 Ir al contenido
Ir al contenido 

El plástico es uno de los cuatro materiales de ingeniería (acero, madera, cemento y plástico), es una resina sintética de alto peso molecular como componente principal, ampliamente utilizada en la industria, la agricultura, la defensa nacional y otras industrias.
Pero el plástico tiene algunas propiedades únicas en comparación con otros materiales, y estas propiedades determinan algunas de sus ocasiones únicas de uso, métodos de transformación, procesos de producción, etc.
Este blog comparte principalmente los puntos clave del diseño estructural de piezas moldeadas por inyección de plástico a partir de varios elementos: espesor de la pared, ángulo de tracción del molde, refuerzo, orificio, puntal, encaje, conexión de interferencia, tolerancia, etc.

Grosor de la pared
La determinación razonable del espesor de pared de las piezas de plástico es muy importante, otras formas y tamaños como refuerzos y esquinas redondeadas se utilizan como referencia del espesor de pared.
El grosor de la pared de los productos de plástico viene determinado principalmente por los requisitos de uso del plástico, es decir, el producto debe soportar fuerzas externas, ya sea como soporte de otras piezas, la elección de las propiedades del material plástico, el peso, las propiedades eléctricas, la precisión dimensional y la estabilidad, así como el montaje y otros requisitos.
El grosor general de las paredes termoplásticas se diseña en la gama de 1 a 6 mm. El más utilizado es de 2 a 3 mm, y también hay piezas grandes de más de 6 mm.
A. Espesor desigual de las paredes
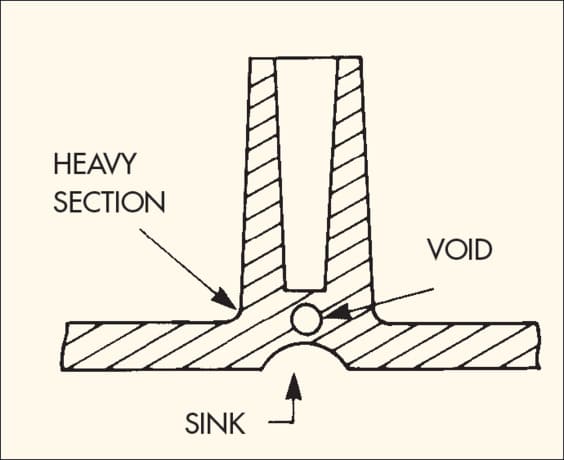
El espesor de pared uniforme es un principio fundamental en el diseño de piezas de plástico. Si el grosor nominal de la pared no es uniforme, hará que la velocidad de llenado de la masa fundida de plástico y la contracción de enfriamiento no sea uniforme, lo que causará depresión, burbuja de vacío, alabeo e incluso grietas, o incluso dará lugar a marcas de contracción, estrés térmico, distorsión de la pieza de deflexión, diferente color o diferente transparencia.
Si el grosor de las paredes es menor, la resistencia y la rigidez del producto serán deficientes en el uso y el montaje. Desde el punto de vista económico, los productos demasiado gruesos no sólo aumentan el coste del material, sino que también prolongan el ciclo de producción. La zona de cola gruesa se enfría más lentamente que la siguiente zona de cola fina, creando así marcas de contracción.
B. Transición del grosor de la pared
La mayoría de las colas más gruesas pueden diseñarse con refuerzos para modificar el grosor total de la pared. Además de ahorrar material y costes de producción, también se puede ahorrar tiempo de enfriamiento, que es aproximadamente proporcional a la pared.
Además, el diseño del grosor de la pared también tiene en cuenta el flujo, es decir, la distancia de la masa fundida desde la compuerta hasta cada parte de la cavidad.
Si la relación entre el caudal y el espesor de la pared es demasiado grande, en el lugar alejado de la compuerta faltará material, lo que suele decirse que no está lleno. Por lo tanto, si es necesario, se debe aumentar el espesor de la pared.

C. Esquinas afiladas
Las esquinas afiladas suelen provocar piezas defectuosas y concentraciones de tensiones. Las esquinas afiladas suelen provocar acumulaciones de material no deseadas tras los procesos de postratamiento, como el chapado y la pintura.
Las zonas de tensión concentrada pueden romperse cuando se someten a carga o impacto, por lo que debemos evitar las esquinas afiladas al diseñar.
La dirección de desmoldeo y la pendiente de tracción del molde
Cada producto moldeado por inyección debe determinar primero la dirección de apertura del molde y la línea de partición al principio del diseño para garantizar que el mecanismo de extracción del núcleo se reduce al máximo y para eliminar el impacto de la línea de partición en la apariencia.
Una vez determinada la dirección de apertura del molde, las barras de refuerzo, los clips, las protuberancias y otras estructuras del producto deben diseñarse de forma que coincidan con la dirección de apertura del molde en la medida de lo posible para evitar la extracción del núcleo, reducir la línea de partición y prolongar la vida útil del molde. Una vez determinada la dirección de apertura del molde, se pueden seleccionar las líneas de apertura adecuadas para mejorar el aspecto y el rendimiento.
Cuando la pieza de inyección se libera del movimiento del molde de moldeo, se superan la fuerza de liberación y la fuerza de apertura. La apertura del molde se refiere a la liberación de la forma de la pieza moldeada de la cavidad del molde. La pieza moldeada se encoge durante el proceso de enfriamiento y la parte de la pared del agujero ejerce una fuerza de sujeción sobre el núcleo.
La fricción entre la pieza moldeada y el núcleo durante la apertura del molde, la adsorción de vacío en la parte inferior de la junta del orificio durante la apertura del molde, y muchas razones por las que la fuerza de desmoldeo es mucho mayor que el molde de inyección fuerza de apertura.
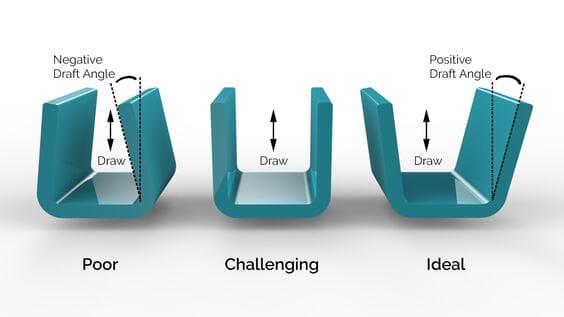
Una fuerza de desmoldeo excesiva puede provocar deformaciones, blanqueamiento, arrugas y abrasión de la superficie de la pieza. La pendiente del desmoldeo es un factor importante para determinar el tamaño de la fuerza de desmoldeo.
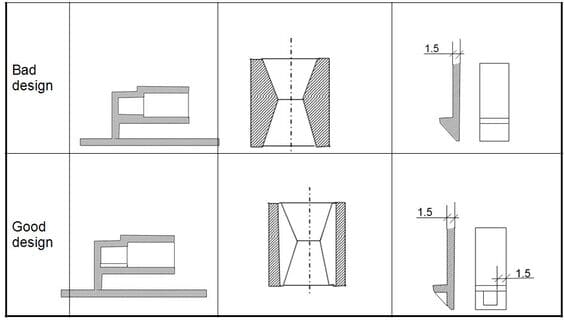
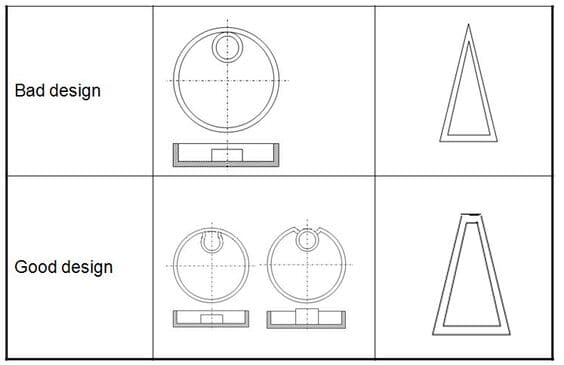
Para que el grosor de la pared del producto sea uniforme y evitar que el producto se adhiera al molde cóncavo más caliente después de abrir el molde, el ángulo de desmoldeo debe ser igual tanto para el molde cóncavo como para el convexo.
Sin embargo, en casos especiales, si se requiere que el producto se fije a la matriz cóncava después de la apertura, el ángulo de salida de la matriz cóncava adyacente puede reducirse adecuadamente, o puede añadirse deliberadamente una cantidad apropiada de holgura a la matriz cóncava.
No existe un tamaño definido del ángulo de salida de la matriz, sino que suele determinarse mediante valores empíricos. En general, las paredes exteriores muy pulidas pueden utilizar un ángulo de salida de 1/8° o 1/4°, mientras que los productos con dibujos profundos o tejidos requieren un aumento correspondiente del ángulo de salida.
Además, al considerar la pendiente de liberación, en principio, cuanto mayor sea la pendiente, mejor para la liberación, pero debe prestar atención para garantizar la precisión dimensional de las piezas de plástico, el error de tamaño causado por la pendiente de liberación debe ser controlado dentro del rango de precisión dimensional. La contracción y la forma compleja de las piezas de plástico deben considerar un ángulo de liberación mayor.

El refuerzo
La resistencia de la pieza de plástico no aumenta completamente en función del espesor de su pared. Por el contrario, debido al aumento de espesor de pared causada por la contracción y la tensión interna, pero reduce su fuerza. La fuerza de las piezas de plástico a la rigidez de la estructura de combinación de estilo principal, más de paredes delgadas, establecer el refuerzo en las partes correspondientes para mejorar el momento de inercia de la sección transversal.
Pero después de añadir el refuerzo, la conexión entre el refuerzo y el muro principal se hará definitivamente más gruesa, y este grosor suele depender del círculo máximo del corte interior, es decir, dependiendo del grosor del tendón y del radio de la raíz de la esquina.

Piezas de contracción del refuerzo
El grosor del refuerzo debe reducirse al mínimo, pero también es limitado. Si el grosor del tendón es demasiado pequeño, es necesario aumentar la altura del tendón para aumentar la rigidez.
El tendón es demasiado delgado cuando se presiona el tendón, el tendón se deforma fácilmente, el material no es fácil de llenar cuando se forma, molde pegajoso, y otros problemas. Por supuesto, el radio de la esquina inferior del tendón no puede ser demasiado pequeño, de lo contrario, no jugará un papel en la reducción de la concentración de tensiones.
En términos generales, el radio de la esquina de la raíz de la barra no debe ser inferior a 40% del espesor de la barra, el espesor de la barra debe estar entre 50% y 75% del espesor de pared adecuado del material base, la alta relación se limita a la pequeña contracción del flujo de material.
La altura de la barra debe ser inferior a cinco veces el grosor del material base. Las barras deben tener ángulos de desmoldeo y deben colocarse en la dirección del desmoldeo o de un conjunto de molde móvil. La separación entre las barras debe ser superior a dos veces el espesor del material de base.
Además, normalmente queremos que una pieza sea igual de rígida en todas las direcciones, y la forma más fácil de obtener este resultado es añadir barras a la pieza en las direcciones transversal y longitudinal y hacer que se crucen verticalmente.
Sin embargo, también existe el problema de aumentar el grosor de la pared en la intersección, lo que incrementa la posibilidad de contracción. Generalmente, en este caso, se puede añadir un orificio circular en la intersección para crear un grosor de pared uniforme.
El agujero
En las piezas de plástico en el agujero para hacerlo y otras partes para unirse o aumentar la combinación de la función del producto es un método común, el tamaño y la ubicación del agujero debe tratar de no constituir un impacto en la resistencia del producto o aumentar la complejidad de la producción, los siguientes son varios factores a considerar al diseñar el agujero.
1. La distancia entre los agujeros conectados o la distancia entre los agujeros y los bordes rectos de los productos adyacentes no debe ser menor que el diámetro de los agujeros, especialmente el valor del borde debe ser lo más grande posible, de lo contrario la posición de perforación es propenso a la fractura.
Si hay una rosca unida al orificio, la distancia entre el orificio del tornillo y el borde del producto suele ser superior a tres veces el diámetro del orificio.
2. Los tipos de agujeros suelen ser pasantes, ciegos y graduados. Desde el punto de vista del montaje, los agujeros pasantes se utilizan más que los ciegos y son más fáciles de producir que éstos.
Desde el punto de vista del diseño del molde, el diseño de un agujero pasante también será más conveniente en estructura, que puede estar formado por la combinación de dos núcleos fijados en el molde móvil y el molde fijo o puede estar formado por un solo núcleo fijado en el molde móvil o el molde fijo.
El primero forma dos vigas en voladizo bajo la acción del plástico fluido, pero el brazo de fuerza es corto y la deformación no es grande. El segundo tiene uniones solapadas con moldes móviles y fijos y, por lo general, forma una viga de soporte simple con poca deformación.
Cuando se utilizan dos machos, los diámetros de los dos machos deben ser ligeramente diferentes para evitar que el producto se pandee debido a la ligera desviación del eje de las dos clavijas laterales, y los dos extremos de la junta deben rectificarse planos.
Los núcleos de los agujeros ciegos son vigas completamente en voladizo, que se doblan fácilmente por el impacto del plástico fluido, y el agujero formado se convertirá en un agujero con forma. Si el diámetro del agujero ciego es de sólo 1,5 mm o menos, la profundidad del agujero ciego no debe ser mayor que el tamaño del diámetro. Y el espesor de la pared inferior del agujero ciego no debe ser inferior a una sexta parte del diámetro del agujero, de lo contrario, habrá contracción.
3. Los agujeros laterales se forman a menudo por el método de núcleo lateral, lo que aumentará el coste del molde, y si el núcleo lateral es demasiado largo, es fácil que se rompa, aumentando los costes de mantenimiento del molde.

Pilar
El pilar sobresale del grosor uniforme de la pared de goma y se utiliza para ensamblar productos, separar objetos y apoyar otras piezas. Los pilares huecos pueden utilizarse para incrustar piezas, apretar tornillos, etc.
Estas aplicaciones deben tener la resistencia suficiente para soportar la presión sin romperse. Los pilares suelen ser cilíndricos porque son fáciles de moldear y tienen buenas propiedades mecánicas.
En general, el pilar no debe diseñarse como un cilindro separado, sino que debe conectarse a la pared exterior o utilizarse con refuerzo en la medida de lo posible, para reforzar el pilar y hacer que el flujo del adhesivo sea más suave, y la conexión con la pared exterior debe hacerse en una conexión de pared fina para evitar la contracción.

El grosor de la pared del pilar debe ser entre 0,5 y 0,75 del grosor del material base, y el orificio superior del pilar debe estar biselado para facilitar la instalación de la guía de tornillo.
El orificio superior de la columna debe achaflanarse para facilitar la instalación de la guía de tornillo. El pilar debe tener una pendiente de tracción del molde. Estos puntos son similares a los requisitos de diseño de las barras de armadura, por lo que también puede decirse que el pilar es una variación de la barra.
Snap
Montaje a presión es un montaje conveniente, ahorro de costes, la conexión verde, porque la combinación de piezas a presión en la producción de productos terminados al mismo tiempo de moldeo, montaje sin otros accesorios de bloqueo, tales como tornillos, siempre y cuando la combinación de los dos lados de la posición de la hebilla entre sí para encajar.
El principio del broche de presión es promover una parte de la proyección a través de la otra parte del obstáculo, en el proceso de promoción de la deformación elástica, cuando a través del obstáculo para restaurar el estado original de los dos juntos.
Conexión de interferencias
Los agujeros y los ejes están conectados por ajuste de interferencia para transferir el par y otras funciones, la conexión de interferencia es más conveniente y simple. La principal consideración en el proceso de diseño es la cantidad de interferencia, si la cantidad de interferencia es demasiado pequeña, la conexión no es fiable, si la interferencia es demasiado grande, es difícil de montar, pero también fácil de romper.
En el proceso de diseño, debe tenerse en cuenta la tolerancia del orificio y del eje, así como la temperatura de trabajo, ya que la temperatura afectará directamente al tamaño de la interferencia.
En la mayoría de los casos, el eje suele ser metálico y, para garantizar la fiabilidad de la conexión, se suelen añadir estrías al eje de acoplamiento durante el diseño. La cantidad general de interferencia puede calcularse mediante la siguiente fórmula.
Y=Sd( (K+v manguito)/E manguito)/K
Donde S es la tensión de diseño, v es la relación de Poisson, E es el módulo de elasticidad, K es el coeficiente geométrico, y K se puede calcular mediante la siguiente fórmula.
K = (1+(d/D)2)/(1 - (d/D)2)
La fuerza de acoplamiento se puede calcular mediante la siguiente fórmula: W = Sdlπμ/K
μ es el coeficiente de fricción y l es la longitud de acoplamiento.
Además, los métodos de conexión entre piezas de plástico son el remachado en caliente, la soldadura, la soldadura por ultrasonidos, etc.
El impacto de la tolerancia
La mayoría de los productos de plástico pueden alcanzar una gran precisión con tolerancias dimensionales, mientras que algunos de alta contracción y algunos materiales blandos son más difíciles de controlar.
Por lo tanto, el proceso de diseño del producto debe tener en cuenta el uso del entorno del producto, los materiales plásticos, la forma del producto, etc. para establecer el grado de tolerancia.
Como las exigencias de los clientes son cada vez mayores, hay que revisar poco a poco el concepto anterior de ajuste. El ajuste, la precisión y la estética deben estar presentes en el producto al mismo tiempo.
Cuanto mayor es la tolerancia, mayor es la calidad del producto, pero mayor es el coste y más tiempo se tarda en cumplir los requisitos. el El moldeo por inyección se divide generalmente en tres niveles de calidad, a saber moldeo por inyecciónmoldeo de precisión media, y moldeo por inyección de precisión.
De uso general moldeo por inyección requiere un bajo nivel de control de calidad y se caracteriza por bajos índices de devolución y ciclos de producción rápidos. Medio-moldeo por inyección de precisión puede ser más caro porque requiere mayores exigencias al fabricación de moldes y producción proceso, lo que exige frecuentes controles de calidad.
El tercer tipo, la precisión moldeo por inyección de pared delgada ciclo, requiere moldes de precisión100%, condiciones óptimas de producción y supervisión continua de la producción. Esto afecta a la duración del ciclo de producción y aumenta el coste de producción unitario y el coste de control de calidad.
Desde el punto de vista de la calidad del producto, por supuesto, cuanto mayor sea la precisión, mejor, pero desde el punto de vista de los costes económicos de producción, cuanto menor sea, más barato. Un diseñador en este momento debe elegir entre las dos.
En términos generales, para cumplir con el rendimiento, y los requisitos de apariencia, con los requisitos de la premisa de la relajación adecuada de la tolerancia de tamaño no crítico.

La elección de los materiales
En general, no existe un material malo, sino un material incorrecto utilizado en un área concreta. Por lo tanto, el diseñador debe conocer a fondo el rendimiento de los distintos materiales disponibles, y probar cuidadosamente estos materiales para estudiar su impacto en el rendimiento de los productos moldeados y procesados con diversos factores.
El más utilizado en fabricación de moldes de inyección de plástico material es el termoplástico. Puede dividirse a su vez en plásticos amorfos y semicristalinos. Estos dos tipos de materiales difieren significativamente en su estructura molecular y en las propiedades afectadas por la cristalización.
En general, los termoplásticos semicristalinos se utilizan principalmente para piezas mecánicamente resistentes, mientras que los termoplásticos amorfos suelen emplearse para carcasas porque no se doblan con facilidad.
Los termoplásticos están disponibles en variedades no reforzadas, reforzadas con fibra de vidrio, minerales y con relleno vítreo.
Las fibras de vidrio se utilizan principalmente para aumentar la resistencia, la rigidez y la temperatura de aplicación; los minerales y las fibras de vidrio tienen un efecto de refuerzo menor y se utilizan principalmente para reducir el alabeo. La cantidad exacta de cambio en las propiedades plásticas con la adición de refuerzos debe verificarse preguntando al proveedor del material o mediante experimentación.
Algunos materiales termoplásticos, en particular la PA6 y la PA66, son muy higroscópicos. Esto puede tener un impacto significativo en sus propiedades mecánicas y estabilidad dimensional.
Algunos requisitos están relacionados con consideraciones de procesamiento y montaje. También es importante investigar la concentración de varias funciones diferentes en una pieza, lo que puede ahorrar costosos montajes.
Esta directriz es muy útil para calcular los costes de producción. En el cálculo del precio, se observa que no sólo hay que tener en cuenta el precio de las materias primas, sino que también hay que tener en cuenta que los materiales con altas prestaciones (rigidez, tenacidad) pueden dar lugar a espesores de pared más finos y, por tanto, a ciclos de producción más cortos. Por tanto, es importante enumerar todos los criterios y evaluarlos sistemáticamente.
Esquinas redondeadas
Las esquinas afiladas suelen dar lugar a piezas con defectos y concentraciones de esfuerzos, en las que las tensiones concentradas pueden romperse cuando se someten a cargas o impactos.
Las esquinas redondeadas más grandes ofrecen una solución a este inconveniente, ya que no sólo reducen el factor de concentración de tensiones, sino que también hacen que el flujo de plástico sea más suave y fácil cuando el producto acabado se libera del molde. Si las esquinas interiores son redondeadas y las exteriores afiladas, las esquinas seguirán siendo más gruesas que el resto y se seguirá produciendo contracción.
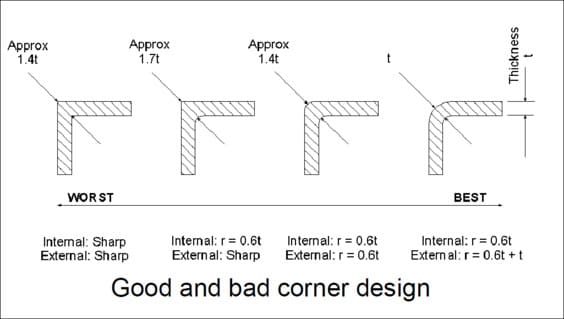
Podemos hacer que el grosor uniforme de la pared sea uniforme redondeando las esquinas interior y exterior, en cuyo caso la esquina exterior es la suma de la esquina interior más el grosor básico de la pared.
La directriz de diseño de la broca de esquina también se aplica a la broca de fijación de tipo viga en voladizo. Debido a que este método de fijación se requiere para doblar el brazo en voladizo incrustado, el diseño de la posición de la esquina ilustra que si la posición del arco de la esquina R es demasiado pequeño hará que su coeficiente de concentración de tensión a ser demasiado grande, por lo tanto, el producto es fácil de romper cuando se dobla, la posición del arco R es demasiado grande, es fácil que aparezcan líneas de contracción y hueco.
Por lo tanto, la posición del arco y el grosor de la pared tienen una cierta relación. Generalmente, entre 0,2 y 0,6, el valor ideal es 0,5 aproximadamente.
Conclusión
En este documento, analizamos los puntos de diseño de piezas moldeadas por inyección desde el punto de vista del grosor de la pared, el ángulo de desmoldeo, el refuerzo, el agujero, el puntal, el encaje, la conexión de interferencia, la tolerancia y la esquina redondeada.
Por supuesto, el diseño de productos moldeados por inyección también está limitada por el entorno, las condiciones y los requisitos, por lo que es necesario hacer frente a situaciones específicas.







