 İçeriğe geç
İçeriğe geç 
Precision Custom PMMA & Acrylic Injection Molding Solutions
Unmatched optical clarity and engineering precision for your most demanding transparent component requirements.

Resources for The Complete Guide to PMMA & Acrylic Injection Molding
What is Polymethyl Methacrylate (PMMA) or Acrylic?

Polymethyl Methacrylate (PMMA), commonly known as acrylic or Optical Grade Acrylic, is a transparent thermoplastic engineered for applications where clarity, weather resistance, and surface finish are critical. For your project, PMMA offers a unique combination of glass-like transparency and polymer processability. With a light transmittance of up to 92% and a refractive index of 1.49, it is one of the clearest plastics available—making it ideal for optical lenses, light guides, and display covers.
Unlike amorphous polymers that tolerate wide processing windows, PMMA is highly sensitive to thermal history and moisture. Its molecular structure lacks internal flexibility, which is why it delivers rigidity and scratch resistance—but also why it is prone to internal stress and brittleness.
What are the Different Types and Grades of PMMA Materials?
Not all PMMA materials perform the same, and selecting the right grade is critical for meeting your optical, mechanical, and environmental requirements. PMMA is broadly categorized into general-purpose, optical-grade, impact-modified, and UV-stabilized variants.
1. General-purpose PMMA:
Suitable for non-critical visual components where cost efficiency is a priority.
2. Optical-grade PMMA:
Engineered for high clarity and minimal internal distortion. This is essential for your lenses, light diffusers, or precision display components.
3. Impact-modified PMMA:
Contains elastomeric modifiers to improve toughness, though at the expense of optical clarity.
4. UV-resistant PMMA:
Designed for outdoor applications, maintaining transparency and color stability over long exposure periods.

For your Bespoke PMMA Components, the selection often depends on a balance between clarity and durability. For example, if your product must withstand mechanical stress, impact-modified grades may be considered—but if optical precision is critical, pure PMMA with strict processing control is the better choice.
Additionally, PMMA can be supplied in extrusion-grade or injection-grade forms. Injection-grade PMMA is optimized for controlled melt flow and minimal degradation, ensuring consistent replication of high-polish mold surfaces.
What are the Core Characteristics and Physical Properties of Acrylic?
PMMA’s core characteristics define both its advantages and its processing challenges. For your application, these properties directly influence design decisions, tooling requirements, and molding strategies.
- Specific Gravity: ~1.18 g/cm³ (lighter than glass, reducing overall product weight)
- Light Transmittance: Up to 92%, higher than most transparent plastics
- Refractive Index: 1.49, enabling efficient light transmission and control
- Water Absorption: ~0.3–0.4%, indicating moderate hygroscopic behavior
This hygroscopic nature is particularly important. If your material is not properly dried (typically 80–90°C for 3–4 hours), moisture will vaporize during injection, leading to silver streaks, bubbles, and molecular chain degradation. These defects are especially visible in transparent parts and can compromise both aesthetics and structural integrity.
PMMA also exhibits excellent UV stability and weather resistance. Unlike many plastics, it does not yellow easily, making it ideal for outdoor optical applications. However, its relatively low heat distortion temperature means your design must account for thermal exposure during use.
Key Technical Properties of PMMA
When engineering your component, understanding PMMA’s technical performance is essential for predicting behavior under load, temperature, and environmental conditions.
| Fiziksel Özellikler | Metrik | İngilizce |
|---|---|---|
| Yoğunluk | 0.700 - 1.30 g/cc | 0.0253 - 0.0470 lb/in³ |
| Su Emme | 0.300 - 2.00 % | 0.300 - 2.00 % |
| Dengede Nem Emilimi | 0.300 - 0.600 % | 0.300 - 0.600 % |
| Doygunlukta Su Emme | 0.300 - 2.20 % | 0.300 - 2.20 % |
| Doğrusal Kalıp Büzülmesi | 0.00200 - 0.00800 cm/cm | 0.00200 - 0.00800 in/in |
| Eriyik Akışı | 0.112 - 40.0 g/10 min | 0.112 - 40.0 g/10 min |
| Elektriksel Dirençlilik | 1.00e+10 - 1.00e+17 ohm-cm | 1.00e+10 - 1.00e+17 ohm-cm |
| Yüzey Direnci | 2.60e+9 - 1.00e+16 ohm | 2.60e+9 - 1.00e+16 ohm |
| Dielektrik Sabiti | 2.44 - 4.00 | 2.44 - 4.00 |
| Dielektrik Dayanım | 15.0 - 60.0 kV/mm | 380 - 1520 kV/in |
| Yayılma Faktörü | 0.0200 - 0.190 | 0.0200 - 0.190 |
| Karşılaştırmalı Takip Endeksi | 600 V | 600 V |
| Specific Heat Capacity | 1.46 - 1.50 J/g-°C | 0.349 - 0.359 BTU/lb-°F |
| Termal İletkenlik | 0.187 - 0.216 W/m-K | 1.30 - 1.50 BTU-in/sa-ft²-°F |
| Maksimum Servis Sıcaklığı, Hava | 50.0 - 100 °C | 122 - 212 °F |
| 0,46 MPa (66 psi) Altında Eğilme Sıcaklığı | 73.0 - 109 °C | 163 - 228 °F |
| Sapma Sıcaklığı 1,8 MPa'da (264 psi) | 51,7 - 106 °C | 125 - 223 °F |
| Vicat Yumuşama Noktası | 58,3 - 119 °C | 137 - 246 °F |
| Isı Bozulma Sıcaklığı | 85.0 - 105 °C | 185 - 221 °F |
| Cam Geçiş Sıcaklığı, Tg | 102 - 122 °C | 216 - 252 °F |
| Yanıcılık, UL94 | HB | HB |
| Oksijen İndeksi | 18.0 % | 18.0 % |
| Kor Teli Testi | 650 - 700 °C | 1200 - 1290 °F |
| İşleme Sıcaklığı | 177 - 265 °C | 350 - 509 °F |
| Nozul Sıcaklığı | 193 - 260 °C | 380 - 500 °F |
| Adaptör Sıcaklığı | 230 - 240 °C | 446 - 464 °F |
| Kalıp Sıcaklığı | 220 - 260 °C | 428 - 500 °F |
| Erime Sıcaklığı | 150 - 260 °C | 302 - 500 °F |
| Kalıp Sıcaklığı | 30.0 - 107 °C | 86.0 - 225 °F |
| Rulo Sıcaklığı | 80,0 - 100 °C | 176 - 212 °F |
| Kurutma Sıcaklığı | 60,0 - 109 °C | 140 - 228 °F |
| Enjeksiyon Basıncı | 58,8 - 147 MPa | 8530 - 21300 psi |
| Tavlama Sıcaklığı | 60.0 - 90.0 °C | 140 - 194 °F |
PMMA'nın sertliği, hassas bileşenler için faydalı olan mükemmel boyutsal stabilite sağlar. Ancak bu, aynı zamanda düşük darbe direncine sahip olduğu anlamına gelir, ani stres altında çatlama eğilimini artırır.
Optik uygulamalarınız için iç gerilimi kontrol etmek kritiktir. Uygun olmayan Enjeksiyon Kalıplama Parametreleri—aşırı enjeksiyon hızı veya düşük kalıp sıcaklığı gibi—kalıntı gerilim oluşturabilir, bu da daha sonra çatlaklar veya mikro çatlaklar olarak ortaya çıkar.
Optimum sonuçlar için, tasarım aşamasında gelişmiş Kalıp Akış Analizi kullanılmalıdır. Bu, akış davranışını tahmin etmenize, geçit konumlarını optimize etmenize ve kaynak çizgilerini veya hava tuzaklarını en aza indirmenize olanak tanır.
What are the Primary Advantages and Limitations of Acrylic Injection Molding?
Üretim stratejiniz için PMMA enjeksiyon kalıplama belirgin avantajlar sunar—ancak dikkatli kullanım gerektirir.
Avantajlar
Olağanüstü Optik Berraklık
'ye kadar ışık geçirgenliği, mercekler ve yüksek kaliteli ekran uygulamaları için idealdir.
Mükemmel Yüzey Kopyalama
Kalıptan direkt ayna gibi yüzeyler sağlar, işlem sonrası maliyetleri azaltır.
Güçlü UV ve Hava Direnci
PC'ye kıyasla üstün açık hava stabilitesi, zamanla sararmaya karşı dayanıklı.
İyi Boyutsal Kararlılık
Düşük büzülme oranı, hassas toleranslı parçalar sağlar.
Limitations
Gevreklik ve Düşük Darbe Dayanımı
PC'ye göre çatlamaya daha yatkın; yüksek darbe uygulamaları için önerilmez.
Nem Hassasiyeti
Kapsamlı ön kurutma gerektirir; nem gümüş çizgiler ve kabarcıklara yol açabilir.
Yüksek İç Stres Riski
Uygun olmayan işleme, dikkatli parametre kontrolü gerektiren gerilme çatlamasına yol açabilir.
Katı Proses Gereksinimleri
En iyi sonuçlar elde etmek için kaliteli kalıp ve hassas proses kontrol gerektirir.
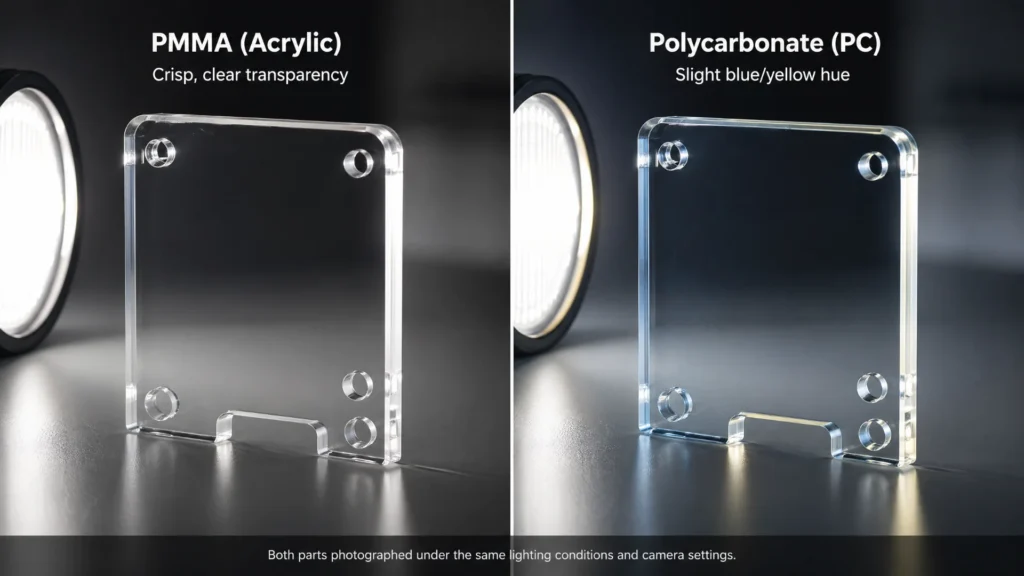
PMMA vs. Polycarbonate (PC): Which Material Should You Choose?
PMMA ve polikarbonat (PC) arasında seçim, performans önceliklerine bağlıdır. Her ikisi transparan plastiklerdir, ancak farklı mühendislik gereksinimlerini karşılar.
| Mülkiyet | PMMA (Acrylic) | PC (Polikarbonat) |
|---|---|---|
| Light Transmittance | ~92% | ~88–90% |
| Darbe Dayanımı | Düşük | Çok Yüksek |
| Çizilmeye Dayanıklılık | Mükemmel | Orta düzeyde |
| Maliyet | Daha Düşük | Daha yüksek |
| UV Resistance | Mükemmel | Kaplama gerektirir |
Projeniz şunlara öncelik veriyorsa optik netlik, yüzey kaplamasıve UV stabilitesi, PMMA daha iyi bir seçimdir.
Uygulamanız şunları içeriyorsa mekanik stres veya impact (örneğin, koruma panelleri), PC daha uygun olabilir.
Özel PMMA Akrilik Enjeksiyon Kalıplama
Özel PMMA akrilik enjeksiyon kalıplamayı optimize etmeyi öğrenin. Ana parametreleri, tasarım yönergelerini, kalıp çeliği seçimlerini ve kusursuz optik parçalar için çözümleri keşfedin.

Resources for The Complete Guide to PMMA & Acrylic Injection Molding
PMMA (Akrilik) Malzemeler Enjeksiyon Kalıplanabilir mi?
Evet, PMMA enjeksiyonla kalıplanabilir—ancak standart plastiklerle aynı şekilde değil. Projenizde başarı, her aşamada hassas kontrol gerektirir.
Ana süreç değerlendirmeleri şunları içerir:
PMMA kurutma sıcaklığı 80–90°C için 3–4 saat nem kaynaklı kusurları önlemek için.
Genellikle şu aralıkta tutulur: 200–250°C. Aşırı ısınma şunlara yol açar: bozulma ve sararma.
Çok aşamalı enjeksiyon kritik öneme sahiptir:
• Enjeksiyon hatalarını önlemek için düşük başlangıç hızı
• Boşluğun doldurulması için orta hız
• Aşırı dolumu önlemek için son kısımda hızın azaltılması
Daha yüksek kalıp sıcaklıkları şunları iyileştirir: yüzey kalitesi ve şunları azaltır: iç stres.


Özel Akrilik Enjeksiyon Kalıplamanın Yaygın Uygulamaları Nedir?
Özel PMMA bileşenleri, optik netliğin, hassasiyetin ve estetiğin tartışılmaz olduğu çeşitli endüstrilerde güvenle kullanılır. Karmaşık optik sistemlerden şık tüketici ürünlerine kadar, akrilik en çok ihtiyaç duyulan yerlerde performans sunar.

Optik Mercekler ve Işık Kılavuzları
İçin tasarlanmış hassas bileşenler verimli ışık iletimi ve zorlu optik sistemlerde kusursuz görüntüleme.

Otomotiv Aydınlatma
Stop lambaları, far lensleri ve iç aydınlatma için dayanıklı, yüksek berraklıkta parçalar yol titreşimleri ve hava koşullarına dayanıklılık.

Tıbbi Cihaz Muhafazaları
Sterilize edilebilir, şeffaf muhafazalar; şunlara izin verir: görsel izleme dahili mekanizmaların ve sıvı seviyelerinin.

Tüketici Elektroniği Ekranları
Çizilmeye dayanıklı ekranlar, dokunmatik paneller ve göstergeler yüksek parlaklıkta yüzeyler premium ürün estetiği için.

Mimari Aydınlatma & Paneller
Hava koşullarına dayanıklı, yayılmış aydınlatma kapakları ve dekoratif camlama; şunları sunar: düzgün ışık dağılımı ve yapısal stabilite.

Perakende Görüntüleme Üniteleri ve Tabelalar
PMMA'nın avantajlarını kullanan, göz alıcı satış noktası görüntüleme üniteleri ve aydınlatmalı tabelalar üstün ışık yayılımı ve canlı renk yetenekleri.
PMMA Enjeksiyon Kalıplı Parçalar İçin Temel Tasarım İlkeleri
PMMA (Akrilik) tasarımı, standart mühendislik plastiklerine kıyasla sert ve kırılgan yapısı nedeniyle dikkatli bir yaklaşım gerektirir. Doğru tasarım, sadece çatlama ve optik kusur riskini azaltmakla kalmaz, aynı zamanda özel bileşenlerinizin üretilebilirliğini de önemli ölçüde artırır.
Tutarlı kalınlığın korunması, şeffaf PMMA parçaları için özellikle kritik olan iç gerilim, eğilme ve büzülme izlerini önler.
Sharp internal corners are primary failure points in PMMA. Using generous fillets and radii eliminates stress concentration and improves structural integrity.
A minimum draft angle of 1–2° is essential. PMMA's low elasticity makes it prone to scratching or cracking during ejection if the draft is insufficient.
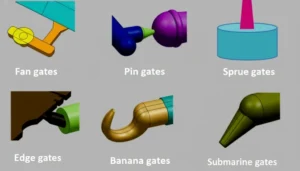
Fan, tab, or edge gates are recommended to reduce shear stress and flow marks, ensuring the molten acrylic fills the cavity smoothly without jetting defects.
Excessive thickness leads to uneven cooling, increasing the risk of internal voids, bubbles, and sink marks that severely compromise the optical quality of the part.
Ayna Parlaklığında PMMA İçin Doğru Kalıp Çeliği Nasıl Seçilir (S136 vs. NAK80)?
For your optical components, mold steel selection directly impacts surface quality and tool longevity.
S136 (Hardened to 48–52 HRC)
NAK80 (Pre-hardened ~40 HRC)


If your project requires mirror-finish optical parts, S136 is typically the preferred choice. Its hardness and stability ensure consistent Surface Finishing over long production runs.
Akrilik Enjeksiyon Kalıplamada Karşılaşılan Yaygın Sorunlar ve Çözümleri
PMMA’s exceptional transparency means that even the slightest processing defect becomes immediately visible. Identifying the root causes of these issues is critical for maintaining the optical integrity of your custom components.
Sebep: Moisture contamination in the resin.
Çözüm: Implement rigorous material drying protocols and ensure sealed material handling throughout the process.
Sebep: Trapped air or excessive wall thickness causing uneven cooling.
Çözüm: Optimize mold venting and redesign uniform wall thickness to prevent gas traps.
Sebep: High internal stress combined with environmental exposure.
Çözüm: Optimize gate design, reduce injection stress, and apply post-molding annealing (80–90°C) to relieve residual stress.
Sebep: High initial injection speed causing molten plastic to shoot across the cavity.
Çözüm: Utilize multi-stage injection speed control—starting slow to prevent jetting, then increasing for cavity fill.
Özel Akrilik Parçalar için İşlem Sonrası Seçenekler
To meet your final product requirements, post-processing plays a crucial role in enhancing both the optical appearance and structural performance of PMMA components.
Smooths and clarifies the edges of cut acrylic, restoring optical transparency and creating a seamless, glass-like finish for transparent parts.
A carefully controlled heating and cooling cycle that significantly reduces internal stress, preventing delayed crazing or cracking in demanding environments.
Specialized applications such as hard coats for scratch resistance, or anti-reflective coatings to optimize light transmission in optical systems.
Enables high-precision detailing, complex geometries, and custom markings without inducing mechanical stress on the molded component.
For high-end optical applications, combining precision injection molding with advanced Yüzey İşlemleri techniques ensures your PMMA parts meet the most stringent functional and aesthetic expectations.
Frequently Asked Questions (FAQs)
Why is pre-drying so critical for PMMA (Acrylic) injection molding?
PMMA is highly hygroscopic. If not dried at 80–90°C for 3–4 hours prior to molding, trapped moisture will cause silver streaks, bubbles, and cloudiness, ruining the optical clarity of your parts.
What mold steel is recommended for high-clarity PMMA lenses?
S136 stainless steel is the preferred choice for optical PMMA parts. When hardened to 48–52 HRC, it can be polished to an SPI A-1 diamond finish and provides excellent corrosion resistance for long production runs.
What are the key design rules for acrylic injection molding?
To prevent stress cracking and warpage, maintain uniform wall thickness, use generous fillets and radii (avoid sharp corners), and include a minimum draft angle of 1–2° to ensure smooth ejection without scratching.
How can I prevent bubbles and voids in my PMMA parts?
Bubbles are typically caused by trapped air or excessive wall thickness. Solutions include optimizing mold venting, ensuring uniform wall design to prevent sink marks, and using a multi-stage injection speed to allow air to escape properly.
What causes crazing (stress cracking) in PMMA, and how is it resolved?
Crazing is caused by residual internal stress combined with environmental exposure (like chemicals or temperature changes). It can be resolved by optimizing gate design, reducing injection pressure, and applying post-molding annealing at 80–90°C to relieve stress.
What is the recommended melt temperature for molding PMMA?
PMMA genellikle 200–250°C arasında işlenmelidir. Bu aralığın aşılması malzeme bozulmasına ve sararmasına yol açabilirken, çok düşük sıcaklıklar akışın zayıf olmasına ve kısa çekimlere neden olacaktır.
Akrilik parçalar için hangi son işlem seçenekleri mevcuttur?
Ortak son işlemler arasında kenar netliği için alevle cilalama, gerilimi azaltmak için tavlama, çizilmeye veya yansımaya karşı kaplamalar uygulama ve hassas detaylandırma için lazer kesim/gravür yer alır.
PMMA, açık hava veya UV'ye maruz kalan uygulamalar için uygun mudur?
Evet. Diğer birçok şeffaf plastiğin aksine, PMMA olağanüstü UV stabilitesi ve hava koşullarına dayanıklılık sunar. Optik şeffaflığını korur ve zamanla kolayca sararmaz, bu da onu otomotiv aydınlatması ve mimari paneller için ideal kılar.
Enjeksiyon Kalıplama Tedarikçisi İhracat Dokümantasyonu: Yurtdışı Alıcıların İhtiyaç Duydukları
Denizaşırı tedarikçilerden enjeksiyon kalıplama parçaları tedarik ettiğinizde, evraklar parçaların kendisi kadar önemlidir. Eksik veya hatalı ihracat belgeleri, sevkiyatları haftalarca geciktirebilir, gümrük işlemlerini tetikleyebilir

Enjeksiyon Kalıplama Tedarikçisi Gizlilik Anlaşması: Ürün Tasarımları ve Kalıp Verileri Nasıl Korunur?
Enjeksiyon kalıplama tedarikçisiyle ürün tasarımlarınızı paylaşmak kaçınılmazdır—projenizi tekliflendirmeleri ve kalıplarınızı oluşturmaları için onlara ihtiyacınız var. Ancak gizlilik anlaşması (nda1) olmadan, sizin
Enjeksiyon Kalıplama Tedarikçisi Kalıp Mülkiyeti: Alıcıların Kalıp Ücretini Ödemeden Önce Doğrulaması Gerekenler
Bir üretim kalıbı için otuz bin dolar ödediniz. Altı ay sonra, tedarikçiniz bunu başka bir fabrikaya taşıyamayacağınızı söylüyor. Tanıdık geliyor mu? Kalıp mülkiyeti,
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

