 Zum Inhalt springen
Zum Inhalt springen 

Das Spritzgießdesign ist entscheidend für die Herstellung hochwertiger Kunststoffteile und beeinflusst die Funktionalität und Herstellbarkeit in verschiedenen Branchen.
Injection molding design involves optimizing part and tool design, focusing on material selection, Wandstärke1und Entformungsschräge2s for manufacturability. It’s widely used in automotive, electronics, and packaging industries.
Das Verständnis der Feinheiten des Spritzgießdesigns kann die Produktqualität und die Fertigungseffizienz erheblich verbessern. Erfahren Sie mehr über Strategien zur Optimierung der Teileleistung und der Produktionsprozesse.
- Start DFM before the mold design is frozen.
- Keep wall thickness, draft, ribs, gates, and ejection decisions connected.
- Use visual breaks and defect checks before releasing a design.
- Supplier review should link part geometry with tooling cost, cycle time, and quality risk.
“Proper injection molding design reduces manufacturing defects.”Wahr
Effektive Konstruktionsstrategien, wie z. B. angemessene Entformungswinkel und gleichmäßige Wandstärken, minimieren Fehler wie Verzug und Einfallstellen.
“Injection molding design has no impact on production costs.”Falsch
Die Konstruktion wirkt sich direkt auf den Materialverbrauch, die Zykluszeiten und die Lebensdauer der Werkzeuge aus, die alle zu den Gesamtkosten der Produktion beitragen.
Warum für das Spritzgießen entwerfen?
Injection molding design is the DFM discipline that makes plastic parts manufacturable, repeatable, and cost-controlled before tooling starts.
Die Konstruktion für das Spritzgießen senkt die Produktionskosten und erhöht die Haltbarkeit, indem die Komplexität der Form und die Materialeigenschaften optimiert werden. Zu den Vorteilen gehören eine schnellere Fertigung, verbesserte Präzision und Skalierbarkeit, die für die Automobil-, Konsumgüter- und Elektronikindustrie von entscheidender Bedeutung sind.
Fertigungskomplexität bestimmen
Anhand des Entwurfs können Produktdesigner und Ingenieure vorhersagen, was bei der Herstellung schief gehen könnte. Der Entwurf sagt ihnen, was sie zu erwarten haben, sodass sie die Unsicherheit verringern können, bevor sie mit der Herstellung des Produkts beginnen.
Wenn sie wissen, wie kompliziert das Produkt ist, können sie auch besser einschätzen, wie die Form aussehen soll. Auf diese Weise können sie die richtige Form für das gewünschte Produkt entwerfen und herstellen.
Sicherstellung der Machbarkeit der Produktion
Wenn Sie Kunststoffteile entwerfen und produzieren, wissen Sie nicht, ob das von Ihnen entworfene Teil herstellbar ist. Das Spritzgießdesign kann Ihnen sagen, ob die Herstellungsmethode machbar ist.
So können Sie herausfinden, ob Sie Probleme bei der Herstellung haben werden, wenn das Teil in der Form stecken bleibt. Und was noch wichtiger ist: Sie sparen Zeit und Geld, so dass Sie Ihr Produkt billiger und schneller herstellen können.
Vorbeugung von Teilefehlern
If you don’t design your injection molded parts properly, they won’t work right or look good. They might not do what they’re supposed to do because of injection molding defects or other mechanical failures. Injection molding design guidelines will help you pick the right molding parameters and avoid big problems that will make your parts not work.
“Designing for injection molding ensures superior product consistency.”Wahr
Die Berücksichtigung von Konstruktionselementen wie Materialfluss und Werkzeugkühlung verbessert die Einheitlichkeit der Produktion und führt zu einer gleichbleibenden Produktqualität.
“All products can be designed for injection molding without constraints.”Falsch
Aufgrund von Materialbeschränkungen und der Komplexität der Teile eignen sich nicht alle Designs für das Spritzgießen, so dass maßgeschneiderte Designüberlegungen erforderlich sind.
Was ist bei der Konstruktion von Spritzgussteilen zu beachten?
Überlegungen zum Design von Spritzgussteilen sind für die Gewährleistung der Produktfunktionalität, Herstellbarkeit und Kosteneffizienz von entscheidender Bedeutung.
Zu den wichtigsten Überlegungen für Spritzgussteile gehören Materialauswahl, Wandstärke, Entformungswinkel, Anschnittplatzierung und Rippendesign, die sich alle auf die strukturelle Integrität, die Herstellbarkeit, die Produktqualität und die Kosten auswirken.
Wanddicke der Kammer
Dies ist einer der wichtigsten Punkte, über die man nachdenken muss, wenn man ein Spritzgussteil entwirft. Die Wandstärke beeinflusst viele Aspekte eines Teils, z. B. wie es funktioniert, wie es aussieht und wie viel es kostet.
So, you need to figure out the right wall thickness based on how the part needs to work. You need to think about how much stress the part can take and how long it needs to last to figure out the thinnest wall you can get away with.
Die allgemeine Regel lautet, dass die Wandstärke im gesamten Spritzgussteil gleichmäßig sein sollte. Im Idealfall sollte die Wanddicke zwischen 1,2 mm und 3 mm liegen. Wenn die Wände zu dünn sind, ist ein hoher Kunststoffdruck erforderlich und es kommt zu Kavitation. Bei zu dicken Wänden verlängern sich die Zykluszeiten, und es wird mehr Material verbraucht, was wiederum mehr Geld kostet.
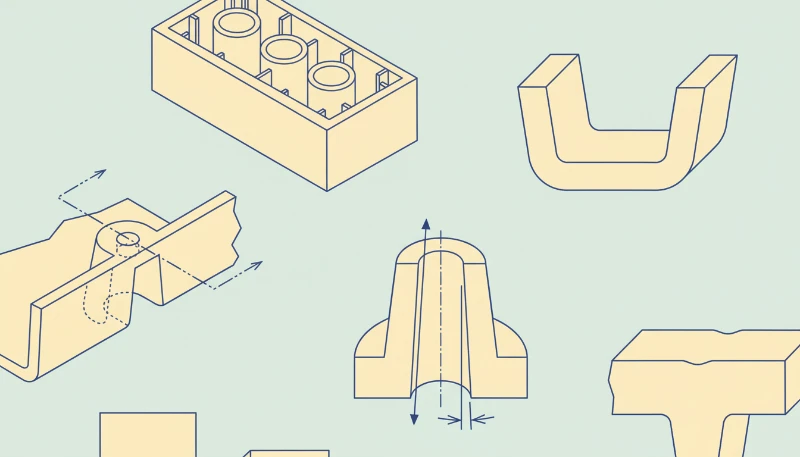
Wenn Sie ein Teil haben, dessen Wandstärke sich ändert, müssen Sie dafür sorgen, dass es einen schönen Übergang zwischen den Teilen gibt. Dies können Sie erreichen, indem Sie Ihre schrägen Kanten oder Ecken mit Fasen versehen. Ebenso stellen Sie durch die Verwendung von Verrundungen an den Ecken sicher, dass der geschmolzene Kunststoff die Form vollständig ausfüllt und gleichmäßig abkühlt.
Trennungslinie
Die Trennungslinie3 ist die Stelle, an der die beiden Hälften der Form zusammenkommen, um das Endprodukt herzustellen. Wenn die Trennebene nicht übereinstimmt oder falsch ausgerichtet ist, kann dies zu Gratdefekten im Formteil führen. Daher ist es wichtig, eine einfache und gerade Trennebene zu entwerfen, um diese Fehler zu minimieren. Einfache Trennebenen sind einfacher herzustellen, erfordern weniger Wartungsaufwand und können dem Endprodukt ein besseres Gesamtergebnis verleihen.
Wenn Sie eine Trennlinie entwerfen, ist es in der Regel am besten, sie auf einer scharfen Kante und nicht auf einer abgerundeten Oberfläche zu platzieren. So vermeiden Sie, dass Sie Formen mit engen Toleranzen verwenden müssen, was Ihre Produktionskosten in die Höhe treiben kann. Sie sollten sich auch Gedanken darüber machen, wie die Trennlinie auf dem fertigen Produkt aussehen wird.
Sie sollten sie so gestalten, dass sie so unsichtbar wie möglich ist und keine kritischen Oberflächen oder Merkmale wie Text oder Logos überdeckt. So können Sie sicherstellen, dass Ihr fertiges Produkt so aussieht, wie Sie es sich wünschen, und Sie können bessere Teile im Spritzgussverfahren herstellen.
Entwurfswinkel
The draft angle on the surface of an injection molded part allows for easy removal from the mold without damage. The required draft angle depends on factors such as wall thickness, material shrinkage, post-processing finishing needs, etc.
Die durchschnittliche Zugtiefe sollte um 1 Grad pro Zoll Tiefe zunehmen, aber mindestens 1,5 bis 2 Grad sind für die meisten Teile sicher. Schwere Texturen können bis zu 5 Grad pro Zoll Tiefe erfordern. Ein unzureichender Verzug kann zu kosmetischen Mängeln wie Schleifspuren führen.
Bei der Konstruktion von Spritzgussteilen mit einem CAD-System können Sie Entformungsschrägen hinzufügen. Es ist jedoch am besten, dies in den letzten Phasen der Konstruktion zu tun, um die Komplexität zu minimieren.
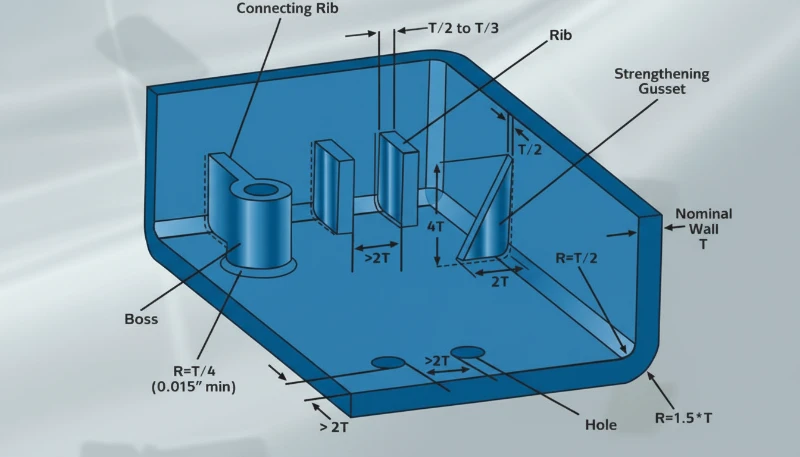
Rippen und Bosse
Rippen werden zur Verstärkung der Wände von Teilen verwendet, bei denen zwei Wände in einem 90-Grad-Winkel aufeinandertreffen. Sie tragen dazu bei, dass das Teil stärker wird und mehr Gewicht tragen kann. Vorsprünge sind erhabene Bereiche an einem Teil, die zum Befestigen und Ausrichten anderer Teile dienen. Sie machen das Teil auch in Bereichen wie Schraubenlöchern und Schlitzen stärker.
The base thickness of the support ribs should be no more than two-thirds of the thickness of the adjacent wall. The rib height should not exceed 2.5 times the nominal wall thickness (2.5T). Shrinkage must be taken into account. To avoid sink marks, the thickness of the boss should not exceed 60% of the overall wall thickness.
Standort und Arten von Gates
Der Anschnitt beim Spritzgießen ist ein sehr wichtiges Teil, das direkt mit dem Kunststoffteil verbunden ist und den Fluss des geschmolzenen Kunststoffs in die Kavität steuert. Größe, Form und Position des Anschnitts haben einen großen Einfluss auf das fertige Produkt. Sie beeinflussen die Festigkeit und das Aussehen des Produkts.
Es gibt vier gängige Arten von Anschnitten, die bei verschiedenen Arten von Spritzgießwerkzeugen verwendet werden: Rand, Unterseite, heiße Spitze und Anguss. Wie der Name schon andeutet, befinden sich Randanschnitte an der Kante eines flachen Teils und hinterlassen eine Narbe an der Trennebene.
Anschnitte sind weit verbreitet und werden in verschiedenen Varianten angeboten, z. B. als Bananenanschnitte, Smiley-Anschnitte und Tunnelanschnitte. Sie erfordern Auswerferstifte für den automatischen Beschnitt und tragen dazu bei, die Position des Anschnitts für eine bessere Befüllung von der Trennebene weg zu verlagern.
Heißkanalanschnitte werden nur bei Heißkanal-Spritzgießwerkzeugen verwendet. Sie befinden sich bei runden oder konischen Geometrien in der Regel am oberen Ende des Werkzeugs. Andererseits sind Anschnitte ideal für große zylindrische Einzelkavitätenwerkzeuge. Sie hinterlassen in der Regel große Narben an den Kontaktpunkten, sind aber einfach herzustellen und zu warten.
Welches Design und welche Art von Anschnitt Sie verwenden, hängt von der Konstruktion des Teils, dem gewählten Material, den benötigten Abmessungen und dem gewünschten Aussehen des Teils ab. Eine Sache, die Sie beachten sollten, ist, dass Sie den Anschnitt an einer Stelle anbringen, an der er keine große Belastung oder Beschädigung des Teils verursacht.
Außerdem möchten Sie vermeiden, dass Sie das Teil vom Anguss abschneiden müssen, und setzen den Anschnitt an der dicksten Stelle des Teils ein, damit er sich gut ausfüllt. Manchmal braucht man mehr als einen Anschnitt, je nachdem, wie groß das Teil ist, welche Form es hat und welche Art von Kunststoff man verwendet.
Auswerferstifte
Dies ist ein wichtiger Teil der Spritzgießeinrichtung und hilft, das Teil aus der Form zu drücken, nachdem es ausreichend abgekühlt ist. Sie hinterlassen oft Spuren auf dem Teil. Daher müssen sie auf einer Ebene konstruiert werden, die senkrecht zur Bewegungsrichtung der Stifte liegt.
Part shape, draft angle, waThe gate in injection molding is a very important part that is directly connected to the plastic part and controls the flow of molten plastic resin into the cavity. The size, shape, and location of the gate have a big impact on the finished product. It affects how strong it is and how it looks.
So erfordert beispielsweise ein klebrigeres Harz eine höhere Entformungskraft. Ebenso erfordert ein weicheres Kunststoffpolymer breitere oder mehr Stifte, um die Entformungskraft zu verteilen und Formfehler zu vermeiden.
Hinterschneidungen und Gewinde
Undercuts and threads are recessed or overhanging features that make it difficult for a plastic part to be ejected from the mold with a single pull. The design should ensure that the part can be ejected with a single, one-way pull. Doing so will help keep injection molding costs low. Therefore, it is important to avoid threads and undercuts when designing injection molded parts.
Um Hinterschneidungen zu vermeiden, sollten Sie die Merkmale parallel zur Zuglinie ausrichten und Heber und Schieber in die Konstruktion einbeziehen. Heber helfen dabei, interne Hinterschneidungen ohne Verzug zu lösen. Nachdem das Teil abgekühlt ist, können Heber in einem Winkel nach oben drücken, um Hinterschneidungen aus der Form zu entfernen. Schieber hingegen verwenden abgewinkelte Stifte, die an der Kernform befestigt sind, um äußere Hinterschneidungen zu entfernen.
Abgerundete Ecken
Um das Spritzgießen effizienter und qualitativ besser zu machen, sollten Designer und Ingenieure abgerundete Merkmale anstelle von scharfen Ecken und Kanten verwenden. Scharfe Kanten benötigen mehr Druck zum Füllen, was das Teil beschädigen und beim Auswerfen Fehler verursachen kann. Abgerundete Innen- und Außenecken sorgen dafür, dass der Kunststoff besser fließt, was Spannungen und Risse verringert.
Der innere Eckenradius sollte mindestens 50% der angrenzenden Wanddicke betragen. Die Außenecken hingegen sollten 150% der angrenzenden Wandstärke betragen. Bei vertikalen Merkmalen wie Vorsprüngen und Schnappverbindungen sollte die Basis abgerundet sein. Der Radius der Aufsätze sollte 25% der angrenzenden Wand betragen, mit einem Mindestradius von 0,381 mm (0,015 Zoll).
Oberfläche
Kunststoffteile können unterschiedliche Oberflächenbehandlungen aufweisen. Diese Oberflächen beeinflussen die Textur, das Aussehen und die Haptik des Teils. Die Wahl der richtigen Oberfläche ist bereits in der Entwurfsphase wichtig. Sie bestimmt die benötigten Werkzeuge und Materialien. Raue Oberflächen erfordern höhere Verzugswinkel.
Sie beeinflussen auch das Material, das Sie wählen. Möglicherweise müssen Sie die Oberfläche der Form vorbereiten, um die gewünschte Oberfläche zu erhalten. Jede Unvollkommenheit in der Formoberfläche wird sich auf dem Teil zeigen. Je mehr Arbeit Sie erledigen müssen, nachdem das Teil aus der Form gekommen ist, desto teurer wird es und desto länger dauert die Herstellung der Form.
Auswahl des Materials
Beim Spritzgießen geht es um die Verwendung verschiedener Arten von Kunststoffen, von denen jeder seine eigenen physikalischen und mechanischen Eigenschaften hat. Das von Ihnen gewählte Material bestimmt, wie sich Ihr Teil in der vorgesehenen Umgebung verhält. Bei der Auswahl eines Materials für das Spritzgießen müssen Sie Dinge wie Materialschrumpfung, Passform und Kosten berücksichtigen.
Die Schrumpfung von Kunststoffen ist je nach Art des Kunststoffs und der Art seiner Verarbeitung unterschiedlich, was sich auf die Funktion und das Aussehen des Teils auswirken kann. Sie müssen auch bedenken, wie gut sich der Kunststoff mit Dingen wie Schrauben und Schweißen zusammenfügen lässt.
Es ist zwar wichtig, die richtigen Eigenschaften für den Kunststoff zu haben, aber man muss auch bedenken, wie viel es kostet, den Kunststoff zu beschaffen, ein Teil daraus zu machen und es fertigzustellen, damit man es für möglichst wenig Geld herstellen kann.
“Uniform wall thickness is crucial in injection molding design.”Wahr
Die gleichmäßige Wandstärke minimiert Spannungen und Verzug und gewährleistet eine gleichmäßige und qualitativ hochwertige Teileproduktion.
“Draft angles are not necessary for injection molding parts.”Falsch
Die Entformungsschrägen erleichtern die Entnahme des Teils aus der Form und verringern das Risiko einer Beschädigung beim Auswerfen.
Was sind die Richtlinien für die Konstruktion von Spritzgussformen?
Eine effektive Konstruktion von Spritzgießwerkzeugen ist entscheidend für die effiziente und konsistente Herstellung hochwertiger Kunststoffteile in verschiedenen Branchen.
Wichtige Richtlinien für die Konstruktion von Spritzgießwerkzeugen: Auswahl geeigneter Materialien, Sicherstellung effektiver Kühlsysteme und Optimierung des Teileauswurfs. Diese Praktiken verbessern die Effizienz, verringern die Fehlerquote und erhöhen die Haltbarkeit des Gussverfahrens.
From our factory design reviews, the ZetarMold in-house mold manufacturing facility lets our engineers connect wall thickness, draft, gate location, cooling, and ejection decisions before steel is cut. For DFM-sensitive parts, 8 senior engineers can review tooling risk, and our production planning can compare the design against 47 injection molding machines before quoting and sampling.
Grundform und Kavitätenlayout
Formwerkzeuge bestehen aus einem Formboden, einer Kavität, einem Kerneinsatz und anderen Teilen. Der Formboden ist die Grundlage der Form, während die Kavität und der Kerneinsatz das Teil formen. Die Konstruktion des Formwerkzeugs hat Einfluss auf die Genauigkeit und Konsistenz des Gießvorgangs. Durch die CNC-Bearbeitung werden präzise vertikale Wände erzielt, die für komplizierte Kunststoff-Spritzgießformen unerlässlich sind.
Die Form muss robust und wartungsfreundlich sein und sich für Reparaturen und Wartungsarbeiten leicht auseinandernehmen und wieder zusammensetzen lassen. Die Formwerkzeuge müssen präzise gefertigt sein, damit Hohlraum und Kern richtig ausgerichtet sind. Die Anordnung der Kavitäten des Formrahmens muss auch den Zugang zu den Hohlraum- und Kerneinsätzen für eine einfache Wartung und Reparatur ermöglichen. Dies verringert die Fehlerquote und verbessert die Qualität der Teile.
Auslegung des Kühlsystems
Das Kühlsystem spielt bei der Konstruktion von Spritzgussformen eine wichtige Rolle. Es steuert die Temperatur des Formhohlraums und des Kunststoffmaterials. Die Kühlung ist wichtig, weil sie zur Verfestigung des Kunststoffs und zur Kontrolle der Schrumpfung beiträgt.
The cooling system design should ensure that the mold cavity is cooled evenly. The cooling channels should be designed close to the areas that take longer to cool so that they don’t interfere with the gate and runner system. The machinist should also optimize the design to achieve the shortest cycle time possible.
Laufrad- und Torgestaltung
Das Anguss- und Angusssystem steuert, wie der geschmolzene Kunststoff in die Formkavität fließt. Der Anschnitt ist der Ort, an dem der Kunststoff in die Kavität gelangt, und das Angusssystem hilft dem Kunststoff, zum Anschnitt zu gelangen. Die Konstruktion des Anschnitt- und Angusssystems beeinflusst, wie gut der Formgebungsprozess funktioniert und wie gut das fertige Produkt ist.
Die Größe, Position und Form des Anschnitts sollte den Materialfluss optimieren, die Belastung des Teils minimieren und Defekte im Teil vermeiden. Das Angusssystem sollte den Druckabfall minimieren, eine gleichmäßige Materialverteilung gewährleisten und tote Punkte vermeiden, an denen sich Kunststoff ansammeln und Defekte verursachen kann.
Entwurf des Auswurfsystems
The ejector system is what gets the part out of the mold. When you design the ejector system, you have to think about the shape of the part, how many undercuts it has, and how strong it is. You can use ejector pins, sleeves, or hydraulic ejector systems to make sure the part doesn’t get messed up when you take it out.
Außerdem muss das Auswerfersystem so konstruiert werden, dass es die Kraft aufnehmen kann, die nötig ist, um das Teil aus der Form zu holen. Außerdem muss man sich Gedanken darüber machen, wo das Auswerfersystem im Verhältnis zum Anschnitt- und Angusssystem platziert wird, damit es nicht im Weg ist.
Formwerkstoffe und Oberflächenbehandlung
Das Material, das Sie für Ihre Form verwenden, hat Einfluss darauf, wie lange sie hält und wie gut Ihre Teile aussehen. Sie brauchen ein Material, das viel Hitze verträgt, die Wärme gut verteilt und sich nicht abnutzt. Die Wahl des richtigen Materials kann Ihnen helfen, Teile schneller herzustellen, die Lebensdauer Ihrer Form zu verlängern und bessere Teile zu fertigen.
Jede Form ist anders und muss bei ihrer Herstellung sorgfältig durchdacht werden. Die verwendeten Materialien müssen genau richtig bearbeitet werden, damit keine Oberflächendefekte entstehen, die sich auf dem zu gießenden Teil zeigen.
Die Spuren, die der Schaftfräser auf der Oberfläche der Form hinterlässt, müssen durch weitere Nachbearbeitung, wie Sandstrahlen oder Polieren, beseitigt werden. Wie viel Nachbearbeitung erforderlich ist, wirkt sich auf die Kosten und die Dauer der Herstellung der Form aus.
“Injection mold design affects the cooling time of the molded part.”Wahr
Ein geeignetes Werkzeugdesign gewährleistet eine gleichmäßige Kühlung, was die Zykluszeiten verkürzt und die Teilequalität verbessert.
“Injection mold design has no impact on product quality.”Falsch
Ein durchdachtes Werkzeugdesign hat direkten Einfluss auf die Qualität der Teile, da es einen gleichmäßigen Materialfluss und eine gleichmäßige Kühlung gewährleistet.
Was sind häufige Probleme bei der Konstruktion von Spritzgießmaschinen und deren Lösungen?
Das Spritzgießen ist ein komplexer Prozess mit verschiedenen potenziellen Designproblemen, die sich auf die Produktqualität und die Produktionseffizienz auswirken können.
Gängige Spritzgießprobleme wie Verzug, Einfallstellen und Gratbildung können durch Optimierung der Werkzeugtemperatur, Anpassung der Kühlzeit und Sicherstellung einer ordnungsgemäßen Entlüftung verringert werden, um die Produktkonsistenz zu verbessern und Fehler zu reduzieren.
Blitzlicht
Der Grat ist der zusätzliche Kunststoff an der Trennfläche der Form oder am Auswerferstift.
Ursachen für den Blitz
nicht genügend Schließkraft, Probleme mit der Form, schlechte Formungsbedingungen, falsches Design des Auspuffsystems.
Lösungen
Formenbau: Gestalten Sie die Form so, dass sie beim Aufspannen dicht schließen kann. Überprüfen Sie die Größe der Entlüftungsöffnung und reinigen Sie die Oberfläche der Form.
Spritzgießmaschine: eine Spritzgießmaschine mit der richtigen Tonnage einstellen.
Formgebungsverfahren: Erhöhung der Einspritzzeit, Verringerung der Einspritzgeschwindigkeit, Verringerung der Zylinder- und Düsentemperatur, Verringerung des Einspritzdrucks und des Nachdrucks.
Silberstreif
Silberschlieren entstehen, wenn sich Wasser, Luft oder verkohltes Material auf der Oberfläche des Teils in Fließrichtung verteilt.
Ursachen von Silver Streaks
Der Feuchtigkeitsgehalt des Rohmaterials ist zu hoch, Luft ist im Rohmaterial eingeschlossen, Polymerabbau: das Material ist verunreinigt; die Zylindertemperatur ist zu hoch; das Einspritzvolumen ist nicht ausreichend.
Lösungen
Inhalt: Trocknen Sie das Rohmaterial vor dem Spritzgießen auf der Grundlage der vom Rohstofflieferanten angegebenen Daten.
Formenbau: Vergewissern Sie sich, dass genügend Lüftungsöffnungen vorhanden sind.
Formgebungsverfahren: Wählen Sie die richtige Spritzgießmaschine und das richtige Werkzeug, reinigen Sie beim Materialwechsel das alte Material vollständig aus dem Zylinder, verbessern Sie das Entlüftungssystem und senken Sie die Schmelzetemperatur, den Einspritzdruck oder die Einspritzgeschwindigkeit.
Delle
Delle ist, wenn die Oberfläche des Teils an der Wanddicke konkav ist.
Ursachen für die Bildung von Dellen
Der Einspritzdruck oder Nachdruck ist zu niedrig, die Nachdruck- oder Kühlzeit ist zu kurz, die Schmelzetemperatur oder die Werkzeugtemperatur ist zu hoch und die Bauteilstruktur ist ungeeignet.
Lösungen
Struktur des Entwurfs: Riffeln Sie die Oberfläche, die leicht zu verbeulen ist, reduzieren Sie die dicke Wandgröße des Teils, minimieren Sie das Verhältnis von Dicke zu Durchmesser, das Verhältnis der angrenzenden Wanddicke sollte auf 1,5~2 kontrolliert werden, und versuchen Sie, einen glatten Übergang zu schaffen, gestalten Sie die Dicke der Verstärkungsrippen, versenkten Löcher und Eckrippen neu, und ihre Dicke wird im Allgemeinen empfohlen, 40-80% der Basiswanddicke zu sein.
For weld defects, review causes and solutions of weld marks, then adjust injection pressure, holding pressure, gate size, or gate position based on flow evidence.
Schweißnaht
Ein Schweißfleck entsteht, wenn zwei Materialströme aufeinandertreffen und miteinander verschweißt werden, wodurch ein Fehler auf der Oberfläche entsteht.
Ursachen von Schweißnähten
Wenn das Teil Löcher, Einsätze oder Mehrfachanschnitt-Spritzgießverfahren aufweist oder wenn die Wandstärke des Teils ungleichmäßig ist, können Schweißnähte auftreten.
Lösungen
Material:Die Kunststoffschmelze soll besser fließen.
Produktdesign: Ändern Sie die Art und Weise, wie das Produkt hergestellt wird und wie dick die Wände sind.
Formenbau: Bewegen Sie die Stelle, an der der Kunststoff in die Form kommt, und fügen Sie Stellen hinzu, an denen die Luft entweichen kann.
Prozessbedingungen: Verbrennungsspuren entstehen, wenn die Luft in der Form nicht schnell genug entweichen kann und der Kunststoff am Ende des Flusses verbrennt.
Verziehen und Verformung
Von Verformung spricht man, wenn die Form des spritzgegossenen Teils durcheinander gerät und es sich ungleichmäßig verformt, was nicht erwünscht ist. Das ist eines der Dinge, die bei der Herstellung von Spritzgusswerkzeugen schiefgehen können.
“Warping is a common issue in injection molding.”Wahr
Warping occurs due to uneven cooling, leading to parts becoming distorted. It’s often addressed by adjusting cooling times and mold temperatures.
“Sink marks can only be fixed by redesigning the mold.”Falsch
Einfallstellen können auch durch die Anpassung von Prozessparametern wie Packdruck und Kühlzeit sowie durch Anpassungen der Werkzeugkonstruktion reduziert werden.
What should engineers do before releasing the design?
A release-ready design is DFM-approved after checking walls, draft, gates, parting line, cooling, ejection, shrinkage, and inspection.
This will give you a detailed understanding of what you need and how to complete the process. The injection molding design rules discussed in this article will help you optimize the process, ensure cost-effective production and reduce cycle times. See our Injection Mold Complete Guide for a comprehensive overview.

Häufig gestellte Fragen
Was ist die wichtigste Regel beim Design für die Spritzgusstechnik?
The most important rule is to keep the part easy to fill, cool, eject, and inspect without adding unnecessary tooling complexity. Uniform wall thickness, practical draft angles, clear parting-line decisions, and realistic gate placement usually matter more than adding many small features. A design that looks acceptable in CAD can still fail in production if it creates trapped air, uneven cooling, high ejection force, or cosmetic defects. Before release, the design should be reviewed with both product function and mold manufacturing constraints in mind.
Wie viel Schrägung sollte ein spritzgegossenes Teil verwenden?
A practical starting point is to use at least 1 to 2 degrees of draft on most vertical faces, then increase the angle for deeper walls, textured surfaces, or materials that shrink tightly onto the core. The exact value depends on part depth, surface finish, resin shrinkage, and ejection direction. Draft should be added early because late changes can move parting lines, alter shutoffs, and affect appearance. If a surface must remain straight, the toolmaker should review whether polishing, ejector layout, or material choice can reduce release risk.
Warum ist die Wandstärke so wichtig?
Wall thickness controls filling pressure, cooling time, shrinkage, sink marks, warpage, and material consumption. Thick areas cool slowly and can create sink or internal voids, while thin areas may short-shot or show weak weld lines if the melt freezes too quickly. The safest design usually keeps walls as uniform as possible and uses ribs, bosses, or gradual transitions instead of sudden thick sections. When thickness must change for strength, the transition should be smooth enough for resin flow and predictable cooling.
Wann sollte ein Design Rippen anstelle von dickeren Wänden verwenden?
Ribs are useful when the part needs stiffness but a thicker wall would create sink marks, longer cooling time, or excess material cost. A rib should normally be thinner than the adjacent wall, include draft, and connect with enough radius to avoid stress concentration. Ribs also need spacing so steel can be manufactured and polished properly. If a feature needs both strength and a cosmetic surface, rib placement should be reviewed against gate location, flow direction, and potential read-through marks on the show side.
Was sollten Käufer einen Lieferanten fragen, bevor die Werkzeugherstellung beginnt?
Buyers should ask whether the supplier has reviewed wall thickness, draft, parting line, gate location, ejector placement, cooling layout, material shrinkage, tolerance stack-up, and cosmetic expectations before steel is cut. They should also ask which risks require DFM changes and which can be handled during sampling. A clear review before tooling is cheaper than correcting a finished mold after defects appear. For production parts, the supplier should connect design decisions with cycle time, inspection method, maintenance access, and expected tool life.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → Use our Spritzgussprozess-Anleitung for process context and our injection molding supplier sourcing guide before comparing pricing.
-
wall thickness: Wall thickness is a core design dimension that controls filling pressure, cooling time, shrinkage, sink marks, and part stiffness. ↩
-
draft angle: Draft angle refers to the taper added to vertical faces so the molded part can release from the tool without scuffing or sticking. ↩
-
parting line: parting line refers to a parting line is the visible boundary where two mold halves meet and where flash, mismatch, or cosmetic risk can appear. ↩







