materiały wrażliwe na ciepło, takie jak PVC, POM (acetal) i niektóre gatunki ognioochronne, wymagają starannego zarządzania temperaturą, aby zapobiec degradacji termicznej wewnątrz kolektora. Materiały o bardzo wąskich oknach przetwórczych lub te skłonne do generowania gazów wymagają specjalnych konstrukcji dysz i precyzyjnej kontroli temperatury strefa po strefie. Żywice napełnione szkłem również przyspieszają zużycie komponentów gorącego kanału, wymuszając utwardzanie kanałów przepływu. Twój dostawca gorącego kanału powinien potwierdzić kompatybilność z twoim konkretnym gatunkiem żywicy i dostarczyć zalecane profile temperaturowe dla optymalnych rezultatów przetwórstwa.
Jak utrzymuje się formę z gorącym kanałem?
Routine konserwacja obejmuje czyszczenie dysz i rozdzielników podczas planowanych serwisów formy, sprawdzanie opasek grzejnych i termoelementów na zużycie lub przepalenie, inspekcję pinów zaworowych na zadrapania lub wygięcia oraz weryfikację integralności uszczelnienia, aby zapobiec wycieku plastiku do kanalizacji elektrycznej. Większość zakładów produkcyjnych planuje konserwację gorącego rozdzielnika co 50 000 do 100 000 cyklów lub gdy forma jest wyjęta z prasy. Dokumentowanie odczytów stref temperatury w czasie pomaga wykryć trendy degradacji przed powodowaniem defektów jakości. Posiadanie zapasowych opasek grzejnych, termoelementów i zestawów uszczelniających minimalizuje nieplanowane przestoje podczas krytycznych serii produkcyjnych.
Co powoduje smugi kolorystyczne w części formowanych gorącym rozdzielnikiem?
Smugi kolorów w częściach z gorącego kanału zwykle wynikają z pozostałości materiału z poprzedniego koloru lub gatunku żywicy stagnującego w martwych punktach w kanałach kolektora lub dyszy. Niewystarczający czas płukania, strefy niskiej temperatury, które pozwalają na zaleganie materiału, lub zużyte powierzchnie wewnętrzne tworzące mikroskopijne kieszenie są częstymi winowajcami. Dokładne płukanie przy odpowiedniej temperaturze stopu, a następnie fizyczna kontrola kanałów przepływu podczas konserwacji, zapobiega większości problemów ze smugami. Niektóre nowoczesne konstrukcje gorących kanałów mają zoptymalizowane ścieżki przepływu i wypolerowane powierzchnie wewnętrzne, aby zminimalizować strefy martwe i przyspieszyć zmiany kolorów.
Kiedy należy wybrać rozdzielnik z zaworem zamiast rozdzielnika gorącego z otwartym wlewem?
Wybierz systemy z zaworem, gdy estetyka wlewu jest krytyczna – panele zewnętrzne samochodów, obudowy elektroniki użytkowej i osłony urządzeń medycznych wymagają wlewów praktycznie niewidocznych. Zawory umożliwiają również sekwencyjne napełnianie dla rodzin form z częściami o różnych objętościach oraz zapewniają precyzyjną kontrolę ciśnienia dla żywic klasy technicznej. Systemy z otwartym wlewem są znacznie bardziej ekonomiczne i łatwiejsze w konserwacji, co czyni je lepszym wyborem dla zastosowań nieestetycznych, żywic podstawowych jak polipropylen oraz form, gdzie mała pozostałość na powierzchni wlewu jest akceptowalna dla końcowego użytkownika.
Jak wiele stref temperatury potrzebuje gorący rozdzielnik?
Liczba stref zależy od układu kolektora, liczby gniazd i złożoności geometrii części. Prosta forma z jedną dyszą może potrzebować tylko jednej lub dwóch stref, podczas gdy złożona forma wielogniazdowa z szesnastoma lub więcej wlewami może wymagać od ośmiu do dwudziestu niezależnie sterowanych stref. Więcej stref zapewnia dokładniejszą kontrolę nad lepkością stopu przy każdym wlewie, co jest kluczowe dla form rodzinnych, w których różne gniazda produkują części o różnych wagach lub grubościach ścianek. Przeprowadzenie analizy przepływu CAE przed wykonaniem narzędzia pomaga określić optymalną konfigurację stref i wcześnie zidentyfikować potencjalne problemy z równowagą w procesie projektowania.
Czy system gorącego rozdzielnika zwiększa czas cyklu formowania?
Nie – systemy gorącego rozdzielnika generalnie zmniejszają czas cyklu, nie zwiększają go. Eliminując zimny rozdzielnik, nie ma grubego sekcji rozdzielnika, który musi się ochłodzić i stwardnieć przed wyprężeniem. Części cienkościenne produkowane gorącym rozdzielnikiem mogą osiągnąć czas cyklu poniżej pięciu sekund w produkcji. Jedyny wyjątek występuje, gdy źle zaprojektowany gorący rozdzielnik dodaje nadmierną masę termiczną do formy, która zakłóca ogólne chłodzenie, ale jest to rzadkie w profesjonalnie zaprojektowanych systemach. Redukcja czasu cyklu, połączona z oszczędnością materiału, jest jednym z najsilniejszych argumentów ekonomicznych dla inwestowania w technologię gorącego rozdzielnika dla średnio- i wysokowolumenowej produkcji.
Jaki jest główny cel systemu gorącego kanału?
Głównym celem systemu gorącego rozdzielnika jest utrzymanie płynnego plastiku gorącym wewnątrz formy aż do osiągnięcia wlewu gniazda. Redukuje lub eliminuje odpady zimnego rozdzielnika, poprawia wykorzystanie materiału i może skrócić cykl formowania, gdy rozdzielnik kontrolował czas chłodzenia. Pomaga również formom wielogniazdowym napełniać się bardziej równomiernie, gdy rozdzielnik jest odpowiednio zbalansowany. Kupujący powinien potwierdzić jakość wlewu, stabilność temperatury, dostępność konserwacyjną i wsparcie części zamiennych przed zatwierdzeniem narzędzia, ponieważ dobrze określony gorący rozdzielnik jest łatwiejszy do walidacji podczas prób produkcyjnych i unika kosztownych napraw później.
Kiedy gorący rozdzielnik jest lepszy niż zimny rozdzielnik?
Gorący kanał jest zwykle lepszy niż zimny kanał, gdy produkcja jest stabilna, żywica jest droga, kanał byłby ciężki lub ważny jest wygląd wlewu i równowaga gniazd. Jest mniej atrakcyjny dla prototypów, zadań o bardzo małej ilości, częstych zmian kolorów lub materiałów, które ulegają degradacji podczas długiego czasu przebywania w kolektorze. Decyzja powinna porównywać koszt formy, zaoszczędzoną żywicę na strzał, redukcję czasu cyklu, odpad startowy, koszt utrzymania i ryzyko przestojów, zamiast skupiać się tylko na wstępnej wycenie narzędzia od wytwórcy formy.
Jakie są typowe ryzyka związane z formami z gorącym kanałem?
Typowe ryzyka gorącego kanału obejmują wyciek stopu, awarię grzałki, dryft termopary, niezrównoważone gniazda, ciągnięcie wlewu, czarne wtrącenia, smugi kolorów i degradację materiału. Wiele z tych problemów wygląda jak kwestie procesu wtryskiwania, nawet gdy przyczyna leży w gorącej części formy. Dobry przegląd formy powinien sprawdzić układ kolektora, luz na rozszerzalność termiczną, szczelność osadzenia dyszy, trasowanie ochrony okablowania, kalibrację wielkości wlewu, chłodzenie w pobliżu wlewu oraz łatwość wymiany grzałek lub trzpieni zaworowych podczas planowanej konserwacji.
Jak kupujący powinien oceniać dostawcę gorącego rozdzielnika?
Kupujący powinien oceniać, czy dostawca może wyjaśnić typ wlewu, markę gorącego rozdzielnika, liczbę stref temperatury, metodę balansowania rozdzielnika, kompatybilność kontrolera, listę części zamiennych i plan walidacji prób. Dostawca powinien dostarczyć rysunki, mapy stref, zalecane ustawienia temperatury i dowody prób T1, nie tylko mówić, że gorący rozdzielnik oszczędzi materiał. Użyteczne dowody prób obejmują dane wagowe gniazda, krzywe ciśnienia wtrysku, fotografie wlewu, liczbę odpadów startowych, raporty inspekcji wymiarowej i listę działań korygujących wykonanych podczas prób.
Czy gorący rozdzielnik zawsze redukuje całkowity koszt formowania?
Gorący rozdzielnik nie zawsze redukuje całkowity koszt formowania. Może redukować odpady żywicy, czas chłodzenia i ręczne obsługiwanie rozdzielnika, ale również zwiększa koszt formy, koszt kontrolera, koszt konserwacji i ryzyko techniczne. Zwrot jest najsilniejszy, gdy roczna ilość wtrysków jest duża i rozdzielnik byłby ciężki lub wykonany z drogiej żywicy. Dla krótkich serii produkcyjnych poniżej 10 000 części, prosty zimny rozdzielnik może być tańszy i łatwiejszy w obsłudze, nawet jeśli generuje pewne odpady rozdzielnika, które muszą być przetworzone lub wyrzucone po każdym cyklu.
Jak gorące kanały kształtują przyszłość wtryskiwania?
Hot Runner (Hot Runner Systems) to system elementów grzewczych stosowany w formach wtryskowych do wtryskiwania stopionych cząstek tworzywa sztucznego do gniazda formy. Formy gorącokanałowe to nowa konstrukcja, która podgrzewa prowadnice i prowadnice tradycyjnych form lub form trójpłytowych, dzięki czemu prowadnice i prowadnice nie muszą być usuwane przy każdym formowaniu.
Technologia gorącego rozdzielnika została wprowadzona do przemysłu plastikowego ponad 50 lat temu i całkowicie zmieniła możliwości procesu wtrysku, poprawiając jakość części wtryskowych, poprawiając efektywność operacyjną, redukując odpady i oszczędzając pieniądze. Zobacz naszą projektowanie form wtryskowych for a comprehensive overview.
-
hot runner system: System gorącego rozdzielnika jest podgrzewanym zespołem wewnątrz formy wtryskowej, który utrzymuje plastik w stanie płynnym w kanale rozdzielnika i redukuje odpady z zimnego rozdzielnika. ↩
-
manifold: Rozdzielnik jest podgrzewanym blokiem dystrybucyjnym, który kieruje płynny plastik z dyszy maszyny do wielu punktów w formie. ↩
-
cold runner: Zimny kanał to konwencjonalny system zasilania formy, w którym tworzywo kanałowe krzepnie w każdym cyklu i musi być oddzielone od formowanej części. ↩







