 Przejdź do treści
Przejdź do treści 

Projektowanie form wtryskowych ma kluczowe znaczenie dla produkcji wysokiej jakości części z tworzyw sztucznych, wpływając na funkcjonalność i możliwości produkcyjne w różnych branżach.
Injection molding design involves optimizing part and tool design, focusing on material selection, grubość ścianki1oraz kąt zanurzenia2s for manufacturability. It’s widely used in automotive, electronics, and packaging industries.
Zrozumienie zawiłości projektowania form wtryskowych może znacznie poprawić jakość produktu i wydajność produkcji. Zanurz się głębiej, aby odkryć strategie, które optymalizują wydajność części i procesy produkcyjne.
- Start DFM before the mold design is frozen.
- Keep wall thickness, draft, ribs, gates, and ejection decisions connected.
- Use visual breaks and defect checks before releasing a design.
- Supplier review should link part geometry with tooling cost, cycle time, and quality risk.
“Proper injection molding design reduces manufacturing defects.”Prawda
Skuteczne strategie projektowe, takie jak odpowiednie kąty zanurzenia i jednolita grubość ścianki, minimalizują wady, takie jak wypaczenia i ślady zapadnięć.
“Injection molding design has no impact on production costs.”Fałsz
Konstrukcja bezpośrednio wpływa na zużycie materiału, czas cyklu i żywotność narzędzia, z których wszystkie przyczyniają się do ogólnego kosztu produkcji.
Dlaczego warto projektować dla formowania wtryskowego?
Injection molding design is the DFM discipline that makes plastic parts manufacturable, repeatable, and cost-controlled before tooling starts.
Projektowanie pod kątem formowania wtryskowego obniża koszty produkcji i zwiększa trwałość poprzez optymalizację złożoności formy i cech materiału. Korzyści obejmują szybszą produkcję, większą precyzję i skalowalność, co ma kluczowe znaczenie dla branży motoryzacyjnej, dóbr konsumpcyjnych i elektronicznej.
Określenie złożoności produkcji
Patrząc na projekt, projektanci i inżynierowie produktu mogą przewidzieć, co może pójść nie tak podczas produkcji. Projekt mówi im, czego mogą się spodziewać, dzięki czemu mogą zmniejszyć niepewność przed rozpoczęciem wytwarzania produktu.
Ponadto wiedza o tym, jak skomplikowany jest produkt, może pomóc im określić, jak powinna wyglądać forma. W ten sposób mogą zaprojektować i wykonać odpowiednią formę dla produktu, który chcą wytworzyć.
Zapewnienie wykonalności produkcji
Podczas projektowania i produkcji części z tworzyw sztucznych nie wiadomo, czy zaprojektowana część nadaje się do produkcji. Projekt formowania wtryskowego może powiedzieć, czy metoda produkcji jest wykonalna.
Dzięki temu można dowiedzieć się, czy wystąpią problemy produkcyjne, w których część utknie w formie. Co ważniejsze, pozwala to zaoszczędzić czas i pieniądze, dzięki czemu można produkować taniej i szybciej.
Zapobieganie awariom części
If you don’t design your injection molded parts properly, they won’t work right or look good. They might not do what they’re supposed to do because of injection molding defects or other mechanical failures. Injection molding design guidelines will help you pick the right molding parameters and avoid big problems that will make your parts not work.
“Designing for injection molding ensures superior product consistency.”Prawda
Uwzględnienie elementów projektu, takich jak przepływ materiału i chłodzenie formy, zwiększa jednorodność produkcji, co skutkuje stałą jakością produktu.
“All products can be designed for injection molding without constraints.”Fałsz
Nie wszystkie konstrukcje nadają się do formowania wtryskowego ze względu na ograniczenia materiałowe i złożoność części, co wymaga indywidualnych rozważań projektowych.
Jakie są aspekty projektowania części formowanych wtryskowo?
Rozważania dotyczące projektowania części formowanych wtryskowo mają kluczowe znaczenie dla zapewnienia funkcjonalności produktu, możliwości produkcji i opłacalności.
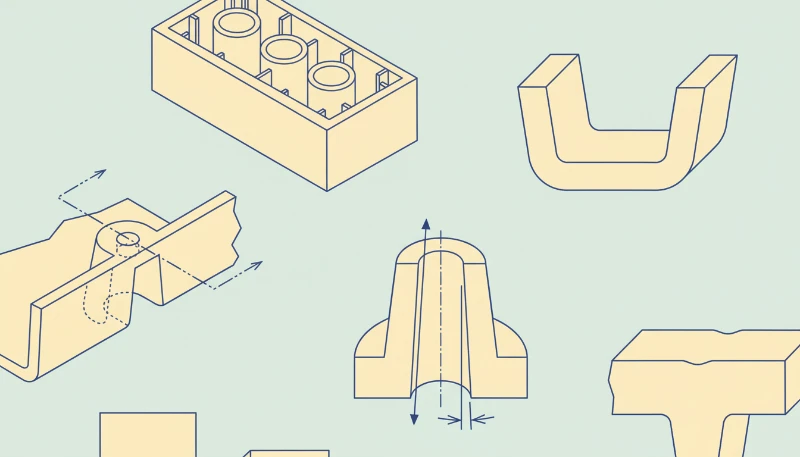
Kluczowe kwestie związane z częściami formowanymi wtryskowo obejmują wybór materiału, grubość ścianki, kąty pochylenia, rozmieszczenie bramy i konstrukcję żeber, z których wszystkie wpływają na integralność strukturalną, możliwość produkcji, jakość produktu i koszty.
Grubość ścianki komory
Jest to jedna z najważniejszych rzeczy, o których należy pomyśleć podczas projektowania części formowanej wtryskowo. Grubość ścianki wpływa na wiele rzeczy związanych z częścią, takich jak jej działanie, wygląd i koszt.
So, you need to figure out the right wall thickness based on how the part needs to work. You need to think about how much stress the part can take and how long it needs to last to figure out the thinnest wall you can get away with.
Ogólną zasadą jest utrzymywanie jednolitej grubości ścianki w całej formowanej wtryskowo części. W idealnym przypadku grubość ścianki powinna wynosić od 1,2 mm do 3 mm. Jeśli ścianki są zbyt cienkie, potrzebne będzie wysokie ciśnienie tworzywa sztucznego i wystąpi kawitacja. Jeśli ścianki są zbyt grube, wydłuża się czas cyklu i zużywa się więcej materiału, co wiąże się z wyższymi kosztami.
Za każdym razem, gdy część zmienia grubość ścianki, należy upewnić się, że przejście między częściami jest ładne. Można to zrobić, umieszczając fazki na skośnych krawędziach lub narożnikach. Podobnie, użycie zaokrągleń na zaokrągleniach lub narożnikach zapewni, że stopiony plastik całkowicie wypełni formę i równomiernie ostygnie.
Linia rozstania
The linia podziału3 to miejsce, w którym spotykają się dwie połówki formy, tworząc produkt końcowy. Jeśli istnieje jakiekolwiek niedopasowanie lub niewspółosiowość w projekcie linii podziału, może to spowodować wady wypływki w formowanej części. Dlatego ważne jest, aby zaprojektować prostą i prostą linię podziału, aby zminimalizować te wady. Proste linie podziału są łatwiejsze do wykonania, wymagają mniej konserwacji i mogą zapewnić lepsze ogólne wykończenie produktu końcowego.
Podczas projektowania linii podziału zazwyczaj najlepiej jest umieścić ją na ostrej krawędzi, a nie na zaokrąglonej powierzchni. Pomaga to uniknąć konieczności stosowania form o wąskich tolerancjach, co może zwiększyć koszty produkcji. Warto również pomyśleć o tym, jak linia podziału będzie wyglądać na gotowym produkcie.
Należy zaprojektować go tak, aby był jak najbardziej niewidoczny i nie przechodził przez żadne krytyczne powierzchnie lub elementy, takie jak tekst lub logo. Pomoże to upewnić się, że gotowy produkt wygląda tak, jak chcesz i pomoże Ci tworzyć lepsze części za pomocą formowania wtryskowego.
Kąty zanurzenia
The draft angle on the surface of an injection molded part allows for easy removal from the mold without damage. The required draft angle depends on factors such as wall thickness, material shrinkage, post-processing finishing needs, etc.
Średnia głębokość zanurzenia powinna wzrastać o 1 stopień na cal głębokości, ale co najmniej 1,5 do 2 stopni jest zwykle bezpieczne dla większości części. Ciężkie tekstury mogą wymagać do 5 stopni na cal głębokości. Nieodpowiedni ciąg może prowadzić do defektów kosmetycznych, takich jak ślady przeciągania.
Podczas projektowania części formowanych wtryskowo za pomocą systemu CAD można dodawać kąty pochylenia. Jednak najlepiej jest to zrobić na końcowych etapach projektowania, aby zminimalizować złożoność.
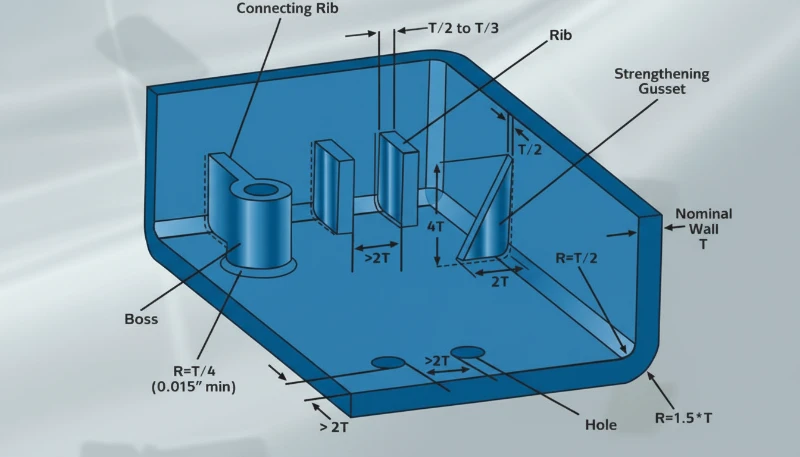
Żebra i szefowie
Żebra służą do wzmocnienia ścian części, w których dwie ściany stykają się pod kątem 90 stopni. Dzięki nim część jest mocniejsza i może utrzymać większy ciężar. Wypustki to podniesione obszary na części, które służą do mocowania i wyrównywania innych części. Sprawiają również, że część jest mocniejsza w obszarach takich jak otwory na śruby i szczeliny.
The base thickness of the support ribs should be no more than two-thirds of the thickness of the adjacent wall. The rib height should not exceed 2.5 times the nominal wall thickness (2.5T). Shrinkage must be taken into account. To avoid sink marks, the thickness of the boss should not exceed 60% of the overall wall thickness.
Lokalizacja i typy bramek
Brama w formowaniu wtryskowym jest bardzo ważną częścią, która jest bezpośrednio połączona z plastikową częścią i kontroluje przepływ stopionej żywicy do wnęki. Rozmiar, kształt i położenie bramy mają duży wpływ na gotowy produkt. Wpływa na jego wytrzymałość i wygląd.
Istnieją cztery powszechne typy konstrukcji bramek stosowanych w różnych rodzajach form wtryskowych: krawędź, sub, gorąca końcówka i wlew. Jak sama nazwa wskazuje, bramy krawędziowe znajdują się na krawędzi płaskiej części i pozostawiają bliznę na linii podziału.
Bramy podrzędne są powszechne i występują w różnych odmianach, takich jak bramy bananowe, bramy uśmiechnięte i bramy tunelowe. Wymagają one kołków wypychających do automatycznego przycinania i pomagają odsunąć lokalizację bramki od linii podziału w celu lepszego wypełnienia.
Bramki gorącej końcówki są używane tylko w przypadku form wtryskowych gorącokanałowych. Zazwyczaj znajdują się one w górnej części formy dla okrągłych lub stożkowych geometrii. Z drugiej strony, bramki są idealne do dużych cylindrycznych form jednogniazdowych. Zwykle pozostawiają duże blizny w punktach styku, ale są łatwe w produkcji i utrzymaniu.
Projekt i rodzaj używanej bramki zależy od projektu części, wybranego materiału, potrzebnych wymiarów i wyglądu części. Jedną rzeczą, o której należy pamiętać, jest umieszczenie bramki w miejscu, w którym nie spowoduje ona dużego naprężenia lub uszkodzenia części.
Chcesz także uniknąć konieczności odcinania części od prowadnicy i umieścić bramkę w najgrubszej części części, aby dobrze się wypełniła. Czasami potrzebna jest więcej niż jedna bramka, w zależności od wielkości części, jej kształtu i rodzaju używanego tworzywa sztucznego.
Kołki wypychacza
Jest to krytyczna część konfiguracji formowania wtryskowego i pomaga wypchnąć część z formy po jej wystarczającym schłodzeniu. Często pozostawiają ślady na części. Dlatego należy zaprojektować je na płaszczyźnie prostopadłej do kierunku ruchu sworznia.
Part shape, draft angle, waThe gate in injection molding is a very important part that is directly connected to the plastic part and controls the flow of molten plastic resin into the cavity. The size, shape, and location of the gate have a big impact on the finished product. It affects how strong it is and how it looks.
Na przykład bardziej lepka żywica będzie wymagała większej siły rozformowywania. Podobnie, bardziej miękki polimer z tworzywa sztucznego będzie wymagał szerszych lub większej liczby kołków, aby pomóc w rozłożeniu siły rozformowywania w celu uniknięcia wad formowania.
Podcięcia i gwinty
Undercuts and threads are recessed or overhanging features that make it difficult for a plastic part to be ejected from the mold with a single pull. The design should ensure that the part can be ejected with a single, one-way pull. Doing so will help keep injection molding costs low. Therefore, it is important to avoid threads and undercuts when designing injection molded parts.
Aby uniknąć podcięć, ustaw elementy równolegle do linii ciągnienia i włącz do projektu podnośniki i prowadnice. Podnośniki pomagają uwolnić wewnętrzne podcięcia bez przeciągu. Po schłodzeniu części podnośniki mogą naciskać w górę pod kątem, aby usunąć podcięcia z formy. Prowadnice, z drugiej strony, używają kątowych kołków przymocowanych do rdzenia formy, aby uwolnić zewnętrzne podcięcia.
Zaokrąglone narożniki
Aby formowanie wtryskowe było bardziej wydajne i lepszej jakości, projektanci i inżynierowie powinni stosować zaokrąglone elementy zamiast ostrych narożników i krawędzi. Ostre krawędzie wymagają większego nacisku do wypełnienia, co może uszkodzić część i spowodować wady podczas wyrzucania. Zaokrąglone narożniki wewnętrzne i zewnętrzne pomagają w lepszym przepływie tworzywa sztucznego, co zmniejsza naprężenia i pękanie.
Promień narożnika wewnętrznego powinien wynosić co najmniej 50% grubości sąsiedniej ściany. Zewnętrzne narożniki, z drugiej strony, powinny wynosić 150% grubości sąsiedniej ściany. W przypadku elementów pionowych, takich jak występy i zatrzaski, podstawa powinna być zaokrąglona. Promień piasty powinien wynosić 25% sąsiedniej ściany, z minimalnym promieniem 0,015 cala (0,381 mm).
Wykończenie powierzchni
Części z tworzyw sztucznych mogą mieć różne wykończenia powierzchni. Wykończenia te wpływają na teksturę, wygląd i dotyk części. Wybór odpowiedniego wykończenia jest ważny na etapie projektowania. Określa on potrzebne narzędzia i materiały. Szorstkie wykończenia wymagają wyższych kątów pochylenia.
Mają one również wpływ na wybrany materiał. Może być konieczne przygotowanie powierzchni formy, aby uzyskać pożądane wykończenie. Wszelkie niedoskonałości powierzchni formy będą widoczne na części. Im więcej pracy trzeba wykonać po wyjęciu części z formy, tym więcej będzie ona kosztować i tym dłużej potrwa jej wykonanie.
Wybór materiału
Formowanie wtryskowe polega na wykorzystaniu różnych rodzajów żywic z tworzyw sztucznych, z których każda ma swoje unikalne właściwości fizyczne i mechaniczne. Wybrany materiał określi sposób, w jaki część będzie działać w zamierzonym środowisku. Wybierając materiał do formowania wtryskowego, należy wziąć pod uwagę takie kwestie jak skurcz materiału, dopasowanie i koszt.
Skurcz plastiku jest różny dla każdego rodzaju plastiku i sposobu jego przetwarzania, co może wpływać na działanie i wygląd części. Należy również zastanowić się, jak dobrze tworzywo sztuczne można połączyć za pomocą takich elementów jak śruby i spawanie.
Chociaż ważne jest, aby mieć odpowiednie właściwości plastiku, należy również pomyśleć o tym, ile kosztuje uzyskanie plastiku, przekształcenie go w część i wykończenie go, aby można było go wykonać za jak najmniejszą kwotę.
“Uniform wall thickness is crucial in injection molding design.”Prawda
Jednolita grubość ścianek minimalizuje naprężenia i wypaczenia, zapewniając spójną i wysokiej jakości produkcję części.
“Draft angles are not necessary for injection molding parts.”Fałsz
Kąty zanurzenia ułatwiają uwalnianie części z formy, zmniejszając ryzyko uszkodzenia podczas wyrzucania.
Jakie są wytyczne dotyczące projektowania form wtryskowych?
Skuteczne projektowanie form wtryskowych ma kluczowe znaczenie dla wydajnej i spójnej produkcji wysokiej jakości części z tworzyw sztucznych w różnych branżach.
Kluczowe wytyczne dotyczące projektowania form wtryskowych: wybór odpowiednich materiałów, zapewnienie skutecznych systemów chłodzenia i optymalizacja wyrzucania części. Praktyki te poprawiają wydajność, redukują defekty i zwiększają trwałość procesu formowania.
From our factory design reviews, the ZetarMold in-house mold manufacturing facility lets our engineers connect wall thickness, draft, gate location, cooling, and ejection decisions before steel is cut. For DFM-sensitive parts, 8 senior engineers can review tooling risk, and our production planning can compare the design against 47 injection molding machines before quoting and sampling.
Podstawa formy i układ wnęki
Oprzyrządowanie formy składa się z podstawy formy, gniazda, wkładu rdzenia i innych części. Podstawa formy jest jej fundamentem, podczas gdy wnęka i wkładka rdzeniowa kształtują część. Konstrukcja oprzyrządowania formy wpływa na dokładność i spójność procesu formowania. Obróbka CNC pozwala uzyskać precyzyjne pionowe ścianki niezbędne do skomplikowanych form wtryskowych z tworzyw sztucznych.
Forma musi być wytrzymała, łatwa w utrzymaniu i łatwa do rozebrania i złożenia w celu naprawy i konserwacji. Oprzyrządowanie formy musi być wykonane z precyzją, aby upewnić się, że wnęka i rdzeń są prawidłowo ustawione. Układ wnęki ramy formy musi również umożliwiać dostęp do pustych i rdzeniowych wkładek w celu łatwej konserwacji i napraw. Zmniejsza to liczbę wad i sprawia, że części są lepsze.
Konstrukcja układu chłodzenia
Układ chłodzenia ma duże znaczenie w projektowaniu form wtryskowych. Kontroluje on temperaturę gniazda formy i tworzywa sztucznego. Chłodzenie jest ważne, ponieważ pomaga zestalić tworzywo sztuczne i kontrolować skurcz.
The cooling system design should ensure that the mold cavity is cooled evenly. The cooling channels should be designed close to the areas that take longer to cool so that they don’t interfere with the gate and runner system. The machinist should also optimize the design to achieve the shortest cycle time possible.
Konstrukcja prowadnicy i bramy
System prowadnic i bram kontroluje sposób, w jaki stopione tworzywo sztuczne wpływa do gniazda formy. Brama to miejsce, w którym tworzywo sztuczne trafia do wnęki, a system prowadnic pomaga tworzywu dotrzeć do bramy. Konstrukcja bramy i systemu prowadnic wpływa na to, jak dobrze działa proces formowania i jak dobry jest gotowy produkt.
Rozmiar, umiejscowienie i kształt bramy powinny optymalizować przepływ materiału, minimalizować naprężenia części i zapobiegać defektom części. System prowadnic powinien minimalizować spadek ciśnienia, zapewniać równomierną dystrybucję materiału i unikać martwych punktów, w których tworzywo sztuczne może się gromadzić i powodować wady.
Konstrukcja systemu wyrzucania
The ejector system is what gets the part out of the mold. When you design the ejector system, you have to think about the shape of the part, how many undercuts it has, and how strong it is. You can use ejector pins, sleeves, or hydraulic ejector systems to make sure the part doesn’t get messed up when you take it out.
Należy również zaprojektować system wyrzutnika tak, aby był w stanie przyjąć siłę potrzebną do wyciągnięcia części z formy. Należy również zastanowić się, gdzie system wyrzutnika znajduje się w stosunku do bramy i systemu kanałów, aby nie przeszkadzał.
Materiały formy i obróbka powierzchni
Materiał użyty do wykonania formy będzie miał wpływ na jej trwałość i wygląd części. Potrzebujesz materiału, który wytrzyma duże ilości ciepła, dobrze rozprowadza ciepło i nie zużywa się. Wybór odpowiedniego materiału może pomóc w szybszym wytwarzaniu części, wydłużeniu żywotności formy i tworzeniu lepszych części.
Każda forma jest inna i wymaga starannego przemyślenia podczas jej tworzenia. Używane materiały muszą być odpowiednio obrobione, aby uniknąć wad powierzchniowych, które pojawią się na formowanej części.
Musisz pozbyć się śladów pozostawionych przez frez na powierzchni formy, wykonując więcej prac wykończeniowych, takich jak piaskowanie lub polerowanie. Ilość prac wykończeniowych wpływa na koszt i czas wykonania formy.
“Injection mold design affects the cooling time of the molded part.”Prawda
Odpowiednia konstrukcja formy zapewnia równomierne chłodzenie, co skraca czas cyklu i poprawia jakość części.
“Injection mold design has no impact on product quality.”Fałsz
Przemyślana konstrukcja formy bezpośrednio wpływa na jakość części, zapewniając stały przepływ materiału i równomierne chłodzenie.
Jakie są najczęstsze problemy z projektowaniem form wtryskowych i ich rozwiązania?
Formowanie wtryskowe jest złożonym procesem z różnymi potencjalnymi wyzwaniami projektowymi, które mogą mieć wpływ na jakość produktu i wydajność produkcji.
Typowe problemy związane z formowaniem wtryskowym, takie jak wypaczenia, ślady zapadania i wypływki, można złagodzić poprzez optymalizację temperatury formy, dostosowanie czasu chłodzenia i zapewnienie odpowiedniego odpowietrzenia w celu zwiększenia spójności produktu i zmniejszenia liczby wad.
Flash
Błysk to dodatkowy plastik na powierzchni podziału formy lub sworzniu wypychacza.
Przyczyny błysku
niewystarczająca siła docisku, problemy z formą, złe warunki formowania, nieprawidłowa konstrukcja układu wydechowego.
Rozwiązania
Konstrukcja formy: Zaprojektuj formę tak, aby mogła się szczelnie zamknąć po zaciśnięciu. Sprawdź rozmiar otworu wylotowego i oczyść powierzchnię formy.
Maszyna do formowania wtryskowego: ustawić wtryskarkę o odpowiednim tonażu.
Proces formowania: wydłużyć czas wtrysku, zmniejszyć prędkość wtrysku, zmniejszyć temperaturę cylindra i dyszy, zmniejszyć ciśnienie wtrysku i ciśnienie podtrzymania.
Srebrne smugi
Srebrne smugi powstają, gdy woda, powietrze lub zwęglony materiał są rozprowadzane na powierzchni części w kierunku przepływu.
Przyczyny srebrnych smug
Zawartość wilgoci w surowcu jest zbyt wysoka, powietrze jest uwięzione w surowcu, degradacja polimeru: materiał jest zanieczyszczony; temperatura beczki jest zbyt wysoka; objętość wtrysku jest niewystarczająca.
Rozwiązania
Treść: Wysuszyć surowiec w oparciu o dane dostarczone przez dostawcę surowca przed formowaniem wtryskowym.
Konstrukcja formy: Upewnij się, że jest wystarczająco dużo otworów wentylacyjnych.
Proces formowania: Wybierz odpowiednią wtryskarkę i formę, całkowicie wyczyść stary materiał z cylindra podczas wymiany materiałów, ulepsz układ wydechowy i obniż temperaturę topnienia, ciśnienie wtrysku lub prędkość wtrysku.
Dent
Wgniecenie ma miejsce, gdy powierzchnia części jest wklęsła na grubości ścianki.
Przyczyny powstawania wgnieceń
Ciśnienie wtrysku lub ciśnienie utrzymywania jest zbyt niskie, czas utrzymywania lub czas chłodzenia jest zbyt krótki, temperatura stopu lub temperatura formy jest zbyt wysoka, a konstrukcja części jest niewłaściwa.
Rozwiązania
Struktura projektu: Pofałduj powierzchnię, która jest łatwa do wgniecenia, zmniejsz rozmiar grubej ścianki części, zminimalizuj stosunek grubości do średnicy, stosunek grubości sąsiedniej ścianki powinien być kontrolowany na poziomie 1,5 ~ 2 i spróbuj wykonać płynne przejście, przeprojektuj grubość żeber wzmacniających, otworów stożkowych i żeber narożnych, a ich grubość jest ogólnie zalecana jako 40-80% podstawowej grubości ścianki.
For weld defects, review causes and solutions of weld marks, then adjust injection pressure, holding pressure, gate size, or gate position based on flow evidence.
Weld Mark
Ślad spawu powstaje, gdy dwa strumienie materiału spotykają się i spawają ze sobą, powodując defekt na powierzchni.
Przyczyny powstawania śladów spoin
Jeśli w części znajdują się otwory, wkładki lub tryb formowania wtryskowego z wieloma bramkami, lub jeśli grubość ścianki części jest nierówna, mogą pojawić się ślady spawania.
Rozwiązania
Materiał:Sprawiają, że plastik lepiej płynie.
Projekt produktu: Zmiana sposobu wytwarzania produktu i grubości ścianek.
Konstrukcja formy: Przesuń miejsce, w którym plastik wchodzi do formy i dodaj miejsca, w których powietrze może się wydostać.
Warunki procesu: Plastik powinien być gorętszy i używać mniej substancji, aby nie przywierał do formy. Ślady przypalenia powstają, gdy powietrze w formie nie może wydostać się wystarczająco szybko i plastik pali się pod koniec przepływu.
Wypaczenie i deformacja
Odkształcenie wypaczające ma miejsce, gdy kształt formowanej wtryskowo rzeczy zostaje zepsuty i wypacza się nierównomiernie, co nie jest tym, czego chcesz. Jest to jedna z rzeczy, które mogą pójść źle podczas tworzenia rzeczy za pomocą form wtryskowych.
“Warping is a common issue in injection molding.”Prawda
Warping occurs due to uneven cooling, leading to parts becoming distorted. It’s often addressed by adjusting cooling times and mold temperatures.
“Sink marks can only be fixed by redesigning the mold.”Fałsz
Ubytki można również zredukować poprzez dostosowanie parametrów procesu, takich jak ciśnienie pakowania i czas chłodzenia, wraz z dostosowaniem projektu formy.
What should engineers do before releasing the design?
A release-ready design is DFM-approved after checking walls, draft, gates, parting line, cooling, ejection, shrinkage, and inspection.
This will give you a detailed understanding of what you need and how to complete the process. The injection molding design rules discussed in this article will help you optimize the process, ensure cost-effective production and reduce cycle times. See our Injection Mold Complete Guide for a comprehensive overview.

Często zadawane pytania
Jaka jest najważniejsza zasada w projektowaniu form wtryskowych?
The most important rule is to keep the part easy to fill, cool, eject, and inspect without adding unnecessary tooling complexity. Uniform wall thickness, practical draft angles, clear parting-line decisions, and realistic gate placement usually matter more than adding many small features. A design that looks acceptable in CAD can still fail in production if it creates trapped air, uneven cooling, high ejection force, or cosmetic defects. Before release, the design should be reviewed with both product function and mold manufacturing constraints in mind.
Jaki kąt odciągu powinien być stosowany w części formowanej wtryskowo?
A practical starting point is to use at least 1 to 2 degrees of draft on most vertical faces, then increase the angle for deeper walls, textured surfaces, or materials that shrink tightly onto the core. The exact value depends on part depth, surface finish, resin shrinkage, and ejection direction. Draft should be added early because late changes can move parting lines, alter shutoffs, and affect appearance. If a surface must remain straight, the toolmaker should review whether polishing, ejector layout, or material choice can reduce release risk.
Dlaczego grubość ściany ma tak duże znaczenie?
Wall thickness controls filling pressure, cooling time, shrinkage, sink marks, warpage, and material consumption. Thick areas cool slowly and can create sink or internal voids, while thin areas may short-shot or show weak weld lines if the melt freezes too quickly. The safest design usually keeps walls as uniform as possible and uses ribs, bosses, or gradual transitions instead of sudden thick sections. When thickness must change for strength, the transition should be smooth enough for resin flow and predictable cooling.
Kiedy projekt powinien wykorzystać żebra zamiast grubszych ścian?
Ribs are useful when the part needs stiffness but a thicker wall would create sink marks, longer cooling time, or excess material cost. A rib should normally be thinner than the adjacent wall, include draft, and connect with enough radius to avoid stress concentration. Ribs also need spacing so steel can be manufactured and polished properly. If a feature needs both strength and a cosmetic surface, rib placement should be reviewed against gate location, flow direction, and potential read-through marks on the show side.
Co kupujący powinni zapytać dostawcę przed rozpoczęciem produkcji narzędzi?
Buyers should ask whether the supplier has reviewed wall thickness, draft, parting line, gate location, ejector placement, cooling layout, material shrinkage, tolerance stack-up, and cosmetic expectations before steel is cut. They should also ask which risks require DFM changes and which can be handled during sampling. A clear review before tooling is cheaper than correcting a finished mold after defects appear. For production parts, the supplier should connect design decisions with cycle time, inspection method, maintenance access, and expected tool life.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → Use our injection molding process guide for process context and our injection molding supplier sourcing guide before comparing pricing.
-
wall thickness: Wall thickness is a core design dimension that controls filling pressure, cooling time, shrinkage, sink marks, and part stiffness. ↩
-
draft angle: Draft angle refers to the taper added to vertical faces so the molded part can release from the tool without scuffing or sticking. ↩
-
parting line: parting line refers to a parting line is the visible boundary where two mold halves meet and where flash, mismatch, or cosmetic risk can appear. ↩







