 Przejdź do treści
Przejdź do treści 

Formy do forma wtryskowaKontrola temperatury jest niezwykle ważna w formowaniu wtryskowym, ponieważ bezpośrednio wpływa na jakość, spójność i czas cyklu formowanych części. Chłodzenie i ogrzewanie są istotnymi elementami tego mechanizmu kontroli, zapewniając, że stopiony materiał płynie prawidłowo, krzepnie właściwie i jest usuwany z formy bez wad.
- Chłodzenie i ogrzewanie powinny być projektowane razem, a nie dostrajane po próbnym odlewie.
- Jednolita temperatura formy zmniejsza odkształcenia, dryf skurczowy oraz wady wyglądu.
- Układ kanałów chłodzących jest zazwyczaj największym czynnikiem wpływającym na czas cyklu.
- Przegląd dostawcy powinien łączyć projektowanie termiczne z wyceną, próbkowaniem i zdolnościami produkcyjnymi.
Jak system grzewczy wpływa na formę wtryskową?
1. Metody podgrzewania form
Ogrzewanie stalowe to metoda ogrzewania, która jest niemal obowiązkowa przy projektowaniu wszystkich form do formowania tworzyw sztucznych. Może być zaprojektowany w różnych formach, takich jak okablowanie jednofazowe, dwufazowe itp. Można stosować materiały takie jak rury ze szwem, rury bez szwu, rury ze stali nierdzewnej, charakteryzujące się niskimi stratami ciepła, wysoką sprawnością cieplną, prostym okablowaniem i elastycznymi konfiguracjami okablowania w zależności od potrzeb, zaprojektowane dla napięcia 220 V lub 380 V. Jednak ze względu na ograniczenia w materiałach i technikach przetwarzania, przy projektowaniu form należy zwrócić uwagę na ich unikalne właściwości.
Rdzeń lutownicy jest często używany jako rodzaj rury grzewczej formy. Ma wysoką moc na jednostkę długości (zwykle średnica 10 mm, długość 8 cm rdzenia lutownicy może osiągnąć moc wyjściową 150 watów), trwałość, dobre bezpieczeństwo, odporność na zwarcia, może być osadzony przez ślepe otwory, ale trudny do dostosowania projektu, podatny na kruchość i pękanie podczas wymiany.
2. Czynniki wpływające na szybkość nagrzewania formy wtryskowej
Istnieje wiele czynników, które wpływają na szybkość nagrzewania się formy wtryskowej. Niektóre z tych czynników obejmują:
Materiał i struktura formy bezpośrednio wpływają na szybkość nagrzewania. Różne materiały mają różne thermal conductivity1 i pojemność cieplna, podczas gdy grubość i konstrukcja formy również wpływają na szybkość przewodzenia ciepła.
Formy wtryskowe są ogrzewane za pomocą ogrzewania elektrycznego lub systemów gorących kanałów. Różne metody ogrzewania mają różne szybkości ogrzewania i możliwości sterowania. Na przykład ogrzewanie elektryczne może szybko się nagrzewać i precyzyjnie kontrolować temperaturę, podczas gdy systemy gorącokanałowe mogą przenosić ciepło bezpośrednio do określonych części formy, dzięki czemu ogrzewanie jest bardziej wydajne.
Temperatura i czas nagrzewania to dwa główne czynniki wpływające na szybkość nagrzewania. Zwiększenie temperatury nagrzewania i wydłużenie czasu nagrzewania może przyspieszyć szybkość nagrzewania formy, ale należy uważać, aby nie uszkodzić formy lub nie spowodować naprężeń termicznych.
Na szybkość nagrzewania się formy mają również wpływ warunki środowiskowe, takie jak temperatura i wilgotność w pomieszczeniu. Jeśli jest naprawdę zimno lub bardzo wilgotno, szybkość nagrzewania może być nieco zmieniona.
Na szybkość nagrzewania ma wpływ stan i konserwacja formy. Nagromadzenie popiołu, utlenienie lub uszkodzenie powierzchni formy zmniejsza wydajność nagrzewania i wydłuża czas nagrzewania.
Różne czynniki grzewcze, takie jak elektryczne przewody grzejne, olej termiczny itp., mają różne charakterystyki wymiany ciepła, co wpływa na szybkość ogrzewania. Wybór odpowiedniego czynnika grzewczego może poprawić wydajność ogrzewania.

Jak chłodzenie kontroluje czas cyklu i jakość detalu?
W formach wtryskowych, projekt układ chłodzenia2 jest bardzo ważny. Dzieje się tak, ponieważ wtryskiwane wyroby z tworzyw sztucznych muszą ostygnąć i zestalić się do określonej sztywności przed wyjęciem z formy, aby zapobiec odkształceniom pod wpływem sił zewnętrznych. Ponieważ czas chłodzenia stanowi około 70% do 80% całego cyklu wtryskiwania, dobrze zaprojektowany system chłodzący może znacznie skrócić czas formowania, zwiększyć produktywność wtryskiwania i obniżyć koszty. Nieprawidłowo zaprojektowane systemy chłodzące mogą wydłużyć czas formowania, zwiększyć koszty, a nierównomierne chłodzenie może dodatkowo powodować odkształcenia i wypaczenia wyrobów z tworzyw sztucznych.
Na podstawie eksperymentów można stwierdzić, że ciepło ze stopionego metalu wpływającego do formy jest generalnie odprowadzane na dwa sposoby: 5% jest przenoszone do atmosfery poprzez promieniowanie i konwekcję, a pozostałe 95% jest odprowadzane ze stopionego tworzywa do formy. Ze względu na rury wody chłodzącej w formie, ciepło jest przenoszone z tworzywa sztucznego we wnęce formy do rury wody chłodzącej poprzez przewodzenie ciepła przez podstawę formy, a następnie odprowadzane przez ciecz chłodzącą poprzez konwekcję ciepła. Niewielka ilość ciepła nieodebrana przez wodę chłodzącą nadal przewodzi w formie i rozprasza się w powietrzu w kontakcie z otoczeniem.
Proces formowania wtryskowego składa się z pięciu etapów: zamykania formy, napełniania, utrzymywania ciśnienia, chłodzenia i rozformowywania. Chłodzenie trwa najdłużej, około 70% do 80% całkowitego czasu. Tak więc czas chłodzenia wpływa na czas cyklu i liczbę części, które można wyprodukować. Po wyjęciu części z formy należy ją schłodzić poniżej temperatury odkształcenia cieplnego. Zapobiega to rozluźnieniu i wypaczeniu lub deformacji części.
„Chłodzenie zazwyczaj ma większy wpływ na czas cyklu niż ogrzewanie.”Prawda
Większość wtryskiwanego tworzywa musi oddać wystarczającą ilość ciepła przez formę przed jej wypchnięciem. Jeśli chłodzenie jest nierówne lub zbyt wolne, szybsze napełnianie lub większa moc grzewcza nie zapewnią stabilnej produkcji.
„Zimniejsza forma zawsze daje lepsze części.”Fałsz
Lower temperatura formy3 może skrócić czas cyklu, ale może też zwiększyć naprężenia wewnętrzne, widoczne linie złączeń, niepełne wypełnienie tekstury oraz dryft wymiarowy. Cel musi być zgodny z zachowaniem żywicy i wymaganiami jakościowymi.
1. Metody chłodzenia form
Chłodzenie wodą jest najczęściej stosowaną metodą chłodzenia dla większości form, ale ma również swoje wady; wymaga dobrego uszczelnienia rurociągu oraz drożnych górnych i dolnych rurociągów wodnych, co powoduje znaczne straty wody. Gdy temperatura chłodzenia przekroczy 100°C, może dojść do eksplozji pary. Zaletą jest to, że ma dużą pojemność cieplną i może osiągnąć szybkie chłodzenie.
Chłodzenie powietrzem jest stosunkowo idealną metodą chłodzenia. W przeciwieństwie do chłodzenia wodą, nie wymaga szczelnego uszczelniania rurociągów, nie powoduje marnotrawstwa zasobów, może chłodzić formy o temperaturze wyższej niż 100°C, a prędkość chłodzenia można określić za pomocą natężenia przepływu gazu. Co więcej, uzyskanie źródeł gazu w zakładach produkcyjnych o określonej skali jest proste i wygodne.
2. Czynniki wpływające na szybkość chłodzenia produktu
Najważniejsza jest grubość ścianki plastikowej części. Im grubsza część, tym dłużej trwa chłodzenie. Z reguły czas chłodzenia jest w przybliżeniu proporcjonalny do kwadratu grubości części lub 1,6 potęgi największej średnicy bramki. Innymi słowy, podwojenie grubości części zwiększa czas chłodzenia czterokrotnie.
Materiał formy, w tym materiał rdzenia i wnęki formy oraz materiał ramy formy, ma duży wpływ na szybkość chłodzenia. Im wyższa przewodność cieplna materiału formy, tym lepszy efekt przenoszenia ciepła z tworzywa sztucznego w jednostce czasu i krótszy czas chłodzenia.
Im bliżej gniazda formy znajduje się rura wody chłodzącej, tym większa jest jej średnica, a im większa jest jej liczba, tym lepszy jest efekt chłodzenia i krótszy czas chłodzenia.
Im więcej wody może przepływać przez układ (lepszy jest przepływ turbulentny), tym lepiej woda będzie odbierać ciepło z silnika poprzez konwekcję.
Lepkość i przewodność cieplna cieczy chłodzącej również wpływają na efekt przenoszenia ciepła przez formę. Im niższa lepkość cieczy chłodzącej, tym wyższa przewodność cieplna, tym niższa temperatura i lepszy efekt chłodzenia.
Przewodność cieplna tworzywa sztucznego to szybkość, z jaką przenosi ono ciepło z gorącego miejsca do zimnego. Im wyższa przewodność cieplna, tym lepiej przenosi ciepło, lub im niższe ciepło właściwe, tym łatwiej zmienia temperaturę, więc szybciej się ochładza i lepiej przenosi ciepło, więc chłodzenie zajmuje mniej czasu.
3. Zasady projektowania układu chłodzenia
3.1 Kanały chłodzące powinny być zaprojektowane tak, aby chłodzić formę równomiernie i szybko.
3.2 Celem zaprojektowania układu chłodzenia jest utrzymanie formy w niskiej temperaturze i zrobienie tego w sposób wydajny. Otwory chłodzące powinny mieć standardowe rozmiary, aby można je było łatwo obrabiać i montować.
3.3 Projektując układ chłodzenia, projektant formy musi zdecydować o następujących parametrach projektowych w oparciu o grubość ścianki i objętość części z tworzywa sztucznego: gdzie i jak duże powinny być otwory chłodzące, jak długie powinny być otwory, jakiego rodzaju otworów użyć, jak rozmieścić i połączyć otwory oraz ile płynu chłodzącego użyć i jak dobrze przenosi ciepło.
Dlaczego kontrola temperatury formy jest ważna w wtryskiwaniu tworzyw sztucznych?
Temperature control is super important in injection molding because it directly affects the quality, consistency, and cycle time of molded parts. Cooling and heating are both big parts of this control mechanism, making sure that the molten material flows good, solidifies right, and is demolded without defects from the mold.
Z perspektywy naszej fabryki, wewnętrzny zakład produkcji form ZetarMold pozwala naszym inżynierom omawiać układy kanałów chłodzących z zespołem wtryskowym, zamiast traktować kontrolę temperatury jako późną poprawkę produkcyjną. W naszym planowaniu produkcji, 47 maszyn wtryskowych pomaga powiązać wybory dotyczące kontroli temperatury z rzeczywistą dostępnością pras przed wyceną, próbnym odlewem i zwiększaniem produkcji. W przypadku ryzyka kosmetycznego lub wymiarowego, 8 starszych inżynierów może przeanalizować kompromisy w projekcie formy, zanim narzędzie zostanie zatwierdzone.
1. Wpływ temperatury formy na wygląd produktu
Gdy temperatura jest wyższa, żywica lepiej płynie. Zwykle sprawia to, że powierzchnia części jest gładka i błyszcząca, szczególnie w przypadku części z żywicy wzmocnionej włóknem szklanym. Sprawia to również, że linie spawania są mocniejsze i wyglądają lepiej.
W przypadku powierzchni teksturowanych, jeśli temperatura formy jest niska, stopiony materiał nie może wypełnić korzeni tekstury, więc powierzchnia produktu jest błyszcząca i nie może pokazać prawdziwej tekstury powierzchni formy. Jeśli zwiększysz temperaturę formy i materiału, możesz uzyskać pożądaną teksturę na powierzchni produktu.
2. Wpływ na naprężenia wewnętrzne produktów
Podczas formowania coś się nagrzewa, a następnie stygnie. Kiedy stygnie, kurczy się. Najpierw kurczy się zewnętrzna część i twardnieje. Następnie wnętrze kurczy się i twardnieje. Wnętrze i zewnętrze kurczą się w różnym tempie, co sprawia, że wnętrze i zewnętrze walczą ze sobą. Kiedy wnętrze i zewnętrze walczą ze sobą zbyt mocno, rzecz pęka.
Kiedy wnętrze rzeczy zbyt mocno walczy z jej zewnętrzem, rzecz pęka. Dzieje się tak, gdy wnętrze rzeczy zbyt mocno walczy z zewnętrzem rzeczy, a wnętrze rzeczy jest zbyt słabe lub zewnętrzna część rzeczy jest zbyt silna. Dzieje się tak również wtedy, gdy wnętrze rzeczy zbyt mocno walczy z zewnętrzem rzeczy, a wnętrze rzeczy jest zbyt słabe lub zewnętrzna część rzeczy jest zbyt mocna, a rzecz zamoknie lub dostanie się na nią chemikalia. Kiedy wnętrze rzeczy zbyt mocno walczy z jej zewnętrzną częścią, rzecz pęka.
Naprężenie ściskające powierzchni zależy od warunków chłodzenia powierzchni. Zimne formy powodują szybkie schładzanie stopionej żywicy, co skutkuje wyższym szczątkowym naprężeniem wewnętrznym w formowanym produkcie. Temperatura formy jest najbardziej podstawowym warunkiem kontroli naprężeń wewnętrznych, a niewielkie zmiany temperatury formy mogą znacznie zmienić jej wewnętrzne naprężenia szczątkowe. Ogólnie rzecz biorąc, każdy produkt i żywica mają swój najniższy limit temperatury formy dla akceptowalnego naprężenia wewnętrznego. Podczas formowania części cienkościennych lub o długim przepływie, temperatura formy powinna być wyższa niż minimalny limit podczas formowania ogólnego.
3. Poprawa wypaczenia produktu
Jeśli system chłodzenia formy jest zaprojektowany nieprawidłowo lub kontrola temperatury formy jest nieprawidłowa, niewystarczające chłodzenie plastikowych części może spowodować wypaczenie i deformację części.
W przypadku kontroli temperatury formy, różnica temperatur między formą męską i żeńską, rdzeniem i wnęką, rdzeniem i ścianą formy oraz ścianą i wkładkami powinna być określona na podstawie charakterystyki strukturalnej produktu. Wykorzystując różne szybkości skurczu chłodzącego różnych części formy w celu skompensowania różnicy skurczu orientacyjnego po rozformowaniu, produkt ma tendencję do wyginania się w kierunku strony o wyższej temperaturze po rozformowaniu, kompensując w ten sposób odkształcenie wypaczenia produktu zgodnie z prawem orientacji.
„Jednolita temperatura formy często ma większe znaczenie niż bezwzględne ustawienie.”Prawda
Dwie gniazda o tej samej nominalnej temperaturze formy mogą zachowywać się inaczej, jeśli jedno z nich stygnie szybciej. Zrównoważona temperatura zmniejsza odkształcenia, lokalne skurcze, różnice w połysku oraz niestabilność wymiarów.
„Kanały chłodzące można umieszczać wszędzie, jeśli przepływ wody jest wysoki.”Fałsz
Położenie kanałów nadal ma znaczenie, ponieważ ciepło musi przebyć drogę przez stal formy, zanim chłodziwo je usunie. Nieodpowiednia odległość kanałów, martwe strefy lub utrudniony dostęp serwisowy mogą pozostawić gorące punkty, nawet gdy przepływ pompy wydaje się akceptowalny.
W przypadku plastikowych części o całkowicie symetrycznej strukturze korpusu należy utrzymywać stałą temperaturę formy, aby upewnić się, że wszystkie części produktu schładzają się równomiernie.
4. Wpływ na współczynnik kurczenia się produktu
Niższe temperatury formy sprawiają, że cząsteczki zamarzają szybciej, zamrożona warstwa stopu we wnęce jest grubsza i trudniej jest rosnąć kryształom, więc produkt kurczy się mniej. Wyższe temperatury formy powodują wolniejsze chłodzenie stopu, wydłużają czas relaksacji, obniżają poziom orientacji, ułatwiają tworzenie się kryształów, więc produkt kurczy się bardziej.
5. Wpływ na temperaturę ugięcia cieplnego produktu
W przypadku krystalicznych tworzyw sztucznych, jeśli formujesz produkt w niskiej temperaturze formy, orientacja molekularna i krystalizacja natychmiast zamarzają. Po umieszczeniu go w środowisku o wyższej temperaturze lub w warunkach przetwarzania wtórnego, łańcuchy molekularne ulegną częściowej rearanżacji i krystalizacji, powodując deformację produktu nawet w temperaturach znacznie poniżej temperatury ugięcia cieplnego materiału (HDT).
Jak można zoptymalizować kontrolę temperatury formy wtryskowej?
1. Modernizacja systemu kontroli temperatury
Elektryczne pręty grzejne są ważną częścią systemu kontroli temperatury wtryskarek. Jeśli zmodernizujesz elektryczne pręty grzejne, możesz sprawić, że kontrola temperatury będzie bardziej stabilna i dokładna. Oznacza to, że formowanie wtryskowe może być dokładniejsze i lepszej jakości.
2. Poprawa strategii kontroli temperatury
Jeśli chodzi o wtryskiwanie tworzyw sztucznych, kontrola temperatury jest niezwykle ważna. Wpływa na jakość i koszt wyrobów. Jeśli zrobisz to dobrze, możesz skrócić czas cyklu i zużycie energii, poprawić wydajność produkcji oraz obniżyć koszty.
3. Regulacja parametrów kontroli temperatury
Aby uzyskać najlepszy efekt formowania wtryskowego, należy dostosować parametry kontroli temperatury. Można to zrobić poprzez dostosowanie proporcji temperatur strefy tylnej, środkowej i przedniej.
Jaki jest praktyczny wniosek dotyczący chłodzenia i ogrzewania?
Praktyczny wniosek dotyczący chłodzenia i ogrzewania jest zdefiniowany przez funkcję, ograniczenia i kompromisy wyjaśnione w tej sekcji. Aby uzyskać dobre detale szybko, musisz opanować chłodzenie i ogrzewanie formy. Musisz zrozumieć kontrolę temperatury, wykorzystywać najnowsze technologie chłodzenia i ogrzewania oraz posiadać najlepsze systemy monitorowania i sterowania. W ten sposób maksymalnie wykorzystasz swój proces wtryskiwania.
Często zadawane pytania
Jak długo powinno trwać chłodzenie formy wtryskowej?
Czas chłodzenia powinien być wystarczająco długi, aby powierzchnia i rdzeń części osiągnęły stabilny stan do wypchnięcia, a nie tylko aby bramka zamarzła. Praktycznym punktem wyjścia jest wspólna ocena grubości ścianki, przewodności cieplnej żywicy, stali formy, odległości kanałów chłodzących oraz dopuszczalnego odkształcenia części. Jeśli część przywiera, odkształca się lub zmienia wymiary po wypchnięciu, okno chłodzenia jest prawdopodobnie zbyt krótkie lub zbyt nierówne. Przy wycenie szacunkowy czas chłodzenia należy przeanalizować w kontekście pełnego czasu cyklu, a nie traktować jako odizolowaną liczbę.
Dlaczego temperatura formy zmienia wygląd części?
Temperatura formy zmienia sposób, w jaki żywica przepływa po powierzchni gniazda przed jej zastygnięciem. Cieplejsza forma może poprawić połysk, zmniejszyć wahania przepływu i pomóc w pełniejszym wypełnieniu teksturowanych powierzchni, ale może również wydłużyć czas cyklu i zwiększyć skurcz, jeśli proces nie jest zrównoważony. Zimniejsza forma może skrócić cykl, ale może powodować matowe powierzchnie, widoczność linii złączy, naprężenia wewnętrzne lub niepełne odwzorowanie tekstury. Prawidłowe ustawienie zależy od żywicy, wymagań dotyczących powierzchni, grubości ścianki oraz celu tolerancji wymiarowej.
Jaka jest różnica między ogrzewaniem a chłodzeniem formy?
Ogrzewanie formy doprowadza narzędzie do kontrolowanej temperatury początkowej i zapobiega zbyt wczesnemu zastygnięciu żywicy podczas napełniania, podczas gdy chłodzenie formy usuwa ciepło po fazie docisku, aby detal mógł być usunięty bez odkształceń. Ogrzewanie jest szczególnie ważne dla żywic wysokotemperaturowych, cienkich ścieżek przepływu, błyszczących powierzchni oraz wypełniania tekstury. Chłodzenie zazwyczaj dominuje nad czasem cyklu, ponieważ większość ciepła musi opuścić plastik przez stal formy i chłodziwo. Stabilny proces wymaga, aby oba systemy były zaprojektowane razem, a nie dodawane po zbudowaniu formy.
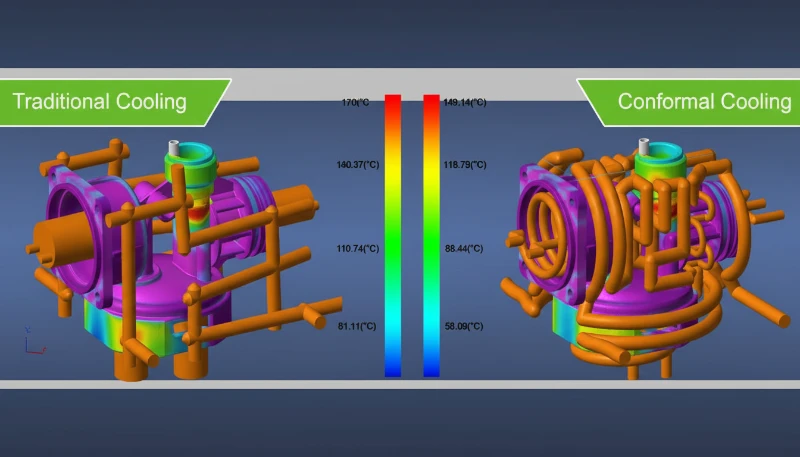
Kiedy należy rozważyć zastosowanie chłodzenia konforemnego?
Chłodzenie konforemne należy rozważyć, gdy tradycyjne wiercone linie wodne nie mogą wystarczająco dokładnie podążać za geometrią detalu, aby równomiernie chłodzić grube sekcje, żebra, kołnierze lub głębokie rdzenie. Jest najbardziej przydatne dla detali z ryzykiem odkształceń, długim czasem cyklu, gorącymi punktami lub ścisłymi wymaganiami wymiarowymi, których standardowe proste kanały nie mogą kontrolować. Kompromisem jest większa złożoność i koszt narzędzia, więc powinno być uzasadnione oszczędnościami czasu cyklu, redukcją odpadów lub poprawą jakości. Nie jest automatycznie lepsze dla każdej prostej formy.
Co kupujący powinni sprawdzić przed zatwierdzeniem projektu chłodzenia?
Kupujący powinni zapytać, czy dostawca przeanalizował grubość ścianki, gorące punkty, położenie bramki, układ wypychaczy, odległość kanałów, średnicę kanałów, przepływ chłodziwa oraz dostęp serwisowy przed zamrożeniem projektu formy. Powinni również potwierdzić, w jaki sposób dostawca zweryfikuje równowagę temperaturową podczas próbkowania, np. poprzez zapisy prób, pomiary części, kontrole odkształceń oraz dane o czasie cyklu. W przypadku projektów wielkoseryjnych przegląd projektu chłodzenia może zapobiec sytuacji, w której forma spełnia wymagania rysunkowe w jednej próbie, ale nie jest w stanie pracować stabilnie w produkcji.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide dla kontekstu procesowego, a następnie porównaj dostawców z naszym injection molding supplier sourcing guide.
-
thermal conductivity: Przewodność cieplna jest właściwością materiału opisującą, jak szybko ciepło przemieszcza się przez stal, plastik lub powierzchnie stykające się z chłodziwem. ↩
-
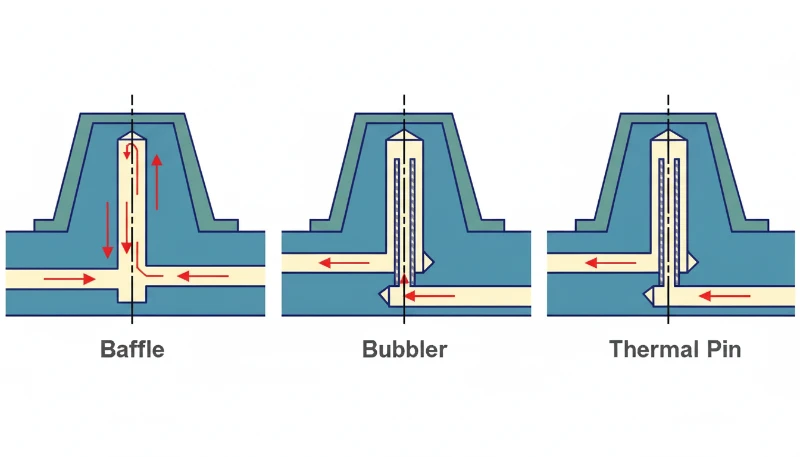
systemu chłodzącego: System chłodzenia to sieć przewodów wodnych, przegród, bąbelków lub konforemnych kanałów, które usuwają ciepło z formy po fazie docisku. ↩
-
mold temperature: Temperatura formy odnosi się do kontrolowanej temperatury powierzchni gniazda i rdzenia, która kształtuje przepływ żywicy, skurcz, naprężenia oraz ostateczny wygląd detalu. ↩







