 Vai al contenuto
Vai al contenuto 

Stampi per stampo a iniezioneTutto Ciò che Devi Sapere sullo Stampaggio a Iniezione | ZetarMold
- Cooling and heating should be designed together, not tuned after sampling.
- Uniform mold temperature reduces warpage, shrinkage drift, and appearance defects.
- Cooling-channel layout is usually the biggest lever for cycle time.
- Supplier review should connect thermal design with quoting, sampling, and production capacity.
How does the heating system affect an injection mold?
1. Metodi di riscaldamento degli stampi
Il riscaldamento in acciaio è un metodo di riscaldamento quasi obbligatorio nella progettazione di tutti gli stampi per lo stampaggio di materie plastiche. Può essere progettato in varie forme, come il cablaggio monofase, il cablaggio bifase, ecc. Si possono utilizzare materiali come tubi aggraffati, tubi senza saldatura, tubi in acciaio inox, caratterizzati da bassa perdita di calore, alta efficienza termica, cablaggio semplice e configurazioni di cablaggio flessibili in base alle esigenze, progettati per 220V o 380V. Tuttavia, a causa delle limitazioni dei materiali e delle tecniche di lavorazione, è necessario prestare attenzione alle sue caratteristiche uniche nella progettazione degli stampi.
Il nucleo del saldatore è spesso utilizzato come tipo di tubo di riscaldamento per stampi. Ha un'elevata potenza per unità di lunghezza (di solito un diametro di 10 mm, una lunghezza di 8 cm del nucleo del saldatore può raggiungere una potenza di uscita di 150 watt), durata, buona sicurezza, resistenza ai cortocircuiti, può essere incorporato attraverso fori ciechi, ma è difficile personalizzare il design, incline alla fragilità e alla rottura durante la sostituzione.
2. Fattori che influenzano la velocità di riscaldamento dello stampo a iniezione
Sono molti i fattori che influenzano la velocità di riscaldamento di uno stampo a iniezione. Alcuni di questi fattori sono:
The material and structure of the mold directly affect the heating rate. Different materials have different thermal conductivity1 and heat capacity, while the thickness and design of the mold also affect the speed of heat conduction.
Gli stampi a iniezione vengono riscaldati con sistemi di riscaldamento elettrico o a canale caldo. I diversi metodi di riscaldamento hanno velocità di riscaldamento e capacità di controllo differenti. Ad esempio, il riscaldamento elettrico può riscaldare rapidamente e controllare con precisione la temperatura, mentre i sistemi a canale caldo possono trasferire il calore direttamente a parti specifiche dello stampo, rendendo il riscaldamento più efficiente.
La temperatura e il tempo di riscaldamento sono i due fattori principali che influenzano la velocità di riscaldamento. Aumentando la temperatura di riscaldamento e prolungando il tempo di riscaldamento si può accelerare la velocità di riscaldamento dello stampo, ma bisogna fare attenzione a non danneggiare lo stampo o causare stress termico.
La velocità di riscaldamento dello stampo è influenzata anche dalle condizioni ambientali, come la temperatura e l'umidità della stanza. Se fa molto freddo o è molto umido, la velocità di riscaldamento potrebbe essere leggermente influenzata.
La velocità di riscaldamento è influenzata dalle condizioni e dalla manutenzione dello stampo. L'accumulo di cenere, l'ossidazione o i danni sulla superficie dello stampo riducono l'efficienza di riscaldamento e prolungano il tempo di riscaldamento.
I diversi mezzi di riscaldamento, come i fili elettrici, l'olio termico, ecc. hanno caratteristiche di trasferimento del calore diverse, che influiscono sulla velocità di riscaldamento. La scelta del giusto mezzo di riscaldamento può migliorare l'efficienza del riscaldamento.

How does cooling control cycle time and part quality?
In injection molding molds, the design of the sistema di raffreddamento2 is very important. This is because molded plastic products need to cool and solidify to a certain rigidity before demolding to prevent deformation due to external forces. Since cooling time accounts for about 70% to 80% of the entire molding cycle, a well-designed cooling system can greatly shorten the molding time, increase injection molding productivity, and reduce costs. Improperly designed cooling systems can prolong molding time, increase costs, and uneven cooling can further cause warpage and deformation of plastic products.
In base agli esperimenti, il calore della colata che entra nello stampo si disperde generalmente in due modi: 5% vengono trasferiti all'atmosfera per irraggiamento e convezione, mentre gli altri 95% vengono condotti dalla fusione allo stampo. Grazie ai tubi dell'acqua di raffreddamento nello stampo, il calore viene trasferito dalla plastica nella cavità dello stampo al tubo dell'acqua di raffreddamento per conduzione termica attraverso la base dello stampo, e poi trasportato dal liquido di raffreddamento per convezione termica. Una piccola quantità di calore non asportata dall'acqua di raffreddamento continua a condurre nello stampo e si disperde nell'aria a contatto con l'esterno.
Il processo di stampaggio a iniezione prevede cinque fasi: chiusura dello stampo, riempimento, mantenimento della pressione, raffreddamento e sformatura. Il raffreddamento è la fase più lunga, circa 70% - 80% del tempo totale. Il tempo di raffreddamento influisce quindi sulla durata del ciclo e sul numero di pezzi che è possibile produrre. Quando si estrae il pezzo dallo stampo, è necessario che sia raffreddato al di sotto della temperatura di distorsione termica. In questo modo si evita che il pezzo si rilassi e si deformi.
“Cooling usually controls more cycle time than heating.”Vero
Most injected plastic must release enough heat through the mold before ejection. If cooling is uneven or too slow, faster filling or higher heating capacity will not deliver stable production output.
“A colder mold always makes better parts.”Falso
Lower temperatura dello stampo3 can shorten cycle time, but it can also increase internal stress, visible weld lines, incomplete texture fill, and dimensional drift. The target must match resin behavior and quality requirements.
1. Metodi di raffreddamento degli stampi
Il raffreddamento ad acqua è il metodo di raffreddamento più comunemente utilizzato per la maggior parte degli stampi, ma presenta anche degli svantaggi: richiede una buona tenuta delle tubazioni e condotte d'acqua superiori e inferiori non ostruite, con conseguente notevole spreco di acqua. Quando la temperatura di raffreddamento supera i 100°C, è probabile che si verifichino esplosioni di vapore. Il vantaggio è che ha una grande capacità termica e può ottenere un raffreddamento rapido.
Il raffreddamento ad aria è un metodo di raffreddamento relativamente ideale. A differenza del raffreddamento ad acqua, non richiede la tenuta delle tubazioni, non comporta sprechi di risorse, può raffreddare stampi con temperature superiori a 100°C e la velocità di raffreddamento può essere determinata dalla portata del gas. Inoltre, è semplice e conveniente ottenere fonti di gas in laboratori di produzione di una certa portata.
2. Fattori che influenzano la velocità di raffreddamento del prodotto
L'aspetto principale è lo spessore della parete della parte in plastica. Più il pezzo è spesso, più tempo impiega a raffreddarsi. Come regola generale, il tempo di raffreddamento è approssimativamente proporzionale al quadrato dello spessore del pezzo o alla potenza di 1,6 del diametro maggiore della porta. In altre parole, raddoppiando lo spessore del pezzo il tempo di raffreddamento aumenta di quattro volte.
Il materiale dello stampo, compresi i materiali del nucleo e della cavità dello stampo e il materiale del telaio dello stampo, ha un grande effetto sulla velocità di raffreddamento. Maggiore è la conducibilità termica del materiale dello stampo, migliore è l'effetto di trasferimento del calore dalla plastica nell'unità di tempo e minore è il tempo di raffreddamento.
Più il tubo dell'acqua di raffreddamento è vicino alla cavità dello stampo, maggiore è il diametro e maggiore è il numero, migliore è l'effetto di raffreddamento e minore è il tempo di raffreddamento.
Maggiore è la quantità di acqua in movimento nel sistema (meglio se a flusso turbolento), migliore sarà la capacità dell'acqua di sottrarre calore al motore per convezione.
Anche la viscosità e la conducibilità termica del liquido di raffreddamento influiscono sull'effetto di trasferimento del calore dello stampo. Più bassa è la viscosità del liquido di raffreddamento, più alta è la conducibilità termica, più bassa è la temperatura e migliore è l'effetto di raffreddamento.
La conducibilità termica della plastica indica la velocità con cui sposta il calore da un punto caldo a un punto freddo. Più alta è la conducibilità termica, meglio sposta il calore, o più basso è il calore specifico, più facile è il cambiamento di temperatura, quindi si raffredda più velocemente e sposta meglio il calore, quindi impiega meno tempo a raffreddarsi.
3. Regole di progettazione del sistema di raffreddamento
3.1 I canali di raffreddamento devono essere progettati per raffreddare lo stampo in modo uniforme e rapido.
3.2 Lo scopo della progettazione del sistema di raffreddamento è quello di mantenere lo stampo freddo e di farlo in modo efficiente. I fori di raffreddamento devono essere di dimensioni standard, in modo da poter essere lavorati e assemblati facilmente.
3.3 Durante la progettazione del sistema di raffreddamento, il progettista dello stampo deve decidere i seguenti parametri di progettazione in base allo spessore della parete e al volume della parte in plastica: dove e quanto grandi devono essere i fori di raffreddamento, quanto lunghi devono essere i fori, che tipo di fori utilizzare, come disporre e collegare i fori, e quanto liquido di raffreddamento utilizzare e quanto bene trasferisce il calore.
Why is mold temperature control important in injection molding?
Temperature control is super important in injection molding because it directly affects the quality, consistency, and cycle time of molded parts. Cooling and heating are both big parts of this control mechanism, making sure that the molten material flows good, solidifies right, and is demolded without defects from the mold.
From our factory perspective, the ZetarMold in-house mold manufacturing facility lets our engineers review cooling-channel layouts with the molding team instead of treating temperature control as a late production fix. In our production planning, the 47 injection molding machines help connect temperature-control choices with real press availability before quoting, sampling, and ramp-up. For cosmetic or dimensional risk, 8 senior engineers can review mold design tradeoffs before the tool is committed.
1. Influenza della temperatura dello stampo sull'aspetto del prodotto
Quando la temperatura è più alta, la resina scorre meglio. In genere, questo rende la superficie dei pezzi liscia e lucida, soprattutto per i pezzi in resina rinforzata con fibra di vetro. Inoltre, le linee di saldatura sono più resistenti e hanno un aspetto migliore.
Per le superfici strutturate, se la temperatura dello stampo è bassa, la massa fusa non riesce a riempire le radici della struttura, quindi la superficie del prodotto è lucida e non può mostrare la vera struttura della superficie dello stampo. Aumentando la temperatura dello stampo e del materiale, è possibile ottenere la texture desiderata sulla superficie del prodotto.
2. Influenza sulle sollecitazioni interne dei prodotti
Quando si modella qualcosa, si scalda e poi si raffredda. Quando si raffredda, si restringe. Prima si restringe l'esterno e diventa duro. Poi l'interno si restringe e diventa duro. L'interno e l'esterno si restringono a velocità diverse e questo fa sì che l'interno e l'esterno si combattano. Quando l'interno e l'esterno si combattono troppo, la cosa si rompe.
Quando l'interno della cosa combatte troppo con l'esterno, la cosa si rompe. Questo accade quando l'interno della cosa combatte troppo contro l'esterno della cosa, e l'interno della cosa è troppo debole o l'esterno della cosa è troppo forte. Questo succede anche quando l'interno della cosa combatte troppo contro l'esterno della cosa, e l'interno della cosa è troppo debole o l'esterno della cosa è troppo forte, e la cosa si bagna o si sporca di sostanze chimiche. Quando l'interno dell'oggetto combatte troppo con l'esterno, l'oggetto si rompe.
La tensione di compressione superficiale dipende dalle condizioni di raffreddamento della superficie. Gli stampi freddi causano un rapido raffreddamento della resina fusa, con conseguente aumento della tensione interna residua nel prodotto stampato. La temperatura dello stampo è la condizione fondamentale per il controllo delle sollecitazioni interne e lievi variazioni della temperatura dello stampo possono modificare notevolmente le sollecitazioni interne residue. In genere, ogni prodotto e ogni resina hanno il limite minimo di temperatura dello stampo per una sollecitazione interna accettabile. Quando si stampano parti a parete sottile o a flusso lungo, la temperatura dello stampo deve essere superiore al limite minimo previsto per lo stampaggio generale.
3. Migliorare la deformazione del prodotto
Se il sistema di raffreddamento dello stampo è progettato in modo inadeguato o il controllo della temperatura dello stampo non è corretto, un raffreddamento insufficiente dei pezzi in plastica può causare deformazioni e rotture dei pezzi.
Per il controllo della temperatura dello stampo, la differenza di temperatura tra stampo maschio e femmina, tra nucleo e cavità, tra nucleo e parete dello stampo e tra parete e inserti deve essere determinata in base alle caratteristiche strutturali del prodotto. Utilizzando i diversi tassi di contrazione da raffreddamento delle diverse parti dello stampo per compensare la differenza di contrazione da orientamento dopo lo stampaggio, il prodotto tende a piegarsi verso il lato con temperatura più elevata dopo lo stampaggio, compensando così la deformazione da deformazione del prodotto secondo la legge di orientamento.
“Uniform mold temperature often matters more than the absolute setting.”Vero
Two cavities at the same nominal mold temperature can still behave differently if one side cools faster. Balanced temperature reduces warpage, local shrinkage, gloss variation, and unstable dimensions.
“Cooling channels can be placed anywhere if water flow is high.”Falso
Channel position still matters because heat must travel through the mold steel before coolant can remove it. Poor channel distance, dead zones, or blocked maintenance access can leave hot spots even when pump flow looks acceptable.
Per i pezzi in plastica con strutture completamente simmetriche, è necessario mantenere la temperatura dello stampo costante per assicurarsi che tutte le parti del prodotto si raffreddino in modo uniforme.
4. Impatto sul tasso di contrazione del prodotto
Temperature di stampo più basse fanno congelare le molecole più velocemente, rendono più spesso lo strato congelato della massa fusa nella cavità e rendono più difficile la crescita dei cristalli, per cui il prodotto si restringe meno. Temperature di stampo più elevate fanno raffreddare più lentamente la massa fusa, allungano i tempi di rilassamento, abbassano il livello di orientamento, facilitano la formazione di cristalli e quindi il prodotto si restringe di più.
5. Influenza sulla temperatura di deflessione termica del prodotto
Per le materie plastiche cristalline, se si modella il prodotto a una bassa temperatura di stampo, l'orientamento molecolare e la cristallizzazione si congelano subito. Quando lo si pone in un ambiente a temperatura più elevata o in condizioni di lavorazione secondaria, le catene molecolari si riorganizzano parzialmente e cristallizzano, causando la deformazione del prodotto anche a temperature molto inferiori alla temperatura di deformazione termica (HDT) del materiale.
How can you optimize injection mold temperature control?
1. Aggiornamento del sistema di controllo della temperatura
Le barre di riscaldamento elettriche sono una parte importante del sistema di controllo della temperatura delle macchine per lo stampaggio a iniezione. Se si aggiornano le barre di riscaldamento elettriche, è possibile rendere il controllo della temperatura più stabile e preciso. Ciò significa che è possibile rendere lo stampaggio a iniezione più preciso e di migliore qualità.
2. Miglioramento della strategia di controllo della temperatura
When it comes to injection molding, temperature control is a big deal. It affects the quality and cost of your parts. If you do it right, you can reduce cycle time and energy consumption, improve production efficiency, and cut costs.
3. Regolazione dei parametri di controllo della temperatura
Per ottenere il miglior effetto di stampaggio a iniezione, è necessario regolare i parametri di controllo della temperatura. A tal fine, è possibile regolare la proporzione delle temperature della zona posteriore, centrale e anteriore.
What is the practical takeaway for cooling and heating?
The practical takeaway for cooling and heating is defined by the function, constraints, and tradeoffs explained in this section. To get good parts fast, you need to master mold cooling and heating. You need to understand temperature control, use the latest cooling and heating technologies, and have the best monitoring and control systems. That’s how you get the most out of your injection molding process.
Domande frequenti
Quanto tempo dovrebbe durare il raffreddamento dello stampo a iniezione?
Cooling time should be long enough for the part surface and core to reach a stable ejection condition, not just long enough for the gate to freeze. A practical starting point is to evaluate wall thickness, resin thermal conductivity, mold steel, cooling-channel distance, and allowable part distortion together. If the part sticks, warps, or changes size after ejection, the cooling window is probably too short or too uneven. For quoting, the cooling estimate should be reviewed with the full cycle time and not treated as an isolated number.
Perché la temperatura dello stampo cambia l'aspetto del pezzo?
Mold temperature changes how the resin flows against the cavity surface before it freezes. A warmer mold can improve gloss, reduce flow hesitation, and help textured surfaces fill more completely, but it can also lengthen cycle time and increase shrinkage if the process is not balanced. A colder mold may shorten the cycle, yet it can create dull surfaces, weld-line visibility, internal stress, or incomplete texture replication. The correct setting depends on resin, surface requirement, wall thickness, and the dimensional tolerance target.
Qual è la differenza tra riscaldamento dello stampo e raffreddamento dello stampo?
Mold heating brings the tool to a controlled starting temperature and keeps the resin from freezing too early during filling, while mold cooling removes heat after packing so the part can be ejected without deformation. Heating is especially important for high-temperature resins, thin flow paths, glossy surfaces, and texture filling. Cooling usually dominates cycle time because most of the heat must leave the plastic through the mold steel and coolant. A stable process needs both systems designed together, not one added after the mold is built.
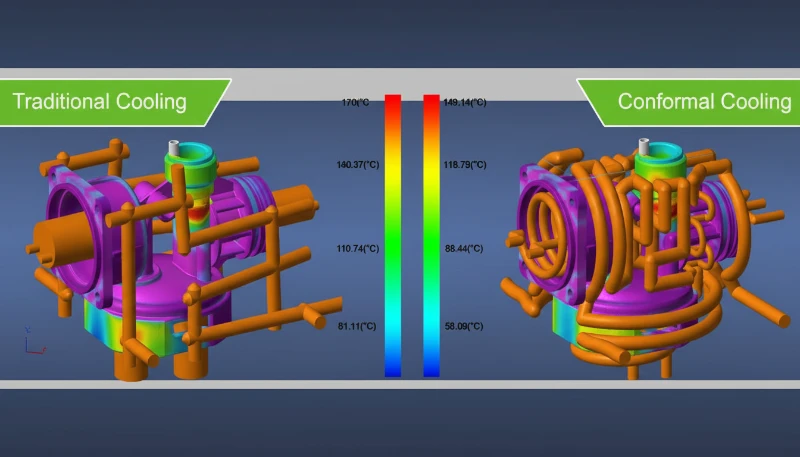
Quando dovrebbe essere preso in considerazione il raffreddamento conforme?
Conformal cooling should be considered when traditional drilled water lines cannot follow the part geometry closely enough to cool thick sections, ribs, bosses, or deep cores evenly. It is most useful for parts with warpage risk, long cycle time, hot spots, or tight dimensional requirements that standard straight channels cannot control. The tradeoff is higher tool complexity and cost, so it should be justified by cycle-time savings, scrap reduction, or quality improvement. It is not automatically better for every simple mold.
Cosa dovrebbero controllare gli acquirenti prima di approvare un progetto di raffreddamento?
Buyers should ask whether the supplier has reviewed wall thickness, hot spots, gate location, ejector layout, channel distance, channel diameter, coolant flow, and maintenance access before freezing the mold design. They should also confirm how the supplier will validate temperature balance during sampling, such as through trial records, part measurement, warpage checks, and cycle-time data. For high-volume projects, a cooling design review can prevent a mold from meeting the drawing in one trial but failing to run consistently in production.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for process context, then compare vendors with our injection molding supplier sourcing guide.
-
thermal conductivity: Thermal conductivity is a material property that describes how quickly heat moves through steel, plastic, or coolant-contact surfaces. ↩
-
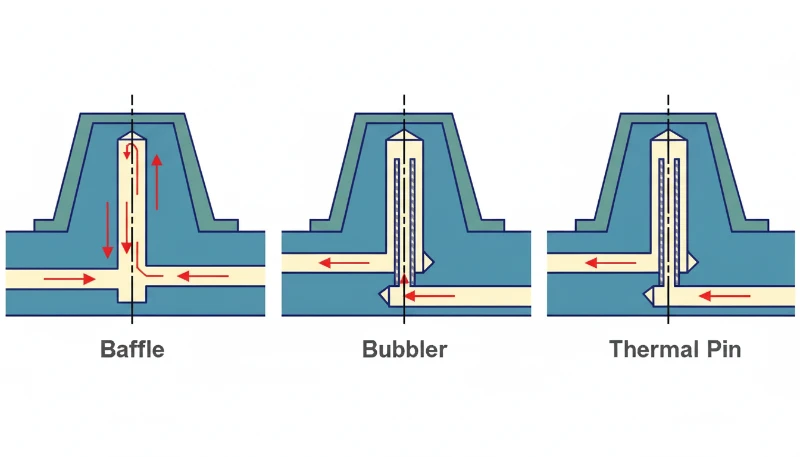
cooling system: A cooling system is a network of water lines, baffles, bubblers, or conformal channels that removes heat from the mold after packing. ↩
-
mold temperature: Mold temperature refers to the controlled cavity and core surface temperature that shapes resin flow, shrinkage, stress, and final part appearance. ↩





