 コンテンツへスキップ
コンテンツへスキップ 

はじめに : プラスチック部品の製造工程 射出成形金型射出成形のステージとは何ですか? | ZetarMold
射出成形とは?
射出成形は、プラスチックから部品を作るプロセスである。機械でプラスチック(通常は小片)を加熱する。プラスチックが溶けたら、プランジャーやスクリューで押し出す。
機械の前面にある穴から、本当に素早く行うんだ。冷えて形が整ったら、金型を開けて部品を取り出す。それを何度も繰り返すんだ。
射出成形の原理とは?
射出成形は、プラスチック製品を作る工程である。射出成形機でプラスチックを溶かし、型に流し込む。その後、冷やして固める。基本的な考え方は

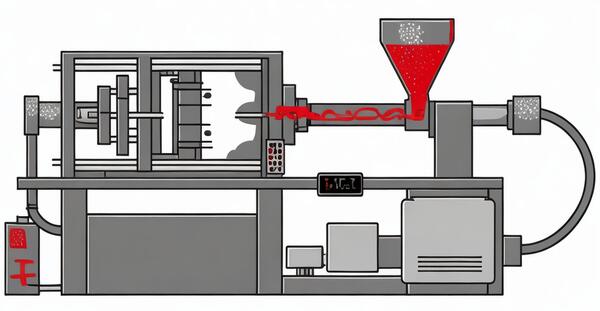
加熱と溶解: プラスチック粒子または粉末を、通常は射出成形機で溶けるまで加熱すること。溶けたプラスチックは厚く液状になり、射出成形機で金型に押し込むことができる。
金型に詰める: 射出成形機で溶融プラスチックを金型に射出する。射出成形機は高い圧力をかけてプラスチックを流動させ、金型のキャビティ全体を満たす。
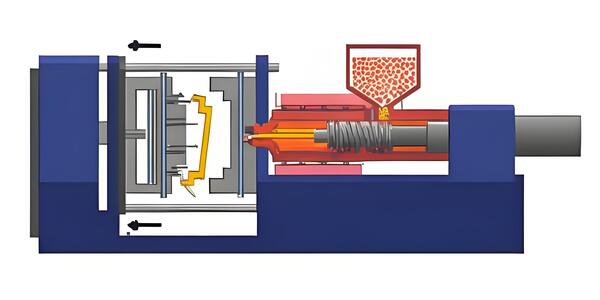
冷却と凝固: 金型内のプラスチック材料は冷却プロセスを経て固化する必要がある。冷却時間と温度は、材料の種類や厚さなどの要因によって異なります。金型の設計も冷却時間と品質に影響を与えます。
カビの開封と除去: 金型が冷えて部品が固まったら、金型を開いて部品を取り出す。通常、金型には離型剤が塗布されているので、金型から部品を簡単に取り出すことができる。

バリ取り、トリミング、加工: 部品を取り出した後、余分なプラスチックやバリを取り除き、部品をトリミングして加工する必要がある。これは手作業でも機械でもできる。
検査と梱包: 最後に、出来上がった製品に問題がないかを検査し、箱に入れてお客様にお送りします。

どのようなものですか? 射出成形工程?
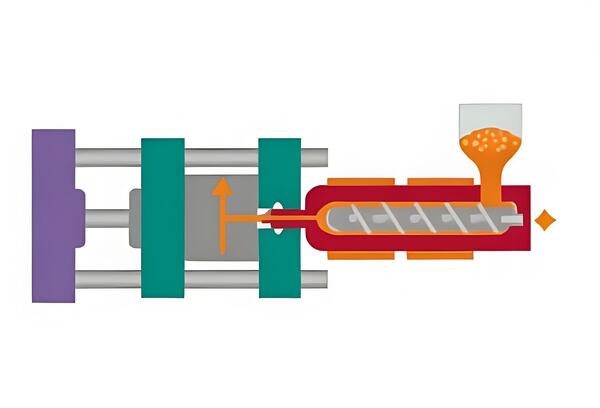
射出成形は、プラスチック製品の製造に広く使用されている一般的なプラスチック製造プロセスです。その原理は、加熱溶融した熱可塑性プラスチックを射出成形機を通して金型に注入し、冷却・成形して最終的に目的の形状のプラスチック製品を得るものである。
射出成形の工程の流れは、通常このようになる:
金型の準備: 欲しいプラスチック製品を作るためには、金型を準備しなければならない。つまり、設計して、作って、機械に入れる。金型を設計するときには、どんな形をしていて、どれくらいの大きさで、何でできているのかを考えなければならない。

When you make the mold, you gotta think about what kind of stuff you’re using and how good you want it to be . In addition, when preparing the mold, the design of the clamping unit needs to take the wall thickness into consideration to ensure the stability and molding quality of the mold during the injection molding process.

プラスチック材料の準備: 作りたい製品の要求に応じてプラスチック材料を選び、加工する必要がある。通常は、プラスチックのペレットや粉末を溶けるまで加熱し、溶けたプラスチックを機械を使って金型に射出します。
注射をする: 射出成形とは、射出成形機を使って、高温のプラスチックを金型に射出することである。射出機の射出圧力、射出速度、射出温度をコントロールし、射出ユニットが正確で高品質であることを確認する必要があります。
冷却: 射出成形後、プラスチックが冷えて固まるまでしばらく待たなければならない。冷却時間と温度は、材料の種類と厚さによって異なる。
型開き: 冷却後、金型を開いて部品を取り出す。金型を開くには、手動、機械式、油圧式など、さまざまな方法があります。

デスラッグ、トリミング、加工: 射出成形機から取り出された部品は、デスラグ、トリミング、余分なプラスチック材料の除去、表面の平坦化、加工に必要な穴あけなどの加工が必要となる。
検査と梱包: 最後に、出来上がった製品が十分なものかどうか検査し、箱に入れてどこかに送る必要がある。

プラスチック部品の射出成形プロセスの段階とは?
充填段階
充填は全体の最初のステップである。 射出成形 サイクルである。型閉めから射出成形を開始し、金型キャビティが約95%に充填されるまでの時間。理論的には充填時間が短いほど成形効率は高くなるが、実際には成形時間や射出速度は様々な条件に左右される。
保持圧ステージ
保圧段階の目的は、圧力をかけ続け、溶融物を詰め、プラスチックをより密にし(高密度化)、プラスチックの収縮を補うことである。保圧工程では、金型のキャビティがすでにプラスチックで満たされているため、背圧が高くなります。

保圧充填工程では、射出成形機のスクリューはゆっくり少ししか前進できず、プラスチックの流量も比較的遅い。この時の流れを保圧流という。
保圧の段階では、プラスチックは金型壁に対してより早く冷却固化し、溶融粘度は急激に上昇するため、金型キャビティ内の抵抗は非常に大きくなる。

保持圧の後期段階では、材料の密度が増加し続け、プラスチック部分が徐々に形成される。保持圧の段階は、ゲートが固化して密閉されるまで続けなければならない。この時、保持圧力段階のキャビティ圧力は最高値に達する。
冷却ステージ
射出成形金型に関しては、冷却システムの設計が超重要である。成形されたプラスチック部品は、金型から取り出す前に冷えて固まる必要があるからだ。そうでなければ、どんな小さなものでも触れて曲がってしまうからだ。
冷却時間は成形サイクル全体の約70%から80%であるため、優れた冷却システムを設計することで、部品製造にかかる時間を大幅に短縮し、同じ時間でより多くの部品を製造し、コストを削減することができます。
冷却システムが適切に設計されていないと、成形時間とコストが増大し、冷却ムラはプラスチック製品の反りや変形の原因となる。

脱型段階
脱型は、成形の最後の工程である。 射出成形 サイクルになります。製品が冷却されたとはいえ、脱型は製品の品質に大きな影響を与えます。脱型の方法を間違えると、脱型時に製品にかかる力が不均一になり、排出時に製品が変形するなどの不具合が発生します。
脱型には大きく分けてエジェクター脱型とストリッパー脱型の2つの方法があります。金型を設計する際には、製品の構造から脱型方法を選択し、良品を作るようにしましょう。

エジェクター脱型が必要な金型を使用する場合は、エジェクターをできるだけ均等にセットしてください。脱型抵抗が最も大きく、樹脂部の変形や破損を防ぐため、樹脂部が最も強く、剛性の高い位置を選んでください。
結論
プラスチック射出成形には、溶融プラスチックを金型に注入する「充填」、プラスチックを圧縮し収縮を補うために圧力をかけ続ける「保圧」、プラスチックを固化させる「冷却」、成形品を金型から取り出す「脱型」という4つの主な段階がある。これらの段階が、最終製品の品質と生産効率を決定する。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







