 Saltar para o conteúdo
Saltar para o conteúdo 

Moldes para molde de injeçãoComparação de sistemas de arrefecimento de moldagem por injeção
- Cooling and heating should be designed together, not tuned after sampling.
- Uniform mold temperature reduces warpage, shrinkage drift, and appearance defects.
- Cooling-channel layout is usually the biggest lever for cycle time.
- Supplier review should connect thermal design with quoting, sampling, and production capacity.
How does the heating system affect an injection mold?
1. Métodos de aquecimento de moldes
O aquecimento de aço é um método de aquecimento quase obrigatório na conceção de todos os moldes de moldagem de plástico. Pode ser concebido de várias formas, tais como cablagem monofásica, cablagem bifásica, etc. Podem ser utilizados materiais como tubos com costura, tubos sem costura, tubos de aço inoxidável, caracterizados por baixas perdas de calor, elevada eficiência térmica, cablagem simples e configurações de cablagem flexíveis de acordo com as necessidades, concebidos para 220V ou 380V. No entanto, devido às limitações dos materiais e das técnicas de processamento, deve prestar-se atenção às suas caraterísticas únicas na conceção do molde.
O núcleo do ferro de soldar é frequentemente utilizado como um tipo de tubo de aquecimento de moldes. Tem alta potência por unidade de comprimento (geralmente um diâmetro de 10 mm, um comprimento de 8 cm de núcleo de ferro de solda pode atingir uma potência de saída de 150 watts), durabilidade, boa segurança, resistência a curtos-circuitos, pode ser incorporado através de furos cegos, mas difícil de personalizar o design, propenso a fragilidade e quebra durante a substituição.
2. Factores que afectam a taxa de aquecimento do molde de injeção
Existem muitos factores que afectam a rapidez com que um molde de injeção aquece. Alguns destes factores incluem:
The material and structure of the mold directly affect the heating rate. Different materials have different thermal conductivity1 and heat capacity, while the thickness and design of the mold also affect the speed of heat conduction.
Os moldes de injeção são aquecidos utilizando aquecimento elétrico ou sistemas de canal quente. Os diferentes métodos de aquecimento têm diferentes taxas de aquecimento e capacidades de controlo. Por exemplo, o aquecimento elétrico pode aquecer rapidamente e controlar a temperatura com precisão, enquanto os sistemas de canais quentes podem transferir o calor diretamente para partes específicas do molde, tornando o aquecimento mais eficiente.
A temperatura de aquecimento e o tempo de aquecimento são os dois principais factores que afectam a taxa de aquecimento. Aumentar a temperatura de aquecimento e prolongar o tempo de aquecimento pode acelerar a taxa de aquecimento do molde, mas é preciso ter cuidado para não danificar o molde ou causar stress térmico.
A taxa de aquecimento do molde também é afetada pelas condições ambientais, como a temperatura e a humidade da divisão. Se estiver muito frio ou muito húmido, a taxa de aquecimento pode ser um pouco afetada.
A taxa de aquecimento é afetada pelo estado e manutenção do molde. Se houver acumulação de cinzas, oxidação ou danos na superfície do molde, isso reduzirá a eficiência do aquecimento e prolongará o tempo de aquecimento.
Diferentes meios de aquecimento, como fios de aquecimento eléctricos, óleo térmico, etc., têm diferentes caraterísticas de transferência de calor, o que afectará a taxa de aquecimento. A escolha do meio de aquecimento correto pode melhorar a eficiência do aquecimento.

How does cooling control cycle time and part quality?
In injection molding molds, the design of the sistema de arrefecimento2 is very important. This is because molded plastic products need to cool and solidify to a certain rigidity before demolding to prevent deformation due to external forces. Since cooling time accounts for about 70% to 80% of the entire molding cycle, a well-designed cooling system can greatly shorten the molding time, increase injection molding productivity, and reduce costs. Improperly designed cooling systems can prolong molding time, increase costs, and uneven cooling can further cause warpage and deformation of plastic products.
Com base em experiências, o calor da massa fundida que entra no molde é geralmente dissipado de duas formas: 5% é transferido para a atmosfera através de radiação e convecção, e os outros 95% são conduzidos da massa fundida para o molde. Devido aos tubos de água de arrefecimento no molde, o calor é transferido do plástico na cavidade do molde para o tubo de água de arrefecimento através da condução de calor através da base do molde, e depois levado pelo líquido de arrefecimento através da convecção de calor. Uma pequena quantidade de calor que não é retirada pela água de arrefecimento continua a ser conduzida no molde e dissipa-se no ar em contacto com o exterior.
O processo de moldagem por injeção tem cinco fases: fecho do molde, enchimento, pressão de retenção, arrefecimento e desmoldagem. O arrefecimento é a fase mais demorada, cerca de 70% a 80% do tempo total. Assim, o tempo de arrefecimento afecta o tempo de ciclo e o número de peças que se podem fabricar. Quando se retira a peça do molde, esta tem de ser arrefecida abaixo da temperatura de distorção térmica. Isto impede que a peça relaxe e fique empenada ou deformada.
“O arrefecimento controla geralmente mais tempo de ciclo do que o aquecimento.”Verdadeiro
Most injected plastic must release enough heat through the mold before ejection. If cooling is uneven or too slow, faster filling or higher heating capacity will not deliver stable production output.
“Um molde mais frio produz sempre peças melhores.”Falso
Lower temperatura do molde3 can shorten cycle time, but it can also increase internal stress, visible weld lines, incomplete texture fill, and dimensional drift. The target must match resin behavior and quality requirements.
1. Métodos de arrefecimento de moldes
O arrefecimento a água é o método de arrefecimento mais utilizado para a maioria dos moldes, mas também tem os seus inconvenientes; requer uma boa vedação das condutas e condutas de água superiores e inferiores desobstruídas, o que resulta num desperdício significativo de água. Quando a temperatura de arrefecimento excede os 100°C, é provável que ocorram explosões de vapor. A vantagem é que tem uma grande capacidade de calor e pode atingir um arrefecimento rápido.
O arrefecimento a ar é um método de arrefecimento relativamente ideal. Ao contrário do arrefecimento a água, não requer uma vedação estanque das condutas, não há desperdício de recursos, pode arrefecer moldes com temperaturas superiores a 100°C e a velocidade de arrefecimento pode ser determinada pelo caudal de gás. Além disso, é simples e cómodo obter fontes de gás em oficinas de produção de uma determinada escala.
2. Factores que afectam a taxa de arrefecimento do produto
O principal fator é a espessura da parede da peça de plástico. Quanto mais espessa for a peça, mais tempo demora a arrefecer. Como regra geral, o tempo de arrefecimento é aproximadamente proporcional ao quadrado da espessura da peça ou à potência 1,6 do maior diâmetro da porta. Por outras palavras, duplicar a espessura da peça aumenta o tempo de arrefecimento em quatro vezes.
O material do molde, incluindo os materiais do núcleo e da cavidade do molde e o material da estrutura do molde, tem um grande efeito na taxa de arrefecimento. Quanto maior for a condutividade térmica do material do molde, melhor será o efeito de transferência de calor do plástico numa unidade de tempo e mais curto será o tempo de arrefecimento.
Quanto mais próximo o tubo de água de arrefecimento estiver da cavidade do molde, quanto maior for o diâmetro e quanto maior for o número, melhor será o efeito de arrefecimento e mais curto será o tempo de arrefecimento.
Quanto mais água puder circular no sistema (é preferível um fluxo turbulento), melhor será a capacidade da água para retirar o calor do motor por convecção.
A viscosidade e a condutividade térmica do líquido de arrefecimento também afectam o efeito de transferência de calor do molde. Quanto mais baixa for a viscosidade do líquido de arrefecimento, maior será a condutividade térmica, mais baixa será a temperatura e melhor será o efeito de arrefecimento.
A condutividade térmica do plástico é a rapidez com que move o calor de um ponto quente para um ponto frio. Quanto mais elevada for a condutividade térmica, melhor se desloca o calor, ou quanto mais baixo for o calor específico, mais fácil é mudar de temperatura, pelo que arrefece mais rapidamente e desloca melhor o calor, pelo que demora menos tempo a arrefecer.
3. Regras de conceção do sistema de arrefecimento
3.1 Os canais de arrefecimento devem ser concebidos para arrefecer o molde de forma uniforme e rápida.
3.2 O objetivo da conceção do sistema de arrefecimento é manter o molde frio e fazê-lo de forma eficiente. Os orifícios de arrefecimento devem ter dimensões normalizadas para poderem ser maquinados e montados facilmente.
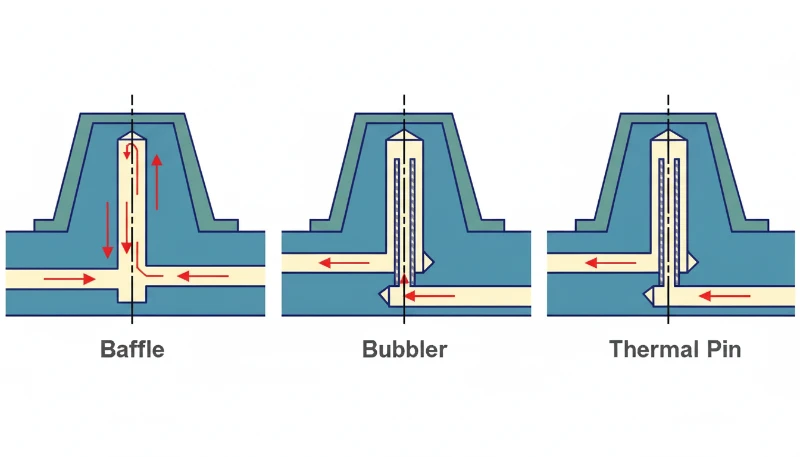
3.3 Ao projetar o sistema de arrefecimento, o projetista do molde tem de decidir sobre os seguintes parâmetros de projeto com base na espessura da parede e no volume da peça de plástico: onde e qual a dimensão dos orifícios de arrefecimento, qual o comprimento dos orifícios, que tipo de orifícios utilizar, como dispor e ligar os orifícios, e qual a quantidade de líquido de arrefecimento a utilizar e qual a sua capacidade de transferência de calor.
Why is mold temperature control important in injection molding?
Temperature control is super important in injection molding because it directly affects the quality, consistency, and cycle time of molded parts. Cooling and heating are both big parts of this control mechanism, making sure that the molten material flows good, solidifies right, and is demolded without defects from the mold.
From our factory perspective, the ZetarMold in-house mold manufacturing facility lets our engineers review cooling-channel layouts with the molding team instead of treating temperature control as a late production fix. In our production planning, the 47 injection molding machines help connect temperature-control choices with real press availability before quoting, sampling, and ramp-up. For cosmetic or dimensional risk, 8 senior engineers can review mold design tradeoffs before the tool is committed.
1. Influência da temperatura do molde no aspeto do produto
Quando a temperatura é mais elevada, a resina flui melhor. Normalmente, isto torna a superfície das peças lisa e brilhante, especialmente no caso de peças de resina reforçada com fibra de vidro. Também torna as linhas de soldadura mais fortes e com melhor aspeto.
Para superfícies texturadas, se a temperatura do molde for baixa, a fusão não consegue preencher as raízes da textura, pelo que a superfície do produto é brilhante e não consegue mostrar a verdadeira textura da superfície do molde. Se aumentar a temperatura do molde e a temperatura do material, pode obter a textura que pretende na superfície do produto.
2. Influência na tensão interna dos produtos
Quando se molda algo, este aquece e depois arrefece. Quando arrefece, encolhe. O exterior da coisa encolhe primeiro e fica duro. Depois, o interior encolhe e fica duro. O interior e o exterior encolhem a ritmos diferentes, e isso faz com que o interior e o exterior lutem entre si. Quando o interior e o exterior lutam demasiado entre si, a coisa racha-se.
Quando o interior da coisa luta demasiado com o exterior da coisa, a coisa racha. Isto acontece quando o interior da coisa luta demasiado com o exterior da coisa, e o interior da coisa é demasiado fraco ou o exterior da coisa é demasiado forte. Isto também acontece quando o interior da coisa luta demasiado com o exterior da coisa, e o interior da coisa é demasiado fraco ou o exterior da coisa é demasiado forte, e a coisa molha-se ou fica com produtos químicos. Quando o interior da coisa luta demasiado com o exterior da coisa, a coisa racha.
A tensão de compressão da superfície depende das condições de arrefecimento da superfície. Os moldes frios fazem com que a resina fundida arrefeça rapidamente, resultando numa maior tensão interna residual no produto moldado. A temperatura do molde é a condição mais básica para o controlo da tensão interna, e pequenas alterações na temperatura do molde podem alterar significativamente a sua tensão interna residual. Geralmente, cada produto e resina têm o seu limite mínimo de temperatura do molde para uma tensão interna aceitável. Ao moldar peças de paredes finas ou de fluxo longo, a temperatura do molde deve ser superior ao limite mínimo durante a moldagem geral.
3. Melhorar o empeno do produto
Se o sistema de arrefecimento do molde for concebido de forma incorrecta ou se o controlo da temperatura do molde for inadequado, o arrefecimento insuficiente das peças de plástico pode causar empenos e deformações nas peças.
Para o controlo da temperatura do molde, a diferença de temperatura entre os moldes macho e fêmea, o núcleo e a cavidade, o núcleo e a parede do molde, e a parede e os insertos deve ser determinada com base nas caraterísticas estruturais do produto. Ao utilizar as diferentes taxas de contração de arrefecimento de diferentes partes do molde para compensar a diferença de contração de orientação após a desmoldagem, o produto tende a curvar-se para o lado com temperatura mais elevada após a desmoldagem, compensando assim a deformação de empeno do produto de acordo com a lei de orientação.
“A temperatura uniforme do molde muitas vezes importa mais do que o valor absoluto definido.”Verdadeiro
Two cavities at the same nominal mold temperature can still behave differently if one side cools faster. Balanced temperature reduces warpage, local shrinkage, gloss variation, and unstable dimensions.
“Os canais de arrefecimento podem ser colocados em qualquer lugar se o fluxo de água for elevado.”Falso
Channel position still matters because heat must travel through the mold steel before coolant can remove it. Poor channel distance, dead zones, or blocked maintenance access can leave hot spots even when pump flow looks acceptable.
Para peças de plástico com estruturas de corpo completamente simétricas, deve manter a temperatura do molde consistente para garantir que todas as partes do produto arrefecem uniformemente.
4. Impacto na taxa de contração do produto
As temperaturas mais baixas do molde fazem com que as moléculas congelem mais rapidamente, tornam a camada congelada da massa fundida na cavidade mais espessa e dificultam o crescimento dos cristais, pelo que o produto encolhe menos. Temperaturas de molde mais elevadas fazem com que a fusão arrefeça mais lentamente, tornam o tempo de relaxamento mais longo, tornam o nível de orientação mais baixo, facilitam a formação de cristais, pelo que o produto encolhe mais.
5. Influência na temperatura de deflexão térmica do produto
No caso dos plásticos cristalinos, se moldar o produto a uma temperatura de molde baixa, a orientação molecular e a cristalização congelam de imediato. Quando se coloca o produto num ambiente de temperatura mais elevada ou em condições de processamento secundário, as cadeias moleculares reorganizam-se parcialmente e cristalizam, fazendo com que o produto se deforme mesmo a temperaturas muito abaixo da temperatura de deflexão térmica (HDT) do material.
How can you optimize injection mold temperature control?
1. Atualização do sistema de controlo da temperatura
As barras de aquecimento eléctricas são uma parte importante do sistema de controlo de temperatura das máquinas de moldagem por injeção. Se atualizar as suas barras de aquecimento eléctricas, pode tornar o seu controlo de temperatura mais estável e preciso. Isso significa que pode tornar a sua moldagem por injeção mais precisa e de melhor qualidade.
2. Melhoria da estratégia de controlo da temperatura
When it comes to injection molding, temperature control is a big deal. It affects the quality and cost of your parts. If you do it right, you can reduce cycle time and energy consumption, improve production efficiency, and cut costs.
3. Ajuste dos parâmetros de controlo da temperatura
Para obter o melhor efeito de moldagem por injeção, é necessário ajustar os parâmetros de controlo da temperatura. Pode fazê-lo ajustando a proporção das temperaturas das zonas traseira, intermédia e dianteira.
What is the practical takeaway for cooling and heating?
The practical takeaway for cooling and heating is defined by the function, constraints, and tradeoffs explained in this section. To get good parts fast, you need to master mold cooling and heating. You need to understand temperature control, use the latest cooling and heating technologies, and have the best monitoring and control systems. That’s how you get the most out of your injection molding process.
Perguntas mais frequentes
How long should injection mold cooling take?
Cooling time should be long enough for the part surface and core to reach a stable ejection condition, not just long enough for the gate to freeze. A practical starting point is to evaluate wall thickness, resin thermal conductivity, mold steel, cooling-channel distance, and allowable part distortion together. If the part sticks, warps, or changes size after ejection, the cooling window is probably too short or too uneven. For quoting, the cooling estimate should be reviewed with the full cycle time and not treated as an isolated number.
Why does mold temperature change part appearance?
Mold temperature changes how the resin flows against the cavity surface before it freezes. A warmer mold can improve gloss, reduce flow hesitation, and help textured surfaces fill more completely, but it can also lengthen cycle time and increase shrinkage if the process is not balanced. A colder mold may shorten the cycle, yet it can create dull surfaces, weld-line visibility, internal stress, or incomplete texture replication. The correct setting depends on resin, surface requirement, wall thickness, and the dimensional tolerance target.
What is the difference between mold heating and mold cooling?
Mold heating brings the tool to a controlled starting temperature and keeps the resin from freezing too early during filling, while mold cooling removes heat after packing so the part can be ejected without deformation. Heating is especially important for high-temperature resins, thin flow paths, glossy surfaces, and texture filling. Cooling usually dominates cycle time because most of the heat must leave the plastic through the mold steel and coolant. A stable process needs both systems designed together, not one added after the mold is built.
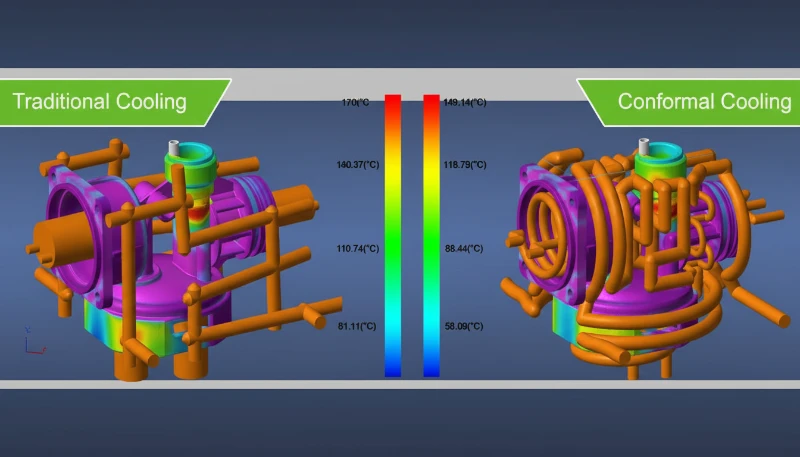
When should conformal cooling be considered?
Conformal cooling should be considered when traditional drilled water lines cannot follow the part geometry closely enough to cool thick sections, ribs, bosses, or deep cores evenly. It is most useful for parts with warpage risk, long cycle time, hot spots, or tight dimensional requirements that standard straight channels cannot control. The tradeoff is higher tool complexity and cost, so it should be justified by cycle-time savings, scrap reduction, or quality improvement. It is not automatically better for every simple mold.
What should buyers check before approving a cooling design?
Buyers should ask whether the supplier has reviewed wall thickness, hot spots, gate location, ejector layout, channel distance, channel diameter, coolant flow, and maintenance access before freezing the mold design. They should also confirm how the supplier will validate temperature balance during sampling, such as through trial records, part measurement, warpage checks, and cycle-time data. For high-volume projects, a cooling design review can prevent a mold from meeting the drawing in one trial but failing to run consistently in production.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for process context, then compare vendors with our injection molding supplier sourcing guide.
-
thermal conductivity: Thermal conductivity is a material property that describes how quickly heat moves through steel, plastic, or coolant-contact surfaces. ↩
-
cooling system: A cooling system is a network of water lines, baffles, bubblers, or conformal channels that removes heat from the mold after packing. ↩
-
mold temperature: Mold temperature refers to the controlled cavity and core surface temperature that shapes resin flow, shrinkage, stress, and final part appearance. ↩







