 Ir al contenido
Ir al contenido 
Precision Custom PMMA & Acrylic Injection Molding Solutions
Unmatched optical clarity and engineering precision for your most demanding transparent component requirements.
Resources for The Complete Guide to PMMA & Acrylic Injection Molding
What is Polymethyl Methacrylate (PMMA) or Acrylic?

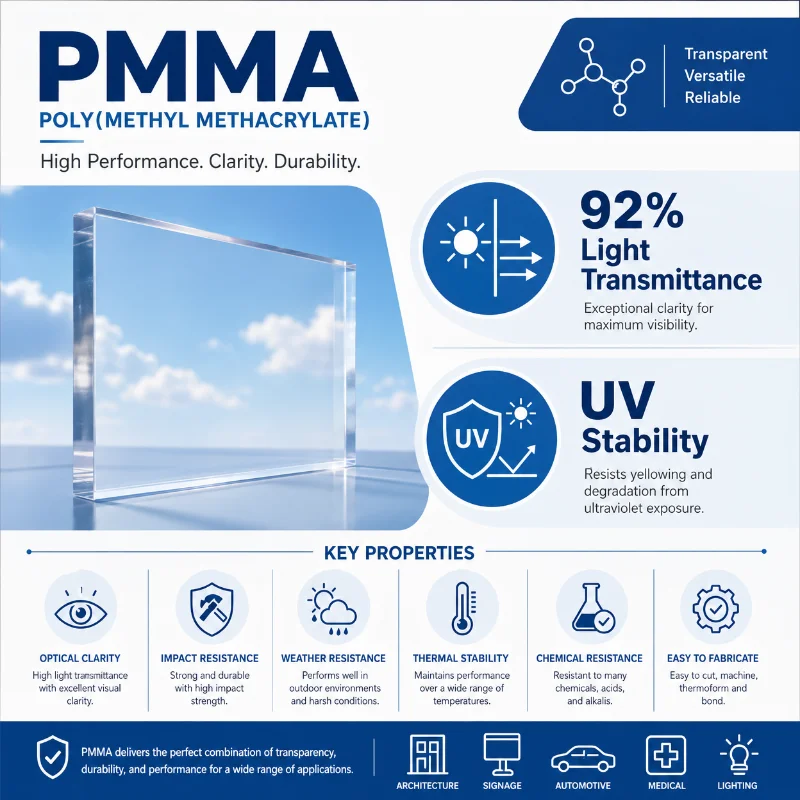
Polymethyl Methacrylate (PMMA), commonly known as acrylic or Optical Grade Acrylic, is a transparent thermoplastic engineered for applications where clarity, weather resistance, and surface finish are critical. For your project, PMMA offers a unique combination of glass-like transparency and polymer processability. With a light transmittance of up to 92% and a refractive index of 1.49, it is one of the clearest plastics available—making it ideal for optical lenses, light guides, and display covers.
Unlike amorphous polymers that tolerate wide processing windows, PMMA is highly sensitive to thermal history and moisture. Its molecular structure lacks internal flexibility, which is why it delivers rigidity and scratch resistance—but also why it is prone to internal stress and brittleness.
What are the Different Types and Grades of PMMA Materials?
Not all PMMA materials perform the same, and selecting the right grade is critical for meeting your optical, mechanical, and environmental requirements. PMMA is broadly categorized into general-purpose, optical-grade, impact-modified, and UV-stabilized variants.
1. General-purpose PMMA:
Suitable for non-critical visual components where cost efficiency is a priority.
2. Optical-grade PMMA:
Engineered for high clarity and minimal internal distortion. This is essential for your lenses, light diffusers, or precision display components.
3. Impact-modified PMMA:
Contains elastomeric modifiers to improve toughness, though at the expense of optical clarity.
4. UV-resistant PMMA:
Designed for outdoor applications, maintaining transparency and color stability over long exposure periods.
For your Bespoke PMMA Components, the selection often depends on a balance between clarity and durability. For example, if your product must withstand mechanical stress, impact-modified grades may be considered—but if optical precision is critical, pure PMMA with strict processing control is the better choice.
Additionally, PMMA can be supplied in extrusion-grade or injection-grade forms. Injection-grade PMMA is optimized for controlled melt flow and minimal degradation, ensuring consistent replication of high-polish mold surfaces.
What are the Core Characteristics and Physical Properties of Acrylic?
PMMA’s core characteristics define both its advantages and its processing challenges. For your application, these properties directly influence design decisions, tooling requirements, and molding strategies.
- Specific Gravity: ~1.18 g/cm³ (lighter than glass, reducing overall product weight)
- Light Transmittance: Up to 92%, higher than most transparent plastics
- Refractive Index: 1.49, enabling efficient light transmission and control
- Water Absorption: ~0.3–0.4%, indicating moderate hygroscopic behavior
This hygroscopic nature is particularly important. If your material is not properly dried (typically 80–90°C for 3–4 hours), moisture will vaporize during injection, leading to silver streaks, bubbles, and molecular chain degradation. These defects are especially visible in transparent parts and can compromise both aesthetics and structural integrity.
PMMA also exhibits excellent UV stability and weather resistance. Unlike many plastics, it does not yellow easily, making it ideal for outdoor optical applications. However, its relatively low heat distortion temperature means your design must account for thermal exposure during use.
Key Technical Properties of PMMA
When engineering your component, understanding PMMA’s technical performance is essential for predicting behavior under load, temperature, and environmental conditions.
| Propiedades físicas | Métrica | Inglés |
|---|---|---|
| Densidad | 0.700 - 1.30 g/cc | 0.0253 - 0.0470 lb/in³ |
| Absorción de agua | 0.300 - 2.00 % | 0.300 - 2.00 % |
| Absorción de humedad en equilibrio | 0.300 - 0.600 % | 0.300 - 0.600 % |
| Absorción de agua en saturación | 0.300 - 2.20 % | 0.300 - 2.20 % |
| Contracción lineal del molde | 0.00200 - 0.00800 cm/cm | 0.00200 - 0.00800 in/in |
| Flujo de fusión | 0.112 - 40.0 g/10 min | 0.112 - 40.0 g/10 min |
| Resistividad eléctrica | 1.00e+10 - 1.00e+17 ohm-cm | 1.00e+10 - 1.00e+17 ohm-cm |
| Resistencia superficial | 2.60e+9 - 1.00e+16 ohm | 2.60e+9 - 1.00e+16 ohm |
| Constante dieléctrica | 2.44 - 4.00 | 2.44 - 4.00 |
| Rigidez dieléctrica | 15.0 - 60.0 kV/mm | 380 - 1520 kV/in |
| Factor de disipación | 0.0200 - 0.190 | 0.0200 - 0.190 |
| Índice de seguimiento comparativo | 600 V | 600 V |
| Specific Heat Capacity | 1.46 - 1.50 J/g-°C | 0.349 - 0.359 BTU/lb-°F |
| Conductividad térmica | 0.187 - 0.216 W/m-K | 1.30 - 1.50 BTU-in/hr-ft²-°F |
| Temperatura máxima de servicio, aire | 50.0 - 100 °C | 122 - 212 °F |
| Temperatura de Deflexión a 0.46 MPa (66 psi) | 73.0 - 109 °C | 163 - 228 °F |
| Temperatura de deflexión a 1,8 MPa (264 psi) | 51.7 - 106 °C | 125 - 223 °F |
| Punto de reblandecimiento Vicat | 58.3 - 119 °C | 137 - 246 °F |
| Temperatura de distorsión térmica | 85.0 - 105 °C | 185 - 221 °F |
| Temperatura de Transición Vítrea, Tg | 102 - 122 °C | 216 - 252 °F |
| Inflamabilidad, UL94 | HB | HB |
| Índice de Oxígeno | 18.0 % | 18.0 % |
| Prueba de Hilo Incandescente | 650 - 700 °C | 1200 - 1290 °F |
| Temperatura de procesado | 177 - 265 °C | 350 - 509 °F |
| Temperatura de la boquilla | 193 - 260 °C | 380 - 500 °F |
| Temperatura del adaptador | 230 - 240 °C | 446 - 464 °F |
| Temperatura de la matriz | 220 - 260 °C | 428 - 500 °F |
| Temperatura de fusión | 150 - 260 °C | 302 - 500 °F |
| Temperatura del molde | 30.0 - 107 °C | 86.0 - 225 °F |
| Temperatura del rodillo | 80.0 - 100 °C | 176 - 212 °F |
| Temperatura de secado | 60.0 - 109 °C | 140 - 228 °F |
| Presión de inyección | 58.8 - 147 MPa | 8530 - 21300 psi |
| Temperatura de Recocido | 60.0 - 90.0 °C | 140 - 194 °F |
La rigidez del PMMA proporciona una excelente estabilidad dimensional, lo cual es beneficioso para componentes de precisión. Sin embargo, esto también significa que tiene baja resistencia al impacto, haciéndolo más propenso a agrietarse bajo estrés repentino.
Para sus aplicaciones ópticas, controlar el estrés interno es crítico. Parámetros de Moldeo por Inyección inadecuados—como una velocidad de inyección excesiva o una temperatura de molde baja—pueden introducir estrés residual, que luego se manifiesta como craquelado o microgrietas.
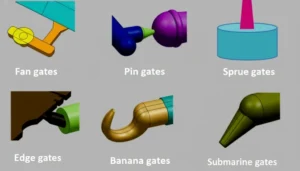
Para garantizar resultados óptimos, se debe utilizar un Análisis de Flujo de Molde avanzado durante la fase de diseño. Esto permite predecir el comportamiento del flujo, optimizar las ubicaciones de las compuertas y minimizar las líneas de soldadura o las trampas de aire.
What are the Primary Advantages and Limitations of Acrylic Injection Molding?
Para su estrategia de fabricación, el moldeo por inyección de PMMA ofrece ventajas distintivas, pero también requiere un manejo cuidadoso.
Claridad Óptica Excepcional
Transmitancia de luz de hasta 92%, ideal para lentes y aplicaciones de pantallas de alta gama.
Excelente Replicación de Superficie
Permite acabados espejo directamente del molde, reduciendo costos de postprocesamiento.
Alta Resistencia a UV y a la Intemperie
Estabilidad exterior superior en comparación con el PC, resistente al amarilleamiento con el tiempo.
Buena estabilidad dimensional
Baja tasa de contracción garantiza piezas de precisión con tolerancias ajustadas.
Fragilidad y baja resistencia al impacto
Más propenso a agrietarse que el PC; no recomendado para aplicaciones de alto impacto.
Sensibilidad a la humedad
Requiere un secado previo exhaustivo; la humedad puede causar vetas plateadas y burbujas.
Alto riesgo de tensión interna
Un procesamiento inadecuado puede provocar agrietamiento por tensión, requiriendo un control cuidadoso de parámetros.
Requisitos Estrictos de Procesamiento
Exige herramientas de alta calidad y un control preciso del proceso para lograr resultados óptimos.
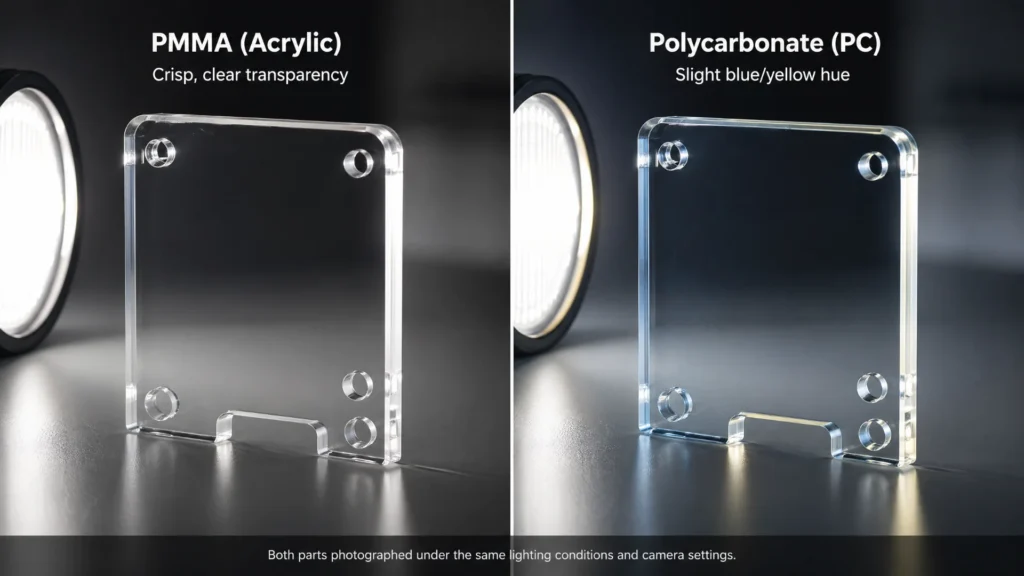
PMMA vs. Polycarbonate (PC): Which Material Should You Choose?
Elegir entre PMMA y policarbonato (PC) depende de sus prioridades de rendimiento. Ambos son plásticos transparentes, pero satisfacen diferentes necesidades de ingeniería.
| Propiedad | PMMA (Acrylic) | PC (policarbonato) |
|---|---|---|
| Light Transmittance | ~92% | ~88–90% |
| Resistencia a los impactos | Bajo | Muy alta |
| Resistencia a los Arañazos | Excelente | Moderado |
| Coste | Más bajo | Más alto |
| UV Resistance | Excelente | Requiere recubrimiento |
Si su proyecto prioriza claridad óptica, acabado superficialy estabilidad UV, PMMA es la mejor opción.
Si su aplicación implica estrés mecánico o impacto (por ejemplo, protectores de seguridad), el PC puede ser más adecuado.
Prolongado (semanas/meses)
Learn everything about FDM 3D printing, from how it works to its applications across industries. Upload your model for a quote today!

Resources for The Complete Guide to PMMA & Acrylic Injection Molding
¿Se Pueden Moldear por Inyección los Materiales de PMMA (Acrílico)?
Lorem fistrum por la gloria de mi madre esse jarl aliqua llevame al sircoo. De la pradera ullamco qué dise usteer está la cosa muy malar.
¿Cuáles son las Aplicaciones Comunes del Moldeo por Inyección de Acrílico Personalizado?
Lorem fistrum por la gloria de mi madre esse jarl aliqua llevame al sircoo. De la pradera ullamco qué dise usteer está la cosa muy malar.
Pautas de diseño esenciales para piezas moldeadas por inyección de PMMA
Lorem fistrum por la gloria de mi madre esse jarl aliqua llevame al sircoo. De la pradera ullamco qué dise usteer está la cosa muy malar.
¿Cómo seleccionar el acero de molde adecuado (S136 vs. NAK80) para PMMA con acabado espejo?
Lorem fistrum por la gloria de mi madre esse jarl aliqua llevame al sircoo. De la pradera ullamco qué dise usteer está la cosa muy malar.
Problemas Comunes en el Moldeo por Inyección de Acrílico y Soluciones
Lorem fistrum por la gloria de mi madre esse jarl aliqua llevame al sircoo. De la pradera ullamco qué dise usteer está la cosa muy malar.
Opciones de Post-Procesamiento para Piezas de Acrílico Personalizadas
What file formats do you accept for FDM printing orders?
We accept STL, STEP, OBJ, and IGES formats. STEP is recommended for complex assemblies as it retains dimensional accuracy.
What is the minimum order quantity (MOQ) for FDM printed parts?
There is no minimum order quantity. We support single prototype orders as well as batch production runs.
How do you ensure dimensional accuracy and consistency across multiple parts?
Each batch undergoes quality inspection using calibrated measuring tools. We maintain tolerances of ±0.1mm or 0.2% of part dimension.
What is the typical lead time for FDM orders?
Standard orders are fulfilled within 3–5 business days. Rush orders can be accommodated within 24–48 hours depending on complexity and volume.
Can you sign an NDA to protect our design files and intellectual property?
Yes. We routinely sign NDAs prior to receiving any design files and all data is handled under strict confidentiality protocols.
Do you provide material certifications or test reports for engineering-grade filaments?
Yes. Material datasheets and certifications are available for engineering-grade materials including PETG, Nylon, and Polycarbonate upon request.
Can FDM parts be used as end-use production components, or only for prototyping?
FDM parts can serve as functional end-use components, especially in low-volume production, jigs, fixtures, and enclosures — not just prototypes.
How do you handle design issues or DFM concerns before printing?
Our engineering team reviews every submitted file and proactively flags potential issues such as wall thickness, unsupported overhangs, or tolerance conflicts before production begins.
Frequently Asked Questions (FAQs)
What file formats do you accept for FDM printing orders?
We accept STL, STEP, OBJ, and IGES formats. STEP is recommended for complex assemblies as it retains dimensional accuracy.
What is the minimum order quantity (MOQ) for FDM printed parts?
There is no minimum order quantity. We support single prototype orders as well as batch production runs.
How do you ensure dimensional accuracy and consistency across multiple parts?
Each batch undergoes quality inspection using calibrated measuring tools. We maintain tolerances of ±0.1mm or 0.2% of part dimension.
What is the typical lead time for FDM orders?
Standard orders are fulfilled within 3–5 business days. Rush orders can be accommodated within 24–48 hours depending on complexity and volume.
Can you sign an NDA to protect our design files and intellectual property?
Yes. We routinely sign NDAs prior to receiving any design files and all data is handled under strict confidentiality protocols.
Do you provide material certifications or test reports for engineering-grade filaments?
Yes. Material datasheets and certifications are available for engineering-grade materials including PETG, Nylon, and Polycarbonate upon request.
Can FDM parts be used as end-use production components, or only for prototyping?
FDM parts can serve as functional end-use components, especially in low-volume production, jigs, fixtures, and enclosures — not just prototypes.
How do you handle design issues or DFM concerns before printing?
Our engineering team reviews every submitted file and proactively flags potential issues such as wall thickness, unsupported overhangs, or tolerance conflicts before production begins.
Ángulo de Desmoldeo en Moldeo por Inyección: Guía Completa para Ingenieros
Acabas de recibir tus primeras muestras de producción y las piezas se están atascando en el molde. Los expulsores están dejando marcas. Algunas piezas incluso tienen arañazos de arrastre a lo largo del

Ventajas y Desventajas del Moldeo por Inyección: Guía Completa
Conclusiones clave El moldeo por inyección sobresale en la producción de alto volumen de piezas plásticas complejas con tolerancias ajustadas (±0,002″). El costo inicial de herramientas ($10K–$200K+) es la mayor barrera, requiriendo 5,000+ piezas para alcanzar el punto de equilibrio.
¿Qué es el Enfriamiento Conforme en el Diseño de Moldes de Inyección?
Conclusiones clave: Refrigeración conforme en el diseño de moldes de inyección Los canales de refrigeración conforme siguen la forma de la geometría de su pieza, reduciendo los tiempos de ciclo entre 20-40% en comparación con la refrigeración de perforación recta La fabricación requiere 3D
Soluciones de optimización Gratis
- Proporcionar información sobre el diseño y soluciones de optimización
- Optimice la estructura y reduzca los costes de moldeado
- Hable directamente con los ingenieros

