 Vai al contenuto
Vai al contenuto 

I segni di saldatura sono un fattore importante che influenza la qualità dei pezzi plastici. La ricerca ha scoperto che: nelle stesse condizioni di processo, la resistenza dell'area della linea di saldatura è solo del 10-92% del materiale originale, il che influenza gravemente l'uso normale di stampo a iniezioneprodotti ed.
Evitare questi e altri difetti di stampaggio a iniezione si riduce a utilizzare il giusto produttore di stampi e avere un produttore di parti che abbia la giusta garanzia di qualità per individuare questi difetti e risolverli.
Ad esempio, nell'industria automobilistica, le parti in plastica non qualificate portano direttamente al declino della qualità dell'auto e mettono addirittura a rischio la sicurezza della vita umana.
Pertanto, è di grande importanza pratica studiare il processo di formazione delle linee di saldatura, i fattori che le influenzano e trovare modi per eliminare le linee di saldatura.

Il meccanismo di formazione delle linee di saldatura
Prodotti plastici nel processo di stampaggio a iniezione, si è scoperto che nella fusione plastica che riempie la cavità, se due o più filamenti di fusione nella prima parte dell'incontro si sono raffreddati in modo da non poter essere completamente integrati, si formerà all'intersezione della scanalatura la formazione di segni di fusione.
Le "linee di saldatura" dei prodotti in plastica si riferiscono all'area tridimensionale in cui la struttura morfologica e le proprietà meccaniche dei due filamenti di materiale fuso entrano in contatto tra loro, completamente diversa dalle altre parti.

Le linee di saldatura più comuni nei pezzi stampati a iniezione sono di due tipi fondamentali:
Uno sono i segni di giunzione di fusione formati all'incontro dei fronti di fusione che entrano nella cavità da cancelli diversi, chiamati segni di giunzione di fusione fredda, quando vengono utilizzati due o più cancelli per ridurre il flusso di fusione e il tempo di riempimento dello stampo a causa delle caratteristiche strutturali o delle grandi dimensioni dei pezzi stampati a iniezione.
Quando la cavità è dotata di anime e inserti, la massa fusa a bassa temperatura si divide in due filamenti quando supera l'ostacolo e i due filamenti fusi si ricongiungono dopo aver superato l'ostacolo per formare i segni di saldatura, chiamati segni di saldatura a caldo.

Cause dei segni di saldatura sui prodotti in plastica
1. Il materiale plastico fuso che attraversa la porta ad alta velocità entra direttamente nella cavità, tocca la superficie della cavità e si indurisce, quindi viene spinto dal materiale plastico fuso successivo, lasciando così segni di serpeggiamento.
2. Quando la progettazione dello stampo per iniezione adotta uno schema di alimentazione a più cancelli, i fronti di flusso della fusione plastica convergono tra loro; nell'area di fori e ostacoli, i fronti di flusso della fusione verranno anche divisi in due; uno spessore della parete uniforme non omogeneo porterà anche a segni di saldatura.
3. Quando si utilizza un cancello laterale e non c'è un'area di ristagno del materiale o l'area di ristagno è insufficiente dopo che la plastica ha attraversato il cancello, è facile che si producano segni di spruzzatura.

Soluzioni per i segni di saldatura sui prodotti in plastica
1. Ridurre il numero di porte.
2. Regolare la posizione del cancello.
3. Aggiungere i pozzetti di troppopieno del materiale vicino alla parte di fusione, spostare la linea di saldatura nei pozzetti di troppopieno e quindi rimuoverla.
4. Aumentare lo scarico nell'area della linea di saldatura per evacuare rapidamente l'aria e i volatili in questa parte. Aumentare la temperatura del materiale e dello stampo per migliorare la fluidità della plastica e aumentare la temperatura del materiale durante la fusione.
5. Modificare la posizione e il numero dei cancelli per spostare la linea di saldatura in un'altra posizione.
6. Aumentare la velocità di iniezione.
7. Aumentare la pressione di iniezione e aumentare le dimensioni del sistema di versamento.
8. Ridurre l'uso di agenti distaccanti.
9. Accorciare la distanza tra il cancello e l'area di saldatura.
10. Regolare la posizione della porta in modo che la plastica fusa colpisca il perno o la parete dopo aver attraversato la porta.
11. Cambiare la forma della paratoia in una paratoia a sovrapposizione o in una paratoia ad anse con un'area di ristagno sufficiente nell'area della paratoia.
12. Rallentare la velocità iniziale di iniezione della massa plastica fusa.
13. Aumentare lo spessore della porta/area trasversale in modo che il fronte di flusso del materiale si formi immediatamente.
14. Aumentare la temperatura dello stampo per evitare un rapido indurimento del materiale.

Fattori d'influenza delle macchie di fusione e misure per migliorarne l'eliminazione
Poiché le macchie di fusione hanno un'influenza importante sulla qualità delle parti in plastica, sono state condotte numerose ricerche sul loro meccanismo di formazione e sulla valutazione delle prestazioni e sono state proposte varie soluzioni.
a. Influenza della temperatura
L'aumento della temperatura può accelerare il processo di rilassamento del polimero e ridurre il tempo di aggrovigliamento delle catene molecolari, favorendo così la fusione completa, la diffusione e l'aggrovigliamento delle molecole nella parte anteriore del materiale, migliorando così la resistenza dell'area della cicatrice del giunto di saldatura.
È stato dimostrato che l'aumento della temperatura di fusione è utile per ridurre la profondità dell'intaglio a V sulla superficie delle parti in plastica, e la profondità dell'intaglio a V diminuisce da 7μm a 3μm quando la temperatura di fusione viene aumentata da 220℃ a 250℃.
È stato studiato l'effetto della temperatura sulla capacità di trazione dei segni di fusione dei prodotti stampati a iniezione in PA66 contenenti rinforzo in fibra di vetro 33% e si è scoperto che: la resistenza alla trazione dei campioni con e senza segni di fusione aumentava con l'aumento della temperatura di fusione.
L'effetto della variazione di temperatura sulla resistenza alla trazione delle giunzioni di saldatura non è lineare e la resistenza alla trazione delle giunzioni di saldatura cambia significativamente con l'aumento della temperatura quando questa è relativamente bassa (ad esempio 70℃);
Tuttavia, questa variazione è relativamente piatta quando la temperatura sale a un certo livello.
Conclusioni simili sono state ottenute per esperimenti con PA66 (35% rinforzato con fibre di vetro), utilizzando ABS.
Utilizzando simulazioni è stato scoperto che la temperatura dello stampo e la temperatura di fusione della macchina per stampaggio a iniezione non avevano lo stesso effetto sulla resistenza dei segni di saldatura formati da materiali diversi.
Utilizzando una combinazione di esperimenti e simulazioni, è emerso che, tra i parametri del processo di stampaggio a iniezione, la temperatura di fusione ha il maggiore effetto sulla resistenza dei segni di giunzione delle parti in plastica ABS.

b. Influenza della pressione di iniezione e della pressione di mantenimento
La pressione di iniezione è un fattore importante nel riempimento e nella formatura della fusione plastica. Il suo ruolo è di superare la resistenza della fusione plastica quando scorre nella canna, nell'ugello, nel sistema di colata e nella cavità, di dare alla fusione plastica una velocità di riempimento sufficiente e di poter compattare la fusione per garantire la qualità dei prodotti stampati a iniezione.
L'aumento della pressione di iniezione aiuta a superare la resistenza del canale di flusso e a trasferire la pressione al fronte di fusione, in modo che la fusione possa essere fusa sul segno di saldatura con una pressione elevata e aumentare la densità sul segno di saldatura, migliorando così la resistenza del segno di saldatura.
L'aumento della pressione di mantenimento non solo fornisce maggiore energia cinetica al movimento della catena molecolare di fusione, ma favorisce anche il legame reciproco dei due filamenti di fusione, aumentando così la densità dell'area del segno di saldatura e la resistenza del segno stesso.

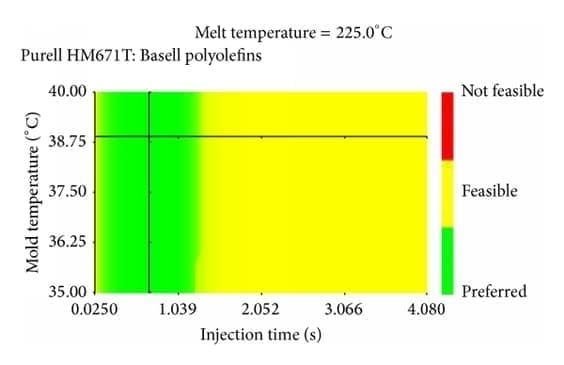
c. Influenza della velocità e del tempo di iniezione
Aumentando la velocità di iniezione e accorciando il tempo di iniezione, si riduce il tempo di flusso prima che i fronti di fusione convergano, si riduce la perdita di calore e si aumenta la generazione di calore di taglio, in modo che la viscosità della fusione diminuisca e la fluidità aumenti, migliorando così la resistenza dei segni di saldatura.
La resistenza dei segni di giunzione della saldatura è molto sensibile al tempo di iniezione e aumenta con la riduzione del tempo di iniezione.
Tuttavia, la velocità di iniezione è troppo elevata ed è facile che si verifichino turbolenze (rottura della massa fusa), che compromettono seriamente le prestazioni dei pezzi in plastica.
In generale, la linea di saldatura stampaggio a iniezione dovrebbe essere effettuata a bassa pressione e a bassa velocità, e poi la velocità di stampaggio a iniezione della plastica dovrebbe essere regolata in base alla forma del pezzo stampato.
In pratica, per abbreviare il ciclo di produzione ed evitare turbolenze, si utilizza più spesso una velocità di iniezione medio-alta.

La velocità di iniezione influisce sul comportamento del flusso della massa fusa nella cavità, nonché sulla pressione e sulla temperatura della massa fusa nella cavità e sulle prestazioni del prodotto.
La velocità di iniezione è elevata, la fusione attraverso il sistema di colata dello stampo e la portata della cavità è anch'essa elevata, più forte è il taglio del materiale, maggiore è il calore di attrito, la temperatura aumenta, la viscosità diminuisce, il processo di lavorazione del materiale è anche esteso, la pressione della cavità è anche aumentata, la forza dei segni di saldatura del prodotto è anche aumentata.
Inoltre, quando lo spessore uniforme delle pareti delle parti è troppo diverso, il flusso del fluido attraverso la parete è troppo elevato. stampo a iniezione Quando la resistenza è diversa, la resistenza in corrispondenza dello spessore della parete è piccola e la portata è veloce, mentre la resistenza in corrispondenza della parete sottile è grande e la portata è lenta.
A causa di questa differenza di portata, la fusione da spessori di parete diversi, con diverse portate di convergenza, e infine alla convergenza della formazione dei segni di saldatura.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






