 Ir al contenido
Ir al contenido 

Introducción: El policarbonato (PC) es un plástico genial que sirve para muchas cosas. Es muy transparente y resistente, y no se pone raro cuando le pones peso encima. También es seguro, soporta temperaturas frías y calientes y no cambia de forma cuando no quieres. Además, mantiene la electricidad en su sitio y resiste las inclemencias del tiempo. Por eso la gente lo usa para todo tipo de cosas, como fabricar cosas que miden cosas, luces, aparatos electrónicos, cosas para el hogar y paquetes.
El PC es un polímero lineal que tiene anillos bencénicos, grupos isopropílicos y enlaces acéticos en la estructura de la cadena principal de la molécula. Esta estructura le confiere rigidez y flexibilidad, así como una buena resistencia a altas temperaturas. Sin embargo, también presenta deficiencias como su elevada viscosidad de fusión y su sensibilidad a la humedad, lo que conlleva ciertas dificultades para el moldeo por inyección.
Las características tecnológicas del PC son que no tiene un punto de fusión evidente. El PC modificado tiene una alta viscosidad de fusión a la temperatura normal de procesado, es decir, 230-320℃. La viscosidad es menos sensible a la velocidad de cizallamiento y más sensible a la temperatura, que es similar al comportamiento de los fluidos newtonianos; es sensible a la humedad, y la resina se hidroliza fácilmente a alta temperatura; el producto es propenso a la tensión interna, etc.

Se puede observar que el PC es un plástico difícil de procesar. Por lo tanto, en el proceso de producción real, nos encontramos con muchos problemas. Por ejemplo, en el policarbonato proceso de moldeo por inyección, la calidad de las líneas de soldadura se ve afectada por la temperatura del material y el espesor de la pared, y las marcas de hundimiento pueden ser defectos causados por el uso inadecuado de estos factores . En este artículo, se analizan y discuten varios defectos comunes de moldeo por inyección.
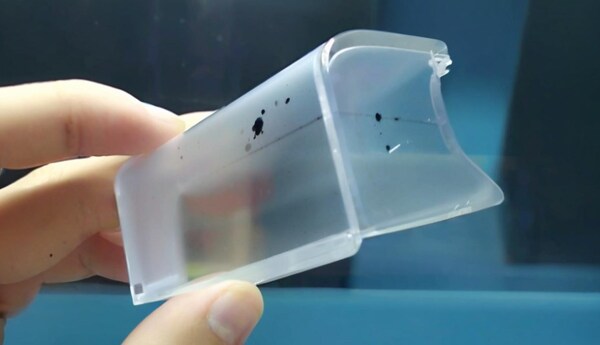
Decoloración del producto, ennegrecimiento, rayas amarillas y manchas negras
Análisis de defectos
El PC tiene una buena resistencia al calor. Cuando se procesan materiales ordinarios de PC, su temperatura de fusión puede fijarse en 240℃-300℃. Incluso si permanece durante mucho tiempo, por lo general no se descompone. Pero, ¿por qué ocurre a menudo la decoloración cuando se producen algunos productos eléctricos?
Eso se debe a que ahora la competencia en el mercado es feroz. Para reducir los costes de producción, la mayoría de los fabricantes utilizan materiales modificados con PC o materiales reciclados cuando fabrican productos eléctricos de gama media y baja. Algunos fabricantes incluso utilizan materiales mezclados con retardantes de llama, cargas, etc. Debido a que estos materiales tienen flujos mixtos y altos requisitos de plastificación, es más difícil controlar el proceso, lo que da lugar a diversos problemas.
Soluciones
Para abordar la cuestión mencionada, debemos tener en cuenta y proponer soluciones desde las siguientes perspectivas:
Condiciones del proceso
Lo principal a tener en cuenta es la temperatura de fusión. Por lo general, la temperatura de la barrica debe reducirse paso a paso, sobre todo la de las dos primeras secciones. Se utilizan distintas temperaturas para distintos materiales.
Por ejemplo, cuando se utiliza polietileno (PE) para modificar el PC con el fin de fabricar grandes aparatos eléctricos, la temperatura del barril debe controlarse generalmente a unos 230°C; cuando se utiliza ABS o PS para modificar el PC con el fin de fabricar pequeños componentes eléctricos como interruptores y enchufes, la temperatura del barril debe controlarse generalmente a unos 250°C; y cuando se utiliza PBT para modificar el PC con el fin de fabricar productos de iluminación, la temperatura del barril debe controlarse generalmente a unos 280°C.
Por supuesto, la selección final de la temperatura de moldeo también debe tener en cuenta aspectos como la forma del producto, el tamaño, la estructura del molde y los requisitos de rendimiento del producto. En segundo lugar, las materias primas deben secarse completamente para reducir la posibilidad de que se produzca un agrietamiento catalítico por trazas de humedad en la masa fundida caliente.

Además, si la velocidad del tornillo es demasiado rápida, la contrapresión es demasiado alta, la velocidad de inyección es demasiado rápida, y el orificio de la boquilla, el canal y el tamaño de la compuerta son demasiado pequeños, la masa fundida generará un alto calor de cizallamiento, provocando la fractura de la masa fundida del PC, y es fácil que el gas en la cavidad del molde no se descargue a tiempo, provocando quemaduras locales y ennegrecimiento del producto.
Equipamiento
Dado que la masa fundida de PC tiene una alta viscosidad y poca fluidez, requiere una alta presión de inyección. La masa fundida de PC tiene una fuerte fuerza de unión con el metal, y sus productos de descomposición son altamente corrosivos para el metal. Por lo tanto, al seleccionar el equipo de procesamiento, se requiere el uso de tornillos pequeños o especialmente diseñados y cromados. El sistema de plastificación no puede tener esquinas muertas, material muerto, huecos, grietas, etc.
Si las condiciones del proceso son buenas, pero la masa fundida se decolora durante la inyección de aire, significa que hay un problema con el sistema de plastificación. Es necesario comprobar el sistema de plastificación uno por uno, empezando por la boquilla, pasando por la brida de la boquilla, las tres piezas pequeñas, el tornillo y el barril.A veces el producto cambia de color en dos o tres moldes a la vez. Esto está relacionado principalmente con la existencia de material muerto en el sistema de plastificación.

Cuando los productos de descomposición del PC superan cierta cantidad, tienen su propio efecto catalizador, provocando una gran zona de descomposición de la masa fundida, especialmente los plásticos con retardantes de llama añadidos. Esto requiere encontrar puntos de material muerto, como pegaduras de tornillos, culatas, barriles, etc., que deben solucionarse mediante limpieza, reparación y pulido.
Materiales y métodos de funcionamiento
Si ve manchas negras al encender la máquina, probablemente se deba al material que queda en el barril. Así que hay que prestar atención al método de operación. Si está utilizando PC como el material en el barril antes de encender la máquina, es necesario limpiar el barril 3-4 veces con material nuevo a la temperatura de moldeo (inyección en el aire).
Si utiliza otros materiales, especialmente materiales con poca estabilidad térmica como PVC, POM, etc., no puede aumentar la temperatura al encender la máquina y no puede limpiar el cañón con materiales de PC. Sólo puede utilizar materiales con buena estabilidad térmica como PS, PE, etc. para limpiar el material a una temperatura más baja.

Después de la purga, eleve la temperatura del barril a la temperatura normal de procesado del PC y, a continuación, purgue con material de PC antes del procesado. Durante el procesamiento, si es necesario detener temporalmente la producción, la temperatura del barril debe reducirse por debajo de 160°C para aislarlo (porque la temperatura de transición vítrea del PC es de 160°C), a fin de evitar la decoloración debida a la descomposición del material con el paso del tiempo.
Una vez finalizada la tarea de producción, el barril puede purgarse con materiales con buena estabilidad térmica, como PS y PE, y la máquina puede detenerse tras el vaciado.Si se produce decoloración durante la producción, compruebe primero si hay algún problema con el material. ¿Se han mezclado otros materiales y materias extrañas? ¿Hay algún problema con la calidad del material nuevo? ¿Está cualificado el material de entrada? ¿Es correcto el método de mezcla?
Una vez descartadas todas las demás posibilidades, busque otras razones. Otra razón es que la contaminación ambiental sea relativamente grave, como mucho polvo flotando en el aire, el moho esté contaminado, el filtro de la tolva de autococción no funcione y absorba más partículas de polvo.
Para ello, el taller de procesado debe mantenerse siempre limpio y ordenado. Lo mejor es cubrir la entrada y salida de aire de la tolva con una gasa fina, algo muy necesario cuando se procesan productos transparentes.
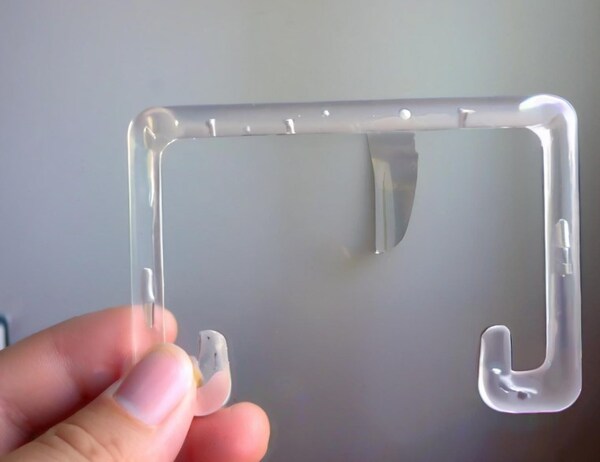
Aparecen rayas plateadas, burbujas y burbujas de vacío en el producto
Análisis de defectos
Las rayas plateadas, las burbujas y las burbujas de vacío en el producto son defectos comunes de los materiales de PC. Las rayas plateadas (o rayas de gas) son defectos en la superficie de un producto causados por la interferencia de gases durante el proceso de llenado. Los gases implicados son principalmente vapor de agua, aire, gas de descomposición y gas disolvente, siendo el vapor de agua, el gas de descomposición y el aire los más comunes.
Cuando la presión en el molde supera un cierto límite, la cavidad del molde pierde presión tras el moldeo por inyección, y el gas cercano a la superficie del producto escapará, dejando tras de sí una serie de pequeñas y grandes burbujas que centellean bajo la luz, siguiendo la dirección del flujo del material. Esto es lo que llamamos vetas de plata o vetas de gas.
En realidad, el gas siempre está presente durante la proceso de moldeo por inyeccióny gran parte de él permanece en el plástico. Cuando la presión en el molde es lo suficientemente alta y el contenido de gas no supera un cierto límite, el gas se disuelve en el plástico en estado disperso. Pero cuando la presión en el molde no es lo suficientemente alta y el contenido de gas supera un cierto límite, estos gases salen del plástico fundido y van a la superficie del producto para formar vetas plateadas. Se atascan en la pared gruesa y se convierten en burbujas.

Ya sean las vetas plateadas en la superficie del producto o las burbujas en la pared del mismo, puede ser el resultado de la acción de uno de los cuatro gases o el resultado de la acción conjunta de varios gases. Tiene mucho que ver con factores como las materias primas, los moldes, los sistemas de plastificación, el ajuste de los parámetros del proceso e incluso los cambios meteorológicos (especialmente los cambios de humedad). Así que este problema es más complicado. Pero en cualquier caso, el foco del problema y la solución deben centrarse en el gas, es decir, en cómo controlar el contenido de gas.
Vapor de agua
Si observa burbujas dispersas aleatoriamente en la superficie del producto, probablemente se trate de vapor de agua.El material termofusible PC es muy sensible a la humedad y requiere un contenido de humedad inferior a 0,02%. Por lo tanto, para controlar el contenido de humedad, el material debe secarse completamente. Generalmente, la temperatura de secado del material PC es de unos 120℃ y el tiempo de secado es de unas 4h.

El tiempo no debe ser demasiado largo. Si supera las 10 horas, es fácil que el material se deteriore, especialmente el material con retardante de llama añadido no debe secarse durante demasiado tiempo. El mejor método de secado es el secador de deshumidificación, que no tiene ningún efecto sobre el material. Para comprobar si el efecto de secado es bueno, puede utilizar el método de inyección de aire para ver si el material expulsado es continuo, suave y no emite gas blanco.
Aire
Si las partículas de la burbuja son superfinas y densas, se distribuyen principalmente alrededor de la puerta del producto, formando patrones radiantes o en forma de abanico, lo que es causado principalmente por el aire.La fuente de aire es:
Aire atrapado en el material.
Cuando hay más materiales de compuerta y el tamaño de las partículas varía mucho, es fácil que entre aire. Por lo tanto, cuando se utilizan materiales de compuerta, es mejor tamizar el polvo. Si la contrapresión es demasiado baja durante la fusión y la velocidad del tornillo es demasiado alta, el tornillo retrocederá demasiado rápido, y el aire será fácilmente empujado hacia el extremo delantero del barril con el material.
Por lo tanto, generalmente se recomienda prolongar al máximo el tiempo de fusión durante el tiempo de enfriamiento, lo que resulta muy útil para mejorar la calidad de plastificación.
Si la temperatura de la sección de descarga de material no está bien controlada, la temperatura es demasiado alta, lo que provocará que parte del material se funda prematuramente y bloquee el paso del aire para salir por el puerto de descarga; si la temperatura es demasiado baja, el precalentamiento es insuficiente, lo que provoca que parte de los gránulos entren en la sección de homogeneización y queden envueltos en aire.

Además, demasiada holgura también inhalará aire. En la situación anterior, el ajuste de la velocidad del tornillo, la contrapresión y la contrapresión generalmente puede resolver el problema.
Escape durante el llenado del molde.
Para que los materiales de PC con alta viscosidad de fusión llenen el molde sin problemas, normalmente hay que aumentar la temperatura de fusión y la presión de inyección. Cuando la masa fundida está a alta temperatura y alta presión, si se inyecta rápidamente, atravesará de repente el estrecho canal de flujo y entrará en la cavidad del molde con mucho espacio libre.

De este modo, el gas que sale de la masa fundida arrastrará consigo el aire del canal de flujo y de la cavidad del molde, y se obtendrá un estado de inyección de alta velocidad. En la superficie del plástico condensado, verá rastros del flujo de aire que se ha dispersado, y eso se llama patrón de gas.
Además, si hay muchas esquinas en la cavidad del molde, la diferencia de grosor es demasiado grande, o hay muchos insertos y la posición de la compuerta no es la correcta, la masa fundida se precipitará en la cavidad del molde, agitará el aire en el molde para formar un vórtice, y se formarán patrones de gas en ciertas partes, como el panel de interruptores y enchufes de los productos eléctricos moldeados.

Debido a que sus zócalos, interfaces e interruptores están concentrados en una sola pieza, esta situación se produce con frecuencia. La solución a este defecto es, por un lado, modificar el molde, reforzar el escape del molde y optimizar la posición de la compuerta; por otro, reducir la velocidad de llenado, especialmente la velocidad de inyección de la parte del patrón de gas.
Gas de descomposición
Dado que los materiales de PC deben moldearse a altas temperaturas, es inevitable que se produzca cierta descomposición. Pero cómo evitar la descomposición a gran escala y cómo eliminar el gas es algo que merece la pena discutir.De forma similar a la decoloración mencionada anteriormente, la principal razón para la generación de gas de descomposición es que la temperatura de fusión es demasiado alta. Por ejemplo, la temperatura del barril es demasiado alta, o la bobina de calentamiento del barril está fuera de control.
La bobina de calentamiento debe revisarse sección por sección empezando por la boquilla para reducir la temperatura del barril; la masa fundida permanece demasiado tiempo en el barril (como cuando se utiliza un equipo grande para producir productos pequeños, la cantidad de cojín es demasiado grande), el ciclo de moldeo es demasiado largo, o el material rancio del barril y el material almacenado en la esquina muerta se descomponen debido al calentamiento prolongado.
O la masa fundida se somete a un fuerte cizallamiento en el barril, como la relación de compresión del tornillo es demasiado grande, la velocidad del tornillo es demasiado alta, y la contrapresión es demasiado grande, lo que también causará la descomposición.
Además, si el orificio de la boquilla es demasiado pequeño, la compuerta del molde y el canal son demasiado pequeños, y la resistencia de la cavidad es grande, la masa fundida que pasa a través puede descomponerse debido al sobrecalentamiento local causado por la fricción. Por lo tanto, al procesar materiales de PC, las dimensiones del orificio de la boquilla, la compuerta y el canal son grandes, la ranura de escape debe ser profunda, y no es adecuado para fabricar productos de paredes finas.
Otra razón importante es que el propio PC es de mala calidad y fácil de descomponer. A menudo, los usuarios no tienen en cuenta esta circunstancia y trasladan el problema al molde y al equipo de procesamiento, de modo que no se encuentra la solución correcta al problema.

Gas disolvente
El gas disolvente está relacionado principalmente con la calidad del funcionamiento en la producción, como la limpieza poco limpia de los barriles y la adición excesiva de aditivos. La mayor parte del gas disolvente puede eliminarse mediante un secado suficiente, y no tiene un gran impacto en las marcas de gas.
A veces es difícil saber si los puntos de burbuja en el interior de productos transparentes son burbujas o burbujas de vacío. Por lo general, si los puntos de burbuja se encuentran al abrir el molde y el volumen no cambia mucho tras un tiempo de almacenamiento, se trata de una burbuja causada por la interferencia de gas; si aparece y aumenta de tamaño durante el proceso de desmoldeo y enfriamiento, se trata de una burbuja de vacío.
Las burbujas de vacío se forman cuando no hay suficiente material o presión al llenar el molde. El molde se enfría rápidamente, por lo que el material fundido que toca la pared del molde se solidifica primero. A continuación, el material del centro se enfría y se contrae, lo que hace que el volumen se reduzca y se cree un punto hueco, o burbuja.

Soluciones
Aumentar la presión de inyección, el tiempo de inyección y la cantidad de material
Ajustar la temperatura de fusión: Cuando la burbuja de vacío está lejos de la compuerta, aumentar la temperatura de fusión para hacer que la masa fundida fluya suavemente, y la presión puede ser transmitida a la parte lejos de la compuerta; cuando la burbuja de vacío está cerca de la compuerta, la temperatura de fusión se puede bajar para reducir la contracción;
Aumentar adecuadamente la temperatura del molde, especialmente la temperatura del molde de la parte local donde se forma la burbuja de vacío.
Colocar la compuerta en la parte de pared gruesa del producto para mejorar las condiciones de flujo de la boquilla, el canal y la compuerta y las condiciones de escape del molde; acortar el tiempo de enfriamiento del producto en el molde y, si es necesario, poner el producto en agua caliente para enfriarlo lentamente; los productos moldeados con compuertas puntuales pueden moldearse lentamente y a baja temperatura para resolver el problema de las burbujas de vacío, y el tamaño del canal puede aumentarse cuando hay burbujas de vacío en el canal.

Además, durante el proceso de producción se descubrió que se producían burbujas en la parte de pared gruesa del producto de PC poco después del desmoldeo. Esto se debía a un enfriamiento insuficiente, que provocaba la expansión del gas interno del PC.
En general, para resolver el problema se pueden utilizar medidas como prolongar el tiempo de enfriamiento, potenciar el efecto de enfriamiento, aumentar la presión y el tiempo de mantenimiento y retrasar la descomposición del PC.
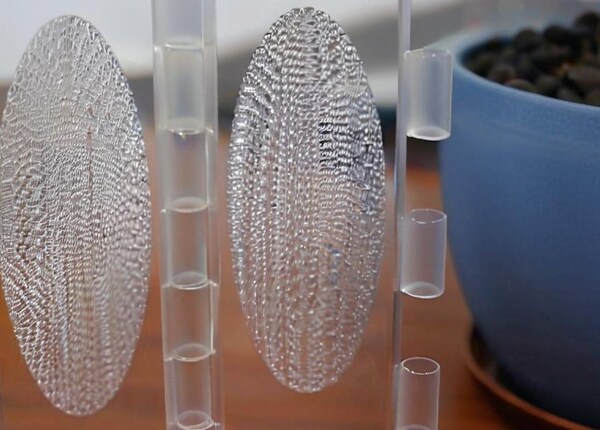
"Huella dactilar" en el producto
Análisis de defectos
Como la masa fundida de PC tiene una viscosidad elevada y poca fluidez, es más probable que presente un fenómeno de "huella dactilar". "Huella dactilar" se llama así porque se parece a la huella de un dedo humano. A veces se denomina ondulaciones, patrones de vibración o patrones de vibración, lo que significa que sus patrones son como los que forma una piedra al caer sobre una superficie de agua en calma. La razón principal de su aparición es que la viscosidad de la masa fundida del PC es demasiado alta.
Cuando la presión y la velocidad de inyección son bajas, la masa fundida llena el molde en forma de flujo estancado. Una vez que el material fundido delantero entra en contacto con la superficie fría del molde, se condensa rápidamente y se contrae, y el material fundido caliente de la parte trasera expande el material frío contraído bajo la presión y continúa avanzando. Este proceso se lleva a cabo alternativamente, formando líneas onduladas verticales en la dirección del flujo de material.
Soluciones
Aumentar la temperatura
Para aumentar la temperatura, hay que aumentar principalmente la temperatura de la boquilla, la temperatura de la parte delantera del barril y la temperatura del molde, especialmente la temperatura donde se genera la ondulación. Con ello se pretende reducir la viscosidad de fusión del PC y mejorar la fluidez de la fusión. Además, si el producto es relativamente preciso y tiene requisitos estrictos sobre la apariencia, es necesario añadir un controlador de temperatura del molde para controlar con precisión la temperatura del molde en torno a 120℃.

Aumentar la tasa de inyección y la presión de inyección
Aumentar la tasa de inyección y la presión de inyección es principalmente para aumentar la tasa de flujo de la masa fundida en la "huella dactilar" y evitar que la masa fundida fluya en forma de flujo estancado. Si la "huella dactilar" se genera en el centro del producto o lejos de la posición de la compuerta, debe utilizarse la inyección multietapa para ajustar la tasa de inyección sección por sección.
Modificar el molde
Cambiar el molde principalmente para reducir la resistencia de la masa fundida durante el llenado, como aumentar el tamaño del canal y la compuerta; prestar atención al pulido del orificio de la boquilla y el canal; aumentar la ranura de escape y la ranura; establecer insertos y dispositivos de guía de aire del eyector; mejorar la condición de escape del molde; establecer una trampa de material frío suficientemente grande para reducir la resistencia al flujo del material frío frontal.
Aparecen marcas de turbulencia en el producto
Análisis de defectos
Las marcas de turbulencia son las líneas de flujo irregulares que se centran en la compuerta en los productos de PC. A diferencia de la línea de "huella dactilar", las marcas de turbulencia aparecen en la dirección del flujo del material en lugar de perpendiculares a la dirección del flujo del material. La razón puede ser que el material fundido inyectado en la cavidad del molde está sometido a un gran impacto, lo que lo hace pegajoso y resbaladizo en el molde frío.

Soluciones
Aumente la temperatura de la masa fundida para evitar que se enfríe demasiado rápido; aumente la temperatura del molde, especialmente en la zona donde se encuentran las marcas de flujo, para evitar que la masa fundida se deslice por el molde antes de estar lista; utilice la inyección multietapa para reducir la velocidad de inyección y la presión en la zona donde se encuentran las marcas de flujo; cambie la ubicación de la compuerta para modificar la forma en que fluye la masa fundida;
Asegúrese de que el material frío está bien compactado para que no se deslice por el molde; utilice materiales que fluyan bien para que el material fundido llene el molde sin problemas.
Aparecen manchas de material frío en el producto
Análisis de defectos
Las manchas de material frío son un defecto común en las puertas de productos de PC. Esto ocurre cuando el producto tiene puntos brumosos o brillantes cerca de la puerta, o una cicatriz curvada como una lombriz que se pega a la superficie del producto desde la puerta.
La razón principal de su formación es el avance del material frío en la parte delantera del material fundido que entra en la cavidad del molde o el material frío que se aprieta en la cavidad del molde más tarde debido a un mantenimiento excesivo de la presión. El material delantero transfiere calor porque la boquilla entra en contacto con la plantilla fría o por el efecto refrigerante del canal. Al entrar en la cavidad del molde, se produce el empuje del material fundido caliente, por lo que se forman puntos de material frío.

Las manchas de material frío se extenderán en los productos más finos y se convertirán en manchas turbias parecidas al humo o a la pasta, mientras que en los productos de paredes gruesas que fluyen libremente, quedará una cicatriz curvada con forma de lombriz. En cuanto a las manchas de material frío formadas por un mantenimiento excesivo de la presión, están causadas por el largo tiempo de mantenimiento de la presión. Cuando la presión de mantenimiento de la presión es demasiado alta, el material frío en el canal y la puerta sigue siendo exprimido en el producto. Este tipo de punto de material frío a menudo forma un punto brillante circular en una pequeña zona cerca de la compuerta.
Otro tipo es que el material fundido se introduzca rápidamente en una pequeña compuerta y provoque la rotura de la masa fundida alrededor de la compuerta, o que aparezcan puntos brillantes similares al humo o a la luz en la compuerta debido a la interferencia del gas en el molde. Los puntos de material frío no sólo dañan la calidad aparente del producto, sino que también afectan al efecto de procesos posteriores como la pulverización o la galvanoplastia, y también reducen la resistencia mecánica del producto en diversos grados.
Soluciones
Aumentar la temperatura del barril y la boquilla, y aumentar la temperatura del molde para reducir el impacto del material frío; ralentizar la velocidad de inyección y aumentar la presión de inyección para evitar la fractura de la masa fundida o la interferencia del gas en el molde; ajustar el tiempo de inyección y el tiempo de mantenimiento para evitar el sobrellenado; un diseño razonable de la compuerta del molde puede reducir o evitar de antemano la formación de puntos de material frío.

El método tradicional y eficaz es abrir un pozo de material frío al final del canal de flujo para que el material delantero quede atrapado en el pozo y no entre en la cavidad del molde. Además de establecer un pozo de material frío, algunos moldes también deben considerar la racionalidad de la forma, el tamaño y la posición de la compuerta; reforzar el escape del molde; eliminar los contaminantes del material, reforzar el efecto de secado del material, reducir o sustituir el lubricante y utilizar la menor cantidad posible de desmoldeante.
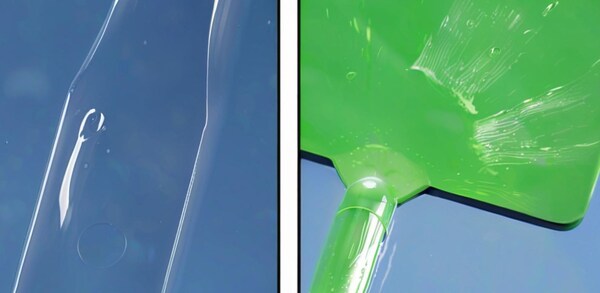
Tensión interna de los productos transparentes
Análisis de defectos
Al fabricar productos transparentes para PC, como gafas de sol, parabrisas, máscaras oculares y otras piezas, a menudo se observa que los productos se deforman, son astigmáticos, tienen poca transparencia y se agrietan. Esto se debe principalmente a la tensión interna dentro del producto. De hecho, también hay tensiones internas en los productos opacos, pero no son evidentes.
La tensión interna es la que se produce en el interior del plástico debido a un mal moldeado, cambios de temperatura, etc., sin ninguna fuerza externa. Es cuando las moléculas de plástico se estiran y luego se congelan en el producto. La tensión interna en los productos de plástico puede alterar las propiedades mecánicas y el rendimiento de los productos, como hacer que se alabeen, se deformen e incluso que aparezcan pequeñas grietas; puede dar mal aspecto a los productos y enturbiarlos.

El estrés interno también puede causar productos moldeados por inyección tener propiedades mecánicas más altas en la dirección del flujo, pero menor resistencia en la dirección perpendicular al flujo, lo que da lugar a un rendimiento desigual del producto, que afecta a su uso. En particular, cuando el producto se calienta o entra en contacto con disolventes orgánicos, se acelera el agrietamiento del producto.
La tensión interna de los productos de PC está causada principalmente por la tensión de orientación y la tensión de temperatura, y a veces está relacionada con un desmoldeo inadecuado.
Estrés de orientación
Es fácil crear tensiones internas después de orientar las macromoléculas dentro del producto moldeado por inyección, lo que provoca una concentración de tensiones. Durante el moldeo por inyección, la masa fundida se enfría rápidamente, y la viscosidad de la masa fundida es mayor a una temperatura más baja. Las moléculas orientadas no pueden relajarse completamente. La tensión interna así generada afecta a las propiedades mecánicas y a la estabilidad dimensional del producto. Por tanto, la temperatura de fusión es la que más influye en la tensión de orientación. Al aumentar la temperatura de fusión, disminuye la viscosidad de la masa fundida y, por tanto, disminuyen la tensión de cizallamiento y la orientación.

Además, la relajación de la tensión de orientación es mayor a alta temperatura de la masa fundida, pero cuando la viscosidad disminuye, aumenta la presión transmitida a la cavidad del molde por el tornillo de la máquina de moldeo por inyección, lo que puede aumentar la velocidad de cizallamiento y provocar un aumento de la tensión de orientación. Si el tiempo de mantenimiento es demasiado largo, aumenta la tensión de orientación; el aumento de la presión de inyección también provocará un aumento de la tensión de orientación debido al aumento de la tensión de cizallamiento y de la velocidad de cizallamiento. El grosor del producto también afecta a la tensión interna.
La tensión de orientación disminuye con el aumento del grosor del producto, porque el producto de pared gruesa se enfría lentamente, la masa fundida se enfría y se relaja durante mucho tiempo en la cavidad del molde, y las moléculas orientadas tienen tiempo suficiente para volver al estado aleatorio. Si la temperatura del molde es alta y la masa fundida se enfría lentamente, la tensión de orientación puede reducirse.
Estrés térmico
Cuando se inyecta plástico, la diferencia de temperatura entre la temperatura de la masa fundida y la temperatura del molde es grande, por lo que la masa fundida cerca de la pared del molde se enfría más rápido, lo que hace que la tensión sea desigual en el producto. Como el PC tiene una gran capacidad calorífica específica y una conductividad térmica pequeña, la superficie del producto se enfría mucho más rápido que el interior.

Cuando el producto sigue enfriándose, la cáscara solidificada en la superficie impedirá que el interior se contraiga libremente, lo que hace que el interior tenga una tensión de tracción y el exterior una tensión de compresión. Cuanto mayor sea la tensión debida a la contracción de los termoplásticos, menor será la tensión debida a la compactación en el molde, es decir, cuanto menor sea el tiempo de mantenimiento y menor la presión de mantenimiento, se podrá reducir en gran medida la tensión interna.
La forma y el tamaño del producto también influyen mucho en la tensión interna. Cuanto mayor es la relación entre la superficie y el volumen del producto, más rápido se enfría la superficie y mayores son la tensión de orientación y la tensión de temperatura. La tensión de orientación se genera principalmente en la fina capa superficial del producto. Por lo tanto, se puede considerar que la tensión de orientación debería aumentar con el aumento de la relación entre la superficie del producto y su volumen.
Si el grosor del producto es desigual o el producto tiene insertos metálicos, es fácil que se generen tensiones de orientación, por lo que los insertos y las compuertas deben colocarse en la pared gruesa del producto.A partir del análisis anterior, podemos ver que debido a las características estructurales de los plásticos y a las limitaciones de las condiciones del proceso de moldeo por inyección, es imposible evitar completamente las tensiones internas. La única manera es minimizar la tensión interna o intentar que la tensión interna se distribuya uniformemente en el producto.

Soluciones
La temperatura de la inyección tiene un gran efecto en la tensión interna del producto. Así, la temperatura del barril debe aumentarse adecuadamente para asegurarse de que el material está bien plastificado y las piezas son uniformes para reducir la contracción y la tensión interna; la temperatura del molde debe aumentarse para que el producto se enfríe lentamente para relajar las moléculas orientadas y reducir la tensión interna.
Si la presión de inyección es demasiado alta, las moléculas de plástico se orientarán más y la fuerza de cizallamiento será mayor, por lo que las moléculas de plástico se ordenarán y aumentará la tensión de orientación del producto. Por lo tanto, intente utilizar una presión de inyección más baja; si el tiempo de retención es demasiado largo, la presión en el molde aumentará debido al efecto de compensación de la presión, la masa fundida producirá un mayor efecto de extrusión, aumentará el grado de orientación molecular y aumentará la tensión interna del producto. Por lo tanto, el tiempo de mantenimiento no debe ser demasiado largo.
El efecto de la velocidad de inyección sobre la tensión interna de las piezas moldeadas por inyección es mucho menor que el de la temperatura, la presión y otros factores. Sin embargo, es mejor utilizar la inyección de velocidad variable, es decir, el llenado rápido del molde. Cuando la cavidad del molde esté llena, utilice una velocidad baja. Por un lado, la inyección a velocidad variable tiene un proceso de llenado de molde rápido y reduce las marcas de soldadura; por otro lado, la sujeción a baja velocidad puede reducir la orientación molecular.

Hacer que la posición de la compuerta sea razonable. Para los productos planos, utilice puertas en forma de hendidura y de abanico en la medida de lo posible; el dispositivo eyector debe estar diseñado para expulsar sobre una gran superficie; la pendiente de desmoldeo debe ser grande.Utilice mejores materiales (menos impurezas y mayor peso molecular) en la medida de lo posible, y no utilice materiales de puerta.
Cuando el producto tiene un inserto metálico, es necesario precalentar el material del inserto (por lo general, se requiere alrededor de 200°C) para evitar que el material metálico y el material plástico generen tensiones internas debido al coeficiente de dilatación lineal incoherente. El punto de transición debe transicionarse con un arco.
Tras el desmoldeo, se puede eliminar la tensión interna mediante tratamiento térmico. La temperatura del tratamiento térmico es de unos 120°C y el tiempo es de unas 2h. La esencia del tratamiento térmico es hacer que los segmentos de cadena y los eslabones de las moléculas de plástico tengan cierto grado de movilidad, relajar la deformación elástica congelada y hacer que las moléculas orientadas vuelvan a un estado aleatorio.

Resumen
Este artículo trata sobre los problemas habituales en el moldeo por inyección de plástico de policarbonato (PC) y cómo solucionarlos. Los problemas incluyen decoloración, vetas plateadas, burbujas, burbujas de vacío, huellas dactilares, manchas de material frío y tensión interna.
El artículo explica por qué se produce cada problema, como el proceso, el material y la máquina, y cómo solucionarlo, como cambiar la temperatura, la presión, la velocidad de inyección y el molde. El artículo dice que hay que proceso de moldeo por inyección y el material mejor para fabricar mejores productos de PC.







