 Saltar para o conteúdo
Saltar para o conteúdo 
Soluções de Moldagem por Injeção de PMMA e Acrílico Personalizadas de Precisão
Clareza ótica inigualável e precisão de engenharia para os seus requisitos mais exigentes de componentes transparentes.

Recursos para O Guia Completo de Moldagem por Injeção de PMMA e Acrílico
O que é Polimetil Metacrilato (PMMA) ou Acrílico?

Polimetilmetacrilato (PMMA), comummente conhecido como acrílico ou Acrílico Grau Ótico, é um termoplástico transparente concebido para aplicações onde a clareza, a resistência às intempéries e o acabamento superficial são críticos. Para o seu projeto, o PMMA oferece uma combinação única de transparência semelhante ao vidro e processabilidade de polímero. Com uma transmitância de luz até 92% e uma índice de refração de 1,49, é um dos plásticos mais transparentes disponíveis—tornando-o ideal para lentes óticas, guias de luz e tampas de ecrã.
Ao contrário dos polímeros amorfos que toleram amplas janelas de processamento, o PMMA é altamente sensível ao histórico térmico e à humidade. A sua estrutura molecular carece de flexibilidade interna, razão pela qual oferece rigidez e resistência a riscos—mas também por que é propenso a tensões internas e fragilidade.
Quais são os Diferentes Tipos e Classes de Materiais de PMMA?
Nem todos os materiais de PMMA têm o mesmo desempenho, e selecionar o grau correto é crítico para satisfazer os seus requisitos óticos, mecânicos e ambientais. O PMMA é amplamente categorizado em variantes de uso geral, grau ótico, modificado para impacto e estabilizado a UV.
1. PMMA de uso geral:
Adequado para componentes visuais não críticos onde a eficiência de custos é prioritária.
2. PMMA de grau ótico:
Concebido para alta clareza e distorção interna mínima. Isto é essencial para as suas lentes, difusores de luz ou componentes de exibição de precisão.
3. PMMA modificado para impacto:
Contém modificadores elastoméricos para melhorar a resistência, embora à custa da clareza ótica.
4. PMMA resistente aos UV:
Concebido para aplicações ao ar livre, mantendo transparência e estabilidade de cor durante longos períodos de exposição.

Para os seus Componentes de PMMA Sob Medida, a seleção depende frequentemente de um equilíbrio entre clareza e durabilidade. Por exemplo, se o seu produto tiver de suportar tensão mecânica, podem ser consideradas classes modificadas para impacto—mas se a precisão ótica for crítica, o PMMA puro com controlo rigoroso do processamento é a melhor escolha.
Além disso, o PMMA pode ser fornecido em formas de grau de extrusão ou grau de injeção. O PMMA de grau de injeção é otimizado para fluxo de fusão controlado e degradação mínima, garantindo uma replicação consistente de superfícies de molde de alto polimento.
Quais são as Características Principais e Propriedades Físicas do Acrílico?
As características fundamentais do PMMA definem tanto as suas vantagens como os seus desafios de processamento. Para a sua aplicação, estas propriedades influenciam diretamente as decisões de design, os requisitos de ferramentas e as estratégias de moldagem.
- Gravidade Específica: ~1.18 g/cm³ (mais leve que o vidro, reduzindo o peso total do produto)
- Transmitância da Luz: Até 92%TP3T, superior à maioria dos plásticos transparentes
- Índice de Refração: 1,49, permitindo transmissão e controlo eficiente da luz
- Absorção de Água: ~0,3–0,4%TP3T, indicando comportamento higroscópico moderado
Esta natureza higroscópica é particularmente importante. Se o seu material não for devidamente seco (tipicamente 80–90°C durante 3–4 horas), a humidade vaporizar-se-á durante a injeção, levando a estrias prateadas, bolhas e degradação da cadeia molecular. Estes defeitos são especialmente visíveis em peças transparentes e podem comprometer tanto a estética como a integridade estrutural.
O PMMA também exibe excelente estabilidade UV e resistência às intempéries. Ao contrário de muitos plásticos, não amarelece facilmente, tornando-o ideal para aplicações óticas ao ar livre. No entanto, a sua temperatura de deformação térmica relativamente baixa significa que o seu projeto deve considerar a exposição térmica durante a utilização.
Principais Propriedades Técnicas do PMMA
Ao projetar o seu componente, compreender o desempenho técnico do PMMA é essencial para prever o comportamento sob carga, temperatura e condições ambientais.
| Propriedades físicas | Métrica | Inglês |
|---|---|---|
| Densidade | 0,700 - 1,30 g/cm³ | 0,0253 - 0,0470 lb/in³ |
| Absorção de água | 0.300 - 2.00 % | 0.300 - 2.00 % |
| Absorção de humidade no equilíbrio | 0.300 - 0.600 % | 0.300 - 0.600 % |
| Absorção de água na saturação | 0.300 - 2.20 % | 0.300 - 2.20 % |
| Contração linear do molde | 0,00200 - 0,00800 cm/cm | 0,00200 - 0,00800 in/in |
| Fluxo de fusão | 0,112 - 40,0 g/10 min | 0,112 - 40,0 g/10 min |
| Resistividade eléctrica | 1,00e+10 - 1,00e+17 ohm-cm | 1,00e+10 - 1,00e+17 ohm-cm |
| Resistência da superfície | 2,60e+9 - 1,00e+16 ohm | 2,60e+9 - 1,00e+16 ohm |
| Constante dieléctrica | 2.44 - 4.00 | 2.44 - 4.00 |
| Resistência dieléctrica | 15.0 - 60.0 kV/mm | 380 - 1520 kV/in |
| Fator de dissipação | 0.0200 - 0.190 | 0.0200 - 0.190 |
| Índice de acompanhamento comparativo | 600 V | 600 V |
| Capacidade Térmica Específica | 1,46 - 1,50 J/g-°C | 0.349 - 0.359 BTU/lb-°F |
| Condutividade térmica | 0,187 - 0,216 W/m·K | 1,30 - 1,50 BTU-in/hr-ft²-°F |
| Temperatura máxima de serviço, ar | 50,0 - 100 °C | 122 - 212 °F |
| Temperatura de Deflexão a 0,46 MPa (66 psi) | 73,0 - 109 °C | 163 - 228 °F |
| Temperatura de deflexão a 1,8 MPa (264 psi) | 51,7 - 106 °C | 125 - 223 °F |
| Ponto de amolecimento Vicat | 58,3 - 119 °C | 137 - 246 °F |
| Temperatura de distorção térmica | 85,0 - 105 °C | 185 - 221 °F |
| Temperatura de Transição Vítrea, Tg | 102 - 122 °C | 216 - 252 °F |
| Inflamabilidade, UL94 | HB | HB |
| Índice de Oxigénio | 18.0 % | 18.0 % |
| Teste do Fio Incandescente | 650 - 700 °C | 1200 - 1290 °F |
| Temperatura de processamento | 177 - 265 °C | 350 - 509 °F |
| Temperatura do bico | 193 - 260 °C | 380 - 500 °F |
| Temperatura do adaptador | 230 - 240 °C | 446 - 464 °F |
| Temperatura da matriz | 220 - 260 °C | 428 - 500 °F |
| Temperatura de fusão | 150 - 260 °C | 302 - 500 °F |
| Temperatura do molde | 30,0 - 107 °C | 86,0 - 225 °F |
| Temperatura do rolo | 80,0 - 100 °C | 176 - 212 °F |
| Temperatura de secagem | 60,0 - 109 °C | 140 - 228 °F |
| Pressão de injeção | 58,8 - 147 MPa | 8530 - 21300 psi |
| Temperatura de Recozimento | 60,0 - 90,0 °C | 140 - 194 °F |
A rigidez do PMMA proporciona uma excelente estabilidade dimensional, o que é benéfico para componentes de precisão. No entanto, isso também significa que possui baixa resistência ao impacto, tornando-o mais propenso a rachar sob tensão súbita.
Para as suas aplicações óticas, controlar o stress interno é crítico. Parâmetros de Moldagem por Injeção inadequados — como velocidade de injeção excessiva ou temperatura do molde baixa — podem introduzir stress residual, que mais tarde se manifesta como crazing ou micro-fissuras.
Para garantir resultados ótimos, deve ser utilizada uma Análise de Fluxo de Moldagem avançada durante a fase de projeto. Isto permite prever o comportamento do fluxo, otimizar a localização dos pontos de injeção e minimizar linhas de solda ou aprisionamento de ar.
Quais são as Principais Vantagens e Limitações da Moldagem por Injeção de Acrílico?
Para a sua estratégia de fabrico, a moldagem por injeção de PMMA oferece vantagens distintas — mas também requer um manuseamento cuidadoso.
Vantagens
Clareza Ótica Excecional
Transmitância de luz até 92%, ideal para lentes e aplicações de ecrã de alta gama.
Excelente Replicação de Superfície
Permite acabamentos espelhados diretamente do molde, reduzindo os custos de pós-processamento.
Elevada Resistência aos UV e às Intempéries
Estabilidade exterior superior comparada ao PC, resistente ao amarelecimento ao longo do tempo.
Boa estabilidade dimensional
Baixa taxa de retração garante peças de precisão com tolerâncias apertadas.
Limitations
Fragilidade e Baixa Resistência ao Impacto
Mais propenso a rachar do que o PC; não recomendado para aplicações de alto impacto.
Sensibilidade à Humidade
Requer pré-secagem completa; a humidade pode causar estrias prateadas e bolhas.
Alto Risco de Tensão Interna
Processamento inadequado pode levar à fissuração por tensão, exigindo controlo cuidadoso dos parâmetros.
Requisitos de Processamento Rigorosos
Exige ferramentas de alta qualidade e controlo preciso do processo para obter resultados ótimos.
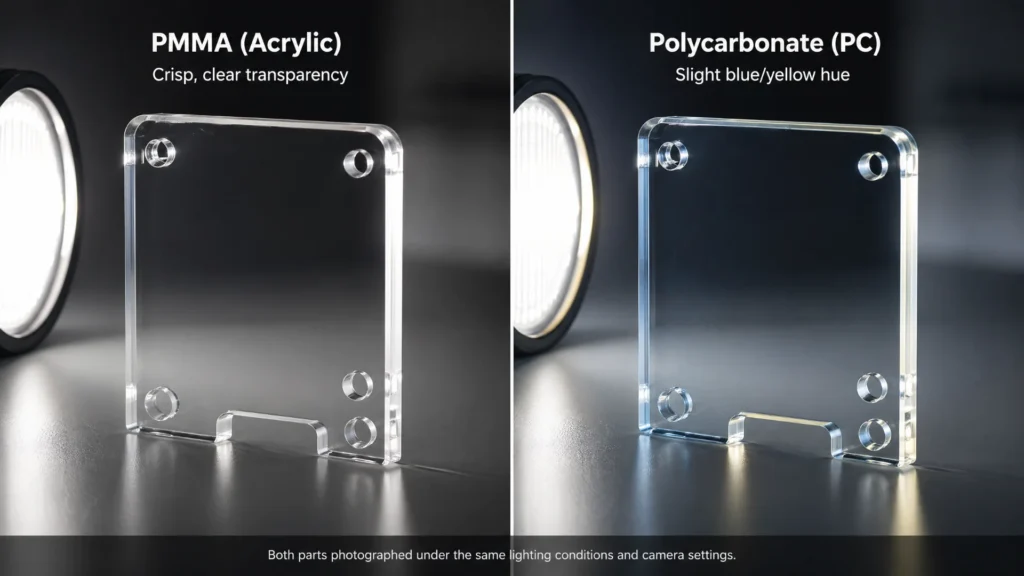
PMMA vs. Policarbonato (PC): Qual Material Deve Escolher?
Escolher entre PMMA e policarbonato (PC) depende das suas prioridades de desempenho. Ambos são plásticos transparentes, mas servem necessidades de engenharia diferentes.
| Imóveis | PMMA (Acrylic) | PC (Policarbonato) |
|---|---|---|
| Light Transmittance | ~92% | ~88–90% |
| Resistência ao impacto | Baixa | Muito elevado |
| Resistência a Arranhões | Excelente | Moderado |
| Custo | Lower | Mais alto |
| UV Resistance | Excelente | Requer revestimento |
Se o seu projeto priorizar clareza ótica, acabamento da superfíciee Estabilidade UV, o PMMA é a escolha mais adequada.
Se a sua aplicação envolver tensão mecânica ou impacto (por exemplo, escudos de segurança), o PC pode ser mais adequado.
Moldagem por Injeção de Acrílico PMMA Personalizado
Saiba como otimizar a moldagem por injeção de acrílico PMMA personalizado. Explore parâmetros-chave, diretrizes de design, escolhas de aço do molde e soluções para peças óticas perfeitas.

Recursos para O Guia Completo de Moldagem por Injeção de PMMA e Acrílico
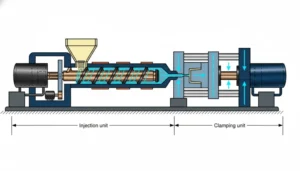
Os Materiais PMMA (Acrílico) Podem ser Moldados por Injeção?
Sim, o PMMA pode ser moldado por injeção — mas não da mesma forma que os plásticos comuns. Para o seu projeto, o sucesso depende de um controlo de precisão em cada etapa.
Considerações-chave do processo incluem:
O PMMA deve ser seco a 80–90°C para 3–4 horas para evitar defeitos relacionados com a humidade.
Normalmente mantido entre 200–250°C. O sobreaquecimento leva a degradação e amarelecimento.
Injeção multi-etapa é crítico:
• Velocidade inicial lenta para evitar jatos
• Velocidade média para o enchimento da cavidade
• Velocidade reduzida no final para evitar sobrepressão
Temperaturas do molde mais elevadas melhoram qualidade da superfície e reduzir tensão interna.


Quais são as Aplicações Comuns da Moldagem por Injeção de Acrílico Personalizada?
Os componentes personalizados em PMMA são confiáveis em diversas indústrias onde a clareza ótica, a precisão e a estética são não negociáveis. Desde sistemas óticos complexos até produtos de consumo elegantes, o acrílico oferece desempenho onde mais importa.

Lentes Óticas e Guias de Luz
Componentes de precisão projetados para transmissão eficiente da luz e imagens impecáveis em sistemas óticos exigentes.

Iluminação Automóvel
Peças duráveis e de alta clareza para luzes traseiras, lentes de faróis e iluminação interior que resistem a vibrações da estrada e intempéries.

Alojamentos para dispositivos médicos
Recintos esterilizáveis e transparentes que permitem monitorização visual de mecanismos internos e níveis de fluidos.

Ecrãs de Eletrónica de Consumo
Ecrãs resistentes a riscos, painéis táteis e indicadores com acabamentos de alto brilho para estética premium de produtos.

Iluminação Arquitetónica e Painéis
Coberturas de iluminação difusa e vidros decorativos resistentes às intempéries que oferecem distribuição uniforme da luz e estabilidade estrutural.

Expositores e Sinalização de Retalho
Expositores de ponto de venda chamativos e sinalização iluminada que aproveitam a difusão de luz superior e capacidades de cores vibrantes.
Diretrizes Essenciais de Design para Peças Moldadas por Injeção de PMMA
Projetar para PMMA (Acrílico) requer atenção cuidadosa devido à sua natureza rígida e frágil em comparação com plásticos de engenharia padrão. Um design adequado não só minimiza o risco de fissuras e defeitos óticos, como também melhora significativamente a fabricabilidade dos seus componentes personalizados.
Manter uma espessura consistente evita tensões internas, empenamentos e marcas de retração, o que é especialmente crítico para peças transparentes de PMMA.
Os cantos internos afiados são os principais pontos de falha no PMMA. O uso de raios e filetes generosos elimina a concentração de tensões e melhora a integridade estrutural.
Um ângulo de desbaste mínimo de 1–2° é essencial. A baixa elasticidade do PMMA torna-o propenso a riscar ou rachar durante a ejeção se o ângulo de saída for insuficiente.
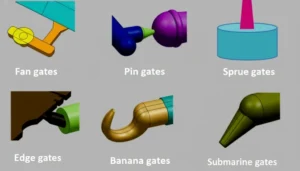
Portas de ventilador, aba ou borda são recomendadas para reduzir a tensão de cisalhamento e marcas de fluxo, garantindo que o acrílico fundido preencha a cavidade suavemente sem defeitos de jato.
Espessura excessiva leva a um arrefecimento irregular, aumentando o risco de vazios internos, bolhas e marcas de encolhimento que comprometem severamente a qualidade ótica da peça.
Como Selecionar o Aço de Molde Correto (S136 vs. NAK80) para PMMA com Acabamento Espelhado?
Para os seus componentes óticos, a seleção do aço do molde impacta diretamente a qualidade da superfície e a longevidade da ferramenta.
S136 (Temperado para 48–52 HRC)
NAK80 (Pré-endurecido ~40 HRC)


Se o seu projeto requer peças óticas com acabamento espelhado, o S136 é tipicamente a escolha preferida. A sua dureza e estabilidade garantem um Acabamento de Superfície consistente ao longo de longas séries de produção.
Problemas Comuns na Moldagem por Injeção de Acrílico e Soluções
A transparência excecional do PMMA significa que até o mais ligeiro defeito de processamento se torna imediatamente visível. Identificar as causas raiz destes problemas é crítico para manter a integridade ótica dos seus componentes personalizados.
Causa: Contaminação por humidade na resina.
Solução: Implemente protocolos rigorosos de secagem do material e garanta manuseamento do material selado durante todo o processo.
Causa: Ar aprisionado ou espessura de parede excessiva causando arrefecimento irregular.
Solução: Otimize a ventilação do molde e redesenhe espessuras de parede uniformes para evitar armadilhas de gás.
Causa: Elevada tensão interna combinada com exposição ambiental.
Solução: Otimize o desenho da porta, reduza a tensão de injeção e aplique recozimento pós-moldagem (80–90°C) para aliviar a tensão residual.
Causa: Velocidade de injeção inicial elevada que faz com que o plástico fundido seja projetado através da cavidade.
Solução: Utilize controlo de velocidade de injeção em múltiplas fases — começando devagar para evitar jatos, depois aumentando para o enchimento da cavidade.
Opções de Pós-Processamento para Peças de Acrílico Personalizadas
Para cumprir os requisitos do seu produto final, o pós-processamento desempenha um papel crucial na melhoria tanto do aspeto ótico como do desempenho estrutural dos componentes em PMMA.
Suaviza e clarifica as bordas do acrílico cortado, restaurando a transparência ótica e criando um acabamento contínuo, semelhante ao vidro, para peças transparentes.
Um ciclo de aquecimento e arrefecimento cuidadosamente controlado que reduz significativamente o stress interno, prevenindo o aparecimento retardado de fissuras ou trincas em ambientes exigentes.
Aplicações especializadas, como revestimentos duros para resistência a riscos, ou revestimentos anti-reflexo para otimizar a transmissão de luz em sistemas óticos.
Permite detalhamento de alta precisão, geometrias complexas e marcações personalizadas sem induzir tensão mecânica no componente moldado.
Para aplicações óticas de alta gama, combinar moldagem por injeção de precisão com tecnologias avançadas Acabamento de superfícies técnicas garantem que as suas peças em PMMA cumpram as expectativas funcionais e estéticas mais exigentes.
Frequently Asked Questions (FAQs)
Por que é que a pré-secagem é tão crítica para a moldagem por injeção de PMMA (Acrílico)?
O PMMA é altamente higroscópico. Se não for seco a 80–90°C durante 3–4 horas antes da moldagem, a humidade aprisionada causará estrias prateadas, bolhas e opacidade, arruinando a clareza ótica das suas peças.
Que aço para moldes é recomendado para lentes de PMMA de alta transparência?
O aço inoxidável S136 é a escolha preferida para peças óticas de PMMA. Quando temperado para 48–52 HRC, pode ser polido até um acabamento diamantado SPI A-1 e oferece excelente resistência à corrosão para longas séries de produção.
Quais são as regras de design fundamentais para a moldagem por injeção de acrílico?
Para evitar fissuras por stress e empenamento, mantenha uma espessura de parede uniforme, use raios e cantos arredondados generosos (evite cantos vivos) e inclua um ângulo de desbaste mínimo de 1–2° para garantir uma ejeção suave sem riscar.
Como posso evitar bolhas e vazios nas minhas peças de PMMA?
As bolhas são normalmente causadas por ar aprisionado ou espessura de parede excessiva. As soluções incluem otimizar a ventilação do molde, garantir um desenho de parede uniforme para evitar marcas de retração e usar uma velocidade de injeção multi-etapas para permitir que o ar escape corretamente.
O que causa o craquelamento (fissuração por tensão) no PMMA e como é resolvido?
O craquelamento é causado por tensão interna residual combinada com exposição ambiental (como químicos ou mudanças de temperatura). Pode ser resolvido otimizando o desenho da porta, reduzindo a pressão de injeção e aplicando recozimento pós-moldagem a 80–90°C para aliviar a tensão.
Qual é a temperatura de fusão recomendada para moldar PMMA?
O PMMA deve normalmente ser processado entre 200–250°C. Exceder esta gama pode levar à degradação do material e ao amarelecimento, enquanto temperaturas demasiado baixas causarão má fluidez e peças incompletas.
Que opções de pós-processamento estão disponíveis para peças de acrílico?
O pós-processamento comum inclui polimento por chama para nitidez das bordas, recozimento para aliviar tensões, aplicação de revestimentos anti-riscos ou anti-reflexo, e corte/gravação a laser para detalhamento de precisão.
O PMMA é adequado para aplicações ao ar livre ou expostas a UV?
Sim. Ao contrário de muitos outros plásticos transparentes, o PMMA oferece uma estabilidade excecional aos UV e resistência às intempéries. Mantém a sua clareza ótica e não amarelece facilmente com o tempo, tornando-o ideal para iluminação automóvel e painéis arquitetónicos.

Acordo de Confidencialidade para Fornecedor de Moldagem por Injeção: Como Proteger os Projetos de Produto e os Dados de Ferramentaria
Partilhar os seus desenhos de produtos com um fornecedor de moldação por injeção é inevitável—precisa deles para orçamentar o seu projeto e construir os seus moldes. Mas sem um acordo de confidencialidade (nda1) em vigor, os seus
Propriedade do Molde do Fornecedor de Moldagem por Injeção: O que os Compradores Devem Confirmar Antes de Pagar a Ferramentaria
Acabou de pagar trinta mil dólares por um molde de produção. Seis meses depois, o seu fornecedor diz que não pode movê-lo para outra fábrica. Parece familiar? A propriedade do molde é um dos
Repartição de Custos do Fornecedor de Moldagem por Injeção: Ferramentas, Preço Unitário, Materiais e Taxas Ocultas
Quando solicita um orçamento a um fornecedor de moldagem por injeção, o valor que recebe raramente conta a história completa. Por trás desse preço unitário1 estão a amortização da ferramentaria, os acréscimos nos materiais, a preparação
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

