 Перейти к содержанию
Перейти к содержанию 

Формы для литьевая формаВсе, что вам нужно знать о литьевой форме | ZetarMold
- Cooling and heating should be designed together, not tuned after sampling.
- Uniform mold temperature reduces warpage, shrinkage drift, and appearance defects.
- Cooling-channel layout is usually the biggest lever for cycle time.
- Supplier review should connect thermal design with quoting, sampling, and production capacity.
How does the heating system affect an injection mold?
1. Методы нагрева пресс-формы
Стальной нагрев - это метод нагрева, который практически обязателен при проектировании всех пресс-форм для литья пластмасс. Он может быть выполнен в различных формах, таких как однофазная проводка, двухфазная проводка и т. д. Могут использоваться такие материалы, как шовные трубы, бесшовные трубы, трубы из нержавеющей стали, характеризующиеся низкими теплопотерями, высокой тепловой эффективностью, простотой подключения и гибкой конфигурацией проводки в зависимости от потребностей, рассчитанные на напряжение 220 или 380 В. Однако из-за ограничений в материалах и технологиях обработки при проектировании пресс-форм следует обращать внимание на их уникальные характеристики.
Сердечник паяльника часто используется в качестве типа нагревательной трубки для пресс-форм. Он имеет высокую мощность на единицу длины (обычно диаметр 10 мм, длина 8 см паяльника сердечника может достичь выходной мощности 150 Вт), долговечность, хорошую безопасность, устойчивость к коротким замыканиям, может быть встроен через глухие отверстия, но трудно настроить дизайн, склонный к хрупкости и поломке во время замены.
2. Факторы, влияющие на скорость нагрева литьевой формы
Существует множество факторов, влияющих на скорость нагрева литьевой формы. Некоторые из этих факторов включают:
The material and structure of the mold directly affect the heating rate. Different materials have different thermal conductivity1 and heat capacity, while the thickness and design of the mold also affect the speed of heat conduction.
Для нагрева литьевых форм используется электрический нагрев или системы горячего прогона. Различные методы нагрева отличаются скоростью нагрева и возможностями управления. Например, электрический нагрев позволяет быстро нагревать и точно контролировать температуру, в то время как системы горячего прогона могут передавать тепло непосредственно к определенным частям пресс-формы, что делает нагрев более эффективным.
Температура нагрева и время нагрева - два основных фактора, влияющих на скорость нагрева. Повышение температуры нагрева и увеличение времени нагрева может ускорить скорость нагрева формы, но нужно быть осторожным, чтобы не повредить форму и не вызвать тепловой стресс.
На скорость нагрева формы также влияют условия окружающей среды, такие как температура и влажность в помещении. Если в помещении очень холодно или очень влажно, скорость нагрева может быть немного снижена.
На скорость нагрева влияет состояние и обслуживание пресс-формы. Если на поверхности формы скапливается зола, происходит окисление или повреждение, это снижает эффективность нагрева и увеличивает время нагрева.
Различные теплоносители, такие как электрические нагревательные провода, термомасло и т.д., имеют разные характеристики теплопередачи, что влияет на скорость нагрева. Правильный выбор теплоносителя может повысить эффективность нагрева.

How does cooling control cycle time and part quality?
In injection molding molds, the design of the система охлаждения2 is very important. This is because molded plastic products need to cool and solidify to a certain rigidity before demolding to prevent deformation due to external forces. Since cooling time accounts for about 70% to 80% of the entire molding cycle, a well-designed cooling system can greatly shorten the molding time, increase injection molding productivity, and reduce costs. Improperly designed cooling systems can prolong molding time, increase costs, and uneven cooling can further cause warpage and deformation of plastic products.
Согласно результатам экспериментов, тепло от расплава, поступающего в форму, обычно уходит двумя путями: 5% передается в атмосферу посредством излучения и конвекции, а остальные 95% отводятся от расплава к пресс-форме. Благодаря наличию в пресс-форме труб с охлаждающей водой, тепло передается от пластика в полости пресс-формы к трубе с охлаждающей водой посредством теплопроводности через основание пресс-формы, а затем уносится охлаждающей жидкостью посредством тепловой конвекции. Небольшое количество тепла, не отведенное охлаждающей водой, продолжает удерживаться в пресс-форме и рассеивается в воздухе при контакте с внешней средой.
Процесс литья под давлением состоит из пяти этапов: закрытие формы, заполнение, выдержка под давлением, охлаждение и распалубка. Охлаждение занимает больше всего времени, примерно от 70% до 80% от общего времени. Таким образом, время охлаждения влияет на продолжительность цикла и на то, сколько деталей вы сможете изготовить. Когда вы вынимаете деталь из формы, она должна быть охлаждена ниже температуры теплового искажения. Это не позволит детали расслабиться и деформироваться.
“Cooling usually controls more cycle time than heating.”Правда
Most injected plastic must release enough heat through the mold before ejection. If cooling is uneven or too slow, faster filling or higher heating capacity will not deliver stable production output.
“A colder mold always makes better parts.”Ложь
Lower температура пресс-формы3 can shorten cycle time, but it can also increase internal stress, visible weld lines, incomplete texture fill, and dimensional drift. The target must match resin behavior and quality requirements.
1. Методы охлаждения пресс-формы
Водяное охлаждение - наиболее распространенный метод охлаждения для большинства пресс-форм, но у него есть и свои недостатки: оно требует хорошей герметизации трубопроводов и беспрепятственного прохождения верхнего и нижнего водопроводов, что приводит к значительным потерям воды. Когда температура охлаждения превышает 100°C, возможны взрывы пара. Преимущество заключается в том, что он обладает большой теплоемкостью и позволяет добиться быстрого охлаждения.
Воздушное охлаждение - относительно идеальный метод охлаждения. В отличие от водяного охлаждения, он не требует герметичного уплотнения трубопроводов, не расходует ресурсы, может охлаждать пресс-формы с температурой выше 100°C, а скорость охлаждения может определяться расходом газа. Кроме того, в производственных цехах определенного масштаба просто и удобно получать источники газа.
2. Факторы, влияющие на скорость охлаждения продукта
Главное - это толщина стенок пластиковой детали. Чем толще деталь, тем больше времени требуется для ее охлаждения. Как правило, время охлаждения примерно пропорционально квадрату толщины детали или 1,6 мощности наибольшего диаметра затвора. Другими словами, удвоение толщины детали увеличивает время охлаждения в четыре раза.
Материал пресс-формы, включая материалы сердцевины и полости пресс-формы, а также материал рамы пресс-формы, оказывает большое влияние на скорость охлаждения. Чем выше теплопроводность материала пресс-формы, тем лучше эффект передачи тепла от пластика в единицу времени и тем короче время охлаждения.
Чем ближе труба с охлаждающей водой к полости пресс-формы, чем больше ее диаметр и количество, тем лучше охлаждающий эффект и короче время охлаждения.
Чем больше воды будет двигаться по системе (лучше турбулентный поток), тем лучше вода будет отводить тепло от двигателя за счет конвекции.
Вязкость и теплопроводность охлаждающей жидкости также влияют на эффект теплопередачи пресс-формы. Чем ниже вязкость охлаждающей жидкости, тем выше ее теплопроводность, тем ниже температура и тем лучше эффект охлаждения.
Теплопроводность пластика - это то, насколько быстро он переносит тепло от горячей точки к холодной. Чем выше теплопроводность, тем лучше он перемещает тепло, или чем ниже удельная теплоемкость, тем легче он изменяет температуру, поэтому быстрее остывает и лучше перемещает тепло, поэтому ему требуется меньше времени для охлаждения.
3. Правила проектирования системы охлаждения
3.1 Каналы охлаждения должны быть спроектированы таким образом, чтобы равномерно и быстро охлаждать форму.
3.2 Цель проектирования системы охлаждения - поддерживать форму холодной и делать это эффективно. Отверстия для охлаждения должны быть стандартного размера, чтобы их можно было легко обработать и собрать.
3.3 При проектировании системы охлаждения конструктор пресс-формы должен определить следующие параметры конструкции, исходя из толщины стенок и объема пластиковой детали: где и какого размера должны быть отверстия для охлаждения, какой длины должны быть отверстия, какой тип отверстий использовать, как расположить и соединить отверстия, какое количество охлаждающей жидкости использовать и насколько хорошо она передает тепло.
Why is mold temperature control important in injection molding?
Temperature control is super important in injection molding because it directly affects the quality, consistency, and cycle time of molded parts. Cooling and heating are both big parts of this control mechanism, making sure that the molten material flows good, solidifies right, and is demolded without defects from the mold.
From our factory perspective, the ZetarMold in-house mold manufacturing facility lets our engineers review cooling-channel layouts with the molding team instead of treating temperature control as a late production fix. In our production planning, the 47 injection molding machines help connect temperature-control choices with real press availability before quoting, sampling, and ramp-up. For cosmetic or dimensional risk, 8 senior engineers can review mold design tradeoffs before the tool is committed.
1. Влияние температуры пресс-формы на внешний вид продукта
При более высокой температуре смола лучше растекается. Это обычно делает поверхность деталей гладкой и блестящей, особенно для деталей из смолы, армированной стекловолокном. Кроме того, линии сварки становятся прочнее и выглядят лучше.
Для текстурированных поверхностей, если температура формы низкая, расплав не может заполнить корни текстуры, поэтому поверхность изделия получается блестящей и не может показать истинную текстуру поверхности формы. Если повысить температуру формы и температуру материала, можно получить желаемую текстуру на поверхности изделия.
2. Влияние на внутреннее напряжение изделий
Когда вы что-то лепите, оно нагревается, а затем остывает. Когда оно остывает, оно сжимается. Сначала сжимается внешняя часть и становится твердой. Затем сжимается и становится твердой внутренняя часть. Внутренняя и внешняя части сжимаются с разной скоростью, и это заставляет внутреннюю и внешнюю части бороться друг с другом. Когда внутренняя и внешняя части слишком сильно борются друг с другом, вещь трескается.
Когда внутренняя часть вещи слишком сильно борется с внешней, вещь трескается. Это происходит, когда внутренняя часть вещи слишком сильно борется с внешней, и внутренняя часть вещи слишком слаба или внешняя часть вещи слишком сильна. Это также происходит, когда внутренняя часть вещи слишком сильно борется с внешней, а внутренняя часть вещи слишком слаба или внешняя слишком сильна, и вещь намокает или на нее попадают химикаты. Когда внутренняя часть вещи слишком сильно борется с внешней, вещь трескается.
Поверхностное сжимающее напряжение зависит от условий охлаждения поверхности. В холодных формах расплавленная смола быстро остывает, что приводит к увеличению остаточного внутреннего напряжения в формованном изделии. Температура пресс-формы - самое основное условие для контроля внутреннего напряжения, и незначительные изменения температуры пресс-формы могут сильно изменить остаточное внутреннее напряжение. Как правило, для каждого изделия и смолы существует свой нижний предел температуры пресс-формы для допустимого внутреннего напряжения. При формовании тонкостенных или длиннопоточных деталей температура пресс-формы должна быть выше, чем минимальный предел при общем формовании.
3. Улучшение деформации изделий
Если система охлаждения пресс-формы спроектирована неправильно или температура пресс-формы контролируется неправильно, недостаточное охлаждение пластиковых деталей может привести к короблению и деформации деталей.
Для регулирования температуры пресс-формы разница температур между мужской и женской пресс-формами, сердцевиной и полостью, сердцевиной и стенкой пресс-формы, стенкой и вставками должна быть определена на основе структурных характеристик изделия. Используя различные скорости усадки при охлаждении различных частей пресс-формы для компенсации разницы в ориентационной усадке после распалубки, изделие после распалубки стремится изогнуться в сторону с более высокой температурой, тем самым компенсируя деформацию искривления изделия в соответствии с законом ориентации.
“Uniform mold temperature often matters more than the absolute setting.”Правда
Two cavities at the same nominal mold temperature can still behave differently if one side cools faster. Balanced temperature reduces warpage, local shrinkage, gloss variation, and unstable dimensions.
“Cooling channels can be placed anywhere if water flow is high.”Ложь
Channel position still matters because heat must travel through the mold steel before coolant can remove it. Poor channel distance, dead zones, or blocked maintenance access can leave hot spots even when pump flow looks acceptable.
Для пластиковых деталей с абсолютно симметричной структурой тела необходимо поддерживать постоянную температуру пресс-формы, чтобы все части изделия остывали равномерно.
4. Влияние на скорость усадки продукта
При более низкой температуре молекулы быстрее замерзают, слой расплава в полости становится толще, кристаллам труднее расти, поэтому изделие меньше усаживается. При более высокой температуре расплав остывает медленнее, время релаксации увеличивается, уровень ориентации снижается, кристаллы образуются легче, поэтому изделие усаживается сильнее.
5. Влияние на температуру теплоотдачи продукта
Для кристаллических пластмасс, если вы формуете изделие при низкой температуре формы, молекулярная ориентация и кристаллизация сразу же застывают. Когда вы помещаете изделие в более высокую температуру или условия вторичной обработки, молекулярные цепочки частично перестраиваются и кристаллизуются, что приводит к деформации изделия даже при температурах гораздо ниже температуры теплового отклонения материала (HDT).
How can you optimize injection mold temperature control?
1. Модернизация системы контроля температуры
Электрические нагревательные стержни являются важной частью системы температурного контроля термопластавтоматов. Если вы модернизируете свои электрические нагревательные стержни, вы сможете сделать контроль температуры более стабильным и точным. Это означает, что вы сможете сделать ваше литье под давлением более точным и качественным.
2. Улучшение стратегии контроля температуры
When it comes to injection molding, temperature control is a big deal. It affects the quality and cost of your parts. If you do it right, you can reduce cycle time and energy consumption, improve production efficiency, and cut costs.
3. Регулировка параметров контроля температуры
Чтобы добиться наилучшего эффекта литья под давлением, необходимо отрегулировать параметры температурного контроля. Это можно сделать, отрегулировав соотношение температур задней, средней и передней зон.
What is the practical takeaway for cooling and heating?
The practical takeaway for cooling and heating is defined by the function, constraints, and tradeoffs explained in this section. To get good parts fast, you need to master mold cooling and heating. You need to understand temperature control, use the latest cooling and heating technologies, and have the best monitoring and control systems. That’s how you get the most out of your injection molding process.
Часто задаваемые вопросы
Как долго должно происходить охлаждение инъекционной формы?
Cooling time should be long enough for the part surface and core to reach a stable ejection condition, not just long enough for the gate to freeze. A practical starting point is to evaluate wall thickness, resin thermal conductivity, mold steel, cooling-channel distance, and allowable part distortion together. If the part sticks, warps, or changes size after ejection, the cooling window is probably too short or too uneven. For quoting, the cooling estimate should be reviewed with the full cycle time and not treated as an isolated number.
Почему температура формы влияет на внешний вид детали?
Mold temperature changes how the resin flows against the cavity surface before it freezes. A warmer mold can improve gloss, reduce flow hesitation, and help textured surfaces fill more completely, but it can also lengthen cycle time and increase shrinkage if the process is not balanced. A colder mold may shorten the cycle, yet it can create dull surfaces, weld-line visibility, internal stress, or incomplete texture replication. The correct setting depends on resin, surface requirement, wall thickness, and the dimensional tolerance target.
Какая разница между нагреванием и охлаждением формы?
Mold heating brings the tool to a controlled starting temperature and keeps the resin from freezing too early during filling, while mold cooling removes heat after packing so the part can be ejected without deformation. Heating is especially important for high-temperature resins, thin flow paths, glossy surfaces, and texture filling. Cooling usually dominates cycle time because most of the heat must leave the plastic through the mold steel and coolant. A stable process needs both systems designed together, not one added after the mold is built.
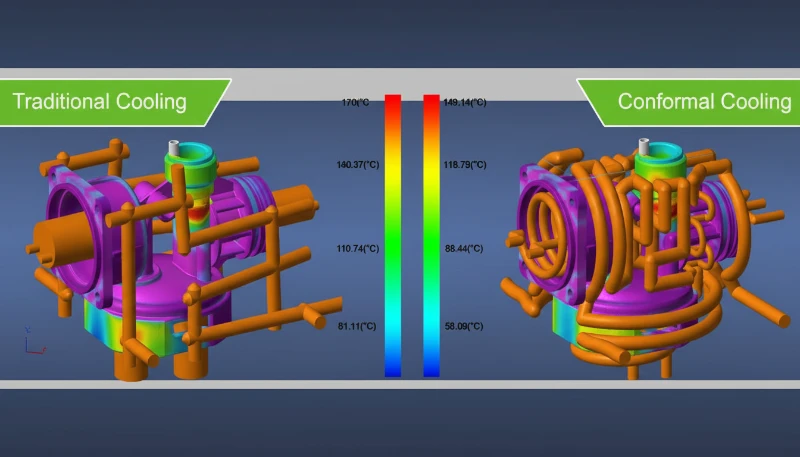
Когда следует рассматривать конформное охлаждение?
Conformal cooling should be considered when traditional drilled water lines cannot follow the part geometry closely enough to cool thick sections, ribs, bosses, or deep cores evenly. It is most useful for parts with warpage risk, long cycle time, hot spots, or tight dimensional requirements that standard straight channels cannot control. The tradeoff is higher tool complexity and cost, so it should be justified by cycle-time savings, scrap reduction, or quality improvement. It is not automatically better for every simple mold.
Что должны проверить покупатели перед утверждением проекта охлаждения?
Buyers should ask whether the supplier has reviewed wall thickness, hot spots, gate location, ejector layout, channel distance, channel diameter, coolant flow, and maintenance access before freezing the mold design. They should also confirm how the supplier will validate temperature balance during sampling, such as through trial records, part measurement, warpage checks, and cycle-time data. For high-volume projects, a cooling design review can prevent a mold from meeting the drawing in one trial but failing to run consistently in production.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for process context, then compare vendors with our injection molding supplier sourcing guide.
-
thermal conductivity: Thermal conductivity is a material property that describes how quickly heat moves through steel, plastic, or coolant-contact surfaces. ↩
-
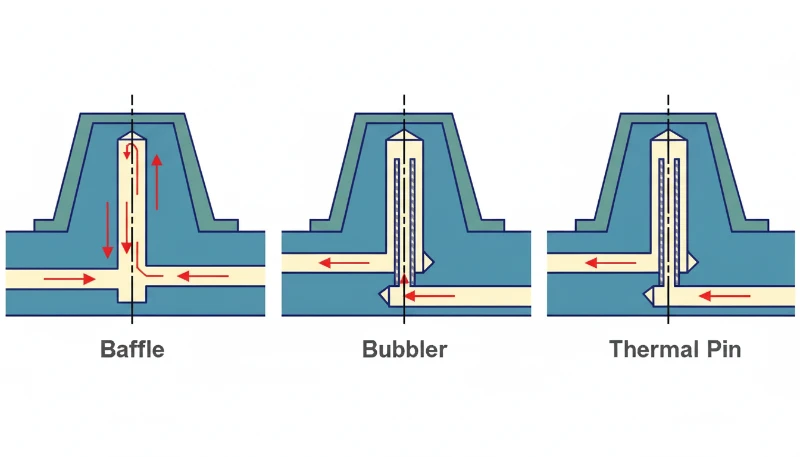
cooling system: A cooling system is a network of water lines, baffles, bubblers, or conformal channels that removes heat from the mold after packing. ↩
-
температура формы: Mold temperature refers to the controlled cavity and core surface temperature that shapes resin flow, shrinkage, stress, and final part appearance. ↩







