 Przejdź do treści
Przejdź do treści 
Forma wtryskowa o małej objętości
Przewodnik po produkcji i projektowaniu niskoseryjnych form wtryskowych

Zetar's Usługa Zawsze idź o krok dalej
Oferujemy kompleksowe usługi: Opinie projektowe Sugestie dotyczące modyfikacji, Szybkie projektowanie prototypów
Raport DFM, Projektowanie form wtryskowych, Produkcja narzędzi do form wtryskowych, Raport DFM, Projektowanie i przepływ form wtryskowych
Usługi, Usługi formowania wtryskowego tworzyw sztucznych, Usługi przetwarzania końcowego i montażu.
Usługa projektowania produktów do formowania wtryskowego

Usługa optymalizacji produktów do formowania wtryskowego
Usługa formowania wtryskowego prototypów
Usługa produkcji form wtryskowych
Usługa produkcji form wtryskowych
Usługa projektowania form wtryskowych

Usługa przetwarzania końcowego produktów do formowania wtryskowego

Usługa montażu produktów do formowania wtryskowego

Usługa załadunku i wysyłki produktów do formowania wtryskowego
Produkcja niskoseryjna form wtryskowych
ZetarMold oferuje formy do druku 3D, formy do odlewania próżniowego, reakcyjne formy wtryskowe i aluminiowe formy wtryskowe do produkcji małoseryjnej.

Zasoby dla niskoseryjnych form wtryskowych
Co to jest niskoseryjna forma wtryskowa?
Niskoseryjna forma wtryskowa to rodzaj formy wtryskowej przeznaczonej do produkcji małych partii części z tworzyw sztucznych o niskich wymaganiach ilościowych. Niskoseryjna forma wtryskowa składa się z 4 procesów: Formy wtryskowe do druku 3D, formy do odlewania próżniowego i formy wtryskowe reakcyjne, aluminiowe formy wtryskowe.
Charakterystyka i Zalety form wtryskowych o małej objętości
Mniejszy rozmiar formy:
Formy wtryskowe o małej objętości są mniejsze i bardziej kompaktowe niż tradycyjne formy wtryskowe, dzięki czemu lepiej nadają się do produkcji małoseryjnej.
Mniejsze rozmiary partii:
Niskoseryjna forma wtryskowa jest odpowiednia do produkcji małych partii części, często od 1 do 1000 sztuk.
Tańsze oprzyrządowanie:
Niskoseryjne formy wtryskowe mają zwykle niższe koszty oprzyrządowania w porównaniu z tradycyjnymi formami, co oznacza, że są bardziej wykonalne dla małych firm lub startupów.
Krótszy czas realizacji:
Niskoseryjne formy wtryskowe mogą być projektowane i wykonywane szybko, co pozwala na szybkie prototypowanie i produkcję oraz pozwala na szybszą produkcję i czas dostawy, często w ciągu kilku dni lub tygodni.
Elastyczność:
Niskoseryjne formy wtryskowe mogą być łatwo przerobione do produkcji różnych części, co czyni je doskonałą opcją do prototypowania, testowania lub produkcji na małą skalę.



Zastosowania form wtryskowych o małej objętości

1. Prototypowanie:
Niskoseryjne formy wtryskowe doskonale nadają się do tworzenia prototypów, testowania nowych projektów lub wypróbowywania części przed rozpoczęciem produkcji na pełną skalę.
2. Produkcja na małą skalę:
Niskonakładowe formy wtryskowe nadają się do produkcji niewielkich serii części dla rynków niszowych, produktów specjalistycznych lub produktów limitowanych.
3. Produkty niestandardowe:
Niskoseryjna forma wtryskowa jest idealna do produkcji niestandardowych części o unikalnych wzorach, kształtach lub materiałach.
4. Małe przedsiębiorstwa:
Niskonakładowe formy wtryskowe są dobrym rozwiązaniem dla małych firm lub startupów, które nie dysponują dużymi zasobami.
Kiedy niskoseryjne formowanie wtryskowe nie jest odpowiednie
Formowanie wtryskowe niskoseryjne to świetny proces produkcyjny, ale są sytuacje, w których może on nie być najlepszym wyborem. Oto kilka sytuacji, w których niskoseryjne formowanie wtryskowe może nie być najlepszym rozwiązaniem:

1. Produkcja na dużą skalę:
Jeśli potrzebujesz wykonać wiele części (tysiące lub dziesiątki tysięcy), tradycyjna forma wtryskowa może być tańsza.
2. Wysoka złożoność:
Jeśli część jest naprawdę skomplikowana, z wieloma ruchomymi częściami, wieloma drobnymi szczegółami lub naprawdę wąskimi tolerancjami, lepszym wyborem może być tradycyjna forma wtryskowa.
3. Materiały o wysokiej wydajności:
Jeśli potrzebujesz specjalnych materiałów, takich jak materiały, które mogą wytrzymać wysokie temperatury, chemikalia, są naprawdę mocne lub mogą wytrzymać duże uderzenie, tradycyjna forma wtryskowa może być lepszym wyborem.
4. Części o wysokiej precyzji:
Jeśli części muszą być naprawdę precyzyjne (np. ±0,01 mm) lub bardzo dokładne, lepszym wyborem może być tradycyjna forma wtryskowa.
5. Wysokie wymagania dotyczące wykończenia powierzchni:
Jeśli części muszą mieć naprawdę ładne wykończenie powierzchni (np. Ra < 0,1 μm), lepszym wyborem może być tradycyjna forma wtryskowa.
Tak więc, chociaż niskoobjętościowa forma wtryskowa jest świetnym procesem, należy wziąć pod uwagę wymagania projektu i ograniczenia niskoobjętościowej formy wtryskowej, zanim zdecydujesz, czy jest to najlepsza opcja dla Ciebie.
Porównanie 4 form wtryskowych o małej objętości
Oto przegląd materiałów form, cyklu życia i materiału produktu form do druku 3D, form do odlewania próżniowego, reakcyjnych form wtryskowych i aluminiowych form wtryskowych:
| Typ formy | Materiał formy | Cykl życia | Materiał produktu |
|---|---|---|---|
| Forma drukowana 3D | ABS, nylon itp. | 30~100 strzałów | PP, PE, TPE, TPU, POM, PA |
| Forma do odlewania próżniowego | Guma silikonowa, PU, żywica epoksydowa itp. | 10~20 strzałów | PU symulujący ABS, PMMA, PA, POM itp. |
| Reakcyjna forma wtryskowa | PU, aluminium, stal niehartowana itp. | 500~1000 strzałów | PU, PA6, poliester itp. |
| Aluminiowa forma wtryskowa | Aluminium | 500~1000 strzałów | PP, PE, ABS, PS, PA, TPE itp. |
Forma wtryskowa do druku 3D
Co to jest forma wtryskowa do druku 3D?
Druk 3D to szybko rozwijająca się dziedzina, która zmieniła sposób, w jaki projektujemy i wytwarzamy rzeczy. W przeszłości druk 3D był wykorzystywany w procesie projektowania i produkcji do tworzenia i testowania prototypów, które następnie były formowane wtryskowo. Obecnie ulepszenia w zakresie dokładności drukarek, wykończenia powierzchni i materiałów pozwalają drukarkom 3D również tworzyć formy wtryskowe.
Dwa rodzaje form wtryskowych do druku 3D
Nasze popularne formy wtryskowe do druku 3D mają następujące dwa typy:
Wkładki do form w podstawach form
Jest to najpopularniejszy rodzaj form drukowanych 3D i generalnie pozwala na uzyskanie dokładniejszych części. Jest ona podobna do wnęki standardowej formy wtryskowej, z tym wyjątkiem, że materiał wnęki jest zastąpiony materiałem wydrukowanym w 3D. Forma jest drukowana w 3D, a następnie umieszczana w sztywnej aluminiowej lub stalowej podstawie formy, która zapewnia wsparcie dla ciśnienia i ciepła dyszy wtryskowej. Aluminiowe lub stalowe podstawy form pomagają również zapobiegać deformacji form do druku 3D po wielokrotnym użyciu. Wydłużają żywotność form do druku 3D.
Forma wtryskowa w pełni wydrukowana w 3D
W przypadku tego typu form wtryskowych drukowanych w 3D, cała forma jest drukowana w 3D i nie wykorzystuje żadnych sztywnych aluminiowych lub stalowych ram formy. Wymaga to większej precyzji i dłuższego czasu drukowania podczas drukowania 3D w celu uzyskania lepszej wytrzymałości i dokładności. Ten typ formy drukowanej 3D jest bardziej podatny na odkształcenia po intensywnym użytkowaniu i ten rodzaj zastosowania jest mniej powszechny.
Zastosowania form wtryskowych do druku 3D
1. Szybszy czas realizacji: (1-2 tygodnie)
Druk 3D może przyspieszyć czas potrzebny na wykonanie form wtryskowych, dzięki czemu można szybciej wytwarzać produkty i dostarczać je na rynek.
2. Produkcja na małą skalę: (50-100 części)
Druk 3D doskonale sprawdza się w przypadku małych serii produkcyjnych, takich jak części niestandardowe lub przedmioty specjalne.
3. Bardziej elastyczny: (łatwy do zmiany)
Druk 3D ułatwia zmianę projektu i formy, dzięki czemu można dostosować się do nowych wymagań dotyczących produktu.
4. Prosty produkt o małych rozmiarach (mniej niż 150 mm)
Formy wtryskowe do druku 3D ulegają deformacji przy wielokrotnym użyciu i nie nadają się do produktów o wysokiej precyzji lub dużych rozmiarach.
Jakie są wady form wtryskowych do druku 3D?
Formy wtryskowe do formowania wtryskowego z nadrukiem 3D mają swoje zalety, takie jak krótszy czas realizacji i niższe koszty, ale mają też swoje wady. Oto kilka z nich:

Wady skurczowe i wypaczenia: Gdy formy drukowane 3D stygną, mogą się kurczyć i wypaczać, co może zepsuć produkty o wąskiej tolerancji. Może to prowadzić do wad formy i zepsuć produkt końcowy.
Ograniczenia rozmiaru: Jeśli chodzi o ograniczenia rozmiaru, wkładki do form drukowane w 3D są najbardziej odpowiednie dla małych komponentów o objętości do 164 cm3 (10 cali sześciennych). Nie więcej niż 150 cm.
Wykończenie powierzchni: Wykończenie powierzchni form drukowanych 3D może być bardziej szorstkie niż w przypadku tradycyjnych form metalowych. Druk 3D tworzy części warstwowo. Z tego powodu drukowane części mogą wykazywać efekt schodków na każdej powierzchni lub ścianie pod kątem. Wydrukowane formy nie różnią się od siebie i wymagają obróbki skrawaniem lub szlifowania w celu usunięcia tych małych postrzępionych krawędzi.
Chłodzenie trwa dłużej: Chociaż formy drukowane 3D są generalnie szybsze w produkcji niż tradycyjne metody oprzyrządowania, sam proces formowania wtryskowego trwa dłużej. Wynika to z faktu, że formy drukowane w 3D nie wytrzymują ciśnienia i ciepła tak dobrze, jak formy metalowe. Problemem jest również przewodność cieplna polimerów. W rezultacie wydłuża się czas cyklu formowania wtryskowego. Prowadzi to do wyższych kosztów produkcji i mniejszej ilości wytwarzanych produktów.
Porównanie różnych procesów drukowania 3D form wtryskowych
Istnieją różne sposoby tworzenia form za pomocą druku 3D. Oto niektóre z nich: FDM (Fused Deposition Modeling), SLA (Stereolithography), SLS (Selective Laser Sintering) i DLP (Digital Light Processing). Wybór drukarki 3D i materiału zależy od stopnia skomplikowania formy i jej trwałości. Oto porównanie tych procesów.
| Proces druku 3D | Dokładność formy | Wytrzymałość formy | Rozmiar formy | Efektywność kosztowa |
|---|---|---|---|---|
| FDM | ★ | ★★★ | ★★★★ | ★★★★ |
| SLA | ★★★★ | ★★ | ★★★ | ★★ |
| SLS | ★★★ | ★★★★ | ★★ | ★ |
| DLP | ★★★★ | ★★ | ★ | ★★★ |
Wytyczne projektowe dla form wtryskowych do druku 3D
Podczas projektowania formy wtryskowej do druku 3D należy przestrzegać zasad projektowania dla formowania wtryskowego i zasad projektowania dla druku 3D. Oto kilka wskazówek od użytkowników i ekspertów, którzy mają doświadczenie w drukowaniu 3D form do polimerów.
Draft Angle: Należy zwiększyć kąty zanurzenia do 2 stopni lub więcej i zastosować środek antyadhezyjny, aby wydłużyć żywotność form.
Grubość ścianki: Upewnij się, że część ma wszędzie taką samą grubość i nie ma żadnych ostrych narożników. Nie rób jej zbyt cienkiej, ponieważ jeśli będzie miała mniej niż 1-2 mm grubości, może się wypaczyć, gdy się nagrzeje.


Konstrukcja bramy: Otworzyć bramę, aby zmniejszyć ciśnienie we wnęce. Unikaj bram tunelowych i punktowych; zwiększ rozmiar wlewu, wentylatora i bram zakładkowych do trzykrotności ich normalnego rozmiaru.
Odpowietrznik: Dodanie odpowietrznika do projektu formy może pomóc pozbyć się uwięzionego powietrza podczas procesu formowania wtryskowego, co może zmniejszyć liczbę wad, takich jak porowate części. Upewnij się, że od krawędzi wnęki do krawędzi formy znajdują się duże otwory wentylacyjne, aby powietrze mogło się wydostać. Pomoże to w lepszym przepływie materiału do formy, zmniejszy ciśnienie i pozbędzie się wypływek w obszarze bramy, dzięki czemu można uzyskać krótsze czasy cyklu.
Materiał formy: Wybierz dobry materiał na formę. Upewnij się, że jest on wystarczająco mocny i sztywny, aby wytrzymać ciśnienie wtrysku. Forma powinna mieć wyższą temperaturę topnienia niż wtryskiwany materiał.
Materiał wypełniający: Polimer powinien przepływać przez wydrukowaną formę w tym samym kierunku, co linie druku 3D. Pomoże to zapobiec przywieraniu i poprawi napełnianie przy niższych ciśnieniach wtrysku.
Kanały chłodzące: Korzystanie z kanałów chłodzących skróci czas chłodzenia, ale nie skróci znacznie dłuższych czasów cyklu obserwowanych w przypadku form drukowanych, ponieważ plastikowe narzędzia nie rozpraszają ciepła prawie tak dobrze, jak te wykonane z aluminium lub stali.
Forma do odlewania próżniowego
Czym jest formowanie próżniowe?
Forma do odlewania próżniowego to szybki i tani sposób na wytwarzanie niewielkich ilości części wtryskowych. Zazwyczaj jako prototypów używamy drukowanych w 3D części SLA lub części produkowanych CNC. Wykonujemy formę z materiału silikonowego, a następnie wlewamy materiał PU do formy za pomocą próżniowego procesu formowania wtryskowego, aby stworzyć repliki produktów.
Charakterystyka procesu odlewania próżniowego
Oto charakterystyka procesu odlewania próżniowego:
1. Dokładność:
Dokładność produktu wynosi mniej niż 100 mm i mieści się w zakresie ±0,1 mm. Powyżej 100 mm, zazwyczaj mieści się w zakresie ±0,3 mm.
2. Grubość ścianki:
Grubość ścianki powinna wynosić co najmniej od 0,75 mm do 1,5 mm. Co najmniej 0,75 mm zapewnia prawidłowe wypełnienie formy, a 1,5 mm zapewnia najlepsze wyniki.
3. Pędy pleśni:
To około 20 strzałów na formę.
4. Obróbka powierzchni:
Można uzyskać zarówno matowe, jak i błyszczące wykończenie.
5. Rozmiar produktu
Rozmiar formy zależy od wymiarów komory próżniowej i objętości produktu. Można produkować części o długości do 2 m.
Jakie są zalety form do odlewania próżniowego?
Formy do odlewania próżniowego doskonale nadają się do produkcji wysokiej jakości części o złożonych kształtach i wykończeniach. Oto kilka powodów, dla których ludzie uwielbiają formy do odlewania próżniowego:

Wysoka dokładność: Formy do odlewania próżniowego mogą wytwarzać części z wysoką dokładnością i precyzją, co czyni je dobrymi do zastosowań, w których potrzebne są odpowiednie wymiary.
Krótszy czas realizacji: Od szkicu do wysyłki, wykonanie 200 replik produktów zajmuje zwykle około tygodnia. Dzieje się tak, ponieważ po wykonaniu formy nie trzeba wykonywać żadnych dodatkowych narzędzi ani obróbki.
Efektywność kosztowa: Odlewanie próżniowe to niedrogi sposób na wytwarzanie małych i średnich części w małych i średnich ilościach. To sprawia, że jest to dobra opcja dla małych firm i start-upów.
Jak działa odlewanie próżniowe?
Formowanie próżniowe to proces produkcyjny, który wykorzystuje drukowanie 3D lub prototypy CNC do tworzenia form silikonowych, a następnie wykorzystuje te formy do produkcji części z tworzyw sztucznych o wysokiej precyzji i szczegółowości. Oto przegląd procesu formowania próżniowego krok po kroku:
Krok 1: Stwórz prototyp
Jakość prototypu determinuje jakość kopiowanych produktów. Możemy natryskiwać teksturę lub wykonywać inne czynności na powierzchni prototypu SLA, aby symulować ostateczne szczegóły produktu. Forma silikonowa skopiuje szczegóły i teksturę prototypu, więc powierzchnia kopiowanych produktów będzie wyglądać bardzo podobnie do prototypu.
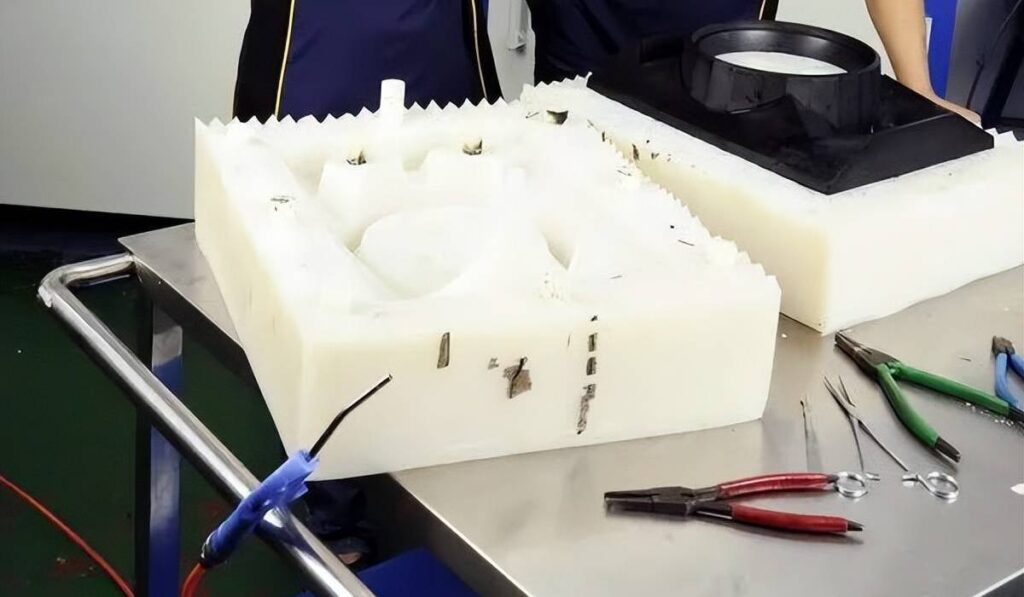
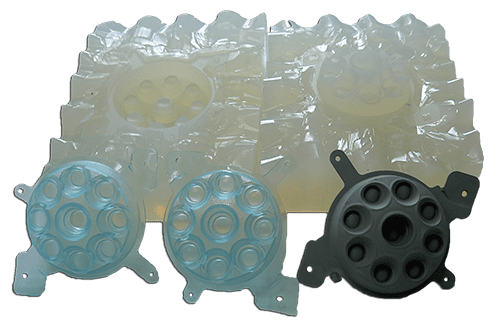
Krok 2: Wykonanie formy do odlewania próżniowego
Najpierw przyklej taśmę na płaskim obszarze wokół prototypu, aby łatwiej było później otworzyć formę. Będzie to również powierzchnia podziału ostatecznej formy. Po drugie, powieś prototyp w pudełku i umieść na nim klej w sztyfcie, aby utworzyć wypustki i otwory wentylacyjne. Po trzecie, wstrzyknij silikon do pudełka i odessij powietrze, a następnie włóż je do piekarnika w temperaturze 40°C na 8-16 godzin, w zależności od objętości formy. Na koniec, po utwardzeniu silikonu, zdejmij pudełko i klej w sztyfcie, wyjmij prototyp z silikonu, wykonaj wgłębienie i masz formę silikonową.

Krok 3: Próżniowe formowanie wtryskowe
Najpierw włóż silikonową formę do piekarnika i podgrzej ją do 60-70 ℃. Upewnij się, że używasz dobrego środka antyadhezyjnego i użyj go prawidłowo przed zamknięciem formy, aby uniknąć przywierania i wad powierzchni. Rozgrzej żywicę poliuretanową do około 40°C przed jej użyciem. Wymieszaj dwuskładnikową żywicę w odpowiednich proporcjach, dobrze wymieszaj i odgazuj próżniowo przez 50-60 sekund. Wlej żywicę do formy wewnątrz komory próżniowej i ponownie utwardź formę w piekarniku. Utwardzanie powinno zająć około 1 godziny. Po utwardzeniu wyjmij odlany produkt z silikonowej formy. Powtórz ten krok, aby uzyskać więcej replik produktów.

Zastosowania form do odlewania próżniowego
1. Produkcja małoseryjna:
Formy do odlewania próżniowego są idealne do produkcji małych partii wysokiej jakości prototypów z tworzyw sztucznych. Gdy nie potrzebujesz wystarczającej liczby części, aby uzasadnić koszt formy stalowej, odlewanie próżniowe jest najszybszym i najbardziej ekonomicznym sposobem na uzyskanie małej partii części. Jest stosowany w wielu branżach, w tym motoryzacyjnej, medycznej, produktów konsumenckich, sprzętu przemysłowego, sprzętu rolniczego, sprzętu sportowego i instrumentów muzycznych.
2. Test działania:
Proces odlewania próżniowego i stosunkowo niedrogie formy silikonowe sprawiają, że weryfikacja inżynieryjna i zmiany projektowe są proste i ekonomiczne, zwłaszcza gdy można je wykorzystać do testów funkcjonalnych przed masową produkcją produktu.
3. Badania rynku:
Produkty Vaccum Casting mogą stanowić kompletny zestaw nowych produktów. Jeśli nie wiesz, który z nich jest najbardziej odpowiedni do masowej produkcji w ramach tej samej koncepcji projektowej, możesz wykonać silikonową formę i wykonać 10-15 replik produktów. W każdej replice zaprojektowano różne kolory i wykończenia modułów, aby umożliwić wewnętrzną dyskusję w dziale projektowym.
4. Wyświetlacz marketingowy:
Do oceny konsumenckiej idealnie nadają się niewielkie repliki produktów. Prezentując modele na wystawach lub publikując zdjęcia produktów z wyprzedzeniem w broszurach firmowych i na oficjalnych stronach internetowych, służą one celowi rozgrzewki reklamowej, przyciągając w ten sposób więcej potencjalnych klientów lub chodzi o optymalizację produktu.
Reakcyjna forma wtryskowa
Czym jest formowanie wtryskowe z reakcją?
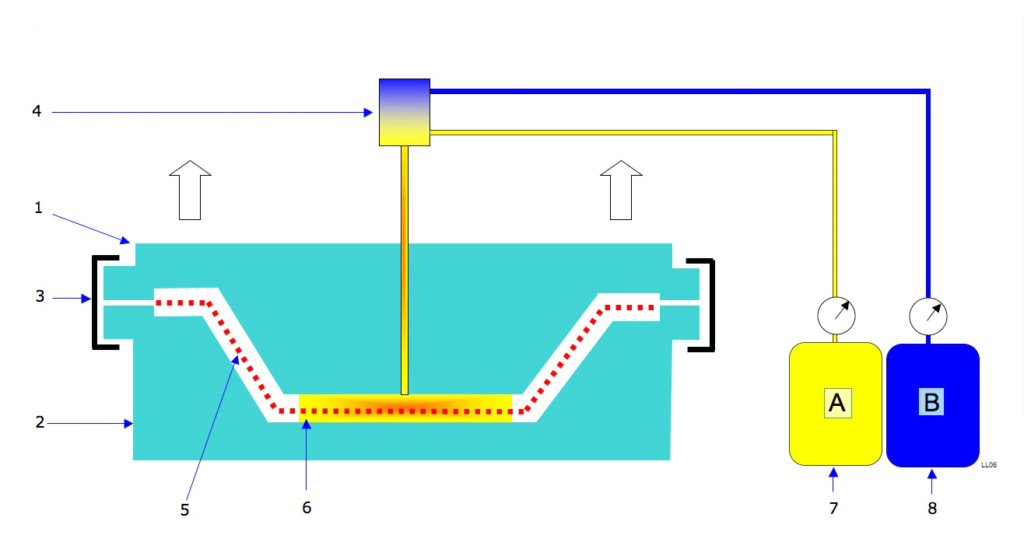
Wymieszaj dwie lub więcej reaktywnych cieczy o niskiej lepkości w określonej proporcji, a następnie wstrzyknij je do zamkniętej formy w określonych warunkach ciśnienia i temperatury. Po dalszej reakcji w formie uzyskuje się produkt z tworzywa sztucznego. Ten proces formowania wtryskowego z reakcją nazywany jest RIM.
Jakie są główne cechy formowania wtryskowego z reakcją?
Charakterystyka formowania wtryskowego z reakcją jest następująca:

- Ciśnienie wewnątrz formy do wtrysku reakcyjnego jest niskie (zazwyczaj 0,2 ~ 7 MPa), więc siła zacisku nie jest duża. W rezultacie forma może być wykonana ze stopu aluminium i może być używana do produkcji części o dużej powierzchni.
- Może być stosowany do formowania wtryskowego różnych części o złożonych strukturach i kształtach (w tym żeber, występów, szczelin i występów do podnoszenia) bez generowania naprężeń wewnętrznych.
- Lepkość ciekłego składnika reakcyjnego jest stosunkowo niska, a napełnianie formy jest łatwe. Bardzo dobrze nadaje się do formowania cienkościennych części lub dużych grubościennych produktów, a także może być stosowany do formowania produktów z metalowymi wkładkami.
- Ponieważ podczas procesu formowania zachodzą reakcje chemiczne, forma musi być wyposażona w dobre kanały wylotowe, aby zapobiec tworzeniu się porów w produkcie.
- Produkty formowane reakcyjnie mają duży współczynnik skurczu i powinny być wyposażone w urządzenie utrzymujące ciśnienie i kurczące się.
- Wymagania surowcowe dla produktów formowanych wtryskowo są stosunkowo wysokie.
Jakie są materiały do formowania wtryskowego?
Poliuretan jest najpopularniejszym materiałem do formowania wtryskowego z reakcją (RIM). Inne popularne materiały to polimocznik, poliester, polifenole, polipoksydy i poliamid (nylon 6). Aby gotowy produkt był mocniejszy, do wtryskiwanego materiału dodaje się również wzmocnienia, takie jak włókno szklane. Na przykład panele samochodowe ze sztywnej pianki. Dostosowując proporcje mieszanych składników, RIM może być miękki, twardy i bardzo twardy. Na przykład, stosując środek porotwórczy, można uzyskać miękki/twardy rdzeń piankowy.
Warunki procesu formowania RIM dla powszechnie stosowanych tworzyw sztucznych
| Parametr | Poliuretan | Polimocznik | Nylon 6 | Nienasycony poliester | Żywica epoksydowa |
|---|---|---|---|---|---|
| Energia cieplna reakcji/(kJ/mol) | 37 | 37 | 18.6 | 30 | 55.8 |
| Energia aktywacji/(kJ/mol) | 26 | 5.6 | 39 | 50.8 | 20 |
| Temperatura materiału/℃ | 40 | 40 | 100 | 25 | 60 |
| Czas utwardzania/s | 45 | 30 | 150 | 60 | 150 |
| Formowanie termokurczliwe/% | 5 | 5 | 10 | 20 | 5 |
| Temperatura formy/℃ | 70 | 70 | 130 | 150 | 130 |
Jakie są typowe zastosowania RIM?
Produkcja RIM jest wykorzystywana w szerokim i stale rosnącym zakresie zastosowań przemysłowych. Oto kilka przykładów:

- Części samochodowe: RIM jest używany do produkcji części samochodowych, takich jak deski rozdzielcze, panele drzwi i inne elementy wnętrza.
- Produkty konsumenckie: RIM jest wykorzystywany do produkcji produktów konsumenckich, takich jak meble, urządzenia i inne artykuły gospodarstwa domowego.
- Urządzenia medyczne: RIM jest wykorzystywany do produkcji urządzeń medycznych, takich jak implanty, narzędzia chirurgiczne i inny sprzęt medyczny.
- Lotnictwo i kosmonautyka: RIM jest wykorzystywany do produkcji komponentów lotniczych, takich jak części samolotów, komponenty satelitarne i inny sprzęt związany z przestrzenią kosmiczną.
Jakie są zalety i wady formowania wtryskowego z reakcją?
| Zalety | Wady |
|---|---|
| Mocny i wytrzymały. | Nie ma zbyt wielu materiałów do wyboru, ale będzie ich coraz więcej. |
| Potrafi tworzyć złożone części z drobnymi szczegółami. | Trudno jest wiarygodnie wykonać drobne szczegóły. |
| Może tworzyć części, które są elastyczne lub sztywne, w zależności od materiału i projektu. | Narzędzia nie są zbyt wytrzymałe, więc łatwo je uszkodzić. |
| Oprzyrządowanie jest tanie w porównaniu np. do formowania wtryskowego. | Trudne do wypełnienia i utwardzenia bardzo dużych części. |
| Części mogą być tanie, zwłaszcza jeśli można wykonać jedną dużą część z wbudowanymi dodatkami i użyć tanich materiałów. | Wiele materiałów RIM wytwarza lotne związki organiczne (VOC). |
Jakie są zalety formowania wtryskowego z reakcją?
- Produkty RIM są lżejsze niż ich odpowiedniki wykonane innymi metodami. RIM jest wykorzystywany do produkcji zderzaków samochodowych i części redukujących wibracje. Mniejsza waga części sprawia, że samochód jest lżejszy, a części działają lepiej. Oznacza to, że gdy samochód zderzy się z czymś, nie wyrządzi tak dużych szkód. Pozwala to zaoszczędzić pieniądze na naprawie samochodu, ubezpieczeniu i paliwie. Dzięki temu cały samochód jest tańszy.
- RIM pomaga również uczynić powietrze czystszym. Powoduje mniej zanieczyszczeń niż inne sposoby wytwarzania plastikowych części. Jest to ważne dla wielu krajów, zwłaszcza tych, które produkują wiele plastikowych części i samochodów.
Jakie są wymagania sprzętowe dla formowania wtryskowego z reakcją?
W odróżnieniu od konwencjonalnego sprzętu do formowania wtryskowego, sprzęt do formowania wtryskowego z reakcją zazwyczaj obejmuje następujące systemy:

1. Państwowy system dostosowawczy: do przygotowania półproduktów w stanie ciekłym.
2. System pompy dozującej: aby zmierzyć półprodukt i zastosować ciśnienie do pompowania półproduktu.
3. Głowica mieszająca: gdzie ciekły półprodukt jest mieszany przez głowicę mieszającą.
4. Rama załadowcza formy: do kontrolowania orientacji formy oraz sprzętu do otwierania i zamykania formy, a także jest używany podczas czyszczenia i rozformowywania.
Ponieważ formowanie wtryskowe z reakcją wykorzystuje głównie mieszanie uderzeniowe cieczy o niskiej lepkości, funkcja wypełniania formy może być osiągnięta przy użyciu tylko ciśnienia generowanego wewnętrznie bez potrzeby stosowania dodatkowego ciśnienia; dlatego też ciśnienie wtrysku wymagane do formowania wtryskowego z reakcją może wynosić zaledwie 50 psi, osiągając w ten sposób niskie zamknięcie formy. Zdolność do produkcji dużych części sprawia również, że formy RIM są tańsze.
Jak działa formowanie wtryskowe z reakcją?
Oto kroki, aby wykonać formowanie wtryskowe z reakcją:

1. Przygotuj formę: Oczyść i przygotuj formę zgodnie ze specyfikacją produktu, który chcesz stworzyć. Zastosuj środek antyadhezyjny, aby zapewnić łatwe usunięcie gotowego produktu.
2. Wymieszać: W RIM stosowane są dwie ciecze - poliole i izocyjaniany. Są one przechowywane w oddzielnych zbiornikach i mieszane w precyzyjnych proporcjach za pomocą głowicy mieszającej. Głowica mieszająca ma zwykle statyczne elementy mieszające, aby upewnić się, że składniki są naprawdę dobrze wymieszane.
3. Nakręć miks: Mieszanka jest wtryskiwana do formy przez otwory wtryskowe. Płynna mieszanka wypełnia formę i zaczyna reagować i twardnieć.
4. Poczekać na utwardzenie: Materiał umieszczony w formie przechodzi reakcję chemiczną zwaną polimeryzacją. To sprawia, że zestala się i tworzy pożądany kształt. Czas utwardzania może być różny w zależności od użytych materiałów i pożądanych właściwości gotowego produktu.
5. Wyjąć produkt z formy: Po stwardnieniu materiału można otworzyć formę i wyjąć gotowy produkt. Nałożony wcześniej środek antyadhezyjny ułatwia jego wyjęcie.
6. Wykończenie: Po wyjęciu z formy można odciąć wszelkie dodatkowe elementy i nadać im pożądany wygląd. W razie potrzeby można go również pomalować, wypolerować lub połączyć z innymi elementami.
7. Zrób to jeszcze raz: Proces RIM można powtórzyć, aby wyprodukować więcej części. Wyczyść formę, przygotuj ją i zrób to ponownie z nowymi materiałami.
Formowanie wtryskowe wymaga specjalnego sprzętu i wiedzy. Podczas obsługi materiałów i maszyn należy zachować bezpieczeństwo. Porozmawiaj z profesjonalistą lub producentem RIM, aby uzyskać pomoc i porady dotyczące formowania wtryskowego z reakcją.
Reakcyjne formowanie wtryskowe (RIM) a konwencjonalne formowanie wtryskowe
Formowanie wtryskowe z reakcją i formowanie wtryskowe wyglądają podobnie, ale opierają się na dwóch różnych metodach: przetwarzaniu termoutwardzalnym i przetwarzaniu termoplastycznym. Poniżej znajduje się krótkie wprowadzenie do każdej z tych metod.

Przetwarzanie termoutwardzalne
Metoda przetwarzania termoutwardzalnego stosowana w RIM opiera się na nieodwracalnych wiązaniach chemicznych powstających podczas procesu utwardzania. Tworzywa termoutwardzalne nie topią się po podgrzaniu - rozpadają się i nie zmieniają po schłodzeniu.
Przetwarzanie termoplastyczne
Przetwarzanie termoplastyczne opiera się na polimerach, które stają się elastyczne lub plastyczne w określonych temperaturach i zestalają się po schłodzeniu.
Kiedy formowanie wtryskowe z reakcją jest bardziej odpowiednie?

Formowanie wtryskowe z reakcją (RIM) ma swoje wady i zalety, jak każdy inny proces formowania. Jedną z największych zalet RIM jest to, że oferuje większą swobodę projektowania w porównaniu do formowania wtryskowego. RIM może wytwarzać części, których nie można wykonać za pomocą formowania wtryskowego, takie jak części o grubych i cienkich ściankach, rdzenie piankowe i inne. Części RIM są wytrzymałe i lekkie, a wybrany materiał określa ich właściwości. Na przykład poliuretan jest jednym z najpopularniejszych materiałów RIM. Charakteryzuje się on odpornością na ciepło, stabilnością wymiarową i bardzo wysokimi właściwościami dynamicznymi i jest stosowany w budownictwie, częściach samochodowych, sporcie i nie tylko.
Kolejną fajną rzeczą w RIM jest to, że wykorzystuje płynne polimery o niskiej lepkości. Wstrzykuje się je do rozgrzanych form, rozszerzają się, gęstnieją, twardnieją w wyniku różnych reakcji chemicznych i można dostosować wagę, wytrzymałość, gęstość i twardość gotowej części. Tak więc części wykonane w ten sposób są lżejsze niż części wykonane innymi metodami produkcji.
Ogólnie rzecz biorąc, formy RIM są tańsze niż formy wtryskowe. Ponadto zużywa się mniej energii i prasy o mniejszym tonażu. Może to jednak potrwać dłużej niż w przypadku przetwarzania termoplastycznego.
Aluminiowa forma wtryskowa
Co to jest aluminiowa forma wtryskowa?
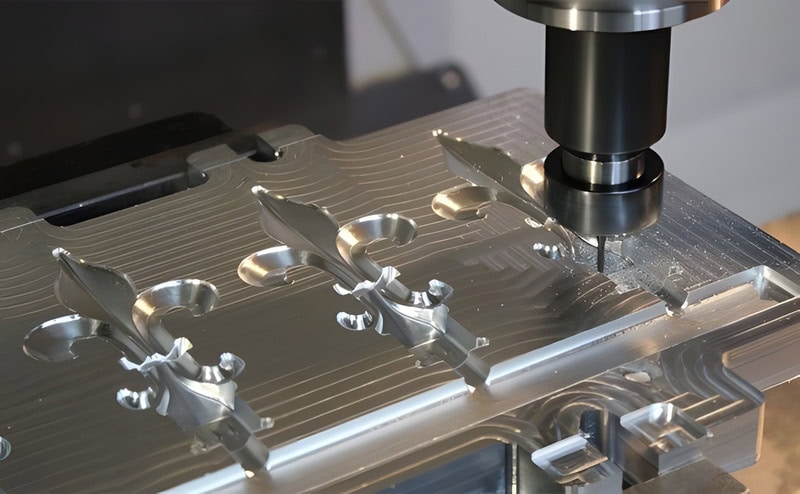
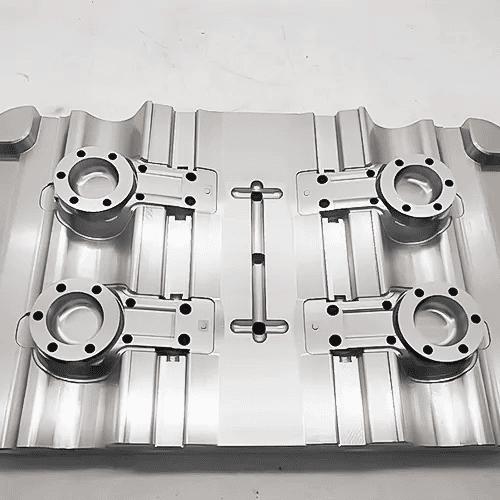
Formowanie wtryskowe aluminium to technologia wykorzystująca aluminiowe formy do produkcji części (prototypów/rzeczywistych produktów) przy użyciu formowania wtryskowego. Większość form wtryskowych jest wykonana ze stali lub aluminium. Konwencjonalna mądrość głosi, że formy stalowe są droższe, podczas gdy formy aluminiowe są bardziej opłacalne w przypadku małych partii.
Dlaczego warto wybrać aluminiową formę wtryskową?

Potrzebujesz wielu części, ale nie potrzebujesz dziesiątek tysięcy części. Potrzebujesz części szybko i na żądanie. Nie chcesz podejmować ryzyka inwestowania w formy, zanim projekt części zostanie naprawdę sprawdzony. Jeśli którekolwiek z tych stwierdzeń odnosi się do Ciebie, to niskonakładowe formowanie wtryskowe z użyciem form aluminiowych może być dla Ciebie dobrym rozwiązaniem.
Formowanie wtryskowe: Aluminiowa forma wtryskowa vs. stalowa forma wtryskowa P20
Stal P20 jest najczęściej stosowaną stalą do produkcji form wtryskowych. Porównajmy formy wtryskowe ze stali P20 i formy wtryskowe ze stopu aluminium.
Weźmy jako przykład prosty produkt z tworzywa sztucznego. Materiał produktu: ABS, waga produktu 20 gramów, ilość produktu 1000 sztuk, 1 forma wnękowa.
| Materiał formy | Materiał produktu | Produkt Ilość/szt. | Waga produktu/g | Wnęka formy | Czas realizacji formy / dni | Mold Price/$ | Cena produktu/$ | Całkowity koszt projektu/$ |
|---|---|---|---|---|---|---|---|---|
| Stal P20 | ABS DG417 | 1000 | 20 | 1*1 | 25 | 2000 | 0.3 | 2300 |
| Aluminium 6061 | ABS DG417 | 1000 | 20 | 1*1 | 15 | 1300 | 0.3 | 1600 |
Jakie są zalety aluminiowych form wtryskowych?
W przypadku projektów produkcji małoseryjnej aluminiowe formy wtryskowe są doskonałym wyborem do wytwarzania wszelkiego rodzaju produktów z tworzyw sztucznych. Formy aluminiowe mają wiele zalet.

1. Efektywność kosztowa: Użycie aluminium do wykonania formy wtryskowej jest tańsze niż użycie stali. Można zaoszczędzić do 30% całkowitego kosztu przy użyciu aluminiowej formy do produkcji małych partii.
2. Czas realizacji: Aluminiowe formy wtryskowe są szybsze niż stalowe formy wtryskowe pod względem projektowania i procedur przetwarzania. Ogólnie rzecz biorąc, formy aluminiowe mogą skrócić czas o 40% w porównaniu do form stalowych. W związku z tym mogą szybciej wytwarzać wymagane prototypy i produkty końcowe.
3. Czas realizacji: Zwykle waga formy aluminiowej stanowi jedną trzecią wagi formy stalowej, która jest łatwa w obsłudze. Aluminium jest miękkim materiałem, więc łatwiej jest obrabiać materiał w celu utworzenia formy wtryskowej. Uproszczony system chłodzenia i struktura formy sprawiają, że wydajność produkcji jest znacznie wyższa.
Jakie są wady aluminiowych form wtryskowych?
Ponieważ aluminium ma swoje ograniczenia, aluminiowe formy wtryskowe również mają swoje ograniczenia. Ograniczenia te obejmują żywotność formy, rodzaje materiałów, które mogą być produkowane oraz sposób, w jaki forma może być modyfikowana.

1. Materiał produktu: Aluminium jest miękkim materiałem, więc nie może być używane do produkcji materiałów z wypełnieniem z włókna szklanego, które szybko zużywają formę, takich jak nylon wzmocniony włóknem szklanym itp. Nie można go też używać do produkcji wysokotemperaturowych materiałów inżynieryjnych, które łatwo odkształcają formę podczas produkcji, takich jak PEEK, PPSU itp.
2. Żywotność formy: Formy aluminiowe nie są tak trwałe, odporne na korozję i zużycie jak formy stalowe. Dlatego nadają się tylko do produkcji małych partii. W normalnych warunkach żywotność formy wynosi od 1000 do 10 000 cykli, w zależności od materiału i struktury produktu.
3. Złożoność projektu produktu: Formy aluminiowe nie nadają się do produkcji części o złożonej konstrukcji. Złożone projekty produktów obejmują cienkie i grube części. Dlatego potrzebny jest materiał, który poradzi sobie z tymi parametrami i wytrzyma wysokie ciśnienia i temperatury procesu bez deformacji. Aluminiowe formy wtryskowe nie są odpowiednie, ponieważ mogą się odkształcać w takich warunkach.
4. Modyfikacja formy: Po ukończeniu aluminiowej formy wtryskowej, jeśli struktura produktu wymaga zmiany, nie można tego zrobić przez spawanie, jak w przypadku formy stalowej. Musi ona zostać przerobiona.
Jakie są zasady projektowania aluminiowych form wtryskowych?
Uprość formowanie
Zwykle nie należy tworzyć bardzo skomplikowanych form z podnośnikami i suwakami oraz używać wkładek ładowanych ręcznie zamiast wkładek automatycznych. W przypadku prototypów i produkcji małoseryjnej, ponieważ ilość formowanych części nie jest duża, ręczne ładowanie i rozładowywanie wkładek nie jest kosztowne, co może zaoszczędzić na kosztach formy i wydłużyć jej żywotność.
Używanie wspólnej bazy form
W przypadku aluminiowych form wtryskowych możemy zaprojektować wszystkie wnęki przy użyciu standardowych podstaw form. Oznacza to, że nie musimy tracić czasu i pieniędzy na zamawianie nowych podstaw form. Pomaga nam to również skrócić czas realizacji i zaoszczędzić pieniądze, aby zaspokoić budżet klienta.
Ulepsz strukturę swojego produktu
Podczas projektowania form aluminiowych należy używać zaokrąglonych rogów zamiast ostrych. Aluminium jest miękkie, a ostre rogi zużywają się szybciej podczas wtryskiwania formy. Łatwo też ulegają uszkodzeniu i trudno je naprawić. Grubość ścianki produktu powinna być możliwie jak największa, dzięki czemu ciśnienie wtrysku będzie niższe, a forma będzie mniej podatna na odkształcenia pod wpływem ciśnienia wtrysku.

Warunki płatności w wtrysku w Chinach: Co kupujący muszą wiedzieć w 2026 roku
Kluczowe wnioski Standardowa płatność za formę w Chinach: 40–50% zaliczki, reszta w transzach na etapach. Przelew T/T jest dominującą metodą; L/C jest rzadko stosowane dla narzędzi poniżej 50 000 USD. Nigdy nie płacisz 100% z góry

Jak Napisać Zapytanie Ofertowe dla Formowania Wtryskowego
Złożenie zapytania ofertowego dla formowania wtryskowego, które skutkuje otrzymaniem dokładnych wycen na czas i bez kosztownych niespodzianek, to umiejętność, którą większość inżynierów zdobywa na błędach. Po przeanalizowaniu tysięcy

NDA i ochrona własności intelektualnej w formowaniu wtryskowym w Chinach: co naprawdę działa
Projektowałeś część przez osiem miesięcy. Znalazłeś fabrykę w Chinach, która wycenia ją o 40% taniej niż lokalny warsztat narzędziowy. Ale zanim klikniesz "wyślij" na tym pliku CAD
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

