 Ir al contenido
Ir al contenido 
Soluciones de moldes para automoción: Acero con certificación IATF 16949
Descubra soluciones innovadoras de acero para moldes para la industria del automóvil, que garantizan la calidad y el cumplimiento de la certificación IATF 16949. ¡Explore más ahora!
Guía completa de soluciones de acero para moldes IATF 16949 para automoción
¿Qué es la norma IATF 16949 y su relación con el moldeo por inyección?
IATF 16949:2016 es la norma internacional del Sistema de Gestión de la Calidad (SGC) para la industria del automóvil. Fue desarrollada por la International Automotive Task Force (IATF) y sustituyó a la antigua norma ISO/TS 16949. Su principal objetivo es impulsar la mejora continua, hacer hincapié en la prevención de defectos y reducir la variación y los residuos en la cadena de suministro de la automoción.
Para los moldeadores por inyección, IATF 16949 no es sólo un certificado en la pared; es un marco integral que rige todos los aspectos de su funcionamiento. Su relación con el acero para moldes de inyección es directa y profunda:
- Control de procesos: El molde de inyección es una pieza crítica del equipo de producción. La norma IATF 16949 exige un control estricto de todos los equipos que afectan a la calidad del producto. Por tanto, el estado, el rendimiento y la longevidad del molde se someten a un intenso escrutinio.
- Gestión de riesgos: La norma exige a las organizaciones que identifiquen y mitiguen los riesgos. Una mala elección del acero para moldes representa un riesgo importante, que puede provocar fallos prematuros de las herramientas, paradas de producción y que lleguen piezas defectuosas al cliente.
- Trazabilidad: La norma IATF 16949 exige una trazabilidad total. Esto significa que el moldeador debe ser capaz de rastrear el acero utilizado en un molde específico hasta su origen, incluidos los certificados de laminación y los registros de tratamiento térmico. Esto es crucial para el análisis de la causa raíz si surge un problema de calidad.
En esencia, el molde se considera un insumo clave del proceso, y el acero es la base de ese insumo. Un acero no conforme o mal elegido socava todo el sistema de calidad.
El papel fundamental del acero para moldes en el contexto de la norma IATF 16949
En el marco de la norma IATF 16949, el acero para moldes es mucho más que una simple materia prima. Es un activo estratégico cuyas propiedades influyen directamente en las "Cinco M" de la fabricación: Hombre, Máquina, Método, Material y Medición.
- La coherencia por encima del volumen: Los moldes de automoción suelen funcionar durante millones de ciclos. El acero debe resistir el desgaste, la deformación y la fatiga para garantizar que la primera pieza sea dimensional y estéticamente idéntica a la millonésima. Esto apoya directamente el objetivo de la IATF de reducir la variación.
- Coste total de propiedad (TCO): Un acero más barato y de menor calidad puede ahorrar dinero por adelantado, pero puede generar costes más elevados debido al aumento del mantenimiento, los tiempos de inactividad imprevistos y las frecuentes reparaciones de herramientas. La norma IATF 16949 fomenta un enfoque basado en el coste total de propiedad, en el que se da prioridad a la fiabilidad y el rendimiento a largo plazo.
- Validación y PPAP: El Proceso de Aprobación de Piezas de Producción (PPAP) es una piedra angular de la calidad en automoción. El molde debe ser capaz de producir constantemente piezas que cumplan todas las especificaciones. La estabilidad y durabilidad del acero del molde son esenciales para el éxito del PPAP y la producción en curso.

Clasificación de los aceros para moldes de inyección de automoción
Los aceros para moldes son aleaciones sofisticadas diseñadas para obtener unas características de rendimiento específicas. En general, se clasifican en tres categorías principales, cada una de las cuales contiene varios grados adecuados para diferentes aplicaciones de automoción.
1. Aceros preendurecidos:
Descripción: Estos aceros salen del laminador ya tratados térmicamente hasta alcanzar una dureza moderada (normalmente 28-40 HRC). Esto elimina la necesidad de un tratamiento térmico posterior al mecanizado, lo que reduce el riesgo de distorsión y ahorra tiempo.
Grados comunes: P20, 1.2311, 1.2738.
Uso típico: Moldes para producción de volumen bajo a medio, bases de moldes grandes, soportes y componentes para polímeros no abrasivos (por ejemplo, PP, PE). Ideal para molduras interiores y piezas estructurales grandes en las que el pulido no es la principal preocupación.

2. Aceros de endurecimiento total (templables):
Descripción: Estos aceros se suministran en estado blando, recocido, para facilitar el mecanizado. Tras el mecanizado, se someten a un tratamiento térmico (templado y revenido) para alcanzar una dureza elevada (normalmente 48-60 HRC).
Grados comunes: H13 (1.2344), S7, 1.2343.
Uso típico: Aplicaciones de gran volumen y desgaste. Moldes para resinas abrasivas rellenas de vidrio, habituales en componentes bajo el capó. Ofrecen una excelente resistencia al desgaste, tenacidad y resistencia a la fatiga térmica.

3. Aceros inoxidables:
Descripción: Estos aceros contienen altos niveles de cromo (>12%), lo que les confiere una excelente resistencia a la corrosión. Son esenciales cuando se moldean resinas corrosivas (como el PVC) o cuando los moldes funcionan o se almacenan en ambientes húmedos.
Grados comunes: 420 (1.2083), S136 (1.2316).
Uso típico: Moldes para componentes ópticos como lentes de faros y tubos de luz, que requieren un pulido impecable y de alto brillo que no debe degradarse con el tiempo. También se utilizan para aplicaciones médicas y alimentarias que pueden formar parte de los sistemas de un vehículo (por ejemplo, contenedores de fluidos).

Escenarios de aplicación típicos para moldes conformes con IATF 16949
La elección del acero está inextricablemente ligada a la pieza final de automoción que producirá.
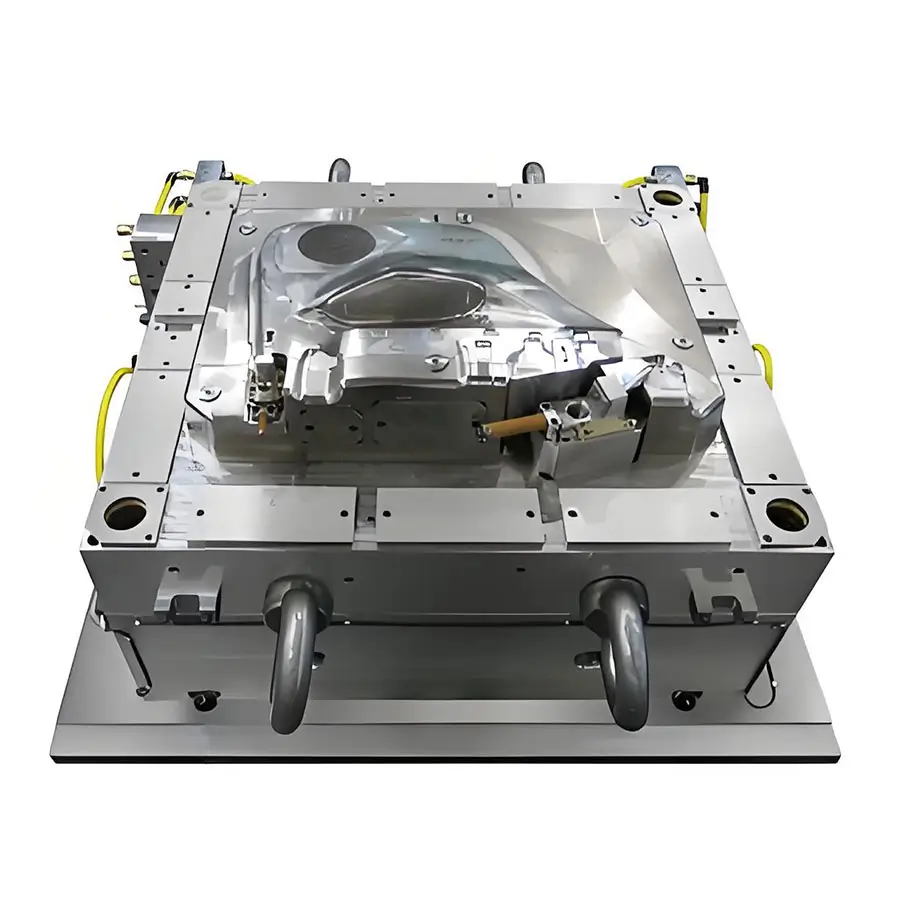
1. Componentes interiores (salpicaderos, paneles de puertas, consolas centrales):
Elección del acero: A menudo P20 o 1,2738.
Justificación: Estas piezas son grandes y complejas, a menudo con texturas de grano intrincadas. Los volúmenes de producción son elevados, pero las resinas (PP, ABS, TPO) no suelen ser abrasivas. El acero preendurecido ofrece un buen equilibrio entre mecanizabilidad para herramientas grandes y durabilidad suficiente para el ciclo de vida requerido.
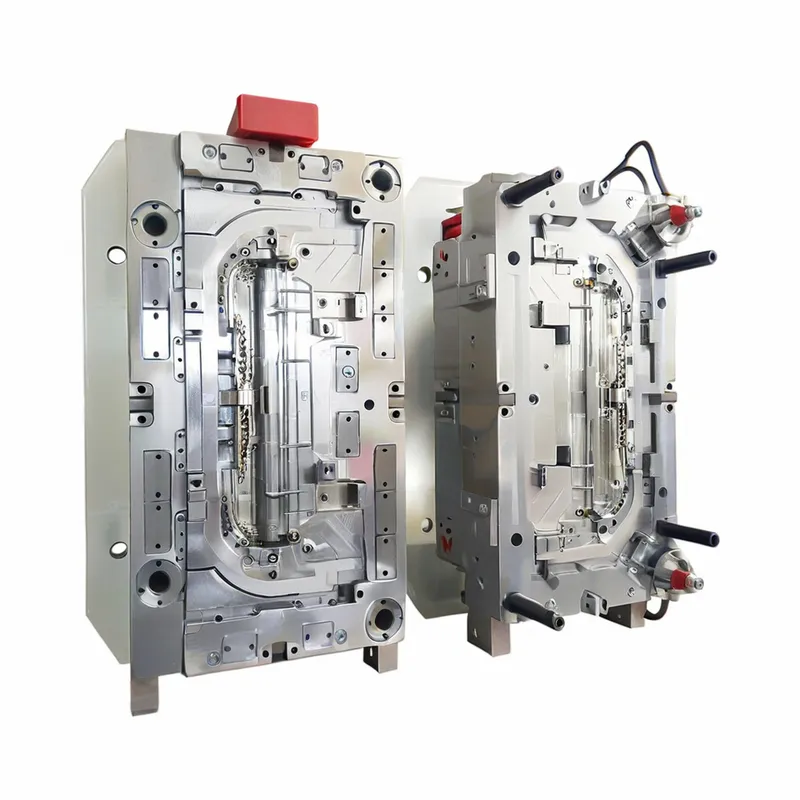
2. 2. Componentes bajo el capó (cubiertas del motor, colectores de admisión de aire, cubiertas del ventilador):
Elección del acero: H13 o acero para herramientas similar para trabajo en caliente.
Justificación: Estas piezas se fabrican con resinas rellenas de vidrio o minerales (PA66-GF30, PBT) que son muy abrasivas. La elevada dureza y resistencia al desgaste del H13 endurecido son esenciales para evitar que la cavidad del molde se erosione, lo que provocaría un fallo dimensional.
3. Iluminación exterior (lentes de faros, cubiertas de luces traseras, tubos de luz):
Elección del acero: Acero inoxidable de gran pureza, como S136 o 420ESR.
Justificación: La claridad óptica es primordial. Estos aceros pueden pulirse hasta conseguir un acabado de espejo (SPI A-1). Su excelente resistencia a la corrosión garantiza que este pulido no se vea afectado por el óxido o las micro-picaduras durante la producción o el almacenamiento, lo que causaría defectos en la lente.
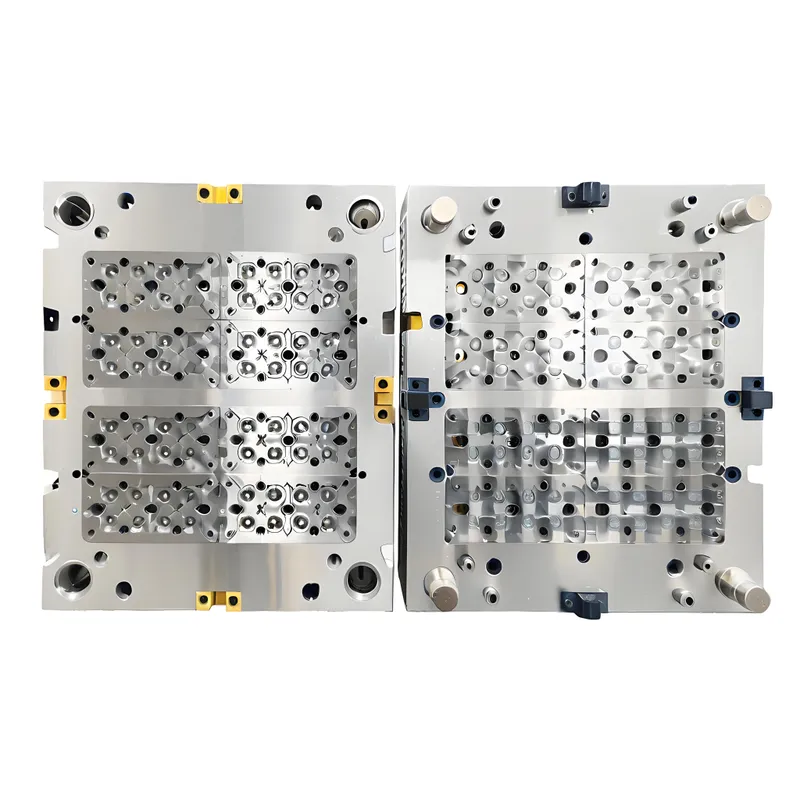
4. 4. Componentes estructurales y de seguridad (vigas parachoques, estructuras de asiento):
Elección del acero: Grados de alta dureza como S7 o H13 modificado.
Justificación: Estos moldes pueden sufrir grandes tensiones e impactos durante el moldeo y la manipulación. La dureza (la capacidad de absorber energía sin fracturarse) es más importante que la dureza extrema para evitar un fallo catastrófico de la herramienta.

Ventajas de seleccionar el acero adecuado según IATF 16949
Una selección de acero informada y conforme a las normas ofrece ventajas tangibles que se alinean directamente con los objetivos de la norma IATF 16949.
① Mayor calidad y consistencia del producto: El acero adecuado mantiene la estabilidad dimensional y el acabado superficial, garantizando que cada pieza cumpla las especificaciones y reduciendo la variación entre piezas.
② Aumento de la eficacia global de los equipos (OEE): Un molde duradero requiere menos mantenimiento no programado, lo que reduce el tiempo de inactividad y aumenta la productividad.
③ Menor coste total de propiedad (TCO): Aunque el acero de primera calidad tiene un coste inicial más elevado, se amortiza con una mayor vida útil del molde, menos reparaciones y menos desechos, lo que coincide con el objetivo de la IATF de reducir los residuos.
④ Cumplimiento garantizado y menor riesgo de auditoría: El uso de acero certificado y trazable con la documentación adecuada satisface un requisito clave de la norma IATF 16949, lo que simplifica las auditorías y demuestra la solidez del control de procesos.
⑤ Rendimiento predecible: El acero de alta calidad de proveedores reputados ofrece un comportamiento predecible durante el mecanizado, el tratamiento térmico y la producción, lo que minimiza las sorpresas y las desviaciones del proceso.

Desventajas y riesgos de una selección inadecuada del acero
Por el contrario, tomar atajos en el acero para moldes introduce riesgos significativos que pueden poner en peligro un proyecto y la reputación de un proveedor.
① Fallo prematuro del molde: Utilizar un acero con una tenacidad o dureza insuficientes puede provocar grietas, astillamientos o fallos catastróficos, causando largos periodos de inactividad y costes de sustitución.
② Defectos de calidad de las piezas: Una cavidad de molde desgastada o corroída producirá piezas con rebabas, marcas de hundimiento, dimensiones incorrectas y un acabado superficial deficiente, lo que provocará un alto índice de desechos y un posible rechazo por parte del cliente.
Retrasos en la producción: Una herramienta defectuosa puede paralizar la producción durante semanas, con el consiguiente incumplimiento de los plazos de entrega y graves sanciones económicas por parte de los fabricantes de automóviles.
④ No conformidad con IATF 16949: El uso de acero no trazable o inadecuado es una señal de alarma importante durante una auditoría y puede dar lugar a un informe de no conformidad (NCR), lo que puede poner en peligro la certificación de un proveedor.
⑤ Aumento de los costes de mantenimiento: Un acero de baja calidad requerirá un pulido más frecuente, reparaciones de soldadura y mantenimiento preventivo, lo que consume mano de obra y recursos que podrían emplearse mejor en otra cosa.
IATF 16949 y acero para moldes de inyección de automoción: Una guía completa
Dominio de la selección de acero para moldes de inyección de automoción para IATF 16949.

Guía completa de soluciones de acero para moldes IATF 16949 para automoción
Propiedades clave de los aceros de alto rendimiento para moldes de automoción
Al especificar un acero para moldes, los ingenieros evalúan una combinación de propiedades. El equilibrio ideal depende de la aplicación.
① Dureza: Capacidad del acero para resistir la indentación y la abrasión. Se mide en Rockwell C (HRC). Una mayor dureza aumenta la resistencia al desgaste, pero a veces puede reducir la tenacidad.
② Dureza: Capacidad del acero para absorber impactos y energía sin fracturarse. Crucial para moldes con esquinas afiladas o sometidos a altas presiones de inyección.
③ Resistencia al desgaste: Capacidad de resistir la pérdida de material por fricción y abrasión, especialmente importante cuando se moldean plásticos rellenos de vidrio o minerales. Esto está directamente relacionado con la dureza y la presencia de carburos duros en la microestructura del acero.
④ Resistencia a la corrosión: La capacidad de resistir el ataque químico de los plásticos (por ejemplo, el PVC que libera HCl) o los factores ambientales (humedad). Esto se consigue mediante la adición de cromo.
⑤ Pulibilidad: Capacidad de conseguir un acabado superficial liso y sin defectos. Esto depende de la limpieza (pocas inclusiones), homogeneidad y microestructura del acero. Los aceros de calidad superior suelen fabricarse mediante procesos de fusión especiales, como la refundición por electroescoria (ESR), para mejorar su pureza y pulibilidad.
⑥ Maquinabilidad: La facilidad con la que el acero puede cortarse, taladrarse y fresarse. Los aceros más blandos y preendurecidos son más fáciles de mecanizar, mientras que los aceros para herramientas de alta dureza son más difíciles y costosos de trabajar.
⑦ Conductividad térmica: La capacidad del acero para transferir calor. Una mayor conductividad térmica permite un enfriamiento más rápido, lo que reduce la duración de los ciclos. Esta es una ventaja clave de algunas calidades especializadas más recientes.

El ciclo de vida del acero para moldes en un sistema IATF 16949
La norma IATF 16949 exige un enfoque sistemático y documentado para gestionar los equipos críticos. En el caso del acero para moldes, el ciclo de vida es el siguiente:
① Especificación y abastecimiento: El proceso comienza cuando el equipo de ingeniería especifica el grado de acero correcto en función de los requisitos de la pieza. A continuación, el departamento de compras debe abastecerse de este acero a través de un proveedor homologado y reputado que pueda proporcionar un certificado de material completo (mill cert) en el que se detallen su composición química y sus propiedades. Este certificado es el primer eslabón de la cadena de trazabilidad.
② Mecanizado y tratamiento térmico: Todos los procesos de mecanizado están controlados. Para los aceros templables, la fase de tratamiento térmico es crítica. El proveedor del tratamiento térmico también debe estar homologado y proporcionar un certificado de conformidad en el que se detalle el proceso utilizado (temperaturas, medios de temple, tiempos) y la dureza final alcanzada. Estos datos se añaden al archivo histórico de la herramienta.
③ Validación (PPAP): Durante la prueba del molde y las pruebas PPAP, se valida el rendimiento de la herramienta. Debe demostrar su capacidad para producir piezas conformes de forma constante. Aquí se aborda cualquier problema relacionado con el acero (por ejemplo, desgaste inesperado, problemas de refrigeración).
④ Producción y mantenimiento preventivo: Una vez en producción, el molde se somete a un riguroso plan de mantenimiento preventivo (PM), tal como exige la norma IATF 16949. Esto incluye la limpieza programada, la inspección en busca de desgaste o daños y el pulido menor. Todas las actividades de mantenimiento se registran en el archivo de la herramienta.
⑤ Reacondicionamiento y fin de vida útil: Después de cientos de miles o millones de ciclos, la herramienta puede requerir un reacondicionamiento importante o su sustitución. La decisión se basa en los datos de rendimiento (SPC), los registros de inspección y el archivo histórico de la herramienta. El ciclo de vida completo se documenta para satisfacer los requisitos de auditoría.
Consideraciones clave para la selección y gestión del acero
Además de la solicitud básica, durante el proceso de selección deben sopesarse otros factores.
① Volumen de producción y ciclo de vida: ¿Se trata de una herramienta prototipo para 1.000 piezas o de una herramienta de gran volumen para 5 millones de piezas? La longevidad requerida es el factor más importante para determinar el grado de acero necesario.
② Parte Complejidad y Geometría: Las piezas con paredes finas, nervaduras profundas o esquinas internas afiladas crean concentraciones de tensiones en el molde. Se necesita un acero más resistente para evitar grietas en estas zonas.
③ Tipo de resina plástica: Las cargas abrasivas (vidrio, fibra de carbono) exigen una gran resistencia al desgaste (H13). Las resinas corrosivas (PVC, algunos retardantes de llama) exigen acero inoxidable (S136).
④ Requisitos de acabado de la superficie: Un panel interior texturizado tiene necesidades diferentes a las de una lente óptica cristalina. El acabado SPI (Society of the Plastics Industry) requerido dicta la pulibilidad necesaria del acero.
⑤ Tipo de puerta y ubicación: El punto por el que el plástico entra en la cavidad (la compuerta) es una zona de alto desgaste. Es una práctica habitual utilizar un inserto de acero para herramientas independiente y muy resistente al desgaste en el punto de la compuerta, aunque el resto del molde esté fabricado con un acero más blando.
Mejores prácticas para la especificación y el diseño del acero para moldes
① Colabora pronto: Implique al fabricante de herramientas, al proveedor de materiales y al tratador térmico en las primeras fases del proceso de diseño. Su experiencia puede evitar errores costosos.
② Utilizar el AMFE de herramientas: Realizar un análisis modal de fallos y efectos (AMFE) del diseño del molde. Identifique posibles modos de fallo relacionados con el acero (por ejemplo, "grieta en esquina afilada", "desgaste en compuerta") e implante cambios preventivos en el diseño.
③ Documéntalo todo: Cree una "Biografía de la herramienta" completa o un archivo histórico para cada molde. Debe incluir el certificado de la acería, el certificado de tratamiento térmico, los informes de inspección, los registros de mantenimiento y cualquier registro de reparación. Esto no es negociable para IATF 16949.
④ Especifique con precisión: No se limite a especificar "P20". Especifique el proveedor, el rango de dureza deseado (por ejemplo, 30-32 HRC) y cualquier requisito especial como "debe desgasificarse al vacío".
⑤ Diseño para el mantenimiento: Diseñe el molde para un mantenimiento fácil y seguro. Esto incluye facilitar el acceso a los componentes de mayor desgaste y utilizar componentes estandarizados siempre que sea posible.

Problemas comunes con el acero para moldes y sus soluciones
| Problema | Causa(s) potencial(es) | Soluciones conformes con IATF 16949 |
|---|---|---|
| Agrietamiento/fractura prematura | - Selección incorrecta del acero (baja tenacidad). - Tratamiento térmico inadecuado. - Esquinas internas afiladas en el diseño. - Presión de inyección excesiva. | – Seleccione un acero más duro (por ejemplo, S7). – Verifique certificados de tratamiento térmico; utilice un proveedor certificado. – Modifique diseño para incluir radios en todas las esquinas agudas. – Validar y controlar los parámetros del proceso de moldeo. |
| Corrosión/óxido | - Utilización de un acero no inoxidable con resinas corrosivas (PVC). - Almacenamiento inadecuado en un ambiente húmedo. - Canales de refrigeración contaminados. | – Interruptor a un molde de acero inoxidable (S136, 420). – Implementar un procedimiento estricto de almacenamiento del molde (limpiar, secar, aplicar antioxidante). – Utilice agua tratada y realizar una limpieza periódica de los canales. |
| Desgaste/erosión excesivos | - Moldeo de materiales abrasivos rellenos de vidrio. - La dureza del acero es demasiado baja para la aplicación. - Alta velocidad de puerta. | – Utilice un acero de gran dureza, endurecido en toda su masa (H13). – Solicitar un revestimiento superficial (PVD, nitruración) en las zonas de mayor desgaste. – Optimice diseño de la compuerta y parámetros de inyección para reducir la velocidad. |
| Mal pulido o acabado de la pieza | - El acero tiene poca pureza (inclusiones, impurezas). - Técnica de pulido inadecuada. - Acumulación de material (desgasificación) en la superficie del molde. | – Especifique un acero de gran pureza y grado ESR para piezas ópticas. – Utilice técnicos de pulido experimentados y procedimientos documentados. – Realice limpieza periódica en la prensa y mantenimiento preventivo programado. |
| Inestabilidad dimensional | - Alivio de tensiones inadecuado tras el mecanizado. - Tratamiento térmico inadecuado o no uniforme. - El acero no es lo suficientemente robusto para las presiones de moldeo. | – Incorpore una secuencia de máquina de desbaste -> alivio de tensiones -> máquina de acabado. – Asegúrese El tratamiento térmico lo realiza un proveedor cualificado con equipos modernos. – Realice un análisis de llenado de moldes para comprender las presiones y seleccionar un acero más robusto. |
Lista de comprobación de selección de acero para moldes para el cumplimiento de la norma IATF 16949
Utilice esta lista de comprobación durante la fase inicial de diseño y adquisición para asegurarse de que no se pasan por alto consideraciones clave.
① Volumen de producción: Estimación del total de piezas a producir (>1 millón, 500k-1M, <500k)?
② Material de la pieza: ¿La resina plástica es no rellena, abrasiva (rellena de vidrio/mineral) o corrosiva (PVC/halogenada)?
③ Acabado superficial: ¿Cuál es el acabado SPI requerido (por ejemplo, A-1 para lente, B-2 para brillante, C-1 para semibrillante, D-3 para texturizado)?
④ Complejidad de la pieza: ¿Tiene la pieza paredes finas, nervaduras profundas o esquinas afiladas que requieran una gran tenacidad del acero?
⑤ Trazabilidad: ¿Proporcionará el proveedor un certificado de material completo con trazabilidad hasta el número de lote?
⑥ Tratamiento térmico: Si se utiliza acero templable, ¿está certificado el proveedor del tratamiento térmico y puede facilitar un certificado de conformidad?
⑤ Plan de mantenimiento: ¿Se ha previsto un plan de mantenimiento preliminar (por ejemplo, frecuencia de limpieza, puntos de inspección)?
⑥ Presupuesto: ¿La decisión se basa en el precio inicial o en el coste total de propiedad (TCO) a largo plazo?

¿Cómo elegir la velocidad de inyección adecuada?
Conclusiones clave – La moldeo por inyección de metal (MIM1) combina la complejidad geométrica del moldeo por inyección de plástico con las propiedades mecánicas de las piezas metálicas forjadas o fundidas, logrando densidades superiores al 95% de
What are the Essential Design Guidelines for MUD Inserts?
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

¿Cuáles son las ventajas del moldeo por inyección de metales?
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
Soluciones de optimización Gratis
- Proporcionar información sobre el diseño y soluciones de optimización
- Optimice la estructura y reduzca los costes de moldeado
- Hable directamente con los ingenieros

