
Precision Custom PMMA & Acrylic Injection Molding Solutions
Unmatched optical clarity and engineering precision for your most demanding transparent component requirements.
Resources for The Complete Guide to PMMA & Acrylic Injection Molding
What is Polymethyl Methacrylate (PMMA) or Acrylic?

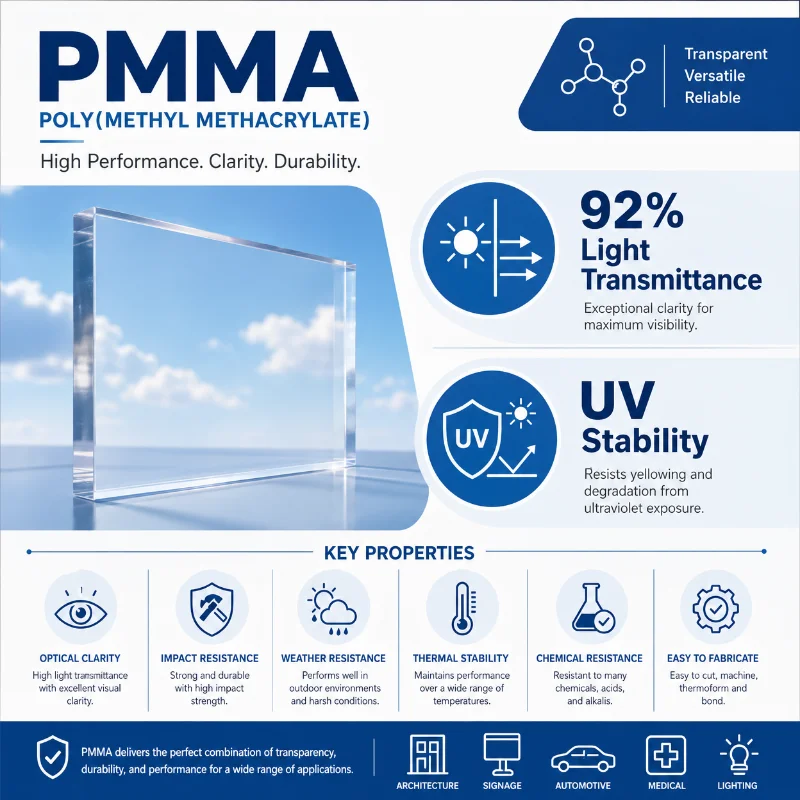
Polymethyl Methacrylate (PMMA), commonly known as acrylic or Optical Grade Acrylic, is a transparent thermoplastic engineered for applications where clarity, weather resistance, and surface finish are critical. For your project, PMMA offers a unique combination of glass-like transparency and polymer processability. With a light transmittance of up to 92% and a refractive index of 1.49, it is one of the clearest plastics available—making it ideal for optical lenses, light guides, and display covers.
Unlike amorphous polymers that tolerate wide processing windows, PMMA is highly sensitive to thermal history and moisture. Its molecular structure lacks internal flexibility, which is why it delivers rigidity and scratch resistance—but also why it is prone to internal stress and brittleness.
What are the Different Types and Grades of PMMA Materials?
Not all PMMA materials perform the same, and selecting the right grade is critical for meeting your optical, mechanical, and environmental requirements. PMMA is broadly categorized into general-purpose, optical-grade, impact-modified, and UV-stabilized variants.
1. General-purpose PMMA:
Suitable for non-critical visual components where cost efficiency is a priority.
2. Optical-grade PMMA:
Engineered for high clarity and minimal internal distortion. This is essential for your lenses, light diffusers, or precision display components.
3. Impact-modified PMMA:
Contains elastomeric modifiers to improve toughness, though at the expense of optical clarity.
4. UV-resistant PMMA:
Designed for outdoor applications, maintaining transparency and color stability over long exposure periods.
For your Bespoke PMMA Components, the selection often depends on a balance between clarity and durability. For example, if your product must withstand mechanical stress, impact-modified grades may be considered—but if optical precision is critical, pure PMMA with strict processing control is the better choice.
Additionally, PMMA can be supplied in extrusion-grade or injection-grade forms. Injection-grade PMMA is optimized for controlled melt flow and minimal degradation, ensuring consistent replication of high-polish mold surfaces.
What are the Core Characteristics and Physical Properties of Acrylic?
PMMA’s core characteristics define both its advantages and its processing challenges. For your application, these properties directly influence design decisions, tooling requirements, and molding strategies.
- Specific Gravity: ~1.18 g/cm³ (lighter than glass, reducing overall product weight)
- Light Transmittance: Up to 92%, higher than most transparent plastics
- Refractive Index: 1.49, enabling efficient light transmission and control
- Water Absorption: ~0.3–0.4%, indicating moderate hygroscopic behavior
This hygroscopic nature is particularly important. If your material is not properly dried (typically 80–90°C for 3–4 hours), moisture will vaporize during injection, leading to silver streaks, bubbles, and molecular chain degradation. These defects are especially visible in transparent parts and can compromise both aesthetics and structural integrity.
PMMA also exhibits excellent UV stability and weather resistance. Unlike many plastics, it does not yellow easily, making it ideal for outdoor optical applications. However, its relatively low heat distortion temperature means your design must account for thermal exposure during use.
Key Technical Properties of PMMA
When engineering your component, understanding PMMA’s technical performance is essential for predicting behavior under load, temperature, and environmental conditions.
| Fysische eigenschappen | Metrisch | Engels |
|---|---|---|
| Dichtheid | 0.700 - 1.30 g/cc | 0.0253 - 0.0470 lb/in³ |
| Waterabsorptie | 0.300 - 2.00 % | 0.300 - 2.00 % |
| Vochtabsorptie bij evenwicht | 0.300 - 0.600 % | 0.300 - 0.600 % |
| Waterabsorptie bij verzadiging | 0.300 - 2.20 % | 0.300 - 2.20 % |
| Lineaire vormkrimp | 0.00200 - 0.00800 cm/cm | 0.00200 - 0.00800 in/in |
| Smeltstroom | 0.112 - 40.0 g/10 min | 0.112 - 40.0 g/10 min |
| Elektrische weerstand | 1.00e+10 - 1.00e+17 ohm-cm | 1.00e+10 - 1.00e+17 ohm-cm |
| Oppervlakteweerstand | 2.60e+9 - 1.00e+16 ohm | 2.60e+9 - 1.00e+16 ohm |
| Diëlektrische constante | 2.44 - 4.00 | 2.44 - 4.00 |
| Diëlektrische sterkte | 15.0 - 60.0 kV/mm | 380 - 1520 kV/in |
| Dissipatiefactor | 0.0200 - 0.190 | 0.0200 - 0.190 |
| Vergelijkende index | 600 V | 600 V |
| Specific Heat Capacity | 1.46 - 1.50 J/g-°C | 0.349 - 0.359 BTU/lb-°F |
| Thermische geleidbaarheid | 0.187 - 0.216 W/m-K | 1,30 - 1,50 BTU-in/u-ft²-°F |
| Maximale bedrijfstemperatuur, lucht | 50,0 - 100 °C | 122 - 212 °F |
| Afbuigtemperatuur bij 0,46 MPa (66 psi) | 73,0 - 109 °C | 163 - 228 °F |
| Doorbuigingstemperatuur bij 1,8 MPa (264 psi) | 51,7 - 106 °C | 125 - 223 °F |
| Vicat Verzachtingspunt | 58,3 - 119 °C | 137 - 246 °F |
| Temperatuur warmtevervorming | 85,0 - 105 °C | 185 - 221 °F |
| Glastransitietemperatuur, Tg | 102 - 122 °C | 216 - 252 °F |
| Brandbaarheid, UL94 | HB | HB |
| Zuurstofindex | 18.0 % | 18.0 % |
| Gloeidraadtest | 650 - 700 °C | 1200 - 1290 °F |
| Verwerkingstemperatuur | 177 - 265 °C | 350 - 509 °F |
| Temperatuur sproeier | 193 - 260 °C | 380 - 500 °F |
| Temperatuur adapter | 230 - 240 °C | 446 - 464 °F |
| Matrijstemperatuur | 220 - 260 °C | 428 - 500 °F |
| Smelttemperatuur | 150 - 260 °C | 302 - 500 °F |
| Schimmel Temperatuur | 30,0 - 107 °C | 86,0 - 225 °F |
| Temperatuur van de rol | 80,0 - 100 °C | 176 - 212 °F |
| Droogtemperatuur | 60,0 - 109 °C | 140 - 228 °F |
| Injectiedruk | 58,8 - 147 MPa | 8530 - 21300 psi |
| Uitgloeitemperatuur | 60,0 - 90,0 °C | 140 - 194 °F |
De stijfheid van PMMA zorgt voor uitstekende dimensionale stabiliteit, wat gunstig is voor precisiecomponenten. Dit betekent echter ook dat het een lage slagvastheid heeft, waardoor het gevoeliger is voor scheuren onder plotselinge belasting.
Voor uw optische toepassingen is het beheersen van interne spanning cruciaal. Onjuiste spuitgietparameters—zoals overmatige inspuitsnelheid of lage matrijstemperatuur—kunnen restspanning veroorzaken, wat later tot craquelé of microscheurtjes leidt.
Voor optimale resultaten dient tijdens de ontwerpfase geavanceerde Mold Flow-analyse te worden gebruikt. Hiermee kunt u het vloeigedrag voorspellen, de tapplaatsen optimaliseren en laslijnen of luchtinsluitingen minimaliseren.
What are the Primary Advantages and Limitations of Acrylic Injection Molding?
Voor uw productiestrategie biedt PMMA-spuitgieten duidelijke voordelen, maar vereist ook zorgvuldige behandeling.
Uitzonderlijke optische helderheid
Lichtdoorlaatbaarheid tot 92%, ideaal voor lenzen en hoogwaardige displaytoepassingen.
Uitstekende oppervlakte-replicatie
Maakt spiegelgladde afwerkingen rechtstreeks uit de matrijs mogelijk, wat de nabewerkingskosten vermindert.
Sterke UV- en weersbestendigheid
Superieure buitenstabiliteit in vergelijking met PC, bestand tegen vergeling in de loop der tijd.
Goede dimensionale stabiliteit
Lage krimpsnelheid zorgt voor precisie-onderdelen met strakke toleranties.
Broosheid & lage slagvastheid
Gevoeliger voor breuk dan PC; niet aanbevolen voor toepassingen met hoge slagvastheid.
Vochtgevoeligheid
Vereist grondige voorafdroging; vocht kan zilverachtige strepen en bubbels veroorzaken.
Hoog risico op interne spanning
Onjuiste verwerking kan leiden tot spanningsscheuren, wat zorgvuldige parametercontrole vereist.
Strikte verwerkingsvereisten
Vereist hoogwaardige gereedschappen en nauwkeurige procescontrole om optimale resultaten te bereiken.
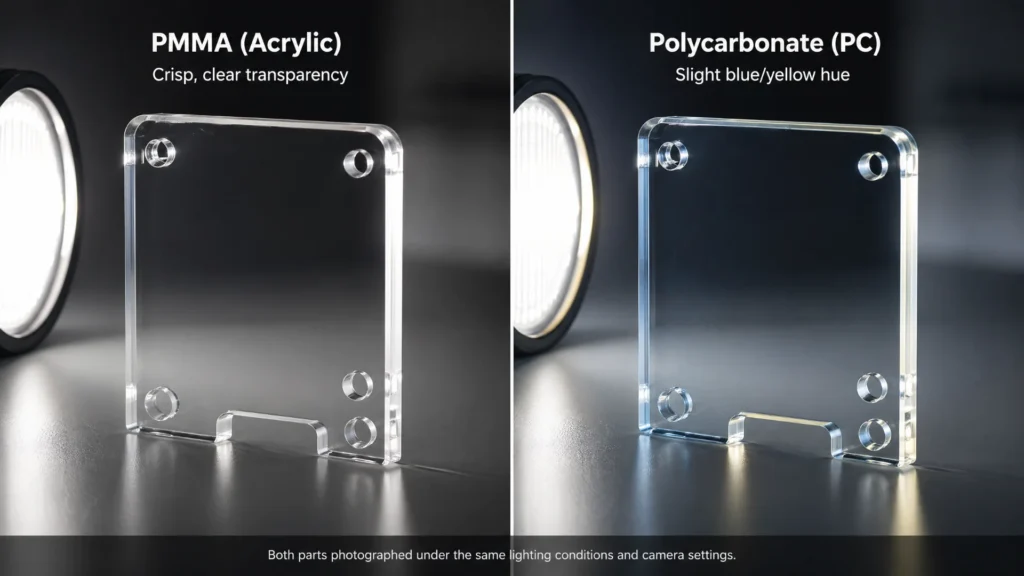
PMMA vs. Polycarbonate (PC): Which Material Should You Choose?
De keuze tussen PMMA en polycarbonaat (PC) hangt af van uw prestatieprioriteiten. Beide zijn transparante kunststoffen, maar ze dienen verschillende technische behoeften.
| Eigendom | PMMA (Acrylic) | PC (polycarbonaat) |
|---|---|---|
| Light Transmittance | ~92% | ~88–90% |
| Schokbestendigheid | Laag | Zeer hoog |
| Krasvastheid | Uitstekend | Matig |
| Kosten | Lower | Hoger |
| UV Resistance | Uitstekend | Vereist coating |
Als uw project prioriteit geeft aan optische helderheid, oppervlakafwerkingen UV-stabiliteit, is PMMA de betere keuze.
Als uw toepassing omvat mechanische spanning of impact (bijv. veiligheidsschermen), kan PC geschikter zijn.
FDM vs. SLS
Learn everything about FDM 3D printing, from how it works to its applications across industries. Upload your model for a quote today!

Resources for The Complete Guide to PMMA & Acrylic Injection Molding
Kunnen PMMA (acryl) materialen worden gespoten?
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Wat zijn de veelvoorkomende toepassingen van op maat gemaakte acryl spuitgieten?
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Essentiële ontwerprichtlijnen voor PMMA spuitgietonderdelen
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Hoe het juiste matrijsstaal te selecteren (S136 vs. NAK80) voor spiegelglad PMMA?
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Veelvoorkomende problemen bij acryl spuitgietvorming en oplossingen
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Nabewerkingsopties voor op maat gemaakte acryl onderdelen
Een goudkleurig 3D-geprint hondenmodel met geometrisch ontwerp en zichtbare ondersteuningsstructuren op een printerbed.
We accept STL, STEP, OBJ, and IGES formats. STEP is recommended for complex assemblies as it retains dimensional accuracy.
What is the minimum order quantity (MOQ) for FDM printed parts?
There is no minimum order quantity. We support single prototype orders as well as batch production runs.
How do you ensure dimensional accuracy and consistency across multiple parts?
Each batch undergoes quality inspection using calibrated measuring tools. We maintain tolerances of ±0.1mm or 0.2% of part dimension.
What is the typical lead time for FDM orders?
Standard orders are fulfilled within 3–5 business days. Rush orders can be accommodated within 24–48 hours depending on complexity and volume.
Can you sign an NDA to protect our design files and intellectual property?
Yes. We routinely sign NDAs prior to receiving any design files and all data is handled under strict confidentiality protocols.
Do you provide material certifications or test reports for engineering-grade filaments?
Yes. Material datasheets and certifications are available for engineering-grade materials including PETG, Nylon, and Polycarbonate upon request.
Can FDM parts be used as end-use production components, or only for prototyping?
FDM parts can serve as functional end-use components, especially in low-volume production, jigs, fixtures, and enclosures — not just prototypes.
How do you handle design issues or DFM concerns before printing?
Our engineering team reviews every submitted file and proactively flags potential issues such as wall thickness, unsupported overhangs, or tolerance conflicts before production begins.
Frequently Asked Questions (FAQs)
Een goudkleurig 3D-geprint hondenmodel met geometrisch ontwerp en zichtbare ondersteuningsstructuren op een printerbed.
We accept STL, STEP, OBJ, and IGES formats. STEP is recommended for complex assemblies as it retains dimensional accuracy.
What is the minimum order quantity (MOQ) for FDM printed parts?
There is no minimum order quantity. We support single prototype orders as well as batch production runs.
How do you ensure dimensional accuracy and consistency across multiple parts?
Each batch undergoes quality inspection using calibrated measuring tools. We maintain tolerances of ±0.1mm or 0.2% of part dimension.
What is the typical lead time for FDM orders?
Standard orders are fulfilled within 3–5 business days. Rush orders can be accommodated within 24–48 hours depending on complexity and volume.
Can you sign an NDA to protect our design files and intellectual property?
Yes. We routinely sign NDAs prior to receiving any design files and all data is handled under strict confidentiality protocols.
Do you provide material certifications or test reports for engineering-grade filaments?
Yes. Material datasheets and certifications are available for engineering-grade materials including PETG, Nylon, and Polycarbonate upon request.
Can FDM parts be used as end-use production components, or only for prototyping?
FDM parts can serve as functional end-use components, especially in low-volume production, jigs, fixtures, and enclosures — not just prototypes.
How do you handle design issues or DFM concerns before printing?
Our engineering team reviews every submitted file and proactively flags potential issues such as wall thickness, unsupported overhangs, or tolerance conflicts before production begins.
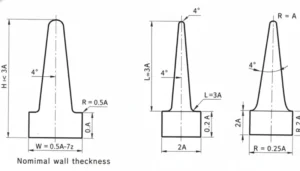
Wat is de ideale wanddikte voor spuitgieten?
Wanddikte[1] is misschien wel de belangrijkste ontwerpparameter bij spuitgieten. Krijg het goed, en uw onderdeel wordt netjes gevormd, functioneert betrouwbaar en kost minder. Krijg het verkeerd, en
Spuitgiet ontwerphoek: Complete Gids voor Ingenieurs
Je hebt net je eerste productiemonsters teruggekregen en de onderdelen blijven in de mal steken. Uitstoters laten sporen na. Sommige onderdelen hebben zelfs sleepkrassen die naar beneden lopen.

Voordelen en Nadelen van Spuitgieten: Volledige Gids
Belangrijke punten Spuitgieten is uitstekend voor hoogvolume productie van complexe plastic onderdelen met nauwe toleranties (±0,002″). De initiële gereedschapkosten (10K–200K+) vormen de grootste hindernis, waarbij 5.000+ onderdelen nodig zijn om de kosten te dekken
Oplossingen voor optimalisatie Gratis
- Feedback over het ontwerp en optimalisatieoplossingen bieden
- Structuur optimaliseren en matrijskosten verlagen
- Eén-op-één praten met ingenieurs

