 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Het proces van het maken van kunststof onderdelen met spuitgieten bestaat voornamelijk uit vier stadia: vullen-holding-druk-koelen-vormen. Deze vier stadia bepalen rechtstreeks de kwaliteit van het product en deze vier stadia vormen een compleet continu proces.
Wat is spuitgieten?
Spuitgieten is een proces waarbij onderdelen van kunststof worden gemaakt. Je verwarmt plastic (meestal kleine stukjes) in een machine. Wanneer het gesmolten is, duw je het naar voren met een plunjer of schroef. en vervolgens met een lagere matrijstemperatuur op zeer hoge snelheid in de matrijs geïnjecteerd via de spuitmond aan de voorkant van het vat.
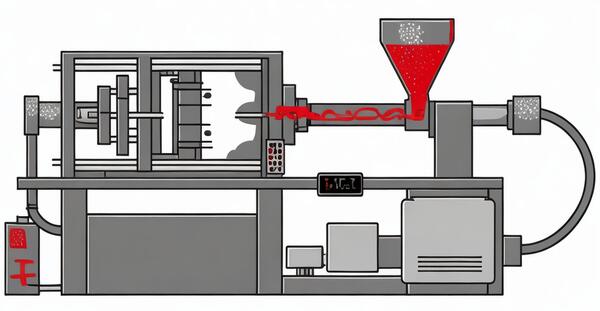
Je doet het heel snel door een gat aan de voorkant van de machine. Nadat het is afgekoeld en gevormd, open je de mal en haal je het onderdeel eruit. Dat doe je keer op keer.
Wat is het werkingsprincipe van spuitgieten?
Spuitgieten is een proces om plastic dingen te maken. Een spuitgietmachine smelt plastic en spuit het in een mal. Daarna laat je het afkoelen en uitharden. Het basisidee is:

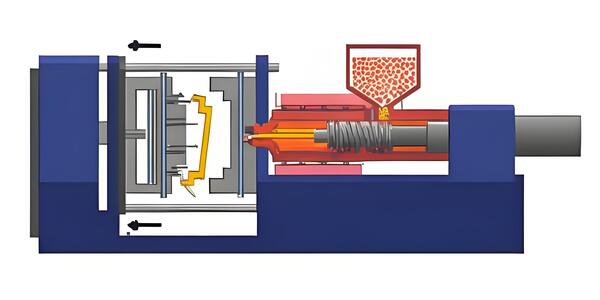
Verwarmen en smelten: plastic deeltjes of poeder verhitten tot ze smelten, meestal in een injectiemachine. Het gesmolten plastic wordt dik en vloeibaar en kan door de injectiemachine in de mal worden geduwd.
De mal vullen: Gesmolten kunststof wordt door een injectiemachine in de matrijs gespoten. De injectiemachine oefent hoge druk uit om het plastic te laten vloeien en de hele matrijsholte te vullen.
Afkoelen en stollen: Het kunststof materiaal in de mal moet afkoelen en stollen. De afkoeltijd en -temperatuur zijn afhankelijk van factoren zoals het type en de dikte van het materiaal. Het specifieke ontwerp van de matrijs kan ook van invloed zijn op de koeltijd en de kwaliteit.
Openen en verwijderen van schimmel: Nadat de mal is afgekoeld en het onderdeel is gestold, opent u de mal en verwijdert u het onderdeel. Er zit meestal wat lossingsmiddel op de mal om het onderdeel gemakkelijk uit de mal te laten komen.

Ontbramen, trimmen en bewerken: Nadat de onderdelen eruit zijn gehaald, moeten het extra plastic en de bramen worden verwijderd en moeten de onderdelen worden bijgesneden en bewerkt. Dit kan met de hand of machinaal gebeuren.
Inspectie en verpakking: Tot slot inspecteren we het eindproduct om er zeker van te zijn dat het goed genoeg is, waarna we het in een doos doen en naar je opsturen.

Wat zijn de Stap van het spuitgietproces?
Spuitgieten is een veelvoorkomend kunststofproductieproces dat veel gebruikt wordt bij de productie van kunststof producten. Het principe is om het verhitte gesmolten thermoplastische materiaal via een spuitgietmachine in de matrijs te injecteren en het vervolgens af te koelen en te vormen om uiteindelijk een kunststofproduct met de gewenste vorm te verkrijgen.
Het proces van spuitgieten verloopt meestal als volgt:
Vormvoorbereiding: Je moet de mal klaarmaken om het plastic ding te maken dat je wilt. Dat betekent dat je het moet ontwerpen, maken en in de machine stoppen. Als je de mal ontwerpt, moet je bedenken hoe het ding eruitziet, hoe groot het is en waar het van gemaakt is.

Wanneer je de mal maakt, moet je nadenken over wat voor soort materiaal je gebruikt en hoe goed je het wilt hebben. Bovendien moet bij het voorbereiden van de mal bij het ontwerp van de sluiteenheid rekening worden gehouden met de wanddikte om de stabiliteit en vormkwaliteit van de mal tijdens het gieten te garanderen. spuitgietproces.

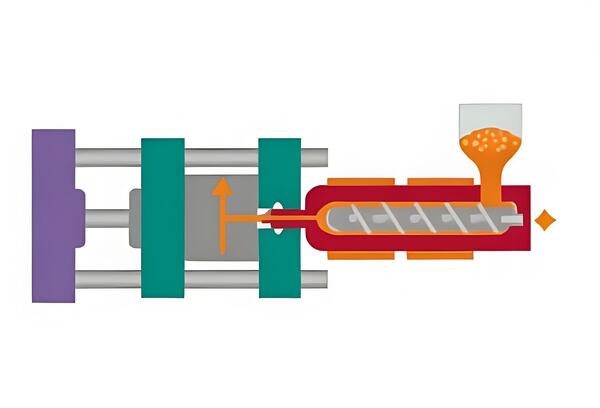
Voorbereiding van plastic materiaal: Je moet plastic materialen kiezen en verwerken volgens de vereisten van de producten die je wilt maken. Meestal verwarm je plastic korrels of poeder tot ze smelten, en dan schiet je het gesmolten plastic met behulp van een machine in een mal.
Injectie: Bij het injectieproces spuit je heet plastic in een mal met behulp van een injectiemachine. Je moet de injectiedruk, snelheid en temperatuur van de injectiemachine regelen om ervoor te zorgen dat de injectie-eenheid nauwkeurig en van goede kwaliteit is.
Koeling: Na het spuitgieten moet je een tijdje wachten tot de kunststof is afgekoeld en uitgehard. De afkoeltijd en -temperatuur hangen af van het type en de dikte van het materiaal.
Vormopening: Na het afkoelen moet je de mal openen en de onderdelen eruit halen. Er zijn veel manieren om de mal te openen, zoals handmatig, mechanisch en hydraulisch.

Deslagging, trimmen en verwerking: Nadat de onderdelen uit de spuitgietmachine zijn gehaald, moeten ze worden verwijderd, bijgesneden en verwerkt om overtollig plastic materiaal te verwijderen, het oppervlak af te vlakken en de gaten te maken die nodig zijn voor de verwerking.
Inspectie en verpakking: Ten slotte moeten we het eindproduct inspecteren om er zeker van te zijn dat het goed genoeg is, en het dan in een doos stoppen en ergens naartoe sturen.

Wat zijn de stappen van het spuitgietproces van kunststof onderdelen?
Vulfase
Vullen is de eerste stap in het hele spuitgieten cyclus. De tijd begint te lopen vanaf het sluiten van de matrijs en het spuitgieten totdat de matrijsholte gevuld is tot ongeveer 95%. Theoretisch is het zo dat hoe korter de vultijd, hoe hoger het spuitgietrendement, maar in de praktijk is de vormtijd of injectiesnelheid onderhevig aan vele omstandigheden.
Houddrukfase
Het doel van de houddrukfase is om de druk erop te houden, de smelt in te pakken, de kunststof dichter te maken (verdichten) en de krimp van de kunststof te compenseren. Tijdens het holding pressure proces is de tegendruk hoog omdat de matrijsholte al vol kunststof zit.

Tijdens het verpakkingsproces onder holding pressure kan de schroef van de spuitgietmachine slechts langzaam en lichtjes vooruit bewegen en is de stroomsnelheid van de kunststof ook relatief traag. De stroom op dit moment wordt holding pressure flow genoemd.
Tijdens de houddrukfase koelt de kunststof af en stolt deze sneller tegen de matrijswand en neemt de smeltviscositeit snel toe, waardoor de weerstand in de matrijsholte erg groot is.

In de latere fase van de houddruk blijft de materiaaldichtheid toenemen en wordt het kunststofdeel geleidelijk gevormd. De houddrukfase moet doorgaan tot de poort gestold en afgedicht is. Op dat moment bereikt de holtedruk in de houddrukfase de hoogste waarde.
Koelfase
Bij spuitgietmatrijzen is het ontwerp van het koelsysteem superbelangrijk. Dat komt omdat de gegoten plastic onderdelen moeten afkoelen en uitharden voordat ze uit de mal kunnen worden gehaald. Anders raken ze uit vorm door elk klein dingetje dat ze aanraakt.
Aangezien de koeltijd ongeveer 70% tot 80% van de hele gietcyclus bedraagt, kan een goed ontwerp van het koelsysteem de tijd die nodig is om de onderdelen te maken echt verkorten, meer onderdelen maken in dezelfde tijd en geld besparen.
Als het koelsysteem niet goed ontworpen is, zal dit de giettijd en -kosten verhogen en ongelijkmatige koeling zal kromtrekken en vervorming van kunststof producten veroorzaken.

Demolding stadium
Ontvouwen is de laatste stap in het spuitgieten cyclus. Ook al is het product afgekoeld, het ontvormen heeft nog steeds een grote invloed op de kwaliteit van het product. Als je het product op de verkeerde manier ontvormt, kan er ongelijke kracht op het product komen te staan tijdens het ontvormen, waardoor het product kan vervormen tijdens het uitwerpen en er andere defecten kunnen optreden.
Er zijn twee manieren om te ontvormen: ejector ontvormen en stripper ontvormen. Als je een matrijs ontwerpt, kies dan de juiste manier om te ontvormen op basis van de structuur van het product om er zeker van te zijn dat het product goed is.

Als u mallen gebruikt die ontvormen met een uitwerper vereisen, zorg er dan voor dat u de uitwerper zo gelijkmatig mogelijk instelt. Kies een positie waar de ontvormweerstand het hoogst is en het kunststofdeel het sterkst en stijfst om vervorming of beschadiging van het kunststofdeel te voorkomen.
Conclusie
Het spuitgieten van kunststof bestaat uit vier hoofdfasen: vullen, waarbij gesmolten kunststof in de matrijs wordt gespoten; onder druk houden, waarbij continu druk wordt uitgeoefend om de kunststof te verdichten en krimp te compenseren; afkoelen, waarbij de kunststof stolt; ontvormen, waarbij het spuitgietproduct uit de matrijs wordt gehaald. Deze stappen bepalen de kwaliteit en de productie-efficiëntie van het eindproduct.







