 Skip to content
Skip to content 

Quelle est la différence entre un système à buse chaude et un système à buse froide ? moulage par injection, enhancing efficiency and product quality across various industries.
Les canaux chauds réduisent les déchets et améliorent les temps de cycle en maintenant la matière plastique fondue à des températures optimales pendant le moulage. Ils sont couramment utilisés dans les secteurs de l'automobile, des biens de consommation et de la fabrication d'appareils médicaux. Les principaux avantages sont la réduction des coûts des matériaux et l'amélioration de la qualité des pièces.
Bien que cet aperçu mette en évidence les avantages des canaux chauds, il est essentiel de comprendre leur conception et leur application pour optimiser vos processus de production. Découvrez comment les différents systèmes de canaux chauds peuvent améliorer l'efficacité de votre production.
- Hot runners keep plastic molten in the runner system, eliminating cold-runner waste and reducing cycle times below 5 seconds for thin-wall parts.
- Temperature control and balanced flow are the two most critical technical factors—poor control causes gate defects, flash, and uneven cavity fill.
- Valve-gate systems offer the highest precision but require the most complex maintenance; open systems are simpler but less versatile.
- Hot runner molds save 10–20% on material costs in high-volume production by eliminating runner scrap entirely.
- Proper manifold and nozzle design, verified through CAE analysis, is essential for multi-cavity mold success.
For buyers, the important question is not whether hot runners are advanced, but whether they fit the resin, part weight, annual volume, gate appearance requirement, and maintenance capability of the supplier. A hot runner can be a strong investment when the runner would waste expensive material, but it can also become a hidden cost if the system is poorly balanced or hard to service.
« Les canaux chauds réduisent les temps de cycle en moulage par injection. »Vrai
Les canaux chauds maintiennent le plastique fondu, ce qui réduit le temps de refroidissement et accélère l'ensemble du processus de production.
« Les canaux chauds sont plus chers que les canaux froids dans tous les cas. »Faux
Si les canaux chauds ont généralement un coût initial plus élevé, leur efficacité et les économies de matériaux qu'ils permettent de réaliser peuvent se traduire par une baisse des coûts globaux de production à long terme.
Quel est le principe de la marche à chaud ?
Les systèmes à canaux chauds maintiennent la matière fondue chaude à l'intérieur des canaux chauffés du moule, donc aucun bouchon froid ne se forme et aucun déchet de canal n'est produit.
If you are comparing vendors or planning procurement, our guide d'approvisionnement de fournisseur de moulage par injection covers RFQ prep, qualification, and commercial risk checks.
Les canaux chauds maintiennent la température du plastique fondu tout au long du processus de moulage, empêchant la solidification et réduisant les déchets. Cette technologie est largement utilisée dans des secteurs tels que l'automobile, les produits de consommation et les appareils médicaux. Les principaux avantages sont l'amélioration des temps de cycle, la réduction des coûts des matériaux et l'amélioration de l'homogénéité des produits finis.
Les systèmes à canaux chauds sont divisés en canaux adiabatiques et micro-semi hot runner system1.Le canal chaud, également appelé canal non-solidifié, signifie que le plastique dans le canal ne se solidifie pas après chaque injection, et la sortie d'eau dans le canal n'a pas besoin d'être retirée lors du démoulage du produit plastique. Comme le plastique dans le canal n'est pas solidifié, le canal reste dégagé lors de l'injection suivante. En bref, le canal chaud est un prolongement de la buse de la machine de moulage par injection.
The hot runner is a heating component system used in injection molds to inject melted plastic particles into the mold cavity. A hot runner mold is a new structure that heats the runner and channel of a traditional mold or three-plate mold, so that the runner and runner do not need to be removed during each molding.
Quels sont les principaux facteurs techniques qui affectent les coureurs à chaud ?
La conception de la buse, le contrôle de la température et le type de point d'injection sont les trois variables qui déterminent la fiabilité du canal chaud en production.

To make a hot runner mold project successful, you need to make sure you have a few things in place. The two most important technical things you need to have are: control of plastic temperature and control of plastic flow.
Contrôle de la température du plastique
Le contrôle de la température du plastique est très important lorsque vous utilisez un moule à canaux chauds. Si vous ne contrôlez pas bien la température, vous aurez de nombreux problèmes avec votre processus et la qualité de vos pièces. Par exemple, si vous utilisez un portillon à pointe chaude, vous aurez beaucoup de problèmes avec la qualité de votre portillon. Si vous utilisez une vanne à opercule, la fermeture de l'axe de la vanne posera de nombreux problèmes.
Si vous avez un moule à plusieurs cavités, vous aurez beaucoup de problèmes avec le temps de remplissage et la qualité de vos pièces. Si vous le pouvez, essayez d'obtenir un système à canaux chauds qui comporte de nombreuses zones afin de mieux contrôler la température et de bénéficier d'une plus grande souplesse.
Control of Plastic Flow
Les plastiques doivent s'écouler de manière équilibrée dans le système de canaux chauds. Les portes doivent s'ouvrir en même temps pour permettre au plastique de remplir chaque cavité de manière synchronisée. Pour les moules familiaux présentant une grande différence de poids des pièces, la taille du canal doit être équilibrée. Sinon, certaines pièces ne seront pas remplies avec suffisamment de pression, tandis que d'autres seront remplies avec trop de pression, ou le flash sera trop important et la qualité sera médiocre. La conception de la taille des canaux chauffants doit être raisonnable.
If the size is too small, the pressure loss will be too large.If the size is too big, the hot runner volume will be too big, and the plastic will stay in the hot runner system for too long, which will damage the material properties and cause the parts to fail to meet the use requirements after molding. There are already CAE flow analysis software such as MOLDCAE that specifically helps users to design the best runner.
Quels sont les différents types d'échauffeurs ?
There are two main types of hot runners: open and closed systems. Open systems allow direct flow of molten plastic, while closed systems use a manifold2 to maintain temperature and reduce waste. Hot runners are widely utilized in industries such as automotive, consumer goods, and medical devices, offering benefits like reduced material usage and improved part consistency.
Type de vanne à pointeau
Le système de vanne à opercule est un système mécanique qui entraîne l'aiguille de la vanne par pression d'air. Les canaux chauds de vanne à aiguille permettent d'économiser des matériaux, ont une belle surface plastique, une qualité interne serrée et une grande résistance. Il existe deux principaux types de canaux chauds de vannes à aiguille dans le monde (basés sur le principe d'injection) : le type à cylindre et le type à ressort.
Quels sont les types de systèmes à canaux chauds ?
Il existe deux types principaux de systèmes à canaux chauds : les systèmes ouverts et les systèmes fermés. Les systèmes ouverts exposent la matière fondue à l'atmosphère, ce qui est plus simple mais peut entraîner une dégradation du matériau. Les systèmes fermés, en revanche, confinent la matière fondue, ce qui minimise les déchets et préserve l'intégrité du matériau. Les deux systèmes améliorent la vitesse de production et l'uniformité des pièces, ce qui les rend essentiels dans des secteurs tels que l'automobile et les biens de consommation.
Les systèmes à canaux chauds peuvent être divisés en systèmes à canaux chauds complets et systèmes à canaux semi-chauds. Les systèmes à canaux chauds peuvent être divisés en trois types : les systèmes à canaux chauds à buse unique, les systèmes à canaux chauds à buse multiple et les systèmes à canaux chauds à vanne.
Système de canaux chauds à une tête
Le système de canaux chauds à tête unique est principalement constitué d'une buse unique, d'une tête de buse, d'une plaque de raccordement de buse, d'un système de contrôle de la température, etc.
Il est nécessaire de contrôler les dimensions d, D, L et d'ajuster l'épaisseur de la plaque de raccordement de la buse afin que la plaque de fixation du moule fixe appuie sur la face d'extrémité de la plaque de raccordement de la buse pour contrôler le déplacement axial de la buse, ou d'utiliser directement la buse de la machine de moulage par injection pour soutenir la face d'extrémité de la plaque de raccordement de la buse afin d'atteindre le même objectif.
Système de canaux chauds à têtes multiples
Le moule en plastique du système à canaux chauds multitêtes est assez complexe. Le plastique fondu est injecté dans la plaque de raccordement de la buse par la machine de moulage par injection, s'écoule vers la buse à travers la plaque du canal chaud, atteint la tête de la buse, puis est injecté dans la cavité. La buse du système à canaux chauds doit répondre aux exigences de la dimension radiale D1 et de la limite de la dimension axiale de la plaque de moulage fixe.
La tête de buse et l'insert de moule fixe doivent correspondre à la dimension radiale d pour s'assurer que le plastique fondu ne déborde pas sur la partie non cavitaire, et la dureté de l'insert de moule fixe doit être d'environ 50 HRC. La distance L entre la surface de séparation et la surface de positionnement axial de la buse chaude doit être strictement contrôlée.
| Paramètres | Tolerance | Objectif |
|---|---|---|
| Radial dimension D1 | ±0,01 mm | Nozzle-to-plate alignment |
| Radial dimension d | ±0.005 mm | Prevent plastic overflow |
| Gap (room temp) | 0.025 mm | Thermal expansion compensation |
| Hardness (insert) | ~50 HRC | Wear resistance at gate |
La dimension doit être déterminée sur la base de la distance réelle L\' de la buse à température ambiante plus l'extension réelle ΔL de la buse à la température de travail normale du moule. Pour garantir que la buse s'adapte de manière fiable à la plaque de canaux chauds et ne la déforme pas, un tampon de réglage est prévu au-dessus de la partie supérieure de la buse.
Le tampon de réglage et la surface de positionnement axial de la buse limitent le mouvement axial de la buse et contrôlent efficacement la déformation possible de la plaque du canal chaud. À température ambiante, l'écart entre le tampon de réglage, la plaque du canal chaud et la plaque fixe du moule est réglé à 0,025 mm, de sorte qu'une fois le moule chauffé, le tampon de réglage est juste pressé à la température de travail.
Le siège de positionnement et la goupille de positionnement du système de canaux chauds contrôlent la position de la plaque de canaux chauds dans le moule. Le siège de positionnement et la plaque fixe du moule doivent avoir une dimension radiale D2 et la profondeur h doit être contrôlée avec précision. La direction axiale du siège de positionnement soutient la plaque de canaux chauds et supporte directement la pression d'injection de la machine d'injection.
La broche de positionnement doit correspondre à la plaque fixe de la plaque à canaux chauds. Il doit y avoir suffisamment d'espace entre la plaque à canaux chauds et la plaque du moule pour envelopper le matériau isolant. La plaque de canaux chauds et la plaque fixe doivent avoir suffisamment de rainures pour permettre au cordon d'alimentation de sortir du moule et de se connecter au siège de câblage installé sur le moule.
There is a radial dimension D1 matching requirement between the nozzle connecting plate and the fixed mold fixing plate so that the injection head of the injection molding machine can cooperate well with the nozzle connecting plate on the mold. Near the hot runner plate, the fixed mold plate, the hot runner plate fixing plate, and the fixed mold fixing plate are connected with screws to enhance the rigidity of the hot runner plate.
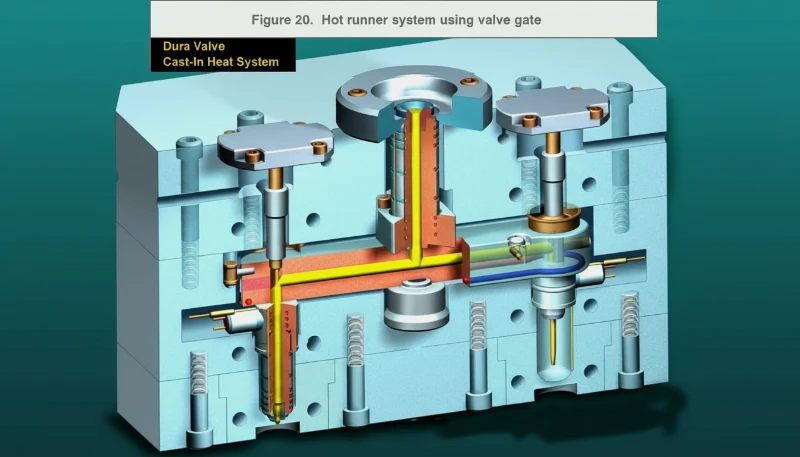
Valve Gate Hot Runner System (système de canaux chauds)
Qu'est-ce que l'assemblée des canaux chauds ?
Un ensemble à canaux chauds est le collecteur, les buses, les chauffages et les capteurs qui acheminent le plastique fondu directement dans chaque cavité.

Anneau de positionnement
La bague de positionnement positionne le moule d'injection dans la machine de moulage par injection pour s'assurer que le moule est correctement aligné avec la machine.
Buse principale
Lorsque la résine est injectée dans le moule, il s'agit de la porte par laquelle la résine arrive de la buse de la machine de moulage par injection. En fonction du type de résine et de la conception du canal chaud, la porte peut être chauffée pour optimiser le processus de moulage.
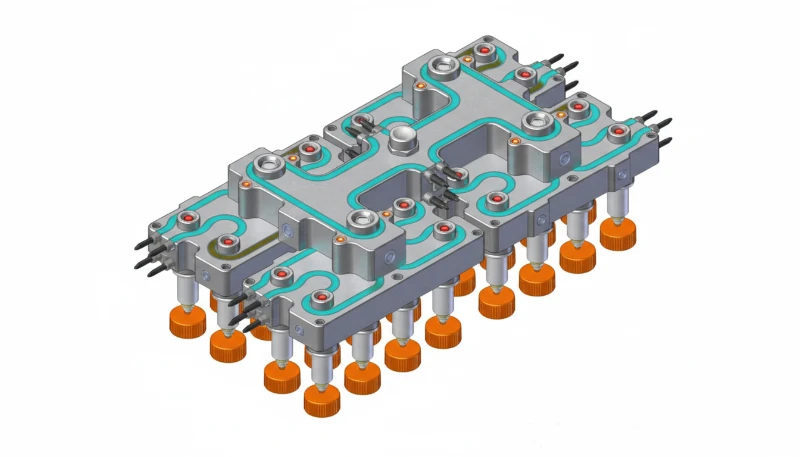
Collecteur
Les collecteurs sont utilisés lorsque vous avez plusieurs cavités dans un moule ou lorsque vous avez plusieurs points d'alimentation ou lorsque vous avez un seul point d'alimentation mais que le niveau de matériau est décalé. Le matériau est généralement du P20 ou du H13. Les collecteurs sont généralement divisés en deux catégories : les collecteurs standard et les collecteurs non standard. Leur forme structurelle est principalement déterminée par la répartition des cavités sur le moule, la disposition des buses et l'emplacement des vannes.
Les collecteurs permettent à la résine de s'écouler vers différentes buses et différents points d'injection (vannes). Les collecteurs sont généralement utilisés lorsque vous avez plusieurs cavités ou lorsque vous avez besoin de plus d'une buse/porte pour chaque pièce. Les collecteurs peuvent être utilisés pour une grande variété de matériaux, de conceptions et de formes, et sont généralement optimisés par une analyse IAO afin d'améliorer le processus de moulage.
Buse
There are two types of hot nozzles: open hot nozzles and needle valve hot nozzles. The type of hot nozzle you use determines the type of hot runner system you need and the type of mold you need to make. So, hot runner systems are divided into open hot runner systems and needle valve hot runner systems.
Technologie de chauffage
La technologie du chauffage est à la base de tous les systèmes à canaux chauds et a un impact important sur le processus de moulage et la qualité des pièces. Il existe plusieurs méthodes de chauffage, chacune ayant ses propres avantages et inconvénients. Choisissez le bon système de canaux chauds en fonction des différents procédés de moulage, des performances des pièces, de la fiabilité et des exigences en matière de coûts. Les technologies de canaux chauds les plus courantes comprennent les réchauffeurs à courroies/plaques chauffantes, les réchauffeurs adhésifs/flexibles ou les réchauffeurs brasés.
Quels sont les avantages des canaux chauds ?
Les avantages du canal chaud sont les principales catégories ou options expliquées dans cette section. Les canaux chauds réduisent les déchets de matière jusqu'à 50 %, raccourcissent les temps de cycle et éliminent le regrind des canaux—ce qui les rend essentiels pour le moulage par injection à grand volume.
Dans notre usine de Shanghai, nous exploitons 47 machines de moulage par injection de 90T à 1850T avec une installation de fabrication de moules interne. Avec plus de 20 ans d'expérience, nous avons constaté que les systèmes de canal chaud réduisent systématiquement les déchets de matière de 15 à 30 % sur les productions multi-empreintes—en particulier sur nos presses de plus grande tonnage où les volumes de canal seraient autrement significatifs.
Cycle raccourci
Le cycle de moulage des pièces est raccourci. Comme il n'y a pas de limite de temps de refroidissement pour le système à canaux chauds, les pièces peuvent être éjectées à temps après le moulage et le durcissement. Le cycle de moulage de nombreuses pièces à parois minces produites avec des moules à canaux chauds peut être inférieur à 5 secondes.
Élargir le champ d'application
Améliorer la qualité des produits
Lorsque vous fabriquez des pièces en plastique avec un moule à canaux chauds, vous pouvez contrôler la température du plastique fondu dans le système à canaux. Cela signifie que le plastique peut s'écouler dans chaque cavité du moule de manière plus régulière, ce qui permet d'obtenir des pièces de même qualité à chaque fois. Les pièces fabriquées à l'aide d'un moule à canaux chauds présentent de bonnes portes, peu de contraintes après le démoulage et ne sont pas abîmées.
C'est pourquoi de nombreux produits de haute qualité sont fabriqués à l'aide de moules à canaux chauds. De nombreuses pièces en plastique des téléphones MOTOROLA, des imprimantes HP et des ordinateurs portables DELL sont fabriquées à l'aide de moules à canaux chauds.
Économiser le plastique
Réduire les déchets
Automatisation de la production
Quels sont les inconvénients de la marche à chaud ?
Les principaux inconvénients des systèmes à canaux chauds sont le coût d'outillage plus élevé, la complexité de maintenance supplémentaire et le risque de dégradation thermique dans les résines sensibles à la chaleur.
Augmentation des coûts
« Les systèmes de canal chaud à valve produisent des marques de point d'injection pratiquement invisibles sur la pièce finie. »Vrai
Valve gates use a mechanical pin to close the gate cleanly, leaving only a tiny witness mark—ideal for cosmetic surfaces like automotive exterior panels.
« Les systèmes à canaux chauds éliminent le besoin de tout contrôle de température du moule. »Faux
Hot runners only heat the runner channel; the mold itself still requires its own temperature control system (cooling channels) to solidify the part properly after filling.
Exigences élevées en matière d'équipement
For example, poor plastic sealing leads to plastic overflow and damage to hot runner components, interrupting production, and poor relative position of nozzle inserts and gates leads to serious decline in product quality.
Fonctionnement et entretien du complexe
Les moules à canal chaud sont plus complexes à utiliser et à entretenir que cold runner3 moules. Si vous ne les utilisez pas correctement, il est très facile d'endommager les pièces du canal chaud, ce qui rendra la production impossible et causera d'énormes pertes économiques. Pour les nouveaux utilisateurs de moules à canal chaud, il faut beaucoup de temps pour accumuler de l'expérience.
Quels sont les domaines d'application des canaux chauds ?
Les canaux chauds servent l'automobile, le médical, l'emballage, l'électronique et les biens de consommation—partout où un moulage de précision à grand volume est nécessaire.
Industrie automobile
Industrie électronique
Domaine des dispositifs médicaux
Questions fréquemment posées
Questions fréquemment posées
What Is the Difference Between a Hot Runner and a Cold Runner?
Pièce plastique avec guide de finition de surface montrant la qualité de la buse à canaux chauds
How Much Does a Hot Runner System Cost?
A typical hot runner system adds 3,000 to 15,000 US dollars or more to the total mold cost, depending on the number of nozzles, valve-gate complexity, temperature zone count, and controller sophistication. For high-volume production runs exceeding 100,000 parts, the material savings from eliminated runner scrap often pay back the investment within a few months. For short runs under 5,000 parts, the added cost rarely justifies itself economically. Always run a detailed cost-per-part comparison including material savings, cycle time reduction, and maintenance costs before committing to a hot runner system.
Can All Plastics Be Used in Hot Runner Systems?
Most thermoplastics work well with hot runners, but heat-sensitive materials like PVC, POM (acetal), and certain flame-retardant grades require careful temperature management to prevent thermal degradation inside the manifold. Materials with very narrow processing windows or those prone to gas generation demand specialized nozzle designs and precise zone-by-zone temperature control. Glass-filled resins also accelerate wear on hot runner components, necessitating hardened flow channels. Your hot runner supplier should confirm compatibility with your specific resin grade and provide recommended temperature profiles for optimal processing results.
How Do You Maintain a Hot Runner Mold?
Regular maintenance includes cleaning nozzles and manifolds during scheduled mold servicing, checking heater bands and thermocouples for wear or burnout, inspecting valve pins for scoring or bending, and verifying seal integrity to prevent plastic leakage into wiring channels. Most production shops schedule hot runner maintenance every 50,000 to 100,000 cycles or whenever the mold is removed from the press. Documenting temperature zone readings over time helps detect degradation trends before they cause quality defects. Keeping spare heater bands, thermocouples, and seal kits on hand minimizes unplanned downtime during critical production runs.
What Causes Color Streaks in Hot Runner Molded Parts?
Color streaks in hot runner parts typically result from residual material from a previous color or resin grade stagnating in dead spots within the manifold or nozzle channels. Insufficient purging time, low-temperature zones that allow material to hang up, or worn internal surfaces that create microscopic pockets are common culprits. Thorough purging at the correct melt temperature, followed by physical inspection of flow channels during maintenance, prevents most streaking issues. Some modern hot runner designs feature streamlined flow paths and polished internal surfaces specifically to minimize dead zones and speed up color changes.
When Should You Choose a Valve-Gate Over an Open-Gate Hot Runner?
Choose valve-gate systems when cosmetic gate appearance is critical—automotive exterior panels, consumer electronics housings, and medical device enclosures all demand gate marks that are virtually invisible. Valve gates also enable sequential filling for family molds with parts of different volumes, and they provide precise pressure control for engineering-grade resins. Open-gate systems are significantly more economical and simpler to maintain, making them the better choice for non-cosmetic applications, commodity resins like polypropylene, and molds where a small vestige mark on the gate surface is acceptable to the end user.
How Many Temperature Zones Does a Hot Runner Need?
The number of zones depends on the manifold layout, cavity count, and part geometry complexity. A simple single-nozzle mold may need only one or two zones, while a complex multi-cavity mold with sixteen or more drops may require eight to twenty independently controlled zones. More zones provide finer control over melt viscosity at each gate, which is critical for family molds where different cavities produce parts with different weights or wall thicknesses. Running CAE flow analysis before tooling helps determine the optimal zone configuration and identify potential balance issues early in the design process.
Does a Hot Runner System Increase Mold Cycle Time?
No—hot runner systems generally decrease cycle time rather than increase it. By eliminating the cold runner, there is no thick runner section that needs to cool and solidify before ejection. Thin-wall parts produced with hot runners can achieve cycle times under five seconds in production. The only exception occurs when a poorly designed hot runner adds excessive thermal mass to the mold that interferes with overall cooling, but this is uncommon in professionally engineered systems. The cycle-time reduction, combined with material savings, is one of the strongest economic arguments for investing in hot runner technology for medium to high-volume production.
What is the main purpose of a hot runner system?
L'objectif principal d'un système de canal chaud est de maintenir la matière plastique fondue chaude à l'intérieur du moule jusqu'à ce qu'elle atteigne le point d'injection de l'empreinte. Cela réduit ou élimine les déchets de canal froid, améliore l'utilisation du matériau et peut raccourcir le cycle de moulage lorsque le canal contrôlerait autrement le temps de refroidissement. Cela aide également les moules multi-empreintes à se remplir plus uniformément lorsque le collecteur est correctement équilibré. Les acheteurs doivent confirmer la qualité du point d'injection, la stabilité de la température, l'accessibilité pour la maintenance et le support en pièces de rechange avant d'approuver l'outillage, car un canal chaud bien spécifié est plus facile à valider lors des essais de production et évite des retouches coûteuses par la suite.
When is a hot runner better than a cold runner?
Un canal chaud est généralement préférable à un canal froid lorsque le volume de production est stable, la résine est chère, le canal serait lourd, ou que l'apparence du point d'injection et l'équilibre des empreintes sont importants. Il est moins intéressant pour les prototypes, les travaux à très faible volume, les changements de couleur fréquents, ou les matériaux qui se dégradent lors d'un long temps de séjour dans le collecteur. La décision doit comparer le coût du moule, la résine économisée par coup, la réduction du temps de cycle, les déchets de démarrage, le coût de maintenance et le risque d'arrêt, plutôt que de se concentrer uniquement sur le devis initial d'outillage du fabricant de moules.
What are the common risks of hot runner molds?
Les risques courants des canaux chauds incluent les fuites de matière fondue, les défaillances des chauffages, la dérive des thermocouples, le déséquilibre des empreintes, les fils aux points d'injection, les taches noires, les stries de couleur et la dégradation du matériau. Beaucoup de ces problèmes ressemblent à des problèmes de processus de moulage même lorsque la cause racine se trouve dans la partie chaude du moule. Une bonne revue de moule doit vérifier la disposition du collecteur, le jeu d'expansion thermique, l'intégrité de l'assise des buses, le cheminement de protection du câblage, le calibrage de la taille des points d'injection, le refroidissement près du point d'injection, et la facilité avec laquelle les chauffages ou les tiges de valve peuvent être remplacés lors de la maintenance programmée.
How should buyers evaluate a hot runner supplier?
Les acheteurs doivent évaluer si le fournisseur peut expliquer le type de buse, la marque du système à canaux chauds, le nombre de zones de température, la méthode d'équilibrage du collecteur, la compatibilité du contrôleur, la liste des pièces de rechange et le plan de validation des essais. Le fournisseur doit fournir des dessins, des cartes des zones, des réglages de température recommandés et des preuves d'échantillons T1 au lieu de simplement dire qu'un système à canaux chauds économisera de la matière. Les preuves utiles d'essais incluent les données de poids des cavités, les courbes de pression d'injection, les photos de l'apparence des buses, le nombre de rebuts de démarrage, les rapports d'inspection dimensionnelle et une liste des actions correctives prises pendant l'échantillonnage.
Does a hot runner always reduce total molding cost?
Un système à canaux chauds ne réduit pas toujours le coût total de moulage. Il peut réduire les déchets de résine, le temps de refroidissement et la manipulation manuelle des canaux, mais il augmente également le coût du moule, le coût du contrôleur, les coûts de maintenance et le risque technique. Le retour sur investissement est le plus important lorsque le volume annuel de pièces est élevé et que le canal serait lourd ou fabriqué à partir d'une résine coûteuse. Pour les petites séries de production de moins de 10 000 pièces, un simple canal froid peut être moins cher et plus facile à entretenir, même s'il génère des déchets de canal qui doivent être regranulés ou jetés après chaque cycle.
How Do Hot Runners Shape the Future of Injection Molding?
Le canal chaud (Hot Runner Systems) est un système de chauffage utilisé dans les moules à injection pour injecter des particules de plastique fondues dans la cavité du moule. Les moules à canaux chauds sont une nouvelle structure qui chauffe les patins et les glissières des moules traditionnels ou des moules à trois plaques, de sorte qu'il n'est pas nécessaire de retirer les patins et les glissières à chaque formage.
Hot runner technology was introduced to the plastics industry more than 50 years ago, and it has completely changed the injection moldingprocess capabilities by improving the quality of injection molded parts, improving operating efficiency, reducing scrap, and saving money. See our conception de moules d'injection for a comprehensive overview.
-
hot runner system: Un système à canaux chauds est un ensemble chauffé à l'intérieur d'un moule d'injection qui maintient le plastique à l'état fondu dans le canal de distribution et réduit les déchets de canaux froids. ↩
-
manifold: Un collecteur est un bloc de distribution chauffé qui achemine le plastique fondu de la buse de la machine vers plusieurs points de distribution à l'intérieur du moule. ↩
-
cold runner: Un canal froid est un système d'alimentation de moule conventionnel où le plastique du canal se solidifie à chaque cycle et doit être séparé de la pièce moulée. ↩







