 Перейти к содержанию
Перейти к содержанию 
Точные индивидуальные решения для литья под давлением из ПММА и акрила
Непревзойденная оптическая прозрачность и инженерная точность для ваших самых требовательных задач по созданию прозрачных компонентов.
Ресурсы для Полного руководства по литью под давлением ПММА и акрила
Что такое полиметилметакрилат (ПММА) или акрил?

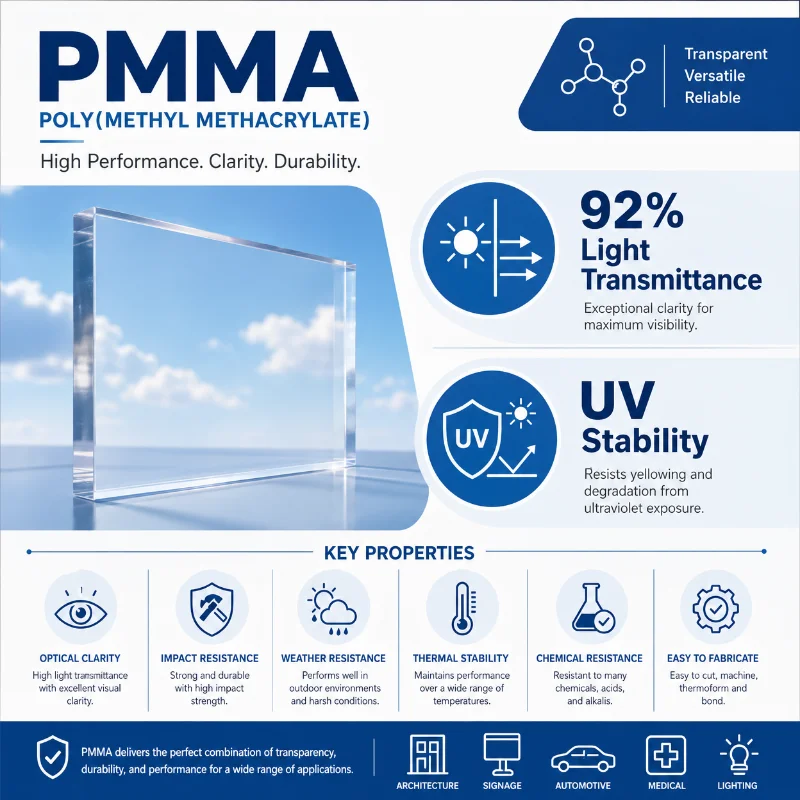
Полиметилметакрилат (ПММА), широко известный как акрил или Оптический акрил, представляет собой прозрачный термопласт, разработанный для применений, где критически важны прозрачность, устойчивость к атмосферным воздействиям и качество поверхности. Для вашего проекта PMMA предлагает уникальное сочетание стеклянной прозрачности и технологичности полимера. С светопропускание до 92% и показатель преломления 1,49, это один из самых прозрачных доступных пластиков, что делает его идеальным для оптических линз, световодов и защитных крышек дисплеев.
В отличие от аморфных полимеров, допускающих широкие диапазоны обработки, PMMA очень чувствителен к термической истории и влажности. Его молекулярная структура не обладает внутренней гибкостью, что объясняет его жесткость и устойчивость к царапинам — но также почему он склонен к внутренним напряжениям и хрупкости.
Какие существуют различные типы и марки материалов PMMA?
Не все материалы ПММА работают одинаково, и выбор правильной марки критически важен для соответствия вашим оптическим, механическим и экологическим требованиям. ПММА в целом подразделяется на общепромышленные, оптические, ударопрочные и УФ-стабилизированные варианты.
1. ПММА общего назначения:
Подходит для некритичных визуальных компонентов, где приоритетом является экономическая эффективность.
2. Оптический PMMA:
Разработан для высокой прозрачности и минимального внутреннего искажения. Это важно для ваших линз, световых рассеивателей или прецизионных компонентов дисплеев.
3. Ударопрочный ПММА:
Содержит эластомерные модификаторы для повышения ударной вязкости, хотя и за счёт оптической прозрачности.
4. Устойчивый к УФ-излучению PMMA:
Разработано для наружного применения, сохраняет прозрачность и стабильность цвета при длительном воздействии.
Для ваших индивидуальных компонентов PMMA выбор часто зависит от баланса между прозрачностью и долговечностью. Например, если ваш продукт должен выдерживать механические нагрузки, могут рассматриваться модифицированные по ударной прочности марки — но если оптическая точность критична, чистый PMMA с строгим контролем обработки является лучшим выбором.
Кроме того, PMMA может быть предоставлен в формах для экструзии или инжекции. PMMA для инжекции оптимизирован для контролируемого потока расплава и минимальной деградации, обеспечивая постоянное воспроизведение высокополированных поверхностей форм.
Каковы основные характеристики и физические свойства акрила?
Ключевые характеристики ПММА определяют как его преимущества, так и сложности обработки. Для вашего применения эти свойства напрямую влияют на проектные решения, требования к оснастке и стратегии литья.
- Удельный вес: ~1,18 г/см³ (легче стекла, снижает общий вес изделия)
- Светопропускание: до 92%, выше, чем у большинства прозрачных пластиков
- Коэффициент преломления: 1.49, обеспечивает эффективную передачу и управление светом
- Влагопоглощение: ~0.3–0.4%, что указывает на умеренное гигроскопическое поведение
Эта гигроскопичность особенно важна. Если ваш материал не правильно высушен (обычно 80–90°C на 3–4 часа), влага испарится во время инжекции, приводя к серебристым полосам, пузырям и деградации молекулярных цепей. Эти дефекты особенно заметны в прозрачных деталях и могут ухудшить как эстетику, так и структурную целостность.
ПММА также обладает отличной УФ-стабильностью и устойчивостью к атмосферным воздействиям. В отличие от многих пластиков, он не желтеет, что делает его идеальным для наружных оптических применений. Однако относительно низкая температура тепловой деформации означает, что ваша конструкция должна учитывать тепловое воздействие во время эксплуатации.
Ключевые технические свойства ПММА
При проектировании вашего компонента понимание технических характеристик ПММА необходимо для прогнозирования поведения под нагрузкой, при различных температурах и условиях окружающей среды.
| Физические свойства | Метрика | Английский язык |
|---|---|---|
| Плотность | 0.700 - 1.30 г/см³ | 0.0253 - 0.0470 фунт/дюйм³ |
| Поглощение воды | 0.300 - 2.00 % | 0.300 - 2.00 % |
| Поглощение влаги в равновесном состоянии | 0.300 - 0.600 % | 0.300 - 0.600 % |
| Водопоглощение при насыщении | 0.300 - 2.20 % | 0.300 - 2.20 % |
| Линейная усадка пресс-формы | 0.00200 - 0.00800 см/см | 0.00200 - 0.00800 дюйм/дюйм |
| Течение расплава | 0.112 - 40.0 г/10 мин | 0.112 - 40.0 г/10 мин |
| Электрическое сопротивление | 1.00e+10 - 1.00e+17 ом-см | 1.00e+10 - 1.00e+17 ом-см |
| Сопротивление поверхности | 2.60e+9 - 1.00e+16 ом | 2.60e+9 - 1.00e+16 ом |
| Диэлектрическая постоянная | 2.44 - 4.00 | 2.44 - 4.00 |
| Диэлектрическая прочность | 15.0 - 60.0 кВ/мм | 380 - 1520 кВ/дюйм |
| Коэффициент рассеивания | 0.0200 - 0.190 | 0.0200 - 0.190 |
| Сравнительный индекс отслеживания | 600 В | 600 В |
| Удельная теплоемкость | 1.46 - 1.50 Дж/г·°C | 0.349 - 0.359 БТЕ/фунт·°F |
| Теплопроводность | 0.187 - 0.216 Вт/м·К | 1.30 - 1.50 BTU-дюйм/ч-фут²-°F |
| Максимальная температура эксплуатации, воздух | 50.0 - 100 °C | 122 - 212 °F |
| Температура прогиба под нагрузкой 0.46 МПа (66 psi) | 73,0 - 109 °C | 163 - 228 °F |
| Температура прогиба при давлении 1,8 МПа (264 фунта на квадратный дюйм) | 51,7 - 106 °C | 125 - 223 °F |
| Точка размягчения по Викату | 58.3 - 119 °C | 137 - 246 °F |
| Температура теплового искажения | 85,0 - 105 °C | 185 - 221 °F |
| Температура стеклования, Tg | 102 - 122 °C | 216 - 252 °F |
| Воспламеняемость, UL94 | HB | HB |
| Кислородный индекс | 18.0 % | 18.0 % |
| Тест на тлеющую проволоку | 650 - 700 °C | 1200 - 1290 °F |
| Температура обработки | 177 - 265 °C | 350 - 509 °F |
| Температура сопла | 193 - 260 °C | 380 - 500 °F |
| Температура адаптера | 230 - 240 °C | 446 - 464 °F |
| Температура матрицы | 220 - 260 °C | 428 - 500 °F |
| Температура расплава | 150 - 260 °C | 302 - 500 °F |
| Температура пресс-формы | 30,0 - 107 °C | 86,0 - 225 °F |
| Температура рулона | 80.0 - 100 °C | 176 - 212 °F |
| Температура сушки | 60,0 - 109 °C | 140 - 228 °F |
| Давление впрыска | 58,8 - 147 МПа | 8530 - 21300 фунтов на кв. дюйм |
| Температура отжига | 60,0 - 90,0 °C | 140 - 194 °F |
Жёсткость ПММА обеспечивает превосходную размерную стабильность, что полезно для прецизионных компонентов. Однако это также означает низкую ударную стойкость, что делает материал более склонным к растрескиванию при внезапной нагрузке.
Для ваших оптических применений контроль внутренних напряжений критически важен. Неправильные параметры литья под давлением — такие как чрезмерная скорость впрыска или низкая температура формы — могут создавать остаточные напряжения, которые впоследствии проявляются в виде серебрения или микротрещин.
Для обеспечения оптимальных результатов на этапе проектирования следует использовать расширенный анализ течения расплава (Mold Flow Analysis). Это позволяет прогнозировать поведение потока, оптимизировать расположение литников и минимизировать линии сварки или воздушные ловушки.
Каковы основные преимущества и ограничения литья под давлением из акрила?
Для вашей производственной стратегии литье под давлением из ПММА предлагает явные преимущества, но также требует осторожного обращения.
Исключительная оптическая прозрачность
Светопропускание до 92% (TP3T), идеально подходит для линз и высококачественных дисплейных приложений.
Отличное воспроизведение поверхности
Позволяет получать зеркальные поверхности непосредственно из формы, снижая затраты на последующую обработку.
Высокая устойчивость к УФ-излучению и погодным условиям
Превосходная стабильность на открытом воздухе по сравнению с ПК, устойчивость к пожелтению со временем.
Хорошая стабильность размеров
Низкая усадка обеспечивает точные детали с жёсткими допусками.
Хрупкость и низкая ударопрочность
Более склонен к растрескиванию, чем ПК; не рекомендуется для ударопрочных применений.
Чувствительность к влаге
Требует тщательной предварительной сушки; влага может вызывать серебристые полосы и пузыри.
Высокий риск внутренних напряжений
Неправильная обработка может привести к растрескиванию от напряжений, что требует тщательного контроля параметров.
Строгие требования к обработке
Требует высококачественной оснастки и точного контроля процесса для достижения оптимальных результатов.
ПММА против поликарбоната (ПК): Какой материал выбрать?
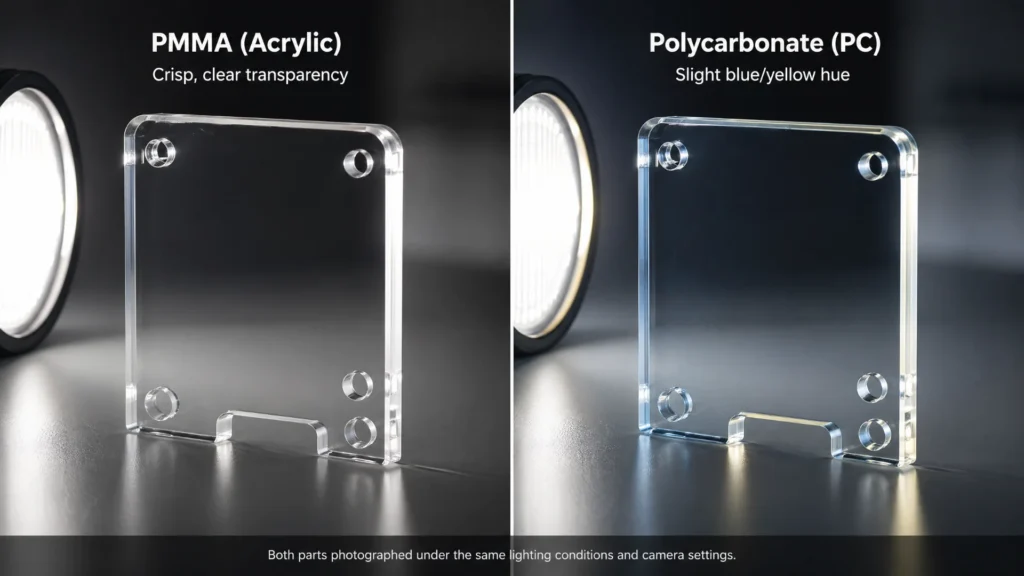
Выбор между ПММА и поликарбонатом (ПК) зависит от ваших приоритетов по производительности. Оба являются прозрачными пластиками, но служат разным инженерным потребностям.
| Недвижимость | PMMA (Acrylic) | PC (поликарбонат) |
|---|---|---|
| Light Transmittance | ~92% | ~88–90% |
| Устойчивость к ударам | Низкий | Очень высокий |
| Стойкость к царапинам | Превосходно | Умеренный |
| Стоимость | Lower | Выше |
| UV Resistance | Превосходно | Требует покрытия |
Если ваш проект делает приоритетом оптическая прозрачность, обработка поверхности, и УФ-стабильность, ПММА является лучшим выбором.
Если ваше применение включает механическое напряжение или ударная вязкость (например, защитные экраны), ПК может быть более подходящим.
Термопластики, долговечные, бюджетные, видимые линии слоев
Learn everything about FDM 3D printing, from how it works to its applications across industries. Upload your model for a quote today!

Ресурсы для Полного руководства по литью под давлением ПММА и акрила
Можно ли лить под давлением материалы ПММА (акрил)?
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Каковы общие области применения индивидуального литья под давлением из акрила?
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Основные рекомендации по проектированию деталей из ПММА, полученных литьем под давлением
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Как выбрать подходящую сталь для пресс-формы (S136 vs. NAK80) для зеркального глянца ПММА?
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Распространенные проблемы при литье под давлением из акрила и их решения
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Варианты постобработки для пользовательских акриловых деталей
What file formats do you accept for FDM printing orders?
We accept STL, STEP, OBJ, and IGES formats. STEP is recommended for complex assemblies as it retains dimensional accuracy.
What is the minimum order quantity (MOQ) for FDM printed parts?
There is no minimum order quantity. We support single prototype orders as well as batch production runs.
How do you ensure dimensional accuracy and consistency across multiple parts?
Each batch undergoes quality inspection using calibrated measuring tools. We maintain tolerances of ±0.1mm or 0.2% of part dimension.
What is the typical lead time for FDM orders?
Standard orders are fulfilled within 3–5 business days. Rush orders can be accommodated within 24–48 hours depending on complexity and volume.
Can you sign an NDA to protect our design files and intellectual property?
Yes. We routinely sign NDAs prior to receiving any design files and all data is handled under strict confidentiality protocols.
Do you provide material certifications or test reports for engineering-grade filaments?
Yes. Material datasheets and certifications are available for engineering-grade materials including PETG, Nylon, and Polycarbonate upon request.
Can FDM parts be used as end-use production components, or only for prototyping?
FDM parts can serve as functional end-use components, especially in low-volume production, jigs, fixtures, and enclosures — not just prototypes.
How do you handle design issues or DFM concerns before printing?
Our engineering team reviews every submitted file and proactively flags potential issues such as wall thickness, unsupported overhangs, or tolerance conflicts before production begins.
Frequently Asked Questions (FAQs)
What file formats do you accept for FDM printing orders?
We accept STL, STEP, OBJ, and IGES formats. STEP is recommended for complex assemblies as it retains dimensional accuracy.
What is the minimum order quantity (MOQ) for FDM printed parts?
There is no minimum order quantity. We support single prototype orders as well as batch production runs.
How do you ensure dimensional accuracy and consistency across multiple parts?
Each batch undergoes quality inspection using calibrated measuring tools. We maintain tolerances of ±0.1mm or 0.2% of part dimension.
What is the typical lead time for FDM orders?
Standard orders are fulfilled within 3–5 business days. Rush orders can be accommodated within 24–48 hours depending on complexity and volume.
Can you sign an NDA to protect our design files and intellectual property?
Yes. We routinely sign NDAs prior to receiving any design files and all data is handled under strict confidentiality protocols.
Do you provide material certifications or test reports for engineering-grade filaments?
Yes. Material datasheets and certifications are available for engineering-grade materials including PETG, Nylon, and Polycarbonate upon request.
Can FDM parts be used as end-use production components, or only for prototyping?
FDM parts can serve as functional end-use components, especially in low-volume production, jigs, fixtures, and enclosures — not just prototypes.
How do you handle design issues or DFM concerns before printing?
Our engineering team reviews every submitted file and proactively flags potential issues such as wall thickness, unsupported overhangs, or tolerance conflicts before production begins.

Соглашение о неразглашении и защита интеллектуальной собственности при литье под давлением в Китае: что действительно работает
Вы разрабатывали деталь восемь месяцев. Вы нашли завод в Китае, который предлагает цену на 40% ниже, чем ваша местная мастерская по изготовлению оснастки. Но прежде чем нажать «отправить» на том CAD-файле

Как проверить завод по литью под давлением в Китае
Вы получили предложение от китайской фабрики по литью под давлением, и цена выглядит почти нереально низкой. $8,000 за производственную форму, которая в США обошлась бы в $25,000. Ваш

Что такое научное литье под давлением: полное руководство
Что такое научное литье под давлением: Полное руководство Научное литье под давлением превращает метод проб и ошибок в точность, основанную на данных. Узнайте, как системный контроль процесса снижает дефекты, повышает качество и обеспечивает постоянное производство деталей.
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

