 Vai al contenuto
Vai al contenuto 

- Il raffreddamento conforme riduce il tempo di ciclo del 15–30% rispetto ai canali diritti
- I baffle e gli aeratori migliorano il trasferimento di calore nelle sezioni spesse
- La progettazione del sistema di raffreddamento influisce sulla qualità del pezzo, sul tempo di ciclo e sul costo dello stampo
- Gli stampi bimetallici utilizzano leghe di rame per materiali ad alto calore
- Il software di simulazione aiuta a ottimizzare il posizionamento dei canali di raffreddamento prima del taglio dell'acciaio
Cosa sono i sistemi di raffreddamento per stampi a iniezione?
I sistemi di raffreddamento per stampi a iniezione sono sistemi di rimozione del calore che fanno circolare il refrigerante attraverso canali nello stampo per solidificare la plastica fusa. Nella nostra esperienza presso lo stabilimento di Shanghai, ottimizziamo quotidianamente i sistemi di raffreddamento per oltre 400 gradi di materiale per bilanciare il tempo di ciclo con la qualità del pezzo. Un raffreddamento adeguato influisce direttamente tempo di ciclo dello stampaggio a iniezione, la stabilità dimensionale del pezzo e l'efficienza produttiva. Ogni operazione di stampaggio a iniezione bilancia tre fattori in competizione: materiale dello stampo (tipo di acciaio), geometria del pezzo e capacità di raffreddamento.
Il principio fondamentale consiste nella circolazione di un refrigerante—tipicamente acqua—attraverso canali lavorati nello stampo. L'efficienza del trasferimento di calore determina quanto rapidamente una parte raggiunge la temperatura di estrazione. Un raffreddamento più rapido permette cicli più brevi e una maggiore produttività, ma un raffreddamento aggressivo può causare deformazioni o segni di affondamento nelle sezioni spesse.
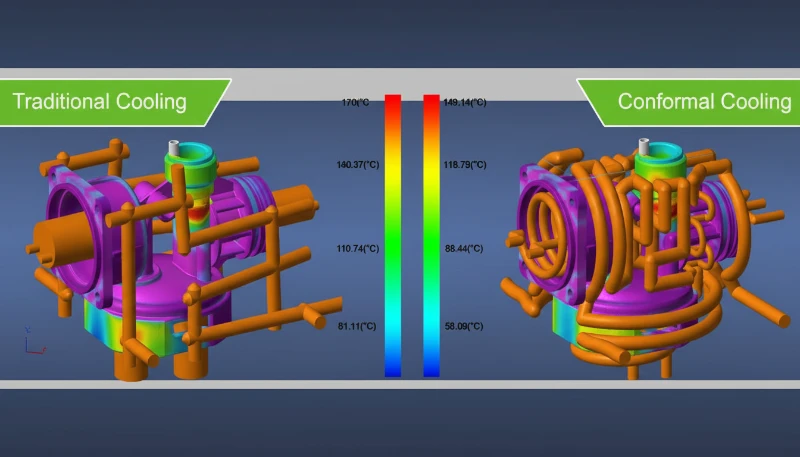
“Il raffreddamento conforme riduce il tempo di ciclo del 15–30% rispetto ai canali a foratura rettilinea, seguendo la geometria del pezzo con canali di raffreddamento curvi che mantengono una distanza costante dalla superficie dello stampo.”Vero
La distanza di raffreddamento costante consente una solidificazione più rapida e uniforme della plastica, riducendo il tempo di ciclo complessivo. Questo miglioramento del 15-30% è significativo per la produzione ad alto volume.
“I canali di raffreddamento diritti sono sempre migliori del raffreddamento conforme.”Falso
In realtà, i canali rettilinei costano meno e funzionano bene per geometrie semplici, ma il raffreddamento conforme offre una riduzione superiore del tempo di ciclo per la produzione ad alto volume di pezzi complessi. La scelta dipende dal volume di produzione e dalla complessità del pezzo.
I produttori scelgono la complessità del sistema di raffreddamento in base al volume annuale di pezzi. La produzione ad alto volume (milioni di pezzi all'anno) giustifica il raffreddamento conforme con centinaia di canali. Gli stampi per prototipi o a basso volume (sotto i 50.000 pezzi) possono utilizzare semplici canali a foratura rettilinea. La decisione influisce sul stampo a iniezione1 costo iniziale del ciclo di vita dello stampo, ma consente di risparmiare nel ciclo di vita del prodotto grazie a cicli più rapidi.
La disposizione dei canali di raffreddamento determina direttamente la distribuzione della temperatura sulla superficie dello stampo. Negli stampi di produzione, gli ingegneri utilizzano software di simulazione termica per mappare i gradienti di temperatura sulla superficie della cavità prima di definire la disposizione dei canali. Queste simulazioni rivelano punti caldi - aree in cui la distanza tra la superficie dello stampo e il canale di raffreddamento più vicino supera la soglia ottimale di 3–5 mm. Se non affrontati, i punti caldi causano ritiro differenziale, tempi di ciclo più lunghi e inconsistenza dimensionale tra le serie di produzione.
Il numero di Reynolds del flusso del refrigerante all'interno dei canali determina se il trasferimento di calore avviene per convezione forzata o naturale. Per un raffreddamento efficace, i progettisti mirano a un flusso turbolento (numero di Reynolds superiore a 4000) per massimizzare il coefficiente di scambio termico convettivo. Il flusso laminare crea uno strato limite isolante che riduce l'efficienza di rimozione del calore fino al 50%, il che significa che semplicemente aumentare la pressione del refrigerante senza raggiungere un flusso turbolento fornisce rendimenti decrescenti per le prestazioni di raffreddamento.
Cos'è il raffreddamento tradizionale a foratura rettilinea?
I canali di raffreddamento diritti tradizionali sono canali di diametro uniforme forati nelle piastre dello stampo utilizzando macchine per foratura standard. Le macchine per foratura creano canali perpendicolari o paralleli seguendo semplici schemi geometrici. Questo approccio costa meno e funziona bene per pezzi squadrati con spessore uniforme delle pareti.
I canali rettilinei perforati funzionano meglio quando le pareti della parte sono uniformi e la distanza di raffreddamento rimane consistente sulla superficie dello stampo. I designer calcolano la distanza di raffreddamento—la distanza massima da qualsiasi superficie della parte al canale di raffreddamento più vicino—per garantire una solidificazione uniforme. I canali rettilinei tipicamente mantengono una distanza di 2–4 mm per termoplastici standard di ingegneria come ABS, PP e HDPE.
Per geometrie semplici come piastre piatte o scatole rettangolari, il raffreddamento con canali diritti offre prestazioni adeguate a costo minimo. La maggior parte degli stampi prototipo e degli utensili per produzione a basso volume utilizza questo approccio perché il costo di lavorazione è prevedibile e i canali sono facili da modificare se necessario. Tuttavia, man mano che la complessità del pezzo aumenta con nervature, boss e spessori variabili delle pareti, i canali diritti faticano a mantenere una distanza di raffreddamento costante da tutte le superfici. Questa limitazione diventa critica per pezzi di precisione che richiedono tolleranze dimensionali inferiori a 0,1 mm.

Come funzionano i sistemi di raffreddamento conformi?
I sistemi di raffreddamento conforme funzionano seguendo la geometria del pezzo con canali di raffreddamento curvi che mantengono una spaziatura di 3–5 mm. Questi canali mantengono una distanza costante dalle superfici del pezzo in tutto lo stampo, specialmente negli angoli, nelle nervature e nelle caratteristiche complesse. La lavorazione CNC o la produzione additiva creano questi percorsi curvi.
Il raffreddamento conforme offre un ROI nella produzione di alto volume. Una parte che produce 2 milioni di colpi annualmente con un ciclo di 45 secondi, rispetto a un ciclo tradizionale di raffreddamento di 60 secondi, salva circa 375 ore. Questa capacità extra riduce il costo per parte, nonostante il maggiore investimento iniziale per lo stampo. Durante la valutazione ROI del sistema di raffreddamento2, la maggior parte dei progetti di raffreddamento conforme si ripaga entro 12–18 mesi per la produzione di volume.
“Le plastiche amorfe come ABS e PC tollerano un raffreddamento meno aggressivo e solidificano gradualmente, rendendole più tolleranti verso i tradizionali design di raffreddamento con canali rettilinei perforati.”Vero
I materiali amorfi si ritirano uniformemente e sono meno sensibili alle variazioni di velocità di raffreddamento rispetto ai materiali semicristallini. Possono funzionare bene con una distanza standard tra i canali di 3-4 diametri.
“La progettazione del sistema di raffreddamento non influisce sulla deformazione del pezzo.”Falso
In realtà, il raffreddamento irregolare è una delle principali cause di deformazione nello stampaggio a iniezione, soprattutto per materiali semicristallini come PP e nylon. Il raffreddamento conforme aiuta a bilanciare il differenziale di retrazione.
Quali sono i Principi Fondamentali di Progettazione dei Canali di Raffreddamento?
I principi di design dei canali di raffreddamento del nucleo sono una distanza di 3–5 diametri, usando diametri di 8–12 mm, e mirando a una velocità di flusso di 1–3 m/s. Un design efficace del sistema di raffreddamento segue principi fondamentali indipendentemente dal tipo di canale. Una distanza uniforme garantisce un'estrazione uniforme del calore su tutte le superfici dello stampo. Canali posizionati troppo lontano dalle sezioni spesse creano punti caldi che prolungano il tempo di ciclo o causano problemi dimensionali.
I canali standard utilizzano diametri di 8–12 mm per la maggior parte delle applicazioni. Diametri più piccoli aumentano la velocità del refrigerante ma incrementano la caduta di pressione nel sistema. Diametri più grandi riducono la velocità del flusso ma permettono più canali. La portata tipicamente mira a 1–3 m/s nei canali di raffreddamento per massimizzare il coefficiente di scambio termico tra il refrigerante e la superficie dell'acciaio dello stampo. Il flusso turbolento a queste velocità garantisce un efficiente scambio termico convettivo e previene la formazione di strati limite stagnanti che isolerebbero la superficie dello stampo dal flusso del refrigerante.
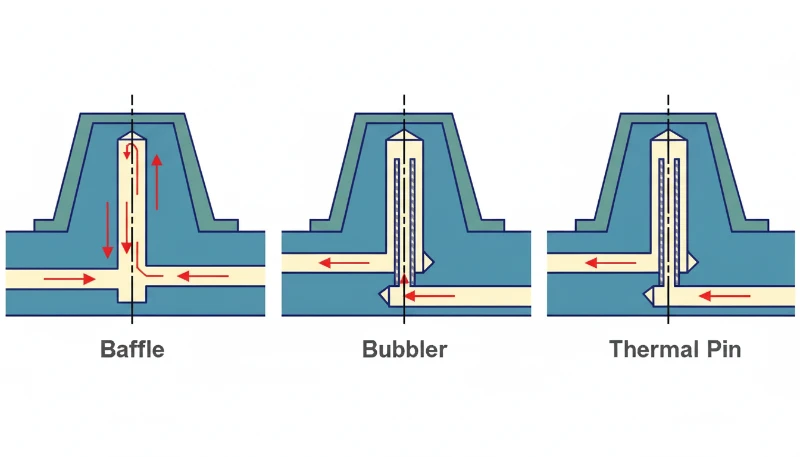
Le deflettori reindirizzano il flusso del refrigerante per raggiungere aree profonde nei nuclei dello stampo. I bubbler spruzzano refrigerante direttamente in fori ciechi dove i canali diritti non possono arrivare. Questi componenti migliorano il raffreddamento in nuclei alti e profondi dove la qualità del pezzo dipende dal controllo della temperatura del nucleo. Nella nostra esperienza, il posizionamento corretto dei deflettori nei nuclei profondi riduce il tempo di ciclo del 10-15% per pezzi cilindrici alti come contenitori per batterie e stampi per contenitori.
Connessioni di raffreddamento seriale vs parallela
Il collettore dell'acqua distribuisce il refrigerante da una singola entrata a più zone dello stampo. Il collegamento in serie (un canale nell'altro) causa un raffreddamento non uniforme: le zone più lontane dall'entrata ricevono refrigerante più caldo. Il collegamento in parallelo garantisce che ogni zona riceva refrigerante alla stessa temperatura, il che è fondamentale per stampi multi-cavità che producono pezzi con dimensioni consistenti in tutte le cavità.

In che modo i diversi materiali influiscono sui requisiti di raffreddamento?
Materiali diversi influenzano il raffreddamento richiedendo tempi di raffreddamento diversi del 10–60% in base alla struttura molecolare. Le plastiche amorfe (ABS, PC, PS) solidificano gradualmente e si ritirano uniformemente. Tollerano un raffreddamento leggermente meno aggressivo ma richiedono comunque una temperatura uniforme per minimizzare le tensioni interne. Questi materiali funzionano bene con una spaziatura standard dei canali (3–4 diametri).
I materiali semicristallini (PP, PE, POM) cristallizzano durante il raffreddamento e si ritirano di più. Beneficiano del raffreddamento conforme in geometrie complesse per controllare il ritiro direzionale. La temperatura della superficie dello stampo influisce sulla cristallinità e sulla rigidità finale del pezzo. Comprendere queste effetti di cristallinità3 è essenziale per selezionare l'approccio di raffreddamento corretto. Nella nostra produzione di milioni di pezzi in PA6 e PA66 annualmente, abbiamo osservato che i materiali semicristallini richiedono tempi di raffreddamento del 20-30% più lunghi rispetto alle plastiche amorfe come l'ABS per ottenere proprietà meccaniche ottimali.
Tempi di Raffreddamento Specifici per Materiale
Cooling time varies significantly based on material type and wall thickness. Semi-crystalline materials like nylon require 20–30% longer cooling than amorphous plastics like ABS, and thicker walls exponentially increase cooling duration due to slower internal heat conduction.
Crystalline Material Cooling Requirements
Crystalline materials (PA6, PA66, PEEK) require precise mold temperature control. These materials shrink significantly as crystals form. Conformal cooling combined with mold surface temperature variation (hot and cold zones) manages shrinkage and reduces warpage. Cooling efficiency directly affects mechanical properties—faster cooling produces smaller, more uniform crystals and higher tensile strength.
High-performance engineering resins such as PPS, PEEK, and LCP demand mold temperatures of 120–200 °C. These elevated temperatures require oil-based cooling circuits instead of water, adding system complexity and energy cost. The thermal mass of the mold steel also plays a role—heavier molds take longer to reach thermal equilibrium but maintain more stable temperatures during cycling, which reduces part-to-part variation in critical dimensions.
Glass-filled materials present additional cooling challenges. The glass fibers restrict polymer chain movement during crystallization, creating internal stresses that cause warpage if cooling is uneven. For 30% glass-filled nylon (PA6-GF30), mold temperature must be precisely controlled within ±2 °C to achieve consistent mechanical properties across the production run. This level of temperature control requires multiple independent cooling zones with individual thermolator connections.

Quali sono i difetti comuni dei sistemi di raffreddamento e le relative soluzioni?
Common cooling system defects are sink marks, warpage, and cycle time fluctuations caused by poor cooling design. Poor cooling causes several common injection molding defects: Sink marks occur in thick sections where the interior cools slower than the surface. Material shrinks inward as it solidifies. Solutions include adding cooling channels near thick sections, using baffles in deep cores, or conformal channels following the contour.
Warpage and Uneven Cooling
Warpage occurs when different part sections cool at uneven rates—one side solidifies and contracts before the other. Solutions include conformal cooling, adjusted channel placement, or modified gate locations to balance flow patterns.
Cooling System Maintenance and Stability
Cycle time fluctuations indicate cooling instability from inconsistent coolant temperature, fouled channels, or flow variations. Regular descaling and temperature checks maintain predictable cycles.
Hot molds cause flash; cold molds prevent cavity fill. Proper cooling balances fill and cycle time.
Thermal imaging cameras provide real-time feedback during mold trials. By capturing infrared images of the mold surface during cycling, engineers identify hot spots invisible to surface temperature probes. These thermal maps guide cooling channel adjustments before full production begins. A typical thermal analysis captures images at 10-cycle intervals to confirm temperature stabilization, which ensures the cooling system reaches thermal equilibrium before the production qualification run begins.
Thermal imaging cameras provide real-time feedback during mold trials. By capturing infrared images of the mold surface during cycling, engineers identify hot spots invisible to surface temperature probes. These thermal maps guide cooling channel adjustments before full production begins. A typical thermal analysis captures images at 10-cycle intervals to confirm temperature stabilization. Documenting thermal profiles creates a reference baseline for future maintenance—when cycle times drift, comparing current thermal images against the baseline reveals whether fouled channels or degraded seals are the root cause.

Quando utilizzare inserti bimetallici e conformi?
Bimetallic and conformal inserts are used in high-heat areas, hot runner manifolds, and for materials requiring precise temperature control. Bimetallic molds combine a standard steel structure with copper or copper-alloy inserts in high-heat areas. Copper thermal conductivity (approximately 385 W/m·K) exceeds P20 steel (29–33 W/m·K) by more than 10 times. This dramatic conductivity difference allows copper inserts to extract heat from localized hot zones far more efficiently than steel alone.
Use bimetallic inserts for hot runner manifolds with high heat load, small difficult-to-cool core pins, areas where conformal channels in steel are impractical, and molds running high-temperature materials (PEEK, LCP). Bimetallic construction adds cost but dramatically reduces cycle time in localized hot zones.
How to Calculate Bimetallic Insert ROI
Manufacturers calculate ROI by comparing cycle time reduction against insert cost. A 5-second cycle improvement on a 2 million shot annual run saves approximately 2,778 hours of machine time per year of production. In our Shanghai facility, we have implemented bimetallic cooling solutions across dozens of high-volume production molds, consistently achieving 10-20% cycle time reductions in the hottest mold zones.
Conformal inserts manufactured through direct metal laser sintering (DMLS) offer another path to improved cooling in specific mold zones. These 3D-printed inserts create cooling channels that follow complex part geometries impossible to achieve with conventional drilling. While DMLS inserts cost 3–5 times more than machined copper alloys, they deliver superior cooling performance in deep rib areas and contoured surfaces where traditional methods cannot reach.
The decision between bimetallic copper inserts and conformal 3D-printed inserts depends on part geometry complexity and production volume. Copper inserts excel in flat or gently curved surfaces with high heat flux. DMLS conformal inserts justify their cost in molds with deep draws, tight radii, or variable wall thickness sections where cooling distance varies dramatically across the cavity surface.
Domande Frequenti sui Sistemi di Raffreddamento
What is the ideal cooling time for injection molding?
Ideal cooling time depends on part thickness, material, and mold design. For 2 mm wall thickness in ABS, cooling typically takes 15–20 seconds. Thicker sections or materials with high crystallinity require 30–60 seconds. Simulation software predicts cooling time based on part geometry and cooling channel layout.
How do I know if my mold needs conformal cooling?
Evaluate annual volume and part complexity. High-volume production (500,000+ shots per year) with complex geometries benefits from conformal cooling. Calculate ROI by comparing cycle time reduction against the additional mold cost. Most conformal cooling projects pay back within 12–18 months for volume production, making them a sound investment for any high-volume manufacturing program.
Can I add cooling channels to an existing mold?
Cooling channel modification is possible but expensive and risky. Modifying existing steel may weaken the mold structure or cause water leakage. Better options include conformal inserts (bimetallic or additive-manufactured copper inserts) or adjusting process parameters like mold temperature and cycle time.
What coolant temperature should I use?
Coolant temperature depends on material and part requirements. Most applications use 10–20 °C water. Higher-temperature coolants (40–60 °C) work for materials requiring hot molds like PC or PEEK to reduce thermal stress. Lower temperatures increase cycle time but may cause condensation and water quality issues.
Why do some molds use multiple cooling zones?
Multiple zones allow independent temperature control across different mold areas. A family mold with 8 cavities may need 4–6 zones to account for geometry differences between cavities. Zone balancing ensures all cavities fill consistently and produce parts with equivalent quality.
How often should I clean cooling channels?
Clean channels every 3–6 months or when cycle time increases unexpectedly. Water contains minerals that scale channels and restrict flow. Debris from molding material can also clog small channels or bubblers. Use descaling chemicals for mineral buildup and high-pressure water flushing for particulate removal.
What is the difference between serial and parallel cooling water connections?
Serial cooling connects one channel into the next—water flows through one zone before reaching the next. Parallel cooling distributes coolant simultaneously to all zones from a common manifold. Parallel connection provides more uniform mold temperature and is preferred for most multi-cavity or family molds.
: If you remember one thing about cooling system design: balance cost against cycle time savings. A $5,000 conformal cooling upgrade that saves 3 seconds per cycle on a 500,000 shot annual run pays for itself in production efficiency. Short cycles reduce per-part cost more than upfront tooling savings over the product lifecycle. Calculate ROI before choosing between traditional straight-drilled channels and conformal cooling.
Come ottimizza ZetarMold la progettazione del sistema di raffreddamento?
ZetarMold operates 45 injection molding machines ranging from 90T to 1850T. Our Shanghai facility has 20+ years of injection molding experience since 2005. We design cooling systems optimized for part quality and production efficiency across all material types. Our engineering team provides conformal cooling solutions for high-volume programs and rapid prototype cycles for low-volume projects.
-
Tooling Lifecycle Cost: Total cost of owning and operating a mold includes design, manufacturing, maintenance, and cost of running cycles (machine time, material, energy). Cooling system design affects both the initial tooling cost and the ongoing cycle cost. ↩
-
ROI Calculation: Return on Investment for mold improvements compares the upfront cost against savings over production volume. For conformal cooling, calculate: (cycle time reduction × production volume) / 3600 = machine time saved per hour. Value saved hours at your hourly machine rate to determine the payback period. ↩
-
Crystallinity Effects: Crystalline polymers like nylon form ordered molecular structures as they cool. The rate of cooling affects crystal size and distribution—faster cooling produces smaller, more uniform crystals resulting in higher stiffness and tensile strength but potentially reduced impact toughness. ↩
Regola rapida: For most projects, start with straight-drilled cooling and conformal baffles, and upgrade to conformal channels only if you need ≥30% cycle time reduction or have complex part geometry where traditional cooling creates hotspots.







