 Skip to content
Skip to content 
Precision Custom PMMA & Acrylic Injection Molding Solutions
Unmatched optical clarity and engineering precision for your most demanding transparent component requirements.

Resources for The Complete Guide to PMMA & Acrylic Injection Molding
What is Polymethyl Methacrylate (PMMA) or Acrylic?

Polymethyl Methacrylate (PMMA), commonly known as acrylic or Optical Grade Acrylic, is a transparent thermoplastic engineered for applications where clarity, weather resistance, and surface finish are critical. For your project, PMMA offers a unique combination of glass-like transparency and polymer processability. With a light transmittance of up to 92% and a refractive index of 1.49, it is one of the clearest plastics available—making it ideal for optical lenses, light guides, and display covers.
Unlike amorphous polymers that tolerate wide processing windows, PMMA is highly sensitive to thermal history and moisture. Its molecular structure lacks internal flexibility, which is why it delivers rigidity and scratch resistance—but also why it is prone to internal stress and brittleness.
What are the Different Types and Grades of PMMA Materials?
Not all PMMA materials perform the same, and selecting the right grade is critical for meeting your optical, mechanical, and environmental requirements. PMMA is broadly categorized into general-purpose, optical-grade, impact-modified, and UV-stabilized variants.
1. General-purpose PMMA:
Suitable for non-critical visual components where cost efficiency is a priority.
2. Optical-grade PMMA:
Engineered for high clarity and minimal internal distortion. This is essential for your lenses, light diffusers, or precision display components.
3. Impact-modified PMMA:
Contains elastomeric modifiers to improve toughness, though at the expense of optical clarity.
4. UV-resistant PMMA:
Designed for outdoor applications, maintaining transparency and color stability over long exposure periods.

For your Bespoke PMMA Components, the selection often depends on a balance between clarity and durability. For example, if your product must withstand mechanical stress, impact-modified grades may be considered—but if optical precision is critical, pure PMMA with strict processing control is the better choice.
Additionally, PMMA can be supplied in extrusion-grade or injection-grade forms. Injection-grade PMMA is optimized for controlled melt flow and minimal degradation, ensuring consistent replication of high-polish mold surfaces.
What are the Core Characteristics and Physical Properties of Acrylic?
PMMA’s core characteristics define both its advantages and its processing challenges. For your application, these properties directly influence design decisions, tooling requirements, and molding strategies.
- Specific Gravity: ~1.18 g/cm³ (lighter than glass, reducing overall product weight)
- Light Transmittance: Up to 92%, higher than most transparent plastics
- Refractive Index: 1.49, enabling efficient light transmission and control
- Water Absorption: ~0.3–0.4%, indicating moderate hygroscopic behavior
This hygroscopic nature is particularly important. If your material is not properly dried (typically 80–90°C for 3–4 hours), moisture will vaporize during injection, leading to silver streaks, bubbles, and molecular chain degradation. These defects are especially visible in transparent parts and can compromise both aesthetics and structural integrity.
PMMA also exhibits excellent UV stability and weather resistance. Unlike many plastics, it does not yellow easily, making it ideal for outdoor optical applications. However, its relatively low heat distortion temperature means your design must account for thermal exposure during use.
Key Technical Properties of PMMA
When engineering your component, understanding PMMA’s technical performance is essential for predicting behavior under load, temperature, and environmental conditions.
| Physical Properties | Metric | English |
|---|---|---|
| Density | 0.700 - 1.30 g/cc | 0.0253 - 0.0470 lb/in³ |
| Water Absorption | 0.300 - 2.00 % | 0.300 - 2.00 % |
| Moisture Absorption at Equilibrium | 0.300 - 0.600 % | 0.300 - 0.600 % |
| Water Absorption at Saturation | 0.300 - 2.20 % | 0.300 - 2.20 % |
| Linear Mold Shrinkage | 0.00200 - 0.00800 cm/cm | 0.00200 - 0.00800 in/in |
| Melt Flow | 0.112 - 40.0 g/10 min | 0.112 - 40.0 g/10 min |
| Electrical Resistivity | 1.00e+10 - 1.00e+17 ohm-cm | 1.00e+10 - 1.00e+17 ohm-cm |
| Surface Resistance | 2.60e+9 - 1.00e+16 ohm | 2.60e+9 - 1.00e+16 ohm |
| Dielectric Constant | 2.44 - 4.00 | 2.44 - 4.00 |
| Dielectric Strength | 15.0 - 60.0 kV/mm | 380 - 1520 kV/in |
| Dissipation Factor | 0.0200 - 0.190 | 0.0200 - 0.190 |
| Comparative Tracking Index | 600 V | 600 V |
| Specific Heat Capacity | 1.46 - 1.50 J/g-°C | 0.349 - 0.359 BTU/lb-°F |
| Thermal Conductivity | 0.187 - 0.216 W/m-K | 1.30 - 1.50 BTU-in/hr-ft²-°F |
| Maximum Service Temperature, Air | 50.0 - 100 °C | 122 - 212 °F |
| Deflection Temperature at 0.46 MPa (66 psi) | 73.0 - 109 °C | 163 - 228 °F |
| Deflection Temperature at 1.8 MPa (264 psi) | 51.7 - 106 °C | 125 - 223 °F |
| Vicat Softening Point | 58.3 - 119 °C | 137 - 246 °F |
| Heat Distortion Temperature | 85.0 - 105 °C | 185 - 221 °F |
| Glass Transition Temp, Tg | 102 - 122 °C | 216 - 252 °F |
| Flammability, UL94 | HB | HB |
| Oxygen Index | 18.0 % | 18.0 % |
| Glow Wire Test | 650 - 700 °C | 1200 - 1290 °F |
| Processing Temperature | 177 - 265 °C | 350 - 509 °F |
| Nozzle Temperature | 193 - 260 °C | 380 - 500 °F |
| Adapter Temperature | 230 - 240 °C | 446 - 464 °F |
| Die Temperature | 220 - 260 °C | 428 - 500 °F |
| Melt Temperature | 150 - 260 °C | 302 - 500 °F |
| Mold Temperature | 30.0 - 107 °C | 86.0 - 225 °F |
| Roll Temperature | 80.0 - 100 °C | 176 - 212 °F |
| Drying Temperature | 60.0 - 109 °C | 140 - 228 °F |
| Injection Pressure | 58.8 - 147 MPa | 8530 - 21300 psi |
| Annealing Temperature | 60.0 - 90.0 °C | 140 - 194 °F |
PMMA’s rigidity provides excellent dimensional stability, which is beneficial for precision components. However, this also means it has low impact resistance, making it more prone to cracking under sudden stress.
For your optical applications, controlling internal stress is critical. Improper Injection Molding Parameters—such as excessive injection speed or low mold temperature—can introduce residual stress, which later manifests as crazing or micro-cracks.
To ensure optimal results, advanced Mold Flow Analysis should be used during the design phase. This allows you to predict flow behavior, optimize gate locations, and minimize weld lines or air traps.
What are the Primary Advantages and Limitations of Acrylic Injection Molding?
For your manufacturing strategy, PMMA injection molding offers distinct advantages—but also requires careful handling.
Advantages
Exceptional Optical Clarity
Light transmittance up to 92%, ideal for lenses and high-end display applications.
Excellent Surface Replication
Enables mirror-like finishes directly from the mold, reducing post-processing costs.
Strong UV & Weather Resistance
Superior outdoor stability compared to PC, resistant to yellowing over time.
Good Dimensional Stability
Low shrinkage rate ensures precision parts with tight tolerances.
Limitations
Brittleness & Low Impact Resistance
More prone to cracking than PC; not recommended for high-impact applications.
Moisture Sensitivity
Requires thorough pre-drying; moisture can cause silver streaks and bubbles.
High Internal Stress Risk
Improper processing can lead to stress cracking, requiring careful parameter control.
Strict Processing Requirements
Demands high-quality tooling and precise process control to achieve optimal results.
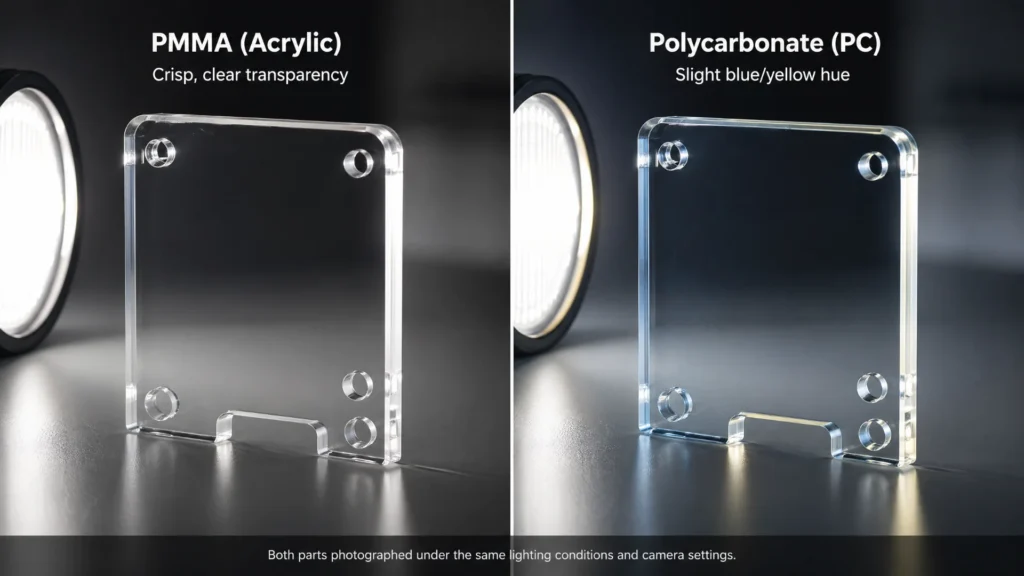
PMMA vs. Polycarbonate (PC): Which Material Should You Choose?
Choosing between PMMA and polycarbonate (PC) depends on your performance priorities. Both are transparent plastics, but they serve different engineering needs.
| Property | PMMA (Acrylic) | PC (Polycarbonate) |
|---|---|---|
| Light Transmittance | ~92% | ~88–90% |
| Impact Resistance | Low | Very High |
| Scratch Resistance | Excellent | Moderate |
| Cost | Lower | Higher |
| UV Resistance | Excellent | Requires coating |
If your project prioritizes optical clarity, surface finish, and UV stability, PMMA is the better choice.
If your application involves mechanical stress or impact (e.g., safety shields), PC may be more suitable.
Custom PMMA Acrylic Injection Molding
Learn how to optimize custom PMMA acrylic injection molding. Explore key parameters, design guidelines, mold steel choices, and solutions for flawless optical parts.

Resources for The Complete Guide to PMMA & Acrylic Injection Molding
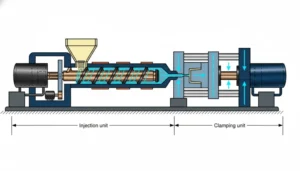
Can PMMA (Acrylic) Materials be Injection Molded?
Yes, PMMA can be injection molded—but not in the same way as commodity plastics. For your project, success depends on precision control at every stage.
Key process considerations include:
PMMA must be dried at 80–90°C for 3–4 hours to prevent moisture-related defects.
Typically maintained between 200–250°C. Overheating leads to degradation and yellowing.
Multi-stage injection is critical:
• Slow initial speed to prevent jetting
• Medium speed for cavity filling
• Reduced speed at the end to avoid overpacking
Higher mold temperatures improve surface quality and reduce internal stress.


What are the Common Applications of Custom Acrylic Injection Molding?
Custom PMMA components are trusted across diverse industries where optical clarity, precision, and aesthetics are non-negotiable. From complex optical systems to sleek consumer goods, acrylic delivers performance where it matters most.

Optical Lenses & Light Guides
Precision components engineered for efficient light transmission and flawless imaging in demanding optical systems.

Automotive Lighting
Durable, high-clarity parts for taillights, headlight lenses, and interior illumination that withstand road vibrations and weathering.

Medical Device Housings
Sterilizable, transparent enclosures that allow for visual monitoring of internal mechanisms and fluid levels.

Consumer Electronics Displays
Scratch-resistant screens, touch panels, and indicators with high-gloss finishes for premium product aesthetics.

Architectural Lighting & Panels
Weather-resistant, diffused lighting covers and decorative glazing that offer uniform light distribution and structural stability.

Retail Displays & Signage
Eye-catching point-of-purchase displays and illuminated signage that leverage PMMA's superior light diffusion and vibrant color capabilities.
Essential Design Guidelines for PMMA Injection Molded Parts
Designing for PMMA (Acrylic) requires careful attention due to its rigid and brittle nature compared to standard engineering plastics. Proper design not only minimizes the risk of cracking and optical defects but also significantly enhances the manufacturability of your custom components.
Maintaining consistent thickness prevents internal stress, warpage, and shrinkage marks, which are especially critical for transparent PMMA parts.
Sharp internal corners are primary failure points in PMMA. Using generous fillets and radii eliminates stress concentration and improves structural integrity.
A minimum draft angle of 1–2° is essential. PMMA's low elasticity makes it prone to scratching or cracking during ejection if the draft is insufficient.
Fan, tab, or edge gates are recommended to reduce shear stress and flow marks, ensuring the molten acrylic fills the cavity smoothly without jetting defects.
Excessive thickness leads to uneven cooling, increasing the risk of internal voids, bubbles, and sink marks that severely compromise the optical quality of the part.
How to Selecting the Right Mold Steel (S136 vs. NAK80) for Mirror-Finish PMMA?
For your optical components, mold steel selection directly impacts surface quality and tool longevity.
S136 (Hardened to 48–52 HRC)
NAK80 (Pre-hardened ~40 HRC)


If your project requires mirror-finish optical parts, S136 is typically the preferred choice. Its hardness and stability ensure consistent Surface Finishing over long production runs.
Common Issues in Acrylic Injection Molding and Solutions
PMMA’s exceptional transparency means that even the slightest processing defect becomes immediately visible. Identifying the root causes of these issues is critical for maintaining the optical integrity of your custom components.
Cause: Moisture contamination in the resin.
Solution: Implement rigorous material drying protocols and ensure sealed material handling throughout the process.
Cause: Trapped air or excessive wall thickness causing uneven cooling.
Solution: Optimize mold venting and redesign uniform wall thickness to prevent gas traps.
Cause: High internal stress combined with environmental exposure.
Solution: Optimize gate design, reduce injection stress, and apply post-molding annealing (80–90°C) to relieve residual stress.
Cause: High initial injection speed causing molten plastic to shoot across the cavity.
Solution: Utilize multi-stage injection speed control—starting slow to prevent jetting, then increasing for cavity fill.
Post-Processing Options for Custom Acrylic Parts
To meet your final product requirements, post-processing plays a crucial role in enhancing both the optical appearance and structural performance of PMMA components.
Smooths and clarifies the edges of cut acrylic, restoring optical transparency and creating a seamless, glass-like finish for transparent parts.
A carefully controlled heating and cooling cycle that significantly reduces internal stress, preventing delayed crazing or cracking in demanding environments.
Specialized applications such as hard coats for scratch resistance, or anti-reflective coatings to optimize light transmission in optical systems.
Enables high-precision detailing, complex geometries, and custom markings without inducing mechanical stress on the molded component.
For high-end optical applications, combining precision injection molding with advanced Surface Finishing techniques ensures your PMMA parts meet the most stringent functional and aesthetic expectations.
Frequently Asked Questions (FAQs)
Why is pre-drying so critical for PMMA (Acrylic) injection molding?
PMMA is highly hygroscopic. If not dried at 80–90°C for 3–4 hours prior to molding, trapped moisture will cause silver streaks, bubbles, and cloudiness, ruining the optical clarity of your parts.
What mold steel is recommended for high-clarity PMMA lenses?
S136 stainless steel is the preferred choice for optical PMMA parts. When hardened to 48–52 HRC, it can be polished to an SPI A-1 diamond finish and provides excellent corrosion resistance for long production runs.
What are the key design rules for acrylic injection molding?
To prevent stress cracking and warpage, maintain uniform wall thickness, use generous fillets and radii (avoid sharp corners), and include a minimum draft angle of 1–2° to ensure smooth ejection without scratching.
How can I prevent bubbles and voids in my PMMA parts?
Bubbles are typically caused by trapped air or excessive wall thickness. Solutions include optimizing mold venting, ensuring uniform wall design to prevent sink marks, and using a multi-stage injection speed to allow air to escape properly.
What causes crazing (stress cracking) in PMMA, and how is it resolved?
Crazing is caused by residual internal stress combined with environmental exposure (like chemicals or temperature changes). It can be resolved by optimizing gate design, reducing injection pressure, and applying post-molding annealing at 80–90°C to relieve stress.
What is the recommended melt temperature for molding PMMA?
PMMA should typically be processed between 200–250°C. Exceeding this range can lead to material degradation and yellowing, while temperatures too low will cause poor flow and short shots.
What post-processing options are available for acrylic parts?
Common post-processing includes flame polishing for edge clarity, annealing to relieve stress, applying anti-scratch or anti-reflective coatings, and laser cutting/engraving for precision detailing.
Is PMMA suitable for outdoor or UV-exposed applications?
Yes. Unlike many other transparent plastics, PMMA offers exceptional UV stability and weatherability. It maintains its optical clarity and does not yellow easily over time, making it ideal for automotive lighting and architectural panels.

Injection Molding Supplier Buyer Checklist Guide for Overseas Buyers Before Tooling Payment
Sending a tooling payment to an overseas injection molding supplier is the moment your project transitions from evaluation to commitment. Get it right, and you have a reliable manufacturing partner
Injection Molding Supplier Capability Matrix: Machines, Materials, Tooling, and QA
After two decades of running our factory in Shanghai, we’ve seen too many sourcing decisions go wrong. Companies pick injection molding1 suppliers based on price alone, or impressive facility tours,
Injection Molding Supplier Buyer Checklist Guide for Overseas Buyers Before Tooling Payment
Sending a tooling payment to an overseas injection molding supplier is the moment your project transitions from evaluation to commitment. Get it right, and you have a reliable manufacturing partner
Optimization Solutions Provided For Free
- Provide Design Feedback and Optimization Solutions
- Optimize Structure and Reduce Mold Costs
- Talk Directly With Engineers One-On-One

