 Zum Inhalt springen
Zum Inhalt springen 

Der Einspritzdruck ist ein wichtiger Faktor beim Füllen und Formen von Kunststoffschmelze. Seine Aufgabe besteht darin, den Widerstand der Kunststoffschmelze beim Fließen im Zylinder, der Düse, dem Angussystem und dem Hohlraum zu überwinden, der Kunststoffschmelze ausreichende Füllgeschwindigkeit zu verleihen und die Schmelze verdichten zu können, um die Qualität der Spritzgussteile sicherzustellen. Spritzgussformed products.
Avoiding these and other injection molding defects is all about using the right mold manufacturer and having a part manufacturer that has the right quality assurance to catch these defects and troubleshoot them.
In der Automobilindustrie zum Beispiel führen unqualifizierte Kunststoffteile direkt zu einer Verschlechterung der Qualität des Fahrzeugs und gefährden sogar die Sicherheit von Menschenleben.
Daher ist es von großer praktischer Bedeutung, den Entstehungsprozess von Schweißnähten und die beeinflussenden Faktoren zu untersuchen und Wege zur Beseitigung der Schweißnähte zu finden.

Der Entstehungsmechanismus von Schweißnähten
Plastic products in the injection molding process, found in the plastic melt filling the cavity, such as two or more strands of melt in the first part of the meeting have been cooled so that they can not be completely integrated, it will be at the intersection of the groove, the formation of melt marks.
Die "Schweißnähte" von Kunststofferzeugnissen beziehen sich auf den dreidimensionalen Bereich, in dem die morphologische Struktur und die mechanischen Eigenschaften der beiden Stränge des geschmolzenen Materials miteinander in Berührung kommen und der sich völlig von den anderen Teilen unterscheidet.

Bei den häufigsten Bindenähten in Spritzgussteilen gibt es zwei Grundtypen:
One is the melt joint marks formed at the meeting of the melt fronts entering the cavity from different gates, called cold melt joint marks, when two or more gates are used to reduce the melt flow and mold filling time due to the structural characteristics or large size of the injection molded parts.
Wenn der Hohlraum mit Kernen und Einsätzen ausgestattet ist, wird die Niedertemperaturschmelze beim Umgehen dieses Hindernisses in zwei Stränge geteilt, und die beiden Schmelzestränge vereinigen sich nach dem Umgehen des Hindernisses wieder, um die Schweißpunkte, die so genannten Heißschweißpunkte, zu bilden.

Ursachen von Schweißnähten auf Kunststofferzeugnissen
1. Die Kunststoffschmelze, die den Anschnitt mit hoher Geschwindigkeit passiert, tritt direkt in die Kavität ein, berührt dann die Oberfläche der Kavität und härtet aus, wird dann von der nachfolgenden Kunststoffschmelze verdrängt und hinterlässt dabei Schlangenspuren.
2. When the injection mold design adopts a multi-gate feeding scheme, the plastic melt flow fronts converge with each other; in the area of holes and obstacles, the melt flow fronts will also be divided into two; uneven uniform wall thickness will also lead to weld marks.
3. Wenn ein seitlicher Anschnitt verwendet wird und es keinen Bereich mit stehendem Material oder einen unzureichenden Bereich mit stehendem Material gibt, nachdem der Kunststoff den Anschnitt passiert hat, entstehen leicht Spritzmarken.

Lösungen für Schweißnähte auf Kunststoffprodukten
1. Reduzieren Sie die Anzahl der Gates.
2. Stellen Sie die Torposition ein.
3. Fügen Sie Materialüberlaufschächte in der Nähe des Schweißteils hinzu, verschieben Sie die Schweißlinie in die Überlaufschächte und entfernen Sie sie dann.
4. Erhöhen Sie die Absaugung im Bereich der Schweißnaht, um die Luft und die flüchtigen Bestandteile in diesem Teil schnell abzusaugen. Erhöhen Sie die Material- und Formtemperatur, um die Fließfähigkeit des Kunststoffs zu verbessern und die Materialtemperatur beim Schmelzen zu erhöhen.
5. Ändern Sie die Position und Anzahl der Tore, um die Position der Schweißnaht an eine andere Stelle zu verschieben.
6. Erhöhen Sie die Einspritzgeschwindigkeit.
7. Erhöhen Sie den Einspritzdruck und vergrößern Sie das Gießsystem.
8. Reduzieren Sie die Verwendung von Formtrennmitteln.
9. Verkürzen Sie den Abstand zwischen dem Anschnitt und dem Schweißbereich.
10. Stellen Sie die Anschnittposition so ein, dass der geschmolzene Kunststoff nach dem Durchgang durch den Anschnitt auf den Stift oder die Wand trifft.
11. Ändern Sie die Anschnittform in einen überlappenden Anschnitt oder einen Nasenanschnitt mit ausreichender Stagnationsfläche im Anschnittbereich.
12. Verlangsamen Sie die anfängliche Einspritzgeschwindigkeit der Kunststoffschmelze.
13. Vergrößern Sie die Anschnittdicke/Querschnittsfläche so, dass sich die Materialflussfront sofort bildet.
14. Erhöhen Sie die Temperatur der Form, um ein schnelles Aushärten des Materials zu verhindern.

Einflussfaktoren von Schmelzspuren und Maßnahmen zur Verbesserung ihrer Beseitigung
Da Schmelzmarkierungen einen wichtigen Einfluss auf die Qualität von Kunststoffteilen haben, wurde viel über ihren Entstehungsmechanismus und ihre Leistungsbewertung geforscht, und es wurden verschiedene Lösungen vorgeschlagen.
a. Einfluss der Temperatur
Eine Erhöhung der Temperatur kann den Entspannungsprozess des Polymers beschleunigen und die Zeit der Verschränkung der Molekülketten verkürzen, was der vollständigen Verschmelzung, Diffusion und Verschränkung der Moleküle am vorderen Ende des Materials förderlicher ist und somit die Festigkeit des Schweißnahtbereichs verbessert.
Es hat sich gezeigt, dass eine Erhöhung der Schmelzetemperatur die Tiefe der V-Kerbe auf der Oberfläche der Kunststoffteile verringert, und die Tiefe der V-Kerbe sinkt von 7 μm auf 3 μm, wenn die Schmelzetemperatur von 220℃ auf 250℃ erhöht wird.
The effect of temperature on the tensile capacity of melt marks of PA66 injection molded products containing 33% glass fiber reinforcement was studied and found that: the tensile strength of specimens with and without melt marks increased with the increase of melt temperature.
Die Auswirkung von Temperaturänderungen auf die Zugfestigkeit von Schweißnähten ist nicht linear, und die Zugfestigkeit von Schweißnähten ändert sich erheblich mit dem Anstieg der Temperatur, wenn die Temperatur relativ niedrig ist (z. B. 70℃);
Diese Veränderung ist jedoch relativ flach, wenn die Temperatur bis zu einem bestimmten Grad ansteigt.
Ähnliche Schlussfolgerungen wurden für Versuche mit PA66 (35% glasfaserverstärkt) unter Verwendung von ABS gezogen.
Using simulations it was found that mold temperature and melt temperature of the injection molding machine did not have the same effect on the strength of weld marks formed by different materials.
Durch eine Kombination von Experimenten und Simulationen wurde festgestellt, dass von den Parametern des Spritzgießprozesses die Schmelzetemperatur die größte Auswirkung auf die Festigkeit der Schweißnähte von ABS-Kunststoffteilen hat.

b. Einfluss von Einspritzdruck und Nachdruck
Injection pressure is an important factor in the filling and molding of plastic melt. Its role is to overcome the resistance of plastic melt when it flows in the barrel, nozzle, pouring system, and cavity, to give the plastic melt sufficient filling speed, and to be able to compact the melt to ensure the quality of injection molded products.
Die Erhöhung des Einspritzdrucks trägt dazu bei, den Fließkanalwiderstand zu überwinden und den Druck auf die Schmelzefront zu übertragen, so dass die Schmelze an der Schweißnaht mit hohem Druck aufgeschmolzen werden kann und die Dichte an der Schweißnaht erhöht wird, wodurch die Festigkeit der Schweißnaht verbessert werden kann.
Die Erhöhung des Nachdrucks liefert nicht nur mehr kinetische Energie für die Bewegung der Schmelzmolekülkette, sondern fördert auch die gegenseitige Bindung der beiden Schmelzestränge, wodurch die Dichte des Schweißpunktbereichs und die Festigkeit des Schweißpunkts erhöht werden.

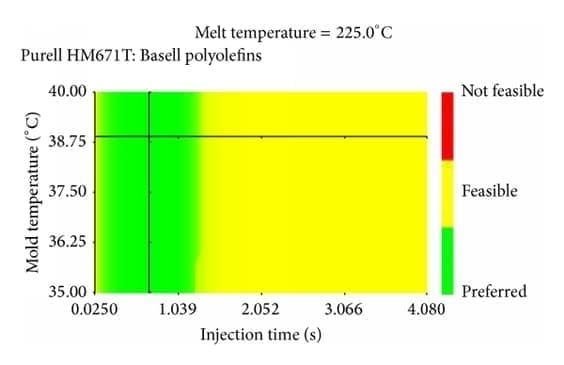
c. Einfluss von Einspritzgeschwindigkeit und Einspritzzeit
Eine Erhöhung der Einspritzgeschwindigkeit und eine Verkürzung der Einspritzzeit verkürzen die Fließzeit, bevor die Schmelzefronten zusammenlaufen, verringern den Wärmeverlust und erhöhen die Scherwärmeentwicklung, so dass die Viskosität der Schmelze sinkt und die Fließfähigkeit zunimmt, wodurch die Festigkeit der Schweißnähte verbessert wird.
Die Festigkeit der Schweißnahtmarkierungen ist sehr empfindlich gegenüber der Einspritzzeit und erhöht sich, je kürzer die Einspritzzeit ist.
Die Einspritzgeschwindigkeit ist jedoch zu hoch, und es kann leicht zu Turbulenzen (Schmelzbruch) kommen, was die Leistung der Kunststoffteile stark beeinträchtigt.
Generell gilt: Schweißnaht Spritzgießen sollte bei niedrigem Druck und langsamer Geschwindigkeit erfolgen, und dann sollte die Geschwindigkeit des Kunststoffspritzgießens entsprechend der Form des Formteils angepasst werden.
Um den Produktionszyklus zu verkürzen und Turbulenzen zu vermeiden, wird in der Praxis häufiger eine mittlere bis hohe Einspritzgeschwindigkeit verwendet.

Die Einspritzgeschwindigkeit beeinflusst das Fließverhalten der Schmelze in der Kavität, den Druck und die Schmelzetemperatur in der Kavität sowie die Leistung des Produkts.
Einspritzgeschwindigkeit ist groß, die Schmelze durch die Form Gießen System und Hohlraum Fließgeschwindigkeit ist auch groß, desto stärker das Material geschert wird, desto größer ist die Reibungswärme, die Temperatur steigt, die Viskosität sinkt, das Material Prozess ist auch verlängert, der Werkzeuginnendruck ist auch erhöht, die Stärke des Produkts Schweißnähte sind auch erhöht.
Wenn die einheitliche Wandstärke der Teile zu unterschiedlich ist, fließt die Flüssigkeit durch die Spritzgussform Hohlraum, wenn der Widerstand unterschiedlich ist, der Widerstand an der Wanddicke klein ist, ist die Durchflussrate schnell, und der Widerstand an der dünnen Wand ist groß, die Durchflussrate ist langsam.
Aufgrund dieser Unterschied in der Strömungsgeschwindigkeit, so dass die Schmelze aus verschiedenen Wandstärken, mit unterschiedlichen Strömungsgeschwindigkeiten der Konvergenz, und schließlich bei der Konvergenz der Bildung von Schweißmarken.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






