 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: O ciclo de moldagem por injeção, também conhecido como ciclo de moldagem, é o tempo necessário para completar um processo de moldagem por injeção. Inclui o tempo desde que o molde fecha até que o produto é moldado, arrefecido, o molde abre, o produto é removido e a máquina está pronta para o ciclo seguinte.

Este ciclo afecta diretamente a eficiência da produção e a utilização do equipamento, pois é o tempo total que a máquina de moldagem por injeção demora a fabricar uma peça de plástico.
O controlo preciso do ciclo de moldagem por injeção é fundamental para a indústria de processamento de plásticos e é um dos factores importantes na competitividade de uma empresa e no seu desempenho no mercado. Este artigo abordará em pormenor o que é o ciclo de moldagem por injeção.

Qual é a composição do tempo de ciclo da moldagem por injeção?
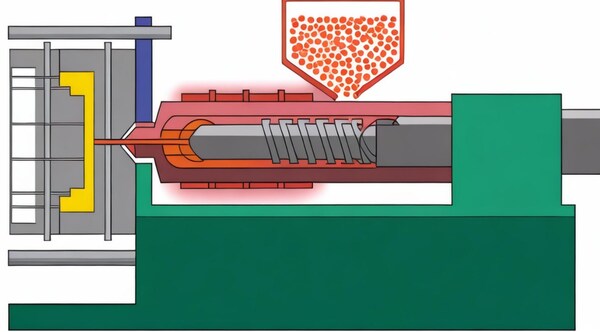
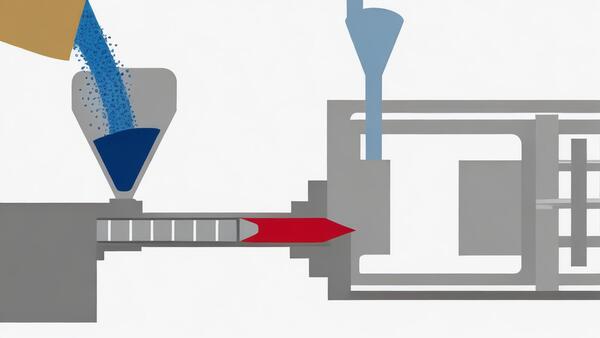
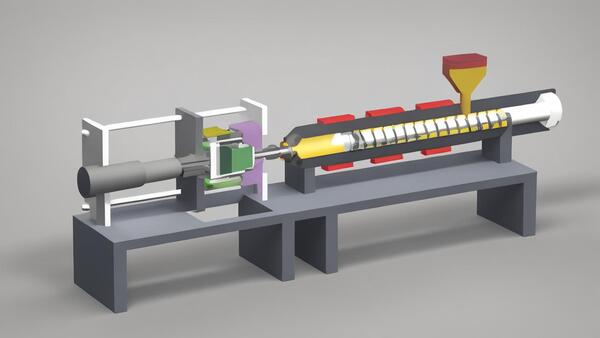
O ciclo de injeção é composto por tempo de injeção (enchimento do molde), tempo de espera, tempo de arrefecimento e alimentação (incluindo pré-plastificação), abertura do molde (remoção do produto), operações auxiliares (tais como aplicação de agente desmoldante, colocação de inserções, etc.) e tempo de fecho do molde.
Em todo o ciclo de moldagem, o tempo de arrefecimento e o tempo de injeção são os mais importantes e têm uma influência decisiva no desempenho e na qualidade do produto. O ciclo de injeção é um fator importante do processo que afecta moldagem por injeção.
Tempo de injeção
O processo de injeção pode ser dividido nas seguintes fases
Período de não carga do êmbolo: Durante o tempo t0~t1, o material é aquecido e plastificado no cilindro. Antes da injeção, o êmbolo (ou parafuso) começa a mover-se para a frente, mas o material ainda não entrou na cavidade do molde.

O êmbolo está num estado sem carga. Quando o material flui através do bocal e da comporta a alta velocidade, a temperatura aumenta devido ao atrito de cisalhamento e a pressão no êmbolo e no bocal aumenta devido à resistência do fluxo.
Fase de enchimento do molde: No momento t1, o plástico derretido começa a ser injetado na cavidade do molde, e a pressão no molde aumenta rapidamente. No momento t2, a cavidade é preenchida e a pressão na cavidade do molde atinge o seu ponto mais alto. Ao mesmo tempo, a temperatura do material, a pressão do êmbolo e do bocal aumentam.
Período de manutenção da pressão: De t2 a t3, o plástico ainda está derretido. O êmbolo tem de manter a pressão sobre o plástico para embalar e moldar o plástico na cavidade do molde e, lentamente, empurrar um pouco mais de plástico para dentro da cavidade do molde para compensar a contração do plástico à medida que arrefece.
À medida que o material na cavidade do molde arrefece, a pressão no molde também começa a diminuir porque o plástico arrefece e encolhe.

Período de retorno (período de pressão de retorno ou período de refluxo) O êmbolo move-se gradualmente para trás a partir de t3, e o novo material (pré-plastificação) é fornecido para a extremidade dianteira do cilindro durante o processo.
Devido à diminuição da pressão no bocal do cilindro e na porta, e à alta pressão na cavidade do molde, a massa plástica descongelada é empurrada de volta para a porta e o bocal pela pressão interna do molde, resultando em refluxo.
Período de solidificação
Durante o período de tempo entre t4 e t5, a temperatura do material na cavidade continua a diminuir. Quando atinge a temperatura de solidificação e endurecimento, a comporta congela e o refluxo pára. O tempo de solidificação é um determinado período de tempo entre t4 e t5.
O período de arrefecimento subsequente é o tempo após o congelamento da porta. Na verdade, o arrefecimento do plástico na cavidade começa após o enchimento estar concluído (tempo t2). O período de arrefecimento subsequente consiste em continuar a arrefecer o produto na cavidade até próximo da temperatura de transição vítrea do plástico e, em seguida, proceder à desmoldagem.
Tempo de retenção
Durante a fase de embalagem, é aplicada pressão à massa fundida para comprimir o polímero e empurrar mais material para o molde. Esta fase é utilizada para compensar a contração do polímero durante o processo de arrefecimento, desde a temperatura de fusão até à temperatura ambiente (ambiente).
Durante a fase de embalagem, podem ser adicionados ao molde mais 5% a 25% de material. O portão deve ser congelado durante a fase de embalagem para evitar que o material flua para fora do molde.

Em termos de tempo de injeção e de embalagem, o tempo de enchimento por injeção dos produtos em geral é muito curto, variando entre cerca de 2 e 10 segundos, o que varia consoante a forma e o tamanho do plástico e do produto.
O tempo de enchimento de produtos grandes e de paredes espessas pode atingir mais de 10 segundos. O tempo de embalagem de produtos gerais é de cerca de 20 a 100 segundos, e os produtos de paredes grandes e espessas podem atingir 1 a 5 minutos ou até mais.

O tempo de arrefecimento baseia-se no princípio de controlo do produto para não se dobrar durante a desmoldagem, e o tempo é curto. É geralmente de 30 a 120 segundos, e os produtos de grandes dimensões e de paredes espessas podem ser alargados de forma adequada.
Tempo de arrefecimento
O tempo de arrefecimento é uma fase do moldagem por injeção ciclo em que não é aplicada qualquer pressão sobre o plástico. O molde permanece fechado e o plástico continua a arrefecer até que a peça possa ser ejectada. A fase de arrefecimento é normalmente a fase mais longa do ciclo de moldagem e é frequentemente responsável por 80% do tempo total do ciclo.
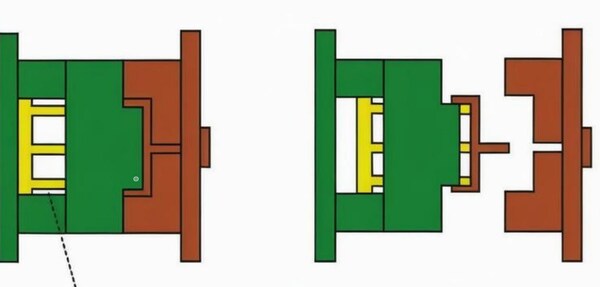
Hora de abertura do molde
Este é o tempo necessário para abrir o molde antes do início do próximo ciclo de moldagem. Este tempo inclui: abrir o molde, ejetar a peça, preparar-se para o ciclo seguinte, como carregar o inserto (nem sempre faz parte do ciclo), e fechar o molde.

Quantas peças existem no ciclo de moldagem por injeção?
O tempo necessário para completar um processo de moldagem por injeção é designado por ciclo de moldagem, também conhecido como tempo de ciclo. Na realidade, é composto pelas seguintes partes:
Ciclo de moldagem
O ciclo de moldagem é importante para a produtividade do trabalho e a utilização do equipamento. Assim, os fabricantes de moldes para plástico devem tentar reduzir o tempo relevante no ciclo de moldagem, assegurando simultaneamente a qualidade.

Em todo o ciclo de moldagem, o tempo da unidade de injeção e o tempo de arrefecimento são os mais importantes e têm uma influência decisiva na qualidade do produto. O tempo de enchimento no tempo de injeção é proporcional à taxa de enchimento, e o tempo de enchimento na produção é geralmente de cerca de 3-5 segundos.
Tempo de habitação
O tempo que os materiais plásticos estão sob pressão no molde é designado por tempo de retenção. Constitui uma grande parte do tempo total de injeção, normalmente 20-120 segundos (para peças espessas, pode chegar a 5-10 minutos). O tempo de espera afecta a precisão dimensional da peça até que o material no portão congele.

Se for demasiado curto, não terá qualquer efeito. O tempo de retenção também tem um valor ótimo, que depende da temperatura do material, da temperatura do molde, do tamanho da porta e da localização da porta. Se o tamanho e a localização do portão e as condições do processo forem normais, o valor de pressão que dá o menor intervalo de contração para a peça é normalmente utilizado como padrão.
Tempo de arrefecimento
O tempo de arrefecimento é determinado principalmente pela espessura do produto, as propriedades térmicas e de cristalização do plástico e a temperatura do molde. O fim do tempo de arrefecimento deve basear-se no princípio de assegurar que o produto não se altera aquando da desmoldagem. O tempo de arrefecimento é geralmente entre 30 e 120 segundos.

Se o tempo de arrefecimento for demasiado longo, é desnecessário, o que não só reduz a eficiência da produção, como também afecta as peças complexas. A desmoldagem é difícil, podendo mesmo ser gerada tensão de desmoldagem quando a desmoldagem é forçada. Outros momentos do ciclo de moldagem estão relacionados com o facto de o processo de produção ser continuamente automatizado e com o grau de automatização contínua.
Como estimar o ciclo de moldagem por injeção?
A moldagem por injeção é um processo cíclico. O ciclo de moldagem é composto principalmente pelo tempo de armazenamento do material, tempo de retenção da injeção, tempo de arrefecimento, tempo de abertura e fecho do molde, tempo de ejeção e remoção.

O arrefecimento do produto, a dosagem do parafuso e o armazenamento do material são efectuados ao mesmo tempo. Ao calcular o ciclo de moldagem, deve ser considerado o maior valor entre os dois (o tempo de arrefecimento inclui geralmente o tempo de armazenamento do material).
Armazenamento do material e tempo de retenção da injeção
O tempo de armazenamento e injeção do material deve ser determinado de acordo com as propriedades do plástico, a forma do produto e os requisitos de qualidade (aspeto, tamanho, etc.). Está relacionado com muitos factores, como a pressão de injeção, a taxa de injeção, a velocidade do parafuso, a contrapressão e a temperatura.
Com a premissa de garantir a qualidade, deve procurar-se o tempo mais curto possível. Ao estimar o tempo de armazenamento de material das peças moldadas por injeção, este é geralmente calculado entre 65% e 85% da capacidade máxima de plastificação (g/s) da máquina de moldagem por injeção. O processo de injeção é normalmente dividido em 3 fases (lento-rápido-lento).
Na estimativa; T=W/20~50%V + t. T: tempo total de injeção; W: volume total de injeção (peso de um único produto x número + peso do bico); V: velocidade máxima de injeção da máquina de moldagem por injeção; t: uma base de tempo necessária para o parafuso arrancar e parar; 80T~200T demora 1~2S; 200T~500T demora 2~3S; 500T~1000T demora 3~4S .
Tempo de retenção da pressão
O tempo de manutenção da pressão é o tempo decorrido entre o enchimento da cavidade do molde e o fim da manutenção da pressão. A escolha do tempo de manutenção da pressão depende geralmente dos requisitos do produto em termos de aparência, contração, tamanho e deformação.
Tempo de arrefecimento
O tempo de arrefecimento é o tempo decorrido entre o fim da pressão e a abertura do molde. A duração do tempo de arrefecimento é afetada por factores como a forma e a espessura da parede do produto, a conceção da água de arrefecimento do molde, a temperatura do molde e as propriedades da massa fundida.

Com a premissa de garantir a boa qualidade do produto, o tempo de arrefecimento deve ser encurtado tanto quanto possível. Quando o produto é fixo, a conceção da água de arrefecimento do molde é o fator chave que afecta a duração do tempo de arrefecimento.
Horário de abertura e fecho do molde
O tempo de abertura e fecho do molde é afetado por factores como o tamanho da máquina e a estrutura do molde.

A estrutura de tração do núcleo (deslizamento) no molde, o mecanismo de transmissão da cremalheira de abertura e fecho do molde, o mecanismo do molde de três placas (saída de água fina), etc. afectarão o tempo de abertura e fecho do molde. Geralmente, 80T~200T demora 4~8S, 200T~500T demora 6~10S, e 500T~1000T demora 8~15S.
Tempo de ejeção e de recolha
O tempo de ejeção e de retirada é afetado pela velocidade de ejeção, pelo curso de ejeção e pelo método de retirada (automático, manual, robô). A retirada automática é geralmente utilizada apenas para produtos pequenos com poucos requisitos de aparência (peças internas), e o tempo de retirada é geralmente de 0,5~2S.

Quando o robô retira o produto, o molde pode começar a fechar o molde depois de o produto sair do intervalo do molde. O tempo de ejeção e retirada é geralmente de 3~8S, e a retirada manual demora geralmente mais 1~3S do que o robô. Geralmente, são utilizados produtos semelhantes como referência para estimar o ciclo de moldagem.
Quais são as principais formas de encurtar a moldagem por injeção?
A principal razão para utilizar moldes de moldagem automáticos de alta velocidade é encurtar o ciclo de moldagem por injeção e atingir o limite do moldagem por injeção A capacidade de plastificação da máquina para melhorar a qualidade das peças de plástico, poupar trabalho e melhorar a eficiência da produção. Os principais métodos para encurtar o ciclo de moldagem são os seguintes.

Reduzir o tempo de injeção
Para encurtar o tempo de injeção, pode aumentar a pressão de injeção para encurtar o tempo que o material fundido demora a encher o molde. Para tal, é necessário utilizar portas com áreas de secção transversal mais pequenas, como as portas de ponta e as portas laterais.
Uma vez que estas comportas têm uma pequena área de secção transversal, quando o material fundido flui através delas, gera uma taxa de cisalhamento muito elevada e novo calor devido à fricção a alta velocidade, o que aumenta a fluidez do material fundido e permite que este preencha rapidamente a cavidade do molde. Para o conseguir, o canal deve ser o mais curto possível.

Se utilizar um sistema de canais sem canal ou de canal quente, a extremidade dianteira do bico pode estar diretamente em contacto com o canal, o que reduz consideravelmente a resistência do fluxo e é mais propício à redução do tempo de injeção.
Manter as várias partes das peças moldadas a uma temperatura adequada. Durante o processo de injeção, devido à dissipação de calor do canal e do corpo do molde, quando o fluxo de plástico fundido chega ao fim do processo, a sua temperatura diminui gradualmente, fazendo com que a cavidade final não seja preenchida.

Para evitar este fenómeno, a temperatura do molde deve ser mais elevada no final do processo. A temperatura do molde também deve ser ligeiramente mais elevada nas áreas onde é provável que ocorram marcas de soldadura, para evitar marcas de soldadura.
Por esta razão, são por vezes utilizados métodos de aquecimento local, ou a disposição densa dos canais de circulação de água é utilizada para equilibrar o calor, ou seja, a saída do canal de circulação de água é definida no final do processo (a temperatura da água à saída do canal de água é superior à da entrada) para ajustar o equilíbrio da temperatura do molde e assegurar a fluidez do material fundido no final do vazamento.

Instale os dispositivos de exaustão e transbordamento necessários. Durante a moldagem a alta velocidade, uma vez que a resina plástica fundida é injectada a alta pressão e preenche a cavidade do molde num curto espaço de tempo, se o ar na cavidade não puder ser descarregado a tempo e rapidamente, afectará a qualidade da peça de plástico e causará defeitos de injeção.
Por conseguinte, ao projetar o molde, deve ser dada toda a atenção à colocação das ranhuras de escape. Geralmente, as ranhuras de escape adequadas e os dispositivos de transbordo necessários são colocados na superfície de separação e no final de cada processo.

Reduzir o tempo de arrefecimento e solidificação do fundido
O tempo de arrefecimento e solidificação da massa fundida durante o processo de injeção é responsável por uma grande parte. Assim, melhorar a eficiência de arrefecimento do molde e encurtar o tempo de arrefecimento e solidificação são uma das formas mais eficazes de encurtar o ciclo de moldagem.
Melhorar a eficiência global de arrefecimento do molde. De um modo geral, o arrefecimento do corpo do molde é conseguido pela água no canal de circulação de água que retira o calor para conseguir o arrefecimento do molde.

Depois de criar um bom circuito de arrefecimento, o problema mais importante é aumentar o fluxo de água de arrefecimento e tentar reduzir a diferença de temperatura entre a saída e a entrada de água de arrefecimento, especialmente para moldes de moldagem automatizados de alta velocidade, a diferença de temperatura entre a saída e a entrada deve ser controlada dentro de 3°C.

É mais eficaz utilizar o método paralelo para os canais de água de arrefecimento, especialmente no verão, quando se utiliza água da torneira, deve ser instalado um dispositivo especial de arrefecimento e distribuição de água de arrefecimento. A sua função é que a água que flui para fora da saída do canal de água do corpo do molde tenha uma determinada temperatura.
Depois de arrefecerem através do dispositivo de arrefecimento, estas águas fluem para a entrada do canal de água com uma bomba de água especial, que pode melhorar a eficiência do arrefecimento e pode ser reciclada para poupar água.

O circuito de água de arrefecimento é colocado o mais próximo possível da peça de plástico moldada e uma estrutura de bloqueio de fluxo, como um degrau ou uma rosca grossa, é processada na parede lateral. Neste momento, o fluxo de água de arrefecimento colidirá com a parte do degrau ao regressar e obterá calor do núcleo.
A água de arrefecimento que retira o calor salpica a parte do degrau e colide com a água de arrefecimento que entra, aumentando assim a área de contacto entre a água de arrefecimento e o corpo do núcleo e aumentando o efeito de arrefecimento.

Quando a forma do núcleo é esguia, devido à pequena dimensão do núcleo, a temperatura aumenta facilmente durante a moldagem e não é fácil dissipar-se e arrefecer, o que tem um grande impacto no ciclo de moldagem, sendo necessário definir um dispositivo de arrefecimento.
No entanto, quando é impossível estabelecer um canal de água de arrefecimento a partir do interior, pode ser selecionada uma liga de cobre-berílio com boa condutividade térmica.
Por vezes, para conseguir um arrefecimento equilibrado, é necessário arrefecer e aquecer uma determinada parte do molde automatizado de alta velocidade. Na moldagem automatizada de alta velocidade, não se pode ignorar o problema de arrefecimento do rotor.
Se utilizar um sistema de câmara fria para moldagem por fundição, a câmara principal e a câmara secundária são relativamente espessas, pelo que o seu tempo de arrefecimento será relativamente prolongado, ou seja, o ciclo de moldagem será prolongado ao mesmo tempo. Por conseguinte, é muito necessário criar um circuito de arrefecimento no corredor.

Curtoen o Tempo Auxiliar
O tempo auxiliar refere-se ao tempo no ciclo de moldagem, exceto para a manutenção da pressão de injeção e o processo de arrefecimento e cura, ou seja, o tempo desde a abertura até ao fecho do molde.
Durante este tempo, as peças de plástico e o condensado fundido são desmoldados para caírem automaticamente do molde, os detritos na área de moldagem do corpo do molde são limpos e as peças móveis são repostas durante o processo de fecho do molde.

A proporção de tempo que ocupam não é grande, mas cada segundo conta no processo automatizado de moldagem a alta velocidade. Para encurtar o tempo auxiliar, o sopro de ar comprimido é frequentemente utilizado para remover automaticamente os detritos antes de fechar o molde.
Conclusão
Este documento aborda principalmente as componentes temporais do plástico moldagem por injeção incluindo o tempo de injeção, o tempo de manutenção da pressão, o tempo de arrefecimento, o tempo de abertura do molde e o tempo de ejeção. Estes períodos de tempo não só afectam a eficiência da produção e a utilização do equipamento, como também determinam diretamente a qualidade do produto e a eficiência da produção.

Ao otimizar o funcionamento e os parâmetros técnicos de cada fase, o ciclo de moldagem pode ser efetivamente reduzido, a eficiência da produção pode ser melhorada e a estabilidade e consistência da qualidade do produto podem ser asseguradas.







