 Przejdź do treści
Przejdź do treści 

Plastik jest jednym z czterech materiałów inżynieryjnych (stal, drewno, cement i plastik), jest to żywica syntetyczna o wysokiej masie cząsteczkowej jako główny składnik, szeroko stosowana w przemyśle, rolnictwie, obronie narodowej i innych gałęziach przemysłu.
Tworzywa sztuczne mają jednak pewne unikalne właściwości w porównaniu z innymi materiałami, a właściwości te determinują niektóre z ich unikalnych zastosowań, metod przetwarzania, procesów produkcyjnych itp.
Ten blog dzieli się głównie kluczowymi punktami projektu strukturalnego części formowane wtryskowo z tworzyw sztucznych z kilku elementów: grubość ścianki, kąt wyciągnięcia formy, wzmocnienie, otwór, rozpórka, zatrzask, połączenie interferencyjne, tolerancja itp.

Grubość ścianki
Rozsądne określenie grubości ścianki części z tworzywa sztucznego jest bardzo ważne, inne kształty i rozmiary, takie jak wzmocnienie i zaokrąglone rogi, są używane jako odniesienie do grubości ścianki.
Grubość ścianek produktów z tworzyw sztucznych jest określana głównie przez wymagania dotyczące wykorzystania tworzyw sztucznych, to znaczy, że produkt musi wytrzymać siły zewnętrzne, czy to jako wsparcie dla innych części, wybór właściwości materiału z tworzywa sztucznego, waga, właściwości elektryczne, dokładność wymiarowa i stabilność, a także montaż i inne wymagania.
Ogólna grubość ścianki z tworzywa termoplastycznego mieści się w zakresie od 1 do 6 mm. Najczęściej stosowana grubość wynosi od 2 do 3 mm, ale dostępne są również duże części o grubości przekraczającej 6 mm.
A. Nierówna grubość ścianki
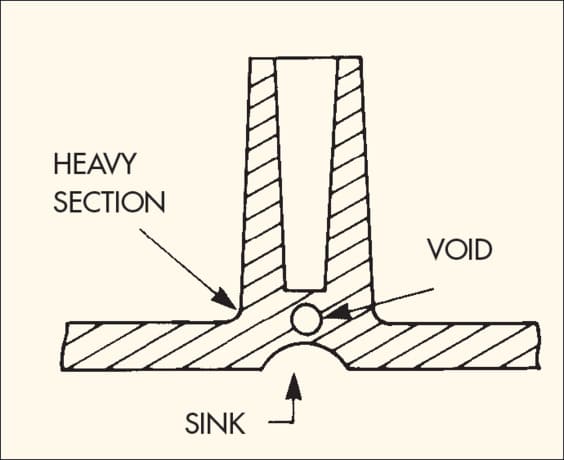
Jednolita grubość ścianki jest główną zasadą przy projektowaniu części z tworzyw sztucznych. Jeśli nominalna grubość ścianki nie jest jednolita, spowoduje to, że prędkość napełniania stopionego tworzywa sztucznego i skurcz chłodzący nie będą jednolite, co spowoduje wgłębienie, pęcherzyk próżniowy, wypaczenie, a nawet pękanie, a nawet doprowadzi do śladów skurczu, naprężeń termicznych, odkształcenia części, innego koloru lub innej przezroczystości.
W przypadku zastosowania mniejszej grubości ścianki, wytrzymałość i sztywność produktu będą słabe podczas użytkowania i montażu. Z ekonomicznego punktu widzenia zbyt grube produkty nie tylko zwiększają koszt materiału, ale także wydłużają cykl produkcyjny. Gruby obszar klejenia stygnie wolniej niż następny cienki obszar klejenia, tworząc w ten sposób ślady skurczu.
B. Przejście grubości ścianki
Większość grubszych klejów można zaprojektować ze wzmocnieniem, aby zmienić całkowitą grubość ścianki. Oprócz oszczędności materiału i kosztów produkcji, może to również skrócić czas chłodzenia, który jest w przybliżeniu proporcjonalny do grubości ścianki.
Ponadto projekt grubości ścianki uwzględnia również przepływ, tj. odległość stopionego materiału od bramki do każdej części wnęki.
Jeśli stosunek przepływu do grubości ścianki jest zbyt duży, w miejscu oddalonym od bramy będzie brakować materiału, co często określa się jako brak zapełnienia. Dlatego w razie potrzeby należy zwiększyć grubość ścianki.

C. Ostre narożniki
Ostre narożniki zwykle skutkują wadliwymi częściami i koncentracją naprężeń. Ostre narożniki często powodują niepożądane narastanie materiału po procesach obróbki końcowej, takich jak powlekanie galwaniczne i malowanie.
Skoncentrowane obszary naprężeń mogą pęknąć pod wpływem obciążenia lub uderzenia, dlatego podczas projektowania należy unikać ostrych narożników.
Kierunek uwalniania formy i nachylenie wyciągania formy
Każdy Produkt formowany wtryskowo powinien najpierw określić kierunek otwierania formy i linię podziału na początku projektowania, aby zapewnić maksymalne zmniejszenie mechanizmu wyciągania rdzenia i wyeliminować wpływ linii podziału na wygląd.
Po określeniu kierunku otwierania formy, pręty wzmacniające, klipsy, wypukłości i inne struktury produktu powinny być zaprojektowane tak, aby były jak najbardziej zgodne z kierunkiem otwierania formy, aby uniknąć wyciągania rdzenia, zmniejszyć linię podziału i przedłużyć żywotność formy. Po określeniu kierunku otwierania formy można wybrać odpowiednie linie podziału, aby poprawić wygląd i wydajność.
Gdy część wtryskowa jest uwalniana z ruchu formy, siła uwalniania i siła otwierania są pokonywane. Otwarcie formy odnosi się do uwolnienia kształtu wypraski z gniazda formy. Uformowana część kurczy się podczas procesu chłodzenia, a ścianka otworu wywiera siłę zaciskającą na rdzeń.
Tarcie między formowaną częścią a rdzeniem podczas otwierania formy, adsorpcja podciśnienia na dnie uszczelnienia otworu podczas otwierania formy i wiele powodów, dla których siła uwalniania jest znacznie większa niż siła uwalniania rdzenia. forma wtryskowa siła otwarcia.
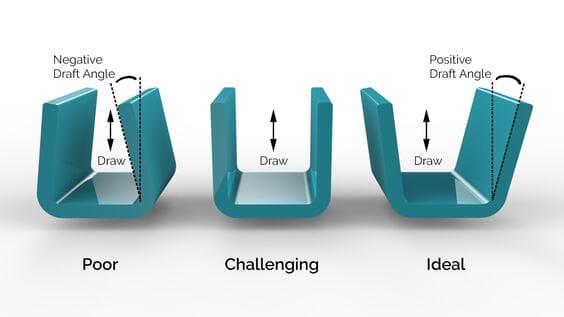
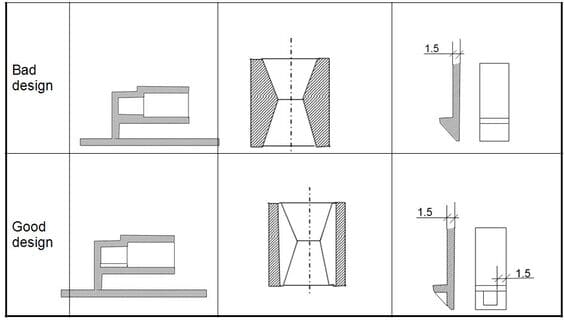
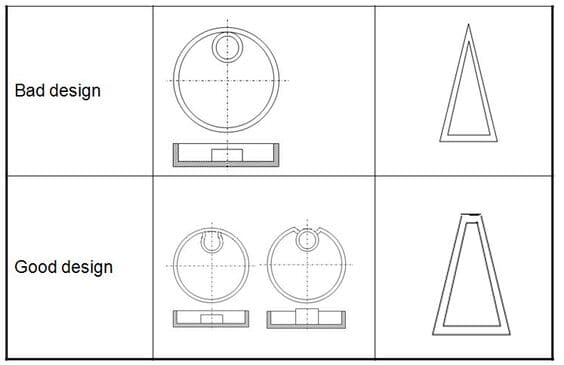
Nadmierna siła oddzielająca może powodować deformację, wybielanie, marszczenie i ścieranie powierzchni części. Nachylenie uwalniania formy jest głównym czynnikiem określającym wielkość siły uwalniania.
Aby ujednolicić grubość ścianki produktu i zapobiec przywieraniu produktu do gorętszej formy wklęsłej po otwarciu formy, kąt uwalniania powinien być równy zarówno dla formy wklęsłej, jak i wypukłej.
Jednak w szczególnych przypadkach, gdy wymagane jest przymocowanie produktu do matrycy wklęsłej po otwarciu, kąt wyjścia sąsiedniej matrycy wklęsłej można odpowiednio zmniejszyć lub celowo dodać odpowiednią ilość luzu do matrycy wklęsłej.
Nie ma określonego rozmiaru kąta wyciągnięcia matrycy, ale jest on zwykle określany na podstawie wartości empirycznych. Ogólnie rzecz biorąc, wysoce wypolerowane ściany zewnętrzne mogą wykorzystywać kąt wyjścia 1/8° lub 1/4°, podczas gdy produkty o głębokich lub tkanych wzorach wymagają odpowiedniego zwiększenia kąta wyjścia.
Ponadto, biorąc pod uwagę nachylenie uwalniania, zasadniczo im większe nachylenie, tym lepiej dla uwalniania, ale należy zwrócić uwagę na zapewnienie dokładności wymiarowej części z tworzyw sztucznych, błąd rozmiaru spowodowany nachyleniem uwalniania musi być kontrolowany w zakresie dokładności wymiarowej. Skurcz i złożony kształt plastikowych części powinien uwzględniać większy kąt uwalniania.

Wzmocnienie
Wytrzymałość części z tworzywa sztucznego nie wzrasta całkowicie w zależności od grubości ścianki. Wręcz przeciwnie, ze względu na wzrost grubości ścianki spowodowany skurczem i naprężeniami wewnętrznymi, ale zmniejsza jego wytrzymałość. Wytrzymałość części z tworzywa sztucznego na sztywność głównej, bardziej cienkościennej struktury kombinowanej, ustawia wzmocnienie w odpowiednich częściach, aby zwiększyć przekrojowy moment bezwładności.
Jednak po dodaniu zbrojenia połączenie między zbrojeniem a ścianą główną z pewnością stanie się grubsze, a grubość ta zwykle zależy od maksymalnego okręgu wewnętrznego cięcia, czyli w zależności od grubości ścięgna i promienia korzenia narożnika.

Części kurczące się zbrojenia
Grubość wzmocnienia powinna być zminimalizowana, ale jest to również ograniczone. Jeśli grubość ścięgna jest zbyt mała, konieczne jest zwiększenie jego wysokości w celu zwiększenia sztywności.
Ścięgno jest zbyt cienkie podczas prasowania, ścięgno łatwo się odkształca, materiał nie jest łatwy do wypełnienia podczas formowania, lepka forma i inne problemy. Oczywiście promień dolnego rogu ścięgna nie może być zbyt mały, w przeciwnym razie nie będzie odgrywał roli w zmniejszaniu koncentracji naprężeń.
Ogólnie rzecz biorąc, promień naroża korzenia pręta nie powinien być mniejszy niż 40% grubości pręta, grubość pręta powinna wynosić od 50% do 75% odpowiedniej grubości ścianki materiału podstawowego, wysoki współczynnik jest ograniczony do małego skurczu przepływu materiału.
Wysokość pręta powinna być mniejsza niż pięciokrotność grubości materiału bazowego. Pręty muszą mieć kąty uwalniania i muszą być umieszczone w kierunku uwalniania lub ruchomego zespołu formy. Odstępy między prętami muszą być większe niż dwukrotność grubości materiału bazowego.
Ponadto zazwyczaj chcemy, aby część była jednakowo sztywna we wszystkich kierunkach, a najłatwiejszym sposobem na uzyskanie tego rezultatu jest dodanie prętów do części zarówno w kierunku poprzecznym, jak i wzdłużnym oraz sprawienie, aby przecinały się one w pionie.
Istnieje jednak również problem zwiększenia grubości ścianki w miejscu przecięcia, co zwiększa ryzyko skurczu. Ogólnie rzecz biorąc, w takim przypadku można dodać okrągły otwór w miejscu przecięcia, aby uzyskać jednolitą grubość ścianki.
Otwór
W plastikowych częściach na otworze, aby go i inne części połączyć lub zwiększyć połączenie funkcji produktu jest powszechną metodą, rozmiar i lokalizacja otworu powinny starać się nie stanowić wpływu na wytrzymałość produktu lub zwiększyć złożoność produkcji, poniżej przedstawiono kilka czynników, które należy wziąć pod uwagę przy projektowaniu otworu.
1. Odległość między połączonymi otworami lub odległość między otworami a prostymi krawędziami sąsiednich produktów nie powinna być mniejsza niż średnica otworów, zwłaszcza wartość krawędzi powinna być jak największa, w przeciwnym razie miejsce perforacji jest podatne na pękanie.
Jeśli do otworu przymocowany jest gwint, odległość między otworem na śrubę a krawędzią produktu jest zazwyczaj większa niż trzykrotność średnicy otworu.
2. Rodzaje otworów to ogólnie otwory przelotowe, otwory nieprzelotowe i otwory stopniowane. Z punktu widzenia montażu, otwory przelotowe są używane częściej niż otwory nieprzelotowe i są łatwiejsze do wykonania niż otwory nieprzelotowe.
Z punktu widzenia projektowania formy, konstrukcja otworu przelotowego będzie również wygodniejsza w konstrukcji, która może być utworzona przez połączenie dwóch rdzeni zamocowanych na ruchomej formie i stałej formie lub może być utworzona tylko przez jeden rdzeń zamocowany na ruchomej formie lub stałej formie.
Pierwsza z nich tworzy dwie belki wspornikowe pod działaniem płynnego tworzywa sztucznego, ale ramię siły jest krótkie, a odkształcenie nie jest duże. Ten drugi ma połączenia zakładkowe zarówno z ruchomymi, jak i stałymi formami i generalnie tworzy prostą belkę nośną o niewielkim odkształceniu.
W przypadku użycia dwóch rdzeni, średnice obu rdzeni powinny być nieco inne, aby uniknąć wyboczenia produktu z powodu niewielkiego odchylenia osi dwóch bocznych kołków, a dwa końce złącza muszą być szlifowane na płasko.
Rdzenie otworów nieprzelotowych są całkowicie wspornikowymi belkami, które łatwo się wyginają pod wpływem płynnego tworzywa sztucznego, a uformowany otwór stanie się otworem kształtowym. Jeśli średnica nieprzelotowego otworu wynosi tylko 1,5 mm lub mniej, głębokość nieprzelotowego otworu nie powinna być większa niż jego średnica. Grubość dolnej ścianki nieprzelotowego otworu nie powinna być mniejsza niż jedna szósta średnicy otworu, w przeciwnym razie nastąpi skurcz.
3. Otwory boczne są często tworzone metodą rdzenia bocznego, co zwiększa koszt formy, a jeśli rdzeń boczny jest zbyt długi, łatwo go złamać, zwiększając koszty konserwacji formy.

Filar
Słupek wystaje z jednolitej grubości ścianki gumy i służy do montażu produktów, oddzielania przedmiotów i podpierania innych części. Puste filary mogą być używane do osadzania części, dokręcania śrub itp.
Te zastosowania muszą mieć wystarczającą wytrzymałość, aby wytrzymać nacisk bez pękania. Filary są zazwyczaj cylindryczne, ponieważ są łatwe do formowania i mają dobre właściwości mechaniczne.
Ogólnie rzecz biorąc, filar nie powinien być zaprojektowany jako oddzielny cylinder, ale powinien być połączony ze ścianą zewnętrzną lub użyty ze wzmocnieniem w jak największym stopniu, aby wzmocnić filar i sprawić, że przepływ kleju będzie płynniejszy, a połączenie ze ścianą zewnętrzną powinno być wykonane w postaci cienkościennego połączenia, aby uniknąć skurczu.

Grubość ścianki słupka powinna wynosić od 0,5 do 0,75 grubości materiału bazowego, a górny otwór słupka powinien być sfazowany, aby ułatwić instalację prowadnicy śrubowej.
Górny otwór kolumny powinien być sfazowany, aby ułatwić instalację prowadnicy śrubowej. Kolumna powinna mieć nachylenie umożliwiające ciągnięcie formy. Punkty te są podobne do wymagań projektowych prętów zbrojeniowych, więc można również powiedzieć, że słup jest odmianą pręta.
Snap
Montaż zatrzaskowy to wygodny montaż, oszczędność kosztów, ekologiczne połączenie, ponieważ połączenie części zatrzaskowych w produkcji gotowych produktów w tym samym czasie formowania, montaż bez innych akcesoriów blokujących, takich jak śruby, o ile połączenie dwóch stron pozycji klamry ze sobą w celu zatrzaśnięcia.
Zasadą zatrzasku jest promowanie części występu przez drugą część przeszkody, w procesie promowania elastycznego odkształcenia, gdy przez przeszkodę przywraca się pierwotny stan obu razem.
Połączenie interferencyjne
Otwory i wały są połączone za pomocą pasowania wciskowego w celu przeniesienia momentu obrotowego i innych funkcji, połączenie wciskowe jest wygodniejsze i prostsze. Głównym czynnikiem branym pod uwagę w procesie projektowania jest wielkość interferencji, jeśli jest ona zbyt mała, połączenie nie jest niezawodne, jeśli interferencja jest zbyt duża, montaż jest trudny, ale także łatwy do zerwania.
W procesie projektowania należy wziąć pod uwagę tolerancję otworu i wału, a także temperaturę pracy, ponieważ temperatura będzie miała bezpośredni wpływ na wielkość zakłóceń.
W większości przypadków wał jest zazwyczaj metalowy, a w celu zapewnienia niezawodności połączenia, rowki radełkowane są zazwyczaj dodawane do współpracującego wału podczas projektowania. Ogólną wielkość interferencji można obliczyć za pomocą następującego wzoru.
Y=Sd( (K+v rękaw)/E rękaw)/K
Gdzie S to naprężenie obliczeniowe, v to współczynnik Poissona, E to moduł sprężystości, K to współczynnik geometryczny, a K można obliczyć za pomocą następującego wzoru.
K = (1+(d/D)2)/(1 - (d/D)2)
Siłę współpracującą można obliczyć za pomocą następującego wzoru: W = Sdlπμ/K
μ to współczynnik tarcia, a l to długość połączenia.
Ponadto metody łączenia części z tworzyw sztucznych to nitowanie na gorąco, spawanie, zgrzewanie ultradźwiękowe itp.
Wpływ tolerancji
Większość produktów z tworzyw sztucznych może osiągnąć wysoką precyzję w zakresie tolerancji wymiarowych, podczas gdy niektóre materiały o wysokim skurczu i niektóre materiały miękkie są trudniejsze do kontrolowania.
Dlatego w procesie projektowania produktu należy wziąć pod uwagę wykorzystanie środowiska produktu, materiałów z tworzyw sztucznych, kształtu produktu itp. w celu ustalenia wąskich tolerancji.
Ponieważ wymagania klientów stają się coraz wyższe, dotychczasowa koncepcja dopasowania musi być powoli weryfikowana. Dopasowanie, precyzja i estetyka muszą być w produkcie jednocześnie.
Im wyższa tolerancja, tym wyższa jakość produktu, ale tym wyższy koszt i więcej czasu potrzeba na spełnienie wymagań. formowanie wtryskowe Proces ten jest ogólnie podzielony na trzy poziomy jakości, a mianowicie poziom ogólny formowanie wtryskoweśrednio precyzyjne formowanie i precyzyjne formowanie wtryskowe.
Ogólnego przeznaczenia formowanie wtryskowe Proces ten wymaga niskiego poziomu kontroli jakości i charakteryzuje się niskim wskaźnikiem zwrotów oraz szybkimi cyklami produkcyjnymi. Średni-precyzyjne formowanie wtryskowe mogą być droższe, ponieważ wymagają wyższych wymagań w zakresie Produkcja form i wyrobów proces, wymagający częstych kontroli jakości.
Trzeci typ, precyzja formowanie wtryskowe cienkościenne cykl, wymaga precyzyjne formy, optymalne warunki produkcji i 100% ciągłe monitorowanie produkcji. Wpływa to na czas cyklu produkcyjnego i zwiększa jednostkowe koszty produkcji oraz koszty kontroli jakości.
Z punktu widzenia jakości produktu oczywiście im wyższa dokładność tym lepiej, ale z punktu widzenia ekonomicznych kosztów produkcji im niższa tym taniej. Projektant w tym momencie musi wybrać pomiędzy tymi dwoma.
Ogólnie rzecz biorąc, aby spełnić wymagania dotyczące wydajności i wyglądu, z wymaganiami odpowiedniego rozluźnienia niekrytycznej tolerancji rozmiaru.

Wybór materiałów
Ogólnie rzecz biorąc, nie ma złego materiału, jest tylko niewłaściwy materiał użyty w danym obszarze. Dlatego projektant musi dokładnie zrozumieć wydajność różnych dostępnych materiałów i dokładnie przetestować te materiały, aby zbadać ich wpływ na wydajność formowanych i przetwarzanych produktów z różnymi czynnikami.
Najczęściej używane w produkcja form wtryskowych z tworzyw sztucznych materiałem jest tworzywo termoplastyczne. Można je dalej podzielić na tworzywa amorficzne i półkrystaliczne. Te dwa rodzaje materiałów różnią się znacznie strukturą molekularną i właściwościami, na które wpływa krystalizacja.
Ogólnie rzecz biorąc, półkrystaliczne tworzywa termoplastyczne są używane głównie do produkcji wytrzymałych mechanicznie części, podczas gdy amorficzne tworzywa termoplastyczne są często używane do produkcji obudów, ponieważ nie są łatwe do zginania.
Tworzywa termoplastyczne są dostępne w odmianach niewzmocnionych, wzmocnionych włóknem szklanym, mineralnych i wypełnionych szkliwem.
Włókna szklane są stosowane głównie w celu zwiększenia wytrzymałości, sztywności i temperatury aplikacji; minerały i włókna szklane mają mniejszy efekt wzmocnienia i są stosowane głównie w celu zmniejszenia wypaczenia. Dokładną wielkość zmiany właściwości plastycznych po dodaniu wzmocnień należy zweryfikować, pytając dostawcę materiału lub przeprowadzając eksperyment.
Niektóre materiały termoplastyczne, w szczególności PA6 i PA66, są wysoce higroskopijne. Może to mieć znaczący wpływ na ich właściwości mechaniczne i stabilność wymiarową.
Niektóre wymagania są związane z kwestiami przetwarzania i montażu. Ważne jest również zbadanie koncentracji kilku różnych funkcji w jednej części, co może zaoszczędzić drogie koszty montażu.
Wytyczne te są bardzo przydatne przy obliczaniu kosztów produkcji. W kalkulacji ceny można zauważyć, że należy wziąć pod uwagę nie tylko cenę surowców, ale należy również zauważyć, że materiały o wysokiej wydajności (sztywność, wytrzymałość) mogą prowadzić do cieńszych grubości ścianek, a tym samym krótszych cykli produkcyjnych. Dlatego ważne jest, aby wymienić wszystkie kryteria i systematycznie je oceniać.
Zaokrąglone rogi
Ostre narożniki zwykle prowadzą do powstawania części z wadami i koncentracjami naprężeń, w których skoncentrowane naprężenia mogą pękać pod wpływem obciążeń lub uderzeń.
Większe zaokrąglone narożniki stanowią rozwiązanie tej wady, nie tylko zmniejszając współczynnik koncentracji naprężeń, ale także sprawiając, że przepływ tworzywa sztucznego jest płynniejszy i łatwiejszy, gdy gotowy produkt jest uwalniany z formy. Jeśli wewnętrzne narożniki są zaokrąglone, a zewnętrzne ostre, narożniki nadal będą grubsze niż reszta i nadal będzie występował skurcz.
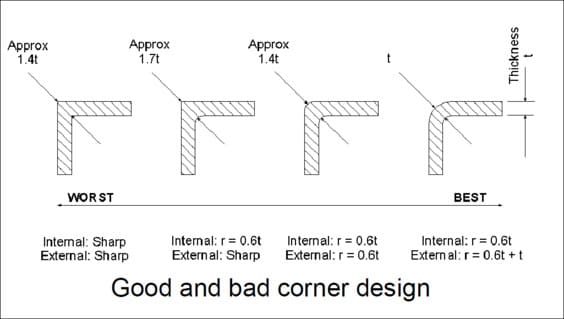
Możemy ujednolicić grubość ścianki poprzez zaokrąglenie zarówno wewnętrznego, jak i zewnętrznego narożnika, w którym to przypadku zewnętrzny narożnik jest sumą wewnętrznego narożnika i podstawowej grubości ścianki.
Wytyczne projektowe dotyczące końcówki narożnej mają również zastosowanie do końcówki mocującej typu belki zwisającej. Ponieważ ta metoda mocowania jest wymagana do zginania osadzonego ramienia wspornika, konstrukcja położenia narożnika ilustruje, że jeśli położenie łuku narożnego R jest zbyt małe, spowoduje to, że jego współczynnik koncentracji naprężeń będzie zbyt duży, dlatego produkt jest łatwy do złamania podczas zginania, pozycja łuku R jest zbyt duża, łatwo jest pojawić się linie skurczowe i puste.
Dlatego położenie łuku i grubość ścianki mają określony stosunek. Generalnie wynosi on od 0,2 do 0,6, a idealna wartość to około 0,5.
Wnioski
W tym artykule analizujemy punkty konstrukcyjne Części formowane wtryskowo z punktu widzenia grubości ścianki, kąta pochylenia, wzmocnienia, otworu, rozpórki, zatrzasku, połączenia wciskowego, tolerancji i zaokrąglonego narożnika.
Oczywiście projekt Produkty formowane wtryskowo jest również ograniczona przez środowisko, warunki i wymagania, dlatego konieczne jest radzenie sobie w określonych sytuacjach.







