 Przejdź do treści
Przejdź do treści 

Ciśnienie wtrysku jest ważnym czynnikiem w procesie napełniania i formowania stopu tworzywa sztucznego. Jego rolą jest pokonanie oporu, jaki stop tworzywa sztucznego napotyka podczas przepływu przez cylinder, dyszę, układ wlewowy i wnękę formy, nadanie stopowi odpowiedniej prędkości napełniania oraz zagęszczenie stopu, co zapewnia jakość wyrobów wtryskowych. forma wtryskowaed products.
Avoiding these and other injection molding defects is all about using the right mold manufacturer and having a part manufacturer that has the right quality assurance to catch these defects and troubleshoot them.
Na przykład w przemyśle motoryzacyjnym, niewykwalifikowane części z tworzyw sztucznych bezpośrednio prowadzą do obniżenia jakości samochodu, a nawet zagrażają bezpieczeństwu ludzkiego życia.
W związku z tym bardzo ważne jest zbadanie procesu powstawania linii spawalniczych i czynników na nie wpływających oraz znalezienie sposobów na wyeliminowanie linii spawalniczych.

Mechanizm powstawania linii spawu
Plastic products in the injection molding process, found in the plastic melt filling the cavity, such as two or more strands of melt in the first part of the meeting have been cooled so that they can not be completely integrated, it will be at the intersection of the groove, the formation of melt marks.
"Linie spawania" produktów z tworzyw sztucznych odnoszą się do trójwymiarowego obszaru, w którym struktura morfologiczna i właściwości mechaniczne dwóch pasm stopionego materiału stykają się ze sobą, co jest całkowicie odmienne od innych części.

Najczęściej spotykane linie spawania w częściach formowanych wtryskowo są dwojakiego rodzaju:
One is the melt joint marks formed at the meeting of the melt fronts entering the cavity from different gates, called cold melt joint marks, when two or more gates are used to reduce the melt flow and mold filling time due to the structural characteristics or large size of the injection molded parts.
Innym jest to, że gdy wnęka jest wyposażona w rdzenie i wkładki, stopiony w niskiej temperaturze materiał jest dzielony na dwa pasma podczas omijania tej przeszkody, a dwa stopione pasma łączą się ponownie po ominięciu przeszkody, tworząc ślady spoiny, zwane gorącymi śladami spoiny.

Przyczyny powstawania śladów zgrzewania na produktach z tworzyw sztucznych
1. Stopione tworzywo sztuczne przechodzące przez bramę z dużą prędkością wchodzi bezpośrednio do wnęki, następnie dotyka powierzchni wnęki i utwardza się, a następnie jest popychane przez kolejne stopione tworzywo sztuczne, pozostawiając w ten sposób ślady węża.
2. When the injection mold design adopts a multi-gate feeding scheme, the plastic melt flow fronts converge with each other; in the area of holes and obstacles, the melt flow fronts will also be divided into two; uneven uniform wall thickness will also lead to weld marks.
3. Gdy używana jest boczna brama i nie ma obszaru stagnacji materiału lub jest on niewystarczający po przejściu tworzywa sztucznego przez bramę, łatwo powstają ślady rozpylania.

Rozwiązania dla śladów spawów na produktach z tworzyw sztucznych
1. Zmniejszenie liczby bramek.
2. Wyreguluj położenie bramki.
3. Dodaj studzienki przelewowe materiału w pobliżu części zgrzewanej, przesuń linię zgrzewania do studzienek przelewowych, a następnie ją usuń.
4. Zwiększenie wydechu w obszarze linii zgrzewania w celu szybkiego usunięcia powietrza i substancji lotnych z tej części. Podnieść temperaturę materiału i formy, aby zwiększyć płynność tworzywa sztucznego i podnieść temperaturę materiału podczas stapiania.
5. Zmień lokalizację i liczbę bramek, aby przenieść lokalizację linii spawania w inne miejsce.
6. Zwiększyć prędkość wtrysku.
7. Zwiększyć ciśnienie wtrysku i rozmiar układu zalewania.
8. Ograniczenie stosowania środków antyadhezyjnych.
9. Skrócić odległość między bramą a obszarem spawania.
10. Wyreguluj położenie bramki tak, aby stopiony plastik uderzył w sworzeń lub ścianę po przejściu przez bramkę.
11. Zmiana kształtu bramy na bramę nakładającą się lub bramę z występami z wystarczającym obszarem stagnacji w obszarze bramy.
12. Zwolnić początkową prędkość wtrysku stopionego tworzywa sztucznego.
13. Zwiększyć grubość/powierzchnię przekroju bramki, tak aby czoło przepływu materiału tworzyło się natychmiast.
14. Podnieść temperaturę formy, aby zapobiec szybkiemu utwardzeniu materiału.

Czynniki wpływające na powstawanie śladów topnienia i środki mające na celu poprawę ich eliminacji
Ponieważ ślady topnienia mają istotny wpływ na jakość części z tworzyw sztucznych, przeprowadzono wiele badań nad mechanizmem ich powstawania i oceną wydajności, a także zaproponowano różne rozwiązania.
a. Wpływ temperatury
Zwiększenie temperatury może przyspieszyć proces relaksacji polimeru i skrócić czas splątania łańcucha molekularnego, co bardziej sprzyja pełnej fuzji, dyfuzji i splątaniu cząsteczek na przednim końcu materiału, poprawiając w ten sposób wytrzymałość obszaru blizny spoiny.
Udowodniono, że zwiększenie temperatury topnienia jest korzystne dla zmniejszenia głębokości karbu V na powierzchni części z tworzywa sztucznego, a głębokość karbu V zmniejsza się z 7 μm do 3 μm, gdy temperatura topnienia wzrasta z 220 ℃ do 250 ℃.
The effect of temperature on the tensile capacity of melt marks of PA66 injection molded products containing 33% glass fiber reinforcement was studied and found that: the tensile strength of specimens with and without melt marks increased with the increase of melt temperature.
Wpływ zmiany temperatury na wytrzymałość na rozciąganie śladów spawów nie jest liniowy, a wytrzymałość na rozciąganie śladów spawów zmienia się znacząco wraz ze wzrostem temperatury, gdy temperatura jest stosunkowo niska (np. 70 ℃);
Jednak zmiana ta jest stosunkowo płaska, gdy temperatura wzrasta do pewnego stopnia.
Podobne wnioski uzyskano dla eksperymentów z PA66 (35% wzmocniony włóknem szklanym), przy użyciu ABS.
Using simulations it was found that mold temperature and melt temperature of the injection molding machine did not have the same effect on the strength of weld marks formed by different materials.
Wykorzystując połączenie eksperymentów i symulacji, stwierdzono, że spośród parametrów procesu formowania wtryskowego, temperatura topnienia miała największy wpływ na wytrzymałość śladów spoin spawalniczych części z tworzywa ABS.

b. Wpływ ciśnienia wtrysku i ciśnienia utrzymywania
Injection pressure is an important factor in the filling and molding of plastic melt. Its role is to overcome the resistance of plastic melt when it flows in the barrel, nozzle, pouring system, and cavity, to give the plastic melt sufficient filling speed, and to be able to compact the melt to ensure the quality of injection molded products.
Zwiększenie ciśnienia wtrysku pomaga pokonać opór kanału przepływowego i przenieść ciśnienie na czoło stopionego materiału, dzięki czemu stopiony materiał może zostać stopiony w miejscu spoiny pod wysokim ciśnieniem i zwiększyć gęstość w miejscu spoiny, a tym samym poprawić wytrzymałość spoiny.
Zwiększenie ciśnienia trzymania nie tylko dostarcza więcej energii kinetycznej do ruchu łańcucha molekularnego stopionego materiału, ale także promuje wzajemne wiązanie dwóch pasm stopionego materiału, zwiększając w ten sposób gęstość obszaru śladu spoiny i wytrzymałość śladu spoiny.

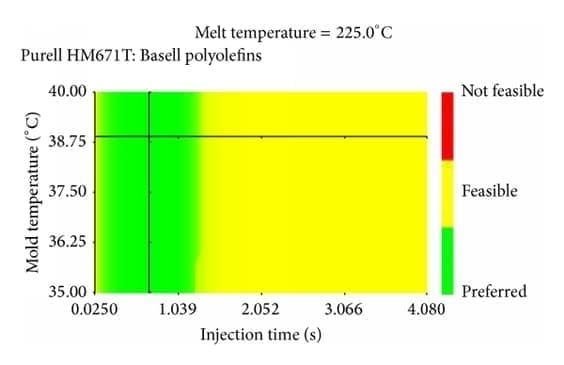
c. Wpływ prędkości wtrysku i czasu wtrysku
Zwiększenie prędkości wtrysku i skrócenie czasu wtrysku skróci czas płynięcia, zanim fronty stopu zbiegną się, zmniejszy straty ciepła i zwiększy wytwarzanie ciepła ścinającego, dzięki czemu lepkość stopu spadnie, a płynność wzrośnie, poprawiając w ten sposób wytrzymałość śladów spoiny.
Wytrzymałość śladów spawania jest bardzo wrażliwa na czas wtrysku i będzie się zwiększać wraz ze skracaniem czasu wtrysku.
Jednak prędkość wtrysku jest zbyt duża i łatwo jest wytworzyć turbulencje (pęknięcie stopu), co poważnie wpływa na wydajność plastikowych części.
Ogólnie rzecz biorąc, linia spawania formowanie wtryskowe powinno odbywać się przy niskim ciśnieniu i niskiej prędkości, a następnie prędkość formowania wtryskowego tworzyw sztucznych powinna być dostosowana do kształtu formowanej części.
W praktyce, aby skrócić cykl produkcyjny i uniknąć turbulencji, częściej stosuje się średnią lub wysoką prędkość wtrysku.

Prędkość wtrysku wpływa na zachowanie przepływu stopionego materiału we wnęce, a także na ciśnienie i temperaturę stopionego materiału we wnęce oraz wydajność produktu.
Prędkość wtrysku jest duża, stop przez system odlewania formy i szybkość przepływu wnęki jest również duża, im silniejszy materiał jest ścinany, tym większe ciepło tarcia, temperatura wzrasta, lepkość maleje, proces materiałowy jest również wydłużony, ciśnienie wnęki jest również zwiększone, wytrzymałość śladów spoin produktu jest również zwiększona.
Ponadto, gdy jednolita grubość ścianek części jest zbyt różna, przepływ płynu przez forma wtryskowa gdy opór jest różny, opór przy grubości ścianki jest mały, natężenie przepływu jest szybkie, a opór przy cienkiej ściance jest duży, natężenie przepływu jest wolne.
Ze względu na tę różnicę w natężeniu przepływu, tak że stopiwo z różnych grubości ścianek, z różnymi prędkościami przepływu zbieżności, a na koniec przy zbieżności tworzenia śladów spoiny.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







