 Overslaan naar inhoud
Overslaan naar inhoud 

Matrijzen voor spuitgieten zijn gereedschappen die gebruikt worden om dingen vorm te geven. Ze bestaan uit verschillende onderdelen en verschillende matrijzen hebben verschillende onderdelen. Het spuitgietproces bestaat voornamelijk uit het voorbereiden van de grondstof, het voeden, verwarmen en smelten, injecteren, afkoelen en stollen, openen en uitnemen van de matrijs, verwijderen van vlammen, bijsnijden en verwerken, inspecteren en verpakken.
Ⅰ. Verwarmingssysteem
1. Methoden voor het verwarmen van vormen
1.1 Staalverwarming
Staalverwarming is een verwarmingsmethode die bijna verplicht is in het ontwerp van alle kunststof gietvormen. Het kan in verschillende vormen worden ontworpen, zoals eenfasige bedrading, tweefasige bedrading, enz. Materialen zoals gefelste pijpen, naadloze pijpen, roestvrijstalen pijpen kunnen worden gebruikt, gekenmerkt door laag warmteverlies, hoge thermische efficiëntie, eenvoudige bedrading en flexibele bedradingsconfiguraties naar behoefte, ontworpen voor 220V of 380V. Echter, vanwege de beperkingen in materialen en verwerkingstechnieken, moet er aandacht worden besteed aan de unieke eigenschappen in het ontwerp van de matrijs.
1.2 Soldeerbout kern verwarming
De soldeerboutkern wordt vaak gebruikt als een soort verwarmingsbuis voor matrijzen. Het heeft een hoog vermogen per lengte-eenheid (meestal een diameter van 10 mm, een lengte van 8 cm soldeerboutkern kan een uitgangsvermogen van 150 watt bereiken), duurzaamheid, goede veiligheid, weerstand tegen kortsluiting, kan worden ingebed door blinde gaten, maar moeilijk aan te passen ontwerp, gevoelig voor breekbaarheid en breuk tijdens vervanging.

2. Factoren die de opwarmsnelheid van spuitgietmatrijzen beïnvloeden
Er zijn veel factoren die invloed hebben op hoe snel een spuitgietmatrijs opwarmt. Enkele van deze factoren zijn
2.1 Materiaal en structuur van de matrijs
Het materiaal en de structuur van de mal hebben een directe invloed op de opwarmsnelheid. Verschillende materialen hebben een verschillende warmtegeleiding en warmtecapaciteit, terwijl de dikte en het ontwerp van de mal ook invloed hebben op de snelheid van de warmtegeleiding.
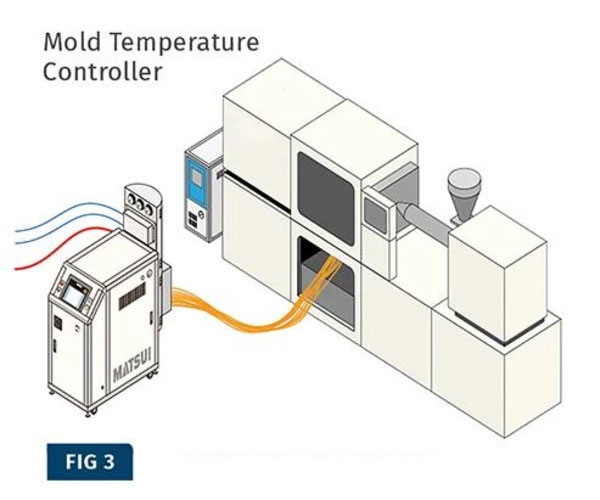
2.2 Verwarmingsmethode en -apparatuur
Spuitgietmatrijzen worden verwarmd met behulp van elektrische verwarming of hotrunnersystemen. Verschillende verwarmingsmethoden hebben verschillende verwarmingssnelheden en regelmogelijkheden. Elektrische verwarming kan bijvoorbeeld snel opwarmen en de temperatuur nauwkeurig regelen, terwijl hot runnersystemen warmte direct naar specifieke delen van de matrijs kunnen overbrengen, waardoor de verwarming efficiënter is.
2.3 Verwarmingstemperatuur en -tijd
De opwarmtemperatuur en opwarmtijd zijn de twee belangrijkste factoren die de opwarmsnelheid beïnvloeden. Het verhogen van de verwarmingstemperatuur en het verlengen van de verwarmingstijd kan de opwarmsnelheid van de mal versnellen, maar je moet oppassen dat je de mal niet beschadigt of thermische stress veroorzaakt.
2.4 Milieuomstandigheden
De opwarmsnelheid van de schimmel wordt ook beïnvloed door omgevingsfactoren zoals de temperatuur en vochtigheid van de kamer. Als het erg koud of erg vochtig is, kan de opwarmsnelheid een beetje worden beïnvloed.
2.5 Conditie en onderhoud van de schimmel
De opwarmsnelheid wordt beïnvloed door de staat en het onderhoud van de mal. Als er zich as ophoopt, oxidatie of schade aan het oppervlak van de mal is, zal dit het verwarmingsrendement verlagen en de verwarmingstijd verlengen.
2.6 Verwarmingsmedium
Verschillende verwarmingsmedia, zoals elektrische verwarmingsdraden, thermische olie, etc., hebben verschillende warmteoverdrachtseigenschappen, die de verwarmingssnelheid beïnvloeden. Het kiezen van het juiste verwarmingsmedium kan de verwarmingsefficiëntie verbeteren.
Ⅱ. Koelfase
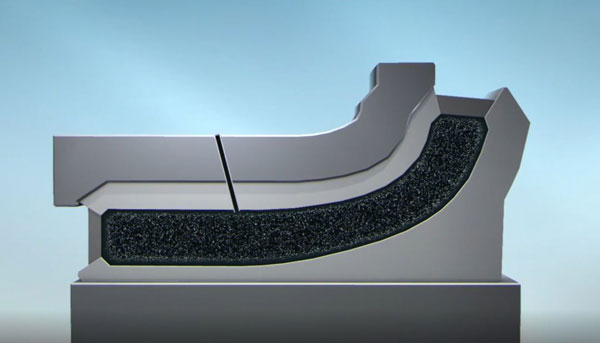
In spuitgietmatrijzenHet ontwerp van het koelsysteem is erg belangrijk. Gegoten kunststof producten moeten namelijk afkoelen en stollen tot een bepaalde stijfheid voordat ze ontvormd worden om vervorming door externe krachten te voorkomen. Aangezien de koeltijd ongeveer 70% tot 80% van de hele spuitgietcyclus uitmaakt, kan een goed ontworpen koelsysteem de giettijd aanzienlijk verkorten, de spuitgietproductiviteit verhogen en de kosten verlagen. Onjuist ontworpen koelsystemen kunnen de spuitgiettijd verlengen, de kosten verhogen en ongelijkmatige koeling kan verder leiden tot vervorming en vervorming van kunststof producten.
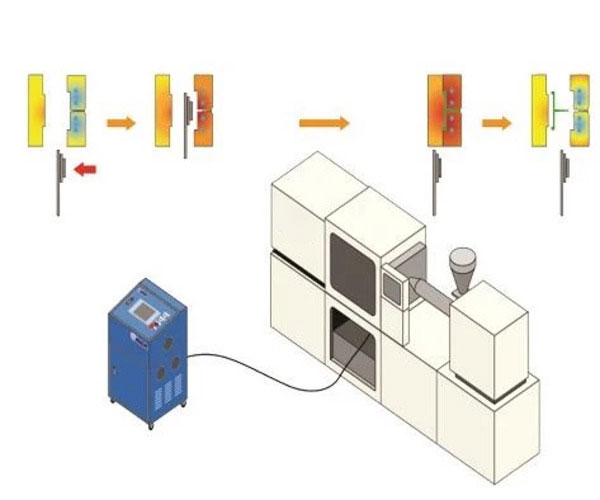
Uit experimenten blijkt dat de warmte van de smelt die de matrijs ingaat over het algemeen op twee manieren verdwijnt: 5% wordt overgedragen aan de atmosfeer door straling en convectie, en de andere 95% wordt geleid van de smelt naar de matrijs. Door de koelwaterleidingen in de mal wordt de warmte door warmtegeleiding via de malbodem overgedragen van de kunststof in de malholte naar de koelwaterleiding en vervolgens door warmteconvectie afgevoerd door de koelvloeistof. Een kleine hoeveelheid warmte die niet door het koelwater wordt afgevoerd, blijft in de mal geleiden en verdwijnt bij contact met de buitenlucht in de lucht.
Het spuitgietproces bestaat uit vijf stappen: het sluiten van de matrijs, vullen, onder druk houden, afkoelen en ontvormen. Koelen duurt het langst, ongeveer 70% tot 80% van de totale tijd. De koeltijd beïnvloedt dus de cyclustijd en hoeveel onderdelen je kunt maken. Wanneer je het onderdeel uit de matrijs haalt, moet het worden afgekoeld tot onder de warmtevervormingstemperatuur. Dit voorkomt dat het onderdeel zich ontspant en kromtrekt of vervormt.
1. Methoden voor het koelen van vormen
1.1 Waterkoeling
Waterkoeling is de meest gebruikte koelmethode voor de meeste matrijzen, maar het heeft ook nadelen; het vereist een goede afdichting van de pijpleidingen en onbelemmerde bovenste en onderste waterleidingen, waardoor er veel water wordt verspild. Als de koeltemperatuur boven de 100°C komt, is de kans op stoomexplosies groot. Het voordeel is dat het een grote warmtecapaciteit heeft en snel kan koelen.

1.2 Luchtkoeling
Luchtkoeling is een relatief ideale koelmethode. In tegenstelling tot waterkoeling is er geen strakke afdichting van pijpleidingen nodig, is er geen verspilling van grondstoffen, kunnen er matrijzen mee gekoeld worden met temperaturen hoger dan 100°C en kan de koelsnelheid bepaald worden door het debiet van het gas. Bovendien is het eenvoudig en handig om gasbronnen te verkrijgen in productiewerkplaatsen van een bepaalde schaal.
2. Factoren die de koelsnelheid van het product beïnvloeden
2.1 Plastic productontwerp
Het belangrijkste is de wanddikte van het plastic onderdeel. Hoe dikker het onderdeel, hoe langer het duurt om af te koelen. Als vuistregel geldt dat de koeltijd ongeveer evenredig is met het kwadraat van de dikte van het onderdeel of de 1,6e macht van de grootste poortdiameter. Met andere woorden, bij een verdubbeling van de werkstukdikte wordt de koeltijd vier keer zo lang.
2.2 Vormmateriaal en koelmethode
Het materiaal van de matrijs, waaronder de kern en de holte van de matrijs en het materiaal van het frame van de matrijs, heeft een groot effect op de koelsnelheid. Hoe hoger de thermische geleidbaarheid van het matrijsmateriaal, hoe beter het effect van het overbrengen van warmte van de kunststof in een bepaalde tijdseenheid en hoe korter de koeltijd.

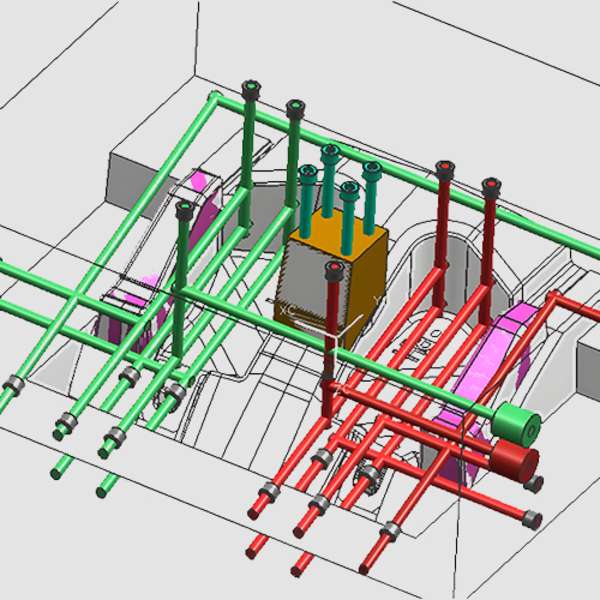
2.3 Configuratie koelwaterleiding
Hoe dichter de koelwaterleiding bij de matrijsholte, hoe groter de diameter en hoe groter het aantal, hoe beter het koelingseffect en hoe korter de koeltijd.
2.4 Debiet koelvloeistof
Hoe meer water je door het systeem kunt laten stromen (turbulente stroming is beter), hoe beter het water is in het afvoeren van warmte van de motor door convectie.
2.5 Eigenschappen van koelvloeistof
De viscositeit en thermische geleidbaarheid van de koelvloeistof hebben ook invloed op het warmteoverdrachtseffect van de mal. Hoe lager de viscositeit van de koelvloeistof, hoe hoger de thermische geleidbaarheid, hoe lager de temperatuur en hoe beter het koelingseffect.
2.6 Selectie van kunststofmateriaal
De warmtegeleiding van kunststof is hoe snel het warmte verplaatst van een warme naar een koude plek. Hoe hoger de warmtegeleiding, hoe beter het warmte verplaatst, of hoe lager de soortelijke warmte, hoe gemakkelijker het van temperatuur verandert, dus sneller afkoelt en warmte beter verplaatst, zodat het minder lang duurt om af te koelen.

3. Ontwerpregels koelsysteem
3.1 De koelkanalen moeten ontworpen zijn om de mal gelijkmatig en snel af te koelen.
3.2 Het doel van het ontwerpen van het koelsysteem is om de mal koel te houden en dat efficiënt te doen. De koelgaten moeten standaardafmetingen hebben zodat ze gemakkelijk bewerkt en gemonteerd kunnen worden.
3.3 Bij het ontwerpen van het koelsysteem moet de matrijsontwerper beslissen over de volgende ontwerpparameters op basis van de wanddikte en het volume van het kunststofdeel: waar en hoe groot de koelgaten moeten zijn, hoe lang de gaten moeten zijn, welk soort gaten gebruikt moet worden, hoe de gaten gerangschikt en aangesloten moeten worden, hoeveel koelvloeistof gebruikt moet worden en hoe goed het de warmte overdraagt.
Ⅲ. Het belang van temperatuurbeheersing bij spuitgieten
Temperatuurregeling is superbelangrijk in spuitgieteng omdat het een directe invloed heeft op de kwaliteit, consistentie en cyclustijd van gegoten onderdelen. Koelen en verwarmen zijn beide grote onderdelen van dit controlemechanisme, ze zorgen ervoor dat het gesmolten materiaal goed stroomt, goed stolt en zonder defecten uit de mal wordt gehaald.
1. Invloed van de matrijstemperatuur op het uiterlijk van het product
Als de temperatuur hoger is, vloeit de hars beter. Dit maakt het oppervlak van de onderdelen meestal glad en glanzend, vooral bij onderdelen van glasvezelversterkte hars. De laslijnen worden ook sterker en zien er beter uit.
Voor oppervlakken met textuur geldt dat als de matrijstemperatuur laag is, de smelt de wortels van de textuur niet kan vullen, waardoor het oppervlak van het product glanst en de echte textuur van het matrijsoppervlak niet zichtbaar is. Als je de maltemperatuur en de materiaaltemperatuur verhoogt, kun je de gewenste textuur op het oppervlak van het product krijgen.
2. Invloed op de interne spanning van producten
Als je iets kneedt, wordt het heet en koelt het af. Als het afkoelt, krimpt het. Als het afkoelt, krimpt het. De buitenkant van het ding krimpt eerst en wordt hard. Dan krimpt de binnenkant en wordt hard. De binnenkant en de buitenkant krimpen op verschillende snelheden en dat zorgt ervoor dat de binnenkant en de buitenkant met elkaar vechten. Als de binnen- en buitenkant teveel met elkaar vechten, barst het ding.
Als de binnenkant van het ding te veel vecht met de buitenkant van het ding, barst het ding. Dit gebeurt als de binnenkant van het ding te veel vecht met de buitenkant van het ding, en de binnenkant van het ding te zwak is of de buitenkant van het ding te sterk is. Dit gebeurt ook als de binnenkant van het ding te veel vecht met de buitenkant van het ding, en de binnenkant van het ding te zwak is of de buitenkant van het ding te sterk is, en het ding nat wordt of chemicaliën erop krijgt. Als de binnenkant van het ding teveel vecht met de buitenkant van het ding, barst het ding.

De oppervlaktedrukspanning hangt af van de koelomstandigheden van het oppervlak. Koude mallen zorgen ervoor dat de gesmolten hars snel afkoelt, wat resulteert in een hogere interne restspanning in het gegoten product. De matrijstemperatuur is de basisvoorwaarde voor het beheersen van de inwendige spanning en kleine veranderingen in de matrijstemperatuur kunnen de inwendige restspanning sterk veranderen. Over het algemeen hebben elk product en hars hun laagste matrijstemperatuurgrens voor aanvaardbare interne spanning. Bij het gieten van dunwandige of langvloeibare onderdelen moet de matrijstemperatuur hoger zijn dan de ondergrens bij algemeen gieten.
3. Productvervorming verbeteren
Als het koelsysteem van de matrijs verkeerd is ontworpen of als de temperatuurregeling van de matrijs niet goed is, kan onvoldoende koeling van de kunststof onderdelen leiden tot kromtrekken en vervorming van de onderdelen.

Voor het regelen van de matrijstemperatuur moet het temperatuurverschil tussen de mannelijke en vrouwelijke matrijzen, de kern en de holte, de matrijskern en -wand en de wand en inzetstukken worden bepaald op basis van de structurele kenmerken van het product. Door gebruik te maken van de verschillende afkoelingssnelheden van verschillende delen van de mal om het oriëntatiekrimpverschil na het ontvormen te compenseren, neigt het product na het ontvormen te buigen naar de kant met de hogere temperatuur, waardoor de vervorming van het product volgens de oriëntatiewet wordt gecompenseerd.
Voor kunststof onderdelen met een volledig symmetrische lichaamsstructuur moet je de matrijstemperatuur constant houden om ervoor te zorgen dat alle delen van het product gelijkmatig afkoelen.

4. Invloed op productkrimp
Lagere matrijstemperaturen laten de moleculen sneller bevriezen, maken de bevroren laag van de smelt in de holte dikker en maken het moeilijker voor kristallen om te groeien, waardoor het product minder krimpt. Hogere matrijstemperaturen laten de smelt langzamer afkoelen, maken de ontspanningstijd langer, maken het oriëntatieniveau lager, maken het gemakkelijker voor kristallen om zich te vormen, zodat het product meer krimpt.
5. Invloed op de warmteafbuigingstemperatuur van het product
Voor kristallijne kunststoffen geldt dat als je het product bij een lage matrijstemperatuur vormt, de moleculaire oriëntatie en kristallisatie meteen bevriezen. Als je het in een omgeving met hogere temperaturen of secundaire verwerkingsomstandigheden plaatst, zullen de moleculaire ketens zich gedeeltelijk herschikken en kristalliseren, waardoor het product vervormt, zelfs bij temperaturen ver onder de warmteafbuigingstemperatuur (HDT) van het materiaal.

Ⅳ. Temperatuurregeling optimaliseren
1. Upgrade temperatuurregelingssysteem
Elektrische verwarmingsstaven zijn een belangrijk onderdeel van het temperatuurregelsysteem van spuitgietmachines. Als je je elektrische verwarmingsstaven upgradet, kun je de temperatuurregeling stabieler en nauwkeuriger maken. Dat betekent dat je het spuitgieten nauwkeuriger en kwalitatief beter kunt maken.
2. Verbetering van de temperatuurregeling
Als het gaat om spuitgietenTemperatuurregeling is belangrijk. Het beïnvloedt de kwaliteit en de kosten van uw onderdelen. Als u het goed doet, kunt u de cyclustijd en het energieverbruik verminderen, de productie-efficiëntie verbeteren en kosten besparen.
3. Aanpassing van temperatuurregelparameters
Om het beste spuitgieteffect te krijgen, moet je de temperatuurregelparameters aanpassen. Je kunt dit doen door de verhouding van de temperaturen in de achterste, middelste en voorste zone aan te passen.
Ⅴ. Conclusie
Om snel goede onderdelen te krijgen, moet je het koelen en verwarmen van matrijzen onder de knie hebben. Je moet de temperatuurregeling begrijpen, de nieuwste koel- en verwarmingstechnologieën gebruiken en de beste bewakings- en regelsystemen hebben. Zo haal je het meeste uit je spuitgietproces.







