 İçeriğe geç
İçeriğe geç 

Kalıplar için enjeksiyon kalıbıEnjeksiyon Kalıbı Hakkında Bilmeniz Gereken Her Şey | ZetarMold
- Cooling and heating should be designed together, not tuned after sampling.
- Uniform mold temperature reduces warpage, shrinkage drift, and appearance defects.
- Cooling-channel layout is usually the biggest lever for cycle time.
- Supplier review should connect thermal design with quoting, sampling, and production capacity.
How does the heating system affect an injection mold?
1. Kalıp Isıtma Yöntemleri
Çelik ısıtma, tüm plastik kalıplama kalıplarının tasarımında neredeyse zorunlu olan bir ısıtma yöntemidir. Tek fazlı kablolama, iki fazlı kablolama vb. gibi çeşitli şekillerde tasarlanabilir. Düşük ısı kaybı, yüksek ısıl verim, basit kablolama ve ihtiyaca göre esnek kablolama konfigürasyonları ile karakterize edilen, 220V veya 380V için tasarlanmış dikişli borular, dikişsiz borular, paslanmaz çelik borular gibi malzemeler kullanılabilir. Ancak malzeme ve işleme tekniklerindeki sınırlamalar nedeniyle kalıp tasarımında kendine has özelliklerine dikkat edilmelidir.
Havya çekirdeği genellikle bir tür kalıp ısıtma tüpü olarak kullanılır. Birim uzunluk başına yüksek güce sahiptir (genellikle 10 mm çapında, 8 cm uzunluğunda havya çekirdeği 150 watt çıkış gücü elde edebilir), dayanıklılık, iyi güvenlik, kısa devrelere direnç, kör deliklerden gömülebilir, ancak tasarımı özelleştirmek zordur, değiştirme sırasında kırılganlığa ve kırılmaya eğilimlidir.
2. Enjeksiyon Kalıbı Isıtma Hızını Etkileyen Faktörler
Bir enjeksiyon kalıbının ne kadar hızlı ısındığını etkileyen birçok faktör vardır. Bu faktörlerden bazıları şunlardır:
The material and structure of the mold directly affect the heating rate. Different materials have different thermal conductivity1 and heat capacity, while the thickness and design of the mold also affect the speed of heat conduction.
Enjeksiyon kalıpları elektrikli ısıtma veya sıcak yolluk sistemleri kullanılarak ısıtılır. Farklı ısıtma yöntemlerinin farklı ısıtma hızları ve kontrol yetenekleri vardır. Örneğin, elektrikli ısıtma hızlı bir şekilde ısınabilir ve sıcaklığı hassas bir şekilde kontrol edebilirken, sıcak yolluk sistemleri ısıyı doğrudan kalıbın belirli kısımlarına aktararak ısıtmayı daha verimli hale getirebilir.
Isıtma sıcaklığı ve ısıtma süresi, ısıtma hızını etkileyen iki ana faktördür. Isıtma sıcaklığını artırmak ve ısıtma süresini uzatmak kalıbın ısıtma hızını artırabilir, ancak kalıba zarar vermemek veya termal strese neden olmamak için dikkatli olmalısınız.
Kalıbın ısıtma hızı, odanın sıcaklığı ve nemi gibi çevresel koşullardan da etkilenir. Eğer hava gerçekten soğuk veya nemliyse, ısınma oranı biraz etkilenebilir.
Isıtma hızı kalıbın durumundan ve bakımından etkilenir. Kalıbın yüzeyinde kül birikimi, oksidasyon veya hasar varsa, ısıtma verimliliğini azaltacak ve ısıtma süresini uzatacaktır.
Elektrikli ısıtma telleri, termal yağ vb. gibi farklı ısıtma ortamları, ısıtma oranını etkileyecek farklı ısı transfer özelliklerine sahiptir. Doğru ısıtma ortamının seçilmesi ısıtma verimliliğini artırabilir.

How does cooling control cycle time and part quality?
In injection molding molds, the design of the soğutma si̇stemi̇2 is very important. This is because molded plastic products need to cool and solidify to a certain rigidity before demolding to prevent deformation due to external forces. Since cooling time accounts for about 70% to 80% of the entire molding cycle, a well-designed cooling system can greatly shorten the molding time, increase injection molding productivity, and reduce costs. Improperly designed cooling systems can prolong molding time, increase costs, and uneven cooling can further cause warpage and deformation of plastic products.
Deneylere dayanarak, kalıba giren eriyikten gelen ısı genellikle iki şekilde gider: 5% radyasyon ve konveksiyon yoluyla atmosfere aktarılır ve diğer 95% eriyikten kalıba iletilir. Kalıptaki soğutma suyu boruları nedeniyle ısı, kalıp boşluğundaki plastikten kalıp tabanı üzerinden ısı iletimi yoluyla soğutma suyu borusuna aktarılır ve daha sonra soğutma sıvısı tarafından ısı taşınımı yoluyla taşınır. Soğutma suyu tarafından alınmayan az miktarda ısı kalıp içinde iletilmeye devam eder ve dışarıyla temas ettiğinde havaya dağılır.
Enjeksiyon kalıplama sürecinin beş aşaması vardır: kalıp kapatma, doldurma, tutma basıncı, soğutma ve kalıptan çıkarma. Soğutma en uzun süreyi alır, toplam sürenin yaklaşık 70% ila 80%'si. Dolayısıyla, soğutma süresi döngü süresini ve kaç parça yapabileceğinizi etkiler. Parçayı kalıptan çıkardığınızda, ısı bozulma sıcaklığının altında soğutulması gerekir. Bu, parçanın gevşemesini ve eğrilmesini veya deforme olmasını engeller.
“Cooling usually controls more cycle time than heating.”Doğru
Most injected plastic must release enough heat through the mold before ejection. If cooling is uneven or too slow, faster filling or higher heating capacity will not deliver stable production output.
“A colder mold always makes better parts.”Yanlış
Daha Düşük kalıp sıcaklığı3 can shorten cycle time, but it can also increase internal stress, visible weld lines, incomplete texture fill, and dimensional drift. The target must match resin behavior and quality requirements.
1. Kalıp Soğutma Yöntemleri
Su soğutma çoğu kalıp için en yaygın kullanılan soğutma yöntemidir, ancak dezavantajları da vardır; iyi boru hattı sızdırmazlığı ve engelsiz üst ve alt su boru hatları gerektirir, bu da önemli miktarda su israfına neden olur. Soğutma sıcaklığı 100°C'yi aştığında, buhar patlamalarının meydana gelmesi muhtemeldir. Avantajı, büyük bir ısı kapasitesine sahip olması ve hızlı soğutma sağlayabilmesidir.
Hava soğutma nispeten ideal bir soğutma yöntemidir. Su soğutmanın aksine, sıkı boru hattı sızdırmazlığı gerektirmez, kaynak israfı yoktur, 100°C'den daha yüksek sıcaklıklara sahip kalıpları soğutabilir ve soğutma hızı gaz akış hızı ile belirlenebilir. Ayrıca, belirli bir ölçekteki üretim atölyelerinde gaz kaynakları elde etmek basit ve kullanışlıdır.
2. Ürün Soğutma Hızını Etkileyen Faktörler
Önemli olan plastik parçanın duvar kalınlığıdır. Parça ne kadar kalınsa soğuması da o kadar uzun sürer. Genel bir kural olarak, soğutma süresi kabaca parça kalınlığının karesi veya en büyük kapı çapının 1,6. kuvveti ile orantılıdır. Başka bir deyişle, parça kalınlığının iki katına çıkarılması soğutma süresini dört kat artırır.
Kalıbın çekirdek ve boşluk malzemeleri ile kalıp çerçeve malzemesi dahil olmak üzere kalıp malzemesinin soğutma hızı üzerinde büyük bir etkisi vardır. Kalıp malzemesinin ısıl iletkenliği ne kadar yüksek olursa, birim zamanda plastikten ısı aktarma etkisi o kadar iyi olur ve soğutma süresi o kadar kısalır.
Soğutma suyu borusu kalıp boşluğuna ne kadar yakınsa, çapı ne kadar büyükse ve sayısı ne kadar fazlaysa, soğutma etkisi o kadar iyi ve soğutma süresi o kadar kısa olur.
Sistemde ne kadar çok su hareket ettirebilirseniz (türbülanslı akış daha iyidir), su konveksiyon yoluyla ısıyı motordan uzaklaştırmada o kadar iyi olacaktır.
Soğutma sıvısının viskozitesi ve ısıl iletkenliği de kalıbın ısı transfer etkisini etkiler. Soğutma sıvısının viskozitesi ne kadar düşükse, termal iletkenlik o kadar yüksek, sıcaklık o kadar düşük ve soğutma etkisi o kadar iyi olur.
Plastiğin termal iletkenliği, ısıyı sıcak bir noktadan soğuk bir noktaya ne kadar hızlı taşıdığıdır. Termal iletkenlik ne kadar yüksekse, ısıyı o kadar iyi hareket ettirir veya özgül ısı ne kadar düşükse, sıcaklığı değiştirmek o kadar kolay olur, bu nedenle daha hızlı soğur ve ısıyı daha iyi hareket ettirir, böylece soğuması daha az zaman alır.
3. Soğutma Sistemi Tasarım Kuralları
3.1 Soğutma kanalları kalıbı eşit ve hızlı bir şekilde soğutacak şekilde tasarlanmalıdır.
3.2 Soğutma sistemini tasarlamanın amacı kalıbı serin tutmak ve bunu verimli bir şekilde yapmaktır. Soğutma delikleri, kolayca işlenebilmeleri ve monte edilebilmeleri için standart boyutlarda olmalıdır.
3.3 Soğutma sistemini tasarlarken, kalıp tasarımcısı plastik parçanın et kalınlığına ve hacmine bağlı olarak aşağıdaki tasarım parametrelerine karar vermelidir: soğutma deliklerinin nerede ve ne kadar büyük olması gerektiği, deliklerin ne kadar uzun olması gerektiği, ne tür deliklerin kullanılacağı, deliklerin nasıl düzenleneceği ve bağlanacağı ve ne kadar soğutma sıvısı kullanılacağı ve ısıyı ne kadar iyi transfer edeceği.
Why is mold temperature control important in injection molding?
Temperature control is super important in injection molding because it directly affects the quality, consistency, and cycle time of molded parts. Cooling and heating are both big parts of this control mechanism, making sure that the molten material flows good, solidifies right, and is demolded without defects from the mold.
From our factory perspective, the ZetarMold in-house mold manufacturing facility lets our engineers review cooling-channel layouts with the molding team instead of treating temperature control as a late production fix. In our production planning, the 47 injection molding machines help connect temperature-control choices with real press availability before quoting, sampling, and ramp-up. For cosmetic or dimensional risk, 8 senior engineers can review mold design tradeoffs before the tool is committed.
1. Kalıp Sıcaklığının Ürün Görünümü Üzerindeki Etkisi
Sıcaklık daha yüksek olduğunda, reçine daha iyi akar. Bu genellikle, özellikle cam elyaf takviyeli reçine parçaları için parçaların yüzeyini pürüzsüz ve parlak hale getirir. Ayrıca kaynak hatlarının daha güçlü olmasını ve daha iyi görünmesini sağlar.
Dokulu yüzeyler için, kalıp sıcaklığı düşükse, eriyik dokunun köklerini dolduramaz, bu nedenle ürünün yüzeyi parlaktır ve kalıp yüzeyinin gerçek dokusunu gösteremez. Kalıp sıcaklığını ve malzeme sıcaklığını arttırırsanız, ürünün yüzeyinde istediğiniz dokuyu elde edebilirsiniz.
2. Ürünlerin İç Gerilimi Üzerindeki Etkisi
Bir şeyi kalıpladığınızda, ısınır ve sonra soğur. Soğuyunca da büzüşür. Önce şeyin dışı büzülür ve sertleşir. Sonra içi büzülür ve sertleşir. İç ve dış farklı oranlarda büzülür ve bu da iç ve dışın birbiriyle savaşmasına neden olur. İç ve dış birbiriyle çok fazla savaştığında, şey çatlar.
Bir şeyin içi dışıyla çok fazla savaştığında, o şey çatlar. Bu, bir şeyin içi bir şeyin dışıyla çok fazla savaştığında ve bir şeyin içi çok zayıf ya da dışı çok güçlü olduğunda meydana gelir. Bu aynı zamanda bir şeyin içi bir şeyin dışıyla çok fazla savaştığında ve bir şeyin içi çok zayıf ya da bir şeyin dışı çok güçlü olduğunda ve bir şey ıslandığında ya da üzerine kimyasal madde bulaştığında da olur. Bir şeyin içi dışıyla çok fazla savaştığında, o şey çatlar.
Yüzey basınç gerilimi yüzey soğutma koşullarına bağlıdır. Soğuk kalıplar erimiş reçinenin hızla soğumasına neden olarak kalıplanmış üründe daha yüksek artık iç gerilime yol açar. Kalıp sıcaklığı iç gerilimi kontrol etmek için en temel koşuldur ve kalıp sıcaklığındaki küçük değişiklikler artık iç gerilimi büyük ölçüde değiştirebilir. Genel olarak, her ürün ve reçinenin kabul edilebilir iç gerilim için en düşük kalıp sıcaklığı sınırı vardır. İnce duvarlı veya uzun akışlı parçalar kalıplanırken, kalıp sıcaklığı genel kalıplama sırasında minimum sınırdan daha yüksek olmalıdır.
3. Ürün Çarpıklığının İyileştirilmesi
Kalıbın soğutma sistemi yanlış tasarlanmışsa veya kalıp sıcaklık kontrolü uygun değilse, plastik parçaların yetersiz soğutulması parçaların çarpılmasına ve deformasyonuna neden olabilir.
Kalıp sıcaklığı kontrolü için, erkek ve dişi kalıplar, maça ve boşluk, kalıp maçası ve cidarı ile cidar ve ekler arasındaki sıcaklık farkı ürünün yapısal özelliklerine göre belirlenmelidir. Kalıptan çıkarma işleminden sonra oryantasyon büzülme farkını telafi etmek için kalıbın farklı parçalarının farklı soğutma büzülme oranlarını kullanarak, ürün kalıptan çıkarma işleminden sonra daha yüksek sıcaklığa sahip tarafa doğru bükülme eğilimindedir, böylece oryantasyon yasasına göre ürünün çarpılma deformasyonu dengelenir.
“Uniform mold temperature often matters more than the absolute setting.”Doğru
Two cavities at the same nominal mold temperature can still behave differently if one side cools faster. Balanced temperature reduces warpage, local shrinkage, gloss variation, and unstable dimensions.
“Cooling channels can be placed anywhere if water flow is high.”Yanlış
Channel position still matters because heat must travel through the mold steel before coolant can remove it. Poor channel distance, dead zones, or blocked maintenance access can leave hot spots even when pump flow looks acceptable.
Tamamen simetrik gövde yapısına sahip plastik parçalarda, ürünün tüm parçalarının eşit şekilde soğuduğundan emin olmak için kalıp sıcaklığını tutarlı tutmalısınız.
4. Ürün Küçülme Oranı Üzerindeki Etkisi
Düşük kalıp sıcaklıkları moleküllerin daha hızlı donmasını sağlar, boşluktaki eriyiğin donmuş tabakasını daha kalın hale getirir ve kristallerin büyümesini zorlaştırır, böylece ürün daha az küçülür. Daha yüksek kalıp sıcaklıkları eriyiğin daha yavaş soğumasını sağlar, gevşeme süresini uzatır, oryantasyon seviyesini düşürür, kristallerin oluşmasını kolaylaştırır, böylece ürün daha fazla küçülür.
5. Ürün Isı Sapma Sıcaklığı Üzerindeki Etkisi
Kristalin plastikler için, ürünü düşük kalıp sıcaklığında kalıplarsanız, moleküler yönelim ve kristalleşme hemen donar. Daha yüksek sıcaklıktaki bir ortama veya ikincil işleme koşullarına koyduğunuzda, moleküler zincirler kısmen yeniden düzenlenir ve kristalleşir, bu da ürünün malzemenin ısı sapma sıcaklığının (HDT) çok altındaki sıcaklıklarda bile deforme olmasına neden olur.
How can you optimize injection mold temperature control?
1. Sıcaklık Kontrol Sistemi Yükseltmesi
Elektrikli ısıtma çubukları, enjeksiyon kalıplama makinelerinin sıcaklık kontrol sisteminin büyük bir parçasıdır. Elektrikli ısıtma çubuklarınızı yükseltirseniz, sıcaklık kontrolünüzü daha kararlı ve doğru hale getirebilirsiniz. Bu, enjeksiyon kalıplamanızı daha doğru ve daha kaliteli hale getirebileceğiniz anlamına gelir.
2. Sıcaklık Kontrol Stratejisinin İyileştirilmesi
When it comes to injection molding, temperature control is a big deal. It affects the quality and cost of your parts. If you do it right, you can reduce cycle time and energy consumption, improve production efficiency, and cut costs.
3. Sıcaklık Kontrol Parametrelerinin Ayarlanması
En iyi enjeksiyon kalıplama etkisini elde etmek için sıcaklık kontrol parametrelerini ayarlamanız gerekir. Bunu arka, orta ve ön bölge sıcaklıklarının oranını ayarlayarak yapabilirsiniz.
What is the practical takeaway for cooling and heating?
The practical takeaway for cooling and heating is defined by the function, constraints, and tradeoffs explained in this section. To get good parts fast, you need to master mold cooling and heating. You need to understand temperature control, use the latest cooling and heating technologies, and have the best monitoring and control systems. That’s how you get the most out of your injection molding process.
Sıkça Sorulan Sorular
Enjeksiyon kalıbı soğutma süresi ne kadar olmalıdır?
Cooling time should be long enough for the part surface and core to reach a stable ejection condition, not just long enough for the gate to freeze. A practical starting point is to evaluate wall thickness, resin thermal conductivity, mold steel, cooling-channel distance, and allowable part distortion together. If the part sticks, warps, or changes size after ejection, the cooling window is probably too short or too uneven. For quoting, the cooling estimate should be reviewed with the full cycle time and not treated as an isolated number.
Kalıp sıcaklığı neden parça görünümünü değiştirir?
Mold temperature changes how the resin flows against the cavity surface before it freezes. A warmer mold can improve gloss, reduce flow hesitation, and help textured surfaces fill more completely, but it can also lengthen cycle time and increase shrinkage if the process is not balanced. A colder mold may shorten the cycle, yet it can create dull surfaces, weld-line visibility, internal stress, or incomplete texture replication. The correct setting depends on resin, surface requirement, wall thickness, and the dimensional tolerance target.
Kalıp ısıtma ile kalıp soğutma arasındaki fark nedir?
Mold heating brings the tool to a controlled starting temperature and keeps the resin from freezing too early during filling, while mold cooling removes heat after packing so the part can be ejected without deformation. Heating is especially important for high-temperature resins, thin flow paths, glossy surfaces, and texture filling. Cooling usually dominates cycle time because most of the heat must leave the plastic through the mold steel and coolant. A stable process needs both systems designed together, not one added after the mold is built.
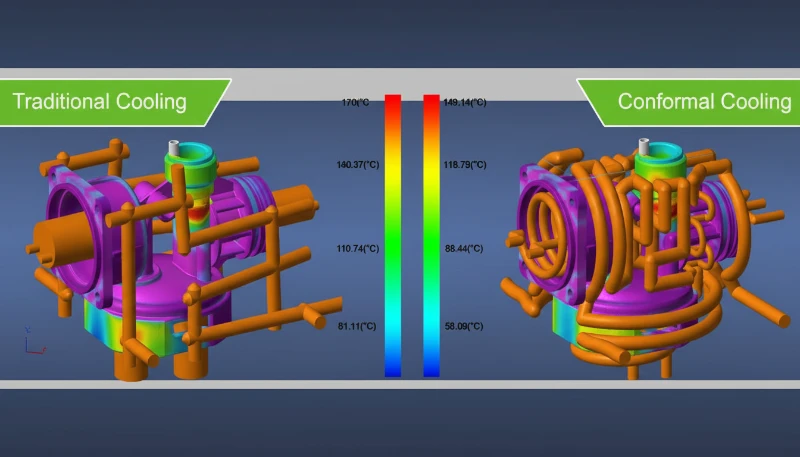
Konformal soğutma ne zaman düşünülmelidir?
Conformal cooling should be considered when traditional drilled water lines cannot follow the part geometry closely enough to cool thick sections, ribs, bosses, or deep cores evenly. It is most useful for parts with warpage risk, long cycle time, hot spots, or tight dimensional requirements that standard straight channels cannot control. The tradeoff is higher tool complexity and cost, so it should be justified by cycle-time savings, scrap reduction, or quality improvement. It is not automatically better for every simple mold.
Soğutma tasarımını onaylamadan önce alıcılar neyi kontrol etmelidir?
Buyers should ask whether the supplier has reviewed wall thickness, hot spots, gate location, ejector layout, channel distance, channel diameter, coolant flow, and maintenance access before freezing the mold design. They should also confirm how the supplier will validate temperature balance during sampling, such as through trial records, part measurement, warpage checks, and cycle-time data. For high-volume projects, a cooling design review can prevent a mold from meeting the drawing in one trial but failing to run consistently in production.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for process context, then compare vendors with our injection molding supplier sourcing guide.
-
thermal conductivity: Thermal conductivity is a material property that describes how quickly heat moves through steel, plastic, or coolant-contact surfaces. ↩
-
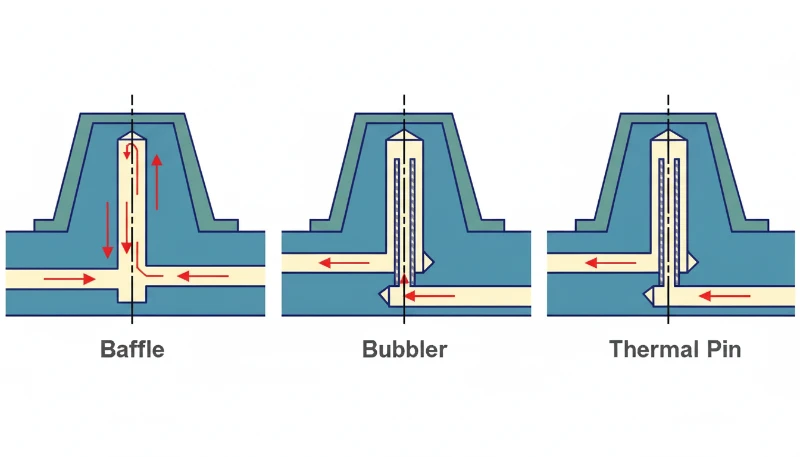
cooling system: A cooling system is a network of water lines, baffles, bubblers, or conformal channels that removes heat from the mold after packing. ↩
-
mold temperature: Mold temperature refers to the controlled cavity and core surface temperature that shapes resin flow, shrinkage, stress, and final part appearance. ↩







