 Przejdź do treści
Przejdź do treści 
Precyzyjne, niestandardowe rozwiązania wtryskowe z PMMA i akrylu
Niezrównana przejrzystość optyczna i precyzja inżynieryjna dla najbardziej wymagających komponentów przeźroczystych.

Zasoby do Kompletnego przewodnika po wtrysku PMMA i akrylu
Co to jest polimetakrylan metylu (PMMA) lub akryl?

Polimetakrylan metylu (PMMA), powszechnie znany jako akryl lub Akryl klasy optycznej, to transparentny termoplast zaprojektowany do zastosowań, w których kluczowe są przejrzystość, odporność na warunki atmosferyczne i wykończenie powierzchni. Dla Twojego projektu PMMA oferuje unikalne połączenie szklistej przejrzystości i przetwarzalności polimeru. Z przepuszczalność światła do 92% i współczynnik załamania światła 1,49jest jednym z najprzejrzyściejszych dostępnych tworzyw sztucznych – co czyni go idealnym do soczewek optycznych, światłowodów i osłon wyświetlaczy.
W przeciwieństwie do amorficznych polimerów tolerujących szerokie okna przetwórcze, PMMA jest wysoce wrażliwy na historię termiczną i wilgoć. Jego struktura molekularna pozbawiona jest wewnętrznej elastyczności, dlatego zapewnia sztywność i odporność na zarysowania – ale także dlatego jest podatny na naprężenia wewnętrzne i kruchość.
Jakie są różne rodzaje i gatunki materiałów PMMA?
Nie wszystkie materiały PMMA działają tak samo, a wybór odpowiedniej klasy jest kluczowy dla spełnienia wymagań optycznych, mechanicznych i środowiskowych. PMMA jest szeroko kategoryzowany na warianty ogólnego przeznaczenia, klasy optycznej, modyfikowane udarowo i stabilizowane UV.
1. PMMA ogólnego przeznaczenia:
Nadaje się do niekrytycznych komponentów wizualnych, gdzie priorytetem jest efektywność kosztowa.
2. PMMA klasy optycznej:
Zaprojektowany dla wysokiej przejrzystości i minimalnych zniekształceń wewnętrznych. Jest to niezbędne dla soczewek, dyfuzorów światła lub precyzyjnych komponentów wyświetlaczy.
3. PMMA modyfikowany udarowo:
Zawiera modyfikatory elastomerowe poprawiające wytrzymałość, choć kosztem przejrzystości optycznej.
4. PMMA odporne na UV:
Zaprojektowany do zastosowań zewnętrznych, utrzymujący przejrzystość i stabilność koloru przez długie okresy ekspozycji.

W przypadku niestandardowych komponentów PMMA wybór często zależy od równowagi między przejrzystością a trwałością. Na przykład, jeśli produkt musi wytrzymać naprężenia mechaniczne, można rozważyć gatunki modyfikowane udarowo – ale jeśli kluczowa jest precyzja optyczna, lepszym wyborem jest czysty PMMA ze ścisłą kontrolą przetwarzania.
Dodatkowo PMMA może być dostarczany w formach klasy ekstruzyjnej lub wtryskowej. PMMA klasy wtryskowej jest zoptymalizowany pod kątem kontrolowanego przepływu stopu i minimalnej degradacji, zapewniając stałe odwzorowanie wysoko polerowanych powierzchni formy.
Jakie są podstawowe cechy i właściwości fizyczne akrylu?
Podstawowe cechy PMMA definiują zarówno jego zalety, jak i wyzwania przetwórcze. Dla Twojej aplikacji właściwości te bezpośrednio wpływają na decyzje projektowe, wymagania narzędziowe i strategie formowania.
- Gęstość względna: ~1,18 g/cm³ (lżejszy niż szkło, redukuje ogólną wagę produktu)
- Przepuszczalność światła: Do 92%, wyższa niż większość przezroczystych tworzyw sztucznych
- Współczynnik załamania światła: 1,49, umożliwiający wydajną transmisję i kontrolę światła
- Absorpcja wody: ~0,3–0,4%, wskazująca na umiarkowane właściwości higroskopijne
Ta higroskopijna natura jest szczególnie ważna. Jeśli materiał nie jest odpowiednio wysuszony (zwykle 80–90°C przez 3–4 godziny), wilgoć odparuje podczas wtrysku, prowadząc do srebrzystych smug, pęcherzy i degradacji łańcuchów molekularnych. Te wady są szczególnie widoczne w przeźroczystych częściach i mogą pogorszyć zarówno estetykę, jak i integralność strukturalną.
PMMA wykazuje również doskonałą stabilność UV i odporność na warunki atmosferyczne. W przeciwieństwie do wielu tworzyw sztucznych, nie żółknie łatwo, co czyni go idealnym do zewnętrznych zastosowań optycznych. Jednak stosunkowo niska temperatura ugięcia pod obciążeniem oznacza, że projekt musi uwzględniać ekspozycję termiczną podczas użytkowania.
Kluczowe właściwości techniczne PMMA
Projektując komponent, zrozumienie właściwości technicznych PMMA jest kluczowe do przewidywania zachowania pod obciążeniem, w różnych temperaturach i warunkach środowiskowych.
| Właściwości fizyczne | Metryczny | Angielski |
|---|---|---|
| Gęstość | 0,700 - 1,30 g/cc | 0,0253 - 0,0470 lb/in³ |
| Absorpcja wody | 0.300 - 2.00 % | 0.300 - 2.00 % |
| Absorpcja wilgoci w stanie równowagi | 0.300 - 0.600 % | 0.300 - 0.600 % |
| Absorpcja wody w stanie nasycenia | 0.300 - 2.20 % | 0.300 - 2.20 % |
| Liniowy skurcz formy | 0,00200 - 0,00800 cm/cm | 0,00200 - 0,00800 in/in |
| Melt Flow | 0,112 - 40,0 g/10 min | 0,112 - 40,0 g/10 min |
| Rezystywność elektryczna | 1,00e+10 - 1,00e+17 ohm-cm | 1,00e+10 - 1,00e+17 ohm-cm |
| Odporność powierzchniowa | 2,60e+9 - 1,00e+16 om | 2,60e+9 - 1,00e+16 om |
| Stała dielektryczna | 2.44 - 4.00 | 2.44 - 4.00 |
| Wytrzymałość dielektryczna | 15,0 - 60,0 kV/mm | 380 - 1520 kV/in |
| Współczynnik rozproszenia | 0.0200 - 0.190 | 0.0200 - 0.190 |
| Porównawczy indeks śledzenia | 600 V | 600 V |
| Ciepło właściwe | 1,46 - 1,50 J/g-°C | 0,349 - 0,359 BTU/lb-°F |
| Przewodność cieplna | 0,187 - 0,216 W/m-K | 1,30 - 1,50 BTU-in/h·ft²·°F |
| Maksymalna temperatura robocza, powietrze | 50,0 - 100 °C | 122 - 212 °F |
| Temperatura Ugięcia przy 0,46 MPa (66 psi) | 73,0 - 109 °C | 163 - 228 °F |
| Temperatura ugięcia przy ciśnieniu 1,8 MPa (264 psi) | 51,7 - 106 °C | 52 - 106 °C |
| Temperatura mięknienia Vicat | 58,3 - 119 °C | 58 - 119 °C |
| Temperatura zniekształceń cieplnych | 85,0 - 105 °C | 85 - 105 °C |
| Temperatura zeszklenia, Tg | 102 - 122 °C | 102 - 122 °C |
| Palność, UL94 | HB | HB |
| Wskaźnik tlenowy | 18.0 % | 18.0 % |
| Test Żarową Drutem | 650 - 700 °C | 649 - 699 °C |
| Temperatura przetwarzania | 177 - 265 °C | 350 - 509 °F |
| Temperatura dyszy | 193 - 260 °C | 380 - 500 °F |
| Temperatura adaptera | 230 - 240 °C | 446 - 464 °F |
| Temperatura matrycy | 220 - 260 °C | 428 - 500 °F |
| Temperatura topnienia | 150 - 260 °C | 302 - 500 °F |
| Temperatura formy | 30.0 - 107 °C | 30,0 - 107 °C |
| Temperatura rolki | 80.0 - 100 °C | 80 - 100 °C |
| Temperatura suszenia | 60.0 - 109 °C | 60 - 109 °C |
| Ciśnienie wtrysku | 58,8 - 147 MPa | 8530 - 21300 psi |
| Temperatura wyżarzania | 60,0 - 90,0 °C | 140 - 194 °F |
Sztywność PMMA zapewnia doskonałą stabilność wymiarową, co jest korzystne dla precyzyjnych komponentów. Jednak oznacza to również niską odporność na uderzenia, przez co materiał jest bardziej podatny na pękanie pod wpływem nagłego naprężenia.
W przypadku zastosowań optycznych, kontrola stresu wewnętrznego jest kluczowa. Nieprawidłowe parametry wtrysku – takie jak nadmierna szybkość wtrysku lub niska temperatura formy – mogą wprowadzić stres resztkowy, który później przejawia się jako mikropęknięcia lub zarysowania.
Aby zapewnić optymalne rezultaty, podczas fazy projektowania należy zastosować zaawansowaną analizę przepływu wtrysku (Mold Flow Analysis). Pozwala to przewidzieć zachowanie przepływu, zoptymalizować lokalizację bramek oraz zminimalizować linie złączeń lub pułapki powietrza.
Jakie są główne zalety i ograniczenia wtrysku akrylu?
W przypadku strategii produkcji, wtrysk PMMA oferuje wyraźne korzyści – ale wymaga również starannego podejścia.
Zalety
Wyjątkowa Przejrzystość Optyczna
Przepuszczalność światła do 92%, idealna do soczewek i wysokiej klasy aplikacji wyświetlaczy.
Doskonałe Odwzorowanie Powierzchni
Umożliwia uzyskanie lustrzanych wykończeń bezpośrednio z formy, redukując koszty obróbki wykończeniowej.
Wysoka odporność na UV i warunki atmosferyczne
Wyższa stabilność na zewnątrz w porównaniu z PC, odporna na żółknięcie w czasie.
Dobra stabilność wymiarowa
Niski współczynnik skurczu zapewnia precyzyjne części o wąskich tolerancjach.
Ograniczenia
Kruchość i niska odporność na uderzenia
Bardziej podatna na pęknięcia niż PC; nie zalecana dla aplikacji o wysokiej odporności na uderzenia.
Wrażliwość na wilgoć
Wymaga dokładnego wstępnego suszenia; wilgoć może powodować srebrzyste smugi i pęcherze.
Wysokie ryzyko naprężeń wewnętrznych
Nieprawidłowe przetwarzanie może prowadzić do pęknięć naprężeniowych, wymagając ostrożnej kontroli parametrów.
Rygorystyczne wymagania przetwórcze
Wymaga wysokiej jakości narzędzi i precyzyjnej kontroli procesu, aby osiągnąć optymalne rezultaty.
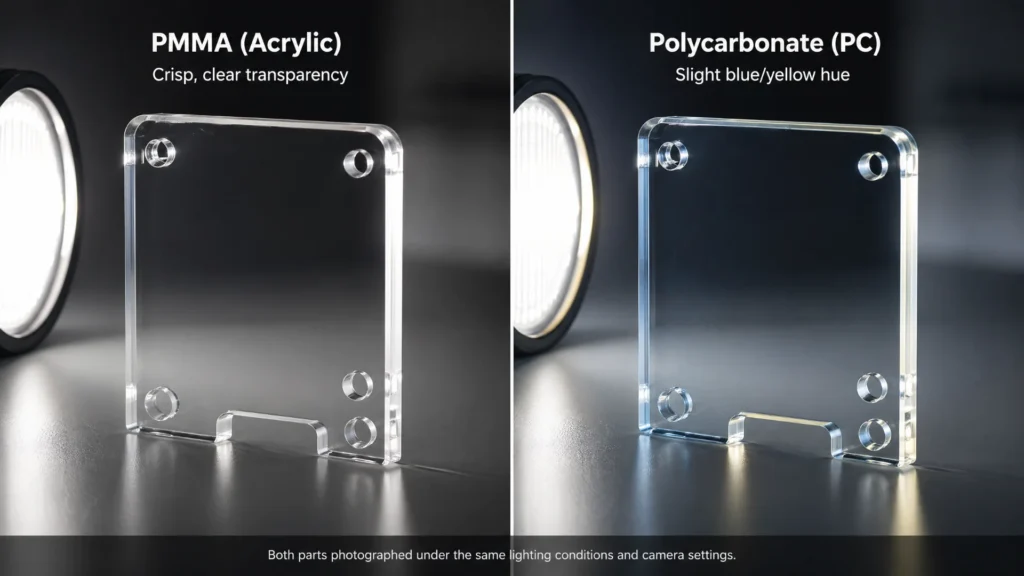
PMMA kontra poliwęglan (PC): Który materiał wybrać?
Wybór między PMMA a poliwęglanem (PC) zależy od priorytetów wydajnościowych. Oba są przezroczystymi tworzywami, ale służą różnym potrzebom inżynieryjnym.
| Własność | PMMA (Acrylic) | PC (poliwęglan) |
|---|---|---|
| Light Transmittance | ~92% | ~88–90% |
| Odporność na uderzenia | Niski | Bardzo wysoka |
| Odporność na zarysowania | Doskonały | Umiarkowany |
| Koszt | Lower | Wyższy |
| UV Resistance | Doskonały | Wymaga powłoki |
Jeśli Twój projekt priorytetyzuje przejrzystość optyczna, wykończenie powierzchnioraz Stabilność UV, PMMA jest lepszym wyborem.
Jeśli Twoja aplikacja obejmuje naprężenia mechaniczne lub uderzenie (np. osłony bezpieczeństwa), PC może być bardziej odpowiedni.
Niestandardowe formowanie wtryskowe z PMMA (akrylu)
Dowiedz się, jak zoptymalizować niestandardowe formowanie wtryskowe akrylu PMMA. Poznaj kluczowe parametry, wytyczne projektowe, wybór stali formy i rozwiązania dla bezbłędnych części optycznych.

Zasoby do Kompletnego przewodnika po wtrysku PMMA i akrylu
Czy materiały PMMA (akrylowe) mogą być wtryskiwane?
Tak, PMMA może być formowane wtryskowo — ale nie w taki sam sposób jak tworzywa sztuczne masowe. Dla Twojego projektu sukces zależy od precyzyjnej kontroli na każdym etapie.
Kluczowe aspekty procesu obejmują:
PMMA musi być suszone w 80–90°C dla 3–4 godziny aby zapobiec wadom związanym z wilgocią.
Zwykle utrzymywane między 200–250°C. Przegrzanie prowadzi do degradacja oraz żółknięcie.
Wtrysk wieloetapowy jest kluczowe:
• Niska prędkość początkowa, aby zapobiec strumieniowaniu
• Średnia prędkość napełniania wnęki
• Zmniejszona prędkość na końcu, aby uniknąć nadmiernego zagęszczenia
Wyższe temperatury formy poprawiają jakość powierzchni i zmniejszyć naprężenie wewnętrzne.


Jakie są typowe zastosowania nietypowego wtrysku akrylu?
Niestandardowe komponenty PMMA są zaufane w różnych branżach, gdzie przejrzystość optyczna, precyzja i estetyka są niepodważalne. Od złożonych systemów optycznych po eleganckie dobra konsumenckie, akryl zapewnia wydajność tam, gdzie ma to największe znaczenie.

Soczewki optyczne i światłowody
Precyzyjne komponenty zaprojektowane dla wydajna transmisja światła i bezbłędne obrazowanie w wymagających systemach optycznych.

Oświetlenie samochodowe
Trwałe, wysokoprzezroczyste części do świateł tylnych, soczewek reflektorów i oświetlenia wnętrz, które wytrzymują drgania drogowe i odporność na warunki atmosferyczne.

Obudowy urządzeń medycznych
Sterylizowalne, przezroczyste obudowy umożliwiające monitorowanie wizualne mechanizmów wewnętrznych i poziomów płynów.

Wyświetlacze elektroniki użytkowej
Odporny na zarysowania ekrany, panele dotykowe i wskaźniki z wykończenia wysokobłyszczące dla estetyki produktów premium.

Oświetlenie i panele architektoniczne
Odporna na warunki atmosferyczne, rozproszona osłona oświetlenia i dekoracyjne przeszklenia oferujące równomierny rozkład światła i stabilności strukturalnej.

Ekspozycje handlowe i oznakowanie
Przyciągające uwagę ekspozycje punktów sprzedaży i podświetlane oznakowanie, które wykorzystują doskonała dyfuzja światła i żywe możliwości kolorystyczne.
Kluczowe wskazania projektowe dla części wtryskiwanych PMMA
Projektowanie dla PMMA (akrylu) wymaga szczególnej uwagi ze względu na jego sztywną i kruchą naturę w porównaniu ze standardowymi tworzywami inżynierskimi. Właściwe projektowanie nie tylko minimalizuje ryzyko pękania i wad optycznych, ale także znacząco poprawia możliwości wytwórcze niestandardowych komponentów.
Utrzymanie stałej grubości zapobiega naprężeniom wewnętrznym, odkształceniom i śladom skurczu, co jest szczególnie krytyczne dla przezroczystych części z PMMA.
Ostre wewnętrzne narożniki są głównymi punktami awarii w PMMA. Stosowanie dużych faz i promieni eliminuje koncentrację naprężeń i poprawia integralność strukturalną.
Minimalny kąt odciągu wynoszący 1–2° jest kluczowe. Niska elastyczność PMMA sprawia, że jest ono podatne na zarysowania lub pękanie podczas wypraszania, jeśli kąt odprasowania jest niewystarczający.
Zaleca się zastosowanie bramek wentylatorowych, płatowych lub krawędziowych, aby zmniejszyć naprężenia ścinające i ślady przepływu, zapewniając płynne napełnianie wnęki przez stopiony akryl bez wad typu "strumieniowania".
Nadmierna grubość prowadzi do nierównomiernego chłodzenia, zwiększając ryzyko wewnętrznych pustek, pęcherzyków i wgnieceń, co poważnie pogarsza jakość optyczną części.
Jak wybrać odpowiednią stal na formy (S136 vs. NAK80) do lustrzanego wykończenia PMMA?
Dla komponentów optycznych wybór stali narzędziowej bezpośrednio wpływa na jakość powierzchni i trwałość narzędzia.
S136 (hartowany do 48–52 HRC)
NAK80 (Wstępnie zahartowany ~40 HRC)


Jeśli Twój projekt wymaga części optycznych z wykończeniem lustrzanym, S136 jest zazwyczaj preferowanym wyborem. Jego twardość i stabilność zapewniają spójne wykończenie powierzchni podczas długich serii produkcyjnych.
Typowe problemy w wtryskiwaniu akrylu i rozwiązania
Wyjątkowa przezroczystość PMMA sprawia, że nawet najmniejsza wada przetwórcza staje się natychmiast widoczna. Identyfikacja głównych przyczyn tych problemów jest kluczowa dla zachowania integralności optycznej niestandardowych komponentów.
Przyczyna: Zanieczyszczenie żywicy wilgocią.
Rozwiązanie: Wprowadź rygorystyczne protokoły suszenia materiału i zapewnij szczelne obchodzenie się z materiałem przez cały proces.
Przyczyna: Uwięzione powietrze lub nadmierna grubość ścianki powodująca nierównomierne chłodzenie.
Rozwiązanie: Zoptymalizuj odpowietrzanie formy i przeprojektuj jednolitą grubość ścianki, aby zapobiec pułapkom gazowym.
Przyczyna: Wysokie naprężenia wewnętrzne w połączeniu z ekspozycją na czynniki środowiskowe.
Rozwiązanie: Zoptymalizuj projekt bramki, zmniejsz naprężenia wtryskowe i zastosuj wyżarzanie po wtrysku (80–90°C), aby zniwelować naprężenia resztkowe.
Przyczyna: Wysoka początkowa prędkość wtrysku powodująca przelatywanie stopionego tworzywa przez wnękę.
Rozwiązanie: Wykorzystaj wielostopniową kontrolę prędkości wtrysku – zaczynając powoli, aby zapobiec strumieniowaniu, a następnie zwiększając napełnianie formy.
Opcje obróbki końcowej dla nietypowych części akrylowych
Aby spełnić wymagania dotyczące gotowego produktu, obróbka wykończeniowa odgrywa kluczową rolę w poprawie zarówno wyglądu optycznego, jak i właściwości strukturalnych komponentów z PMMA.
Wygładza i wyjaśnia krawędzie ciętego akrylu, przywracając przezroczystość optyczną i tworząc bezszwowe, szklane wykończenie dla części przezroczystych.
Starannie kontrolowany cykl ogrzewania i chłodzenia, który znacząco redukuje naprężenia wewnętrzne, zapobiegając opóźnionym mikropęknięciom lub pękaniu w wymagających warunkach.
Specjalistyczne zastosowania, takie jak twarde powłoki zwiększające odporność na zarysowania lub powłoki antyrefleksyjne optymalizujące transmisję światła w systemach optycznych.
Umożliwia wysoką precyzję detali, złożone geometrie i niestandardowe oznaczenia bez wprowadzania naprężeń mechanicznych w formowanym elemencie.
W przypadku wysokiej klasy zastosowań optycznych, połączenie precyzyjnego wtrysku z zaawansowanymi Wykończenie powierzchni techniki zapewniają, że części z PMMA spełniają najsurowsze oczekiwania funkcjonalne i estetyczne.
Frequently Asked Questions (FAQs)
Dlaczego wstępne suszenie jest tak kluczowe dla wtrysku PMMA (akrylu)?
PMMA jest silnie higroskopijna. Jeśli nie zostanie wysuszona w temperaturze 80–90°C przez 3–4 godziny przed formowaniem, uwięziona wilgoć spowoduje srebrzyste smugi, pęcherze i zmętnienie, niszcząc przejrzystość optyczną części.
Jaką stal narzędziową zaleca się do wysokoprzezroczystych soczewek z PMMA?
Stal nierdzewna S136 jest preferowanym wyborem dla optycznych części z PMMA. Po zahartowaniu do 48–52 HRC można ją wypolerować do diamentowego wykończenia SPI A-1 i zapewnia doskonałą odporność na korozję podczas długich serii produkcyjnych.
Jakie są kluczowe zasady projektowania dla wtrysku akrylu?
Aby zapobiec pękaniu naprężeniowemu i odkształceniom, utrzymuj jednolitą grubość ścianek, stosuj duże zaokrąglenia i promienie (unikaj ostrych krawędzi) oraz zapewnij minimalny kąt odciągu 1–2°, aby umożliwić płynne usuwanie bez zadrapań.
Jak mogę zapobiec pęcherzom i pustkom w moich częściach z PMMA?
Pęcherzyki są zazwyczaj spowodowane uwięzionym powietrzem lub nadmierną grubością ścianki. Rozwiązania obejmują optymalizację odpowietrzania formy, zapewnienie jednolitego projektu ścianek, aby zapobiec wgnieceniom, oraz stosowanie wielostopniowej prędkości wtrysku, aby umożliwić prawidłowe ujście powietrza.
Co powoduje mikropęknięcia (pękanie naprężeniowe) w PMMA i jak je rozwiązać?
Pękanie sieciowe jest spowodowane resztkowymi naprężeniami wewnętrznymi w połączeniu z ekspozycją na czynniki środowiskowe (takie jak chemikalia lub zmiany temperatury). Można je rozwiązać poprzez optymalizację konstrukcji bramki, zmniejszenie ciśnienia wtrysku oraz zastosowanie wyżarzania poformowania w temperaturze 80–90°C w celu odprężenia.
Jaka jest zalecana temperatura topnienia do formowania PMMA?
PMMA powinna być zazwyczaj przetwarzana w temperaturze 200–250°C. Przekroczenie tego zakresu może prowadzić do degradacji materiału i żółknięcia, podczas gdy zbyt niskie temperatury spowodują słaby przepływ i niedopływy.
Jakie opcje obróbki wykończeniowej są dostępne dla części akrylowych?
Typowe obróbki wykończeniowe obejmują polerowanie płomieniem dla klarowności krawędzi, wyżarzanie w celu odprężenia, nakładanie powłok przeciwzarysowych lub antyrefleksyjnych oraz cięcie laserowe/grawerowanie dla precyzyjnego detalu.
Czy PMMA nadaje się do zastosowań zewnętrznych lub narażonych na działanie UV?
Tak. W przeciwieństwie do wielu innych przezroczystych tworzyw sztucznych, PMMA oferuje wyjątkową stabilność UV i odporność na warunki atmosferyczne. Zachowuje swoją optyczną przejrzystość i nie żółknie łatwo z czasem, co czyni go idealnym do oświetlenia samochodowego i paneli architektonicznych.

Błędy w komunikacji z dostawcą formowania wtryskowego, które powodują kosztowne przeróbki
Po dwóch dekadach realizacji projektów wtryskowych możemy powiedzieć jedno: większość poprawek nie wynika ze złych maszyn czy niewłaściwych materiałów. Wynika ze złej komunikacji między kupującym

Ryzyko czasu realizacji dostawcy formowania wtryskowego: Jak zapobiegać opóźnieniom w wykonaniu narzędzi i opóźnionym dostawom
Każdy projekt formowania wtryskowego niesie ze sobą ryzyko czasu realizacji narzędzi — lukę między momentem, gdy potrzebujesz części, a momentem, gdy dostawca faktycznie je dostarcza. W ponad 20 latach prowadzenia narzędzi i formowania

Przewodnik po zakupach formowania wtryskowego za granicą dla kupujących wymagających niezawodnej dostawy
Po ponad 20 latach prowadzenia operacji wtryskarskich w Szanghaju, widziałem niezliczone zagraniczne umowy sourcingowe, które kończyły się w obie strony. Niektórzy kupujący oszczędzają 40-60% i budują trwałe partnerstwa z niezawodnymi dostawcami.
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

