 Zum Inhalt springen
Zum Inhalt springen 
Präzise maßgeschneiderte PMMA- & Acryl-Spritzgusslösungen
Unübertroffene optische Klarheit und Ingenieurpräzision für Ihre anspruchsvollsten Anforderungen an transparente Komponenten.

Ressourcen für den vollständigen Leitfaden zur PMMA- und Acryl-Spritzgussverarbeitung
Was ist Polymethylmethacrylat (PMMA) oder Acryl?

Polymethylmethacrylat (PMMA), allgemein bekannt als Acryl oder Optisches Acrylist ein transparenter Thermoplast, der für Anwendungen entwickelt wurde, bei denen Klarheit, Witterungsbeständigkeit und Oberflächengüte entscheidend sind. Für Ihr Projekt bietet PMMA eine einzigartige Kombination aus glasähnlicher Transparenz und Polymerverarbeitbarkeit. Mit einem Lichtdurchlässigkeit von bis zu 92% und ein Brechungsindex von 1,49Es ist einer der klarsten verfügbaren Kunststoffe – ideal für optische Linsen, Lichtleiter und Displayschutzabdeckungen.
Im Gegensatz zu amorphen Polymeren, die breite Verarbeitungsfenster tolerieren, ist PMMA hochempfindlich gegenüber thermischer Vorgeschichte und Feuchtigkeit. Seine Molekularstruktur weist keine innere Flexibilität auf, weshalb es Steifigkeit und Kratzfestigkeit bietet – aber auch warum es anfällig für innere Spannungen und Sprödigkeit ist.
Was sind die verschiedenen Arten und Qualitäten von PMMA-Materialien?
Nicht alle PMMA-Materialien verhalten sich gleich, und die Auswahl des richtigen Typs ist entscheidend, um Ihre optischen, mechanischen und umweltbezogenen Anforderungen zu erfüllen. PMMA wird grob in Standard-, Optik-, schlagzähmodifizierte und UV-stabilisierte Varianten unterteilt.
1. Standard-PMMA:
Geeignet für nicht-kritische visuelle Komponenten, bei denen Kosteneffizienz Priorität hat.
2. Optisches PMMA:
Entwickelt für hohe Klarheit und minimale interne Verzerrung. Dies ist entscheidend für Ihre Linsen, Lichtdiffusoren oder Präzisions-Displaykomponenten.
3. Schlagzähmodifiziertes PMMA:
Enthält elastomere Modifikatoren zur Verbesserung der Zähigkeit, allerdings auf Kosten der optischen Klarheit.
4. UV-beständiges PMMA:
Entwickelt für Außenanwendungen, bewahrt Transparenz und Farbstabilität über lange Expositionszeiten.

Für Ihre maßgeschneiderten PMMA-Komponenten hängt die Auswahl oft von einem Gleichgewicht zwischen Klarheit und Haltbarkeit ab. Wenn Ihr Produkt beispielsweise mechanischen Belastungen standhalten muss, könnten schlagzähmodifizierte Typen in Betracht gezogen werden – ist jedoch optische Präzision entscheidend, ist reines PMMA mit strenger Prozesskontrolle die bessere Wahl.
Zusätzlich kann PMMA in Extrusions- oder Spritzgussqualität geliefert werden. Spritzguss-PMMA ist für kontrollierten Schmelzfluss und minimale Abbauprozesse optimiert, um eine gleichmäßige Reproduktion hochglanzpolierter Formoberflächen zu gewährleisten.
Was sind die Kernmerkmale und physikalischen Eigenschaften von Acryl?
Die Kerneigenschaften von PMMA definieren sowohl seine Vorteile als auch seine Verarbeitungsherausforderungen. Für Ihre Anwendung beeinflussen diese Eigenschaften direkt Designentscheidungen, Werkzeuggestaltung und Spritzgussstrategien.
- Spezifisches Gewicht: ~1,18 g/cm³ (leichter als Glas, reduziert das Gesamtproduktgewicht)
- Lichtdurchlässigkeit: Bis zu 92%, höher als bei den meisten transparenten Kunststoffen
- Brechungsindex: 1,49, ermöglicht effiziente Lichtübertragung und -steuerung
- Wasseraufnahme: ~0,3–0,4%, was auf ein moderates hygroskopisches Verhalten hinweist
Diese hygroskopische Eigenschaft ist besonders wichtig. Wenn das Material nicht ausreichend getrocknet wird (typischerweise 80–90°C für 3–4 Stunden), verdampft die Feuchtigkeit während des Spritzgussvorgangs, was zu Silberstreifen, Blasen und dem Abbau von Molekülketten führt. Diese Fehler sind besonders bei transparenten Teilen sichtbar und können sowohl die Ästhetik als auch die strukturelle Integrität beeinträchtigen.
PMMA weist zudem eine hervorragende UV-Beständigkeit und Witterungsbeständigkeit auf. Im Gegensatz zu vielen Kunststoffen vergilbt es nicht leicht, was es ideal für optische Außenanwendungen macht. Seine relativ niedrige Wärmeformbeständigkeitstemperatur bedeutet jedoch, dass Ihr Design thermische Belastungen während des Gebrauchs berücksichtigen muss.
Wesentliche technische Eigenschaften von PMMA
Bei der Konstruktion Ihrer Komponente ist das Verständnis der technischen Leistungsfähigkeit von PMMA entscheidend, um das Verhalten unter Belastung, Temperatur und Umgebungsbedingungen vorherzusagen.
| Physikalische Eigenschaften | Metrisch | Englisch |
|---|---|---|
| Dichte | 0,700 - 1,30 g/cm³ | 0,0253 - 0,0470 lb/in³ |
| Wasserabsorption | 0.300 - 2.00 % | 0.300 - 2.00 % |
| Feuchtigkeitsabsorption im Gleichgewichtszustand | 0.300 - 0.600 % | 0.300 - 0.600 % |
| Wasserabsorption bei Sättigung | 0.300 - 2.20 % | 0.300 - 2.20 % |
| Lineare Schrumpfung | 0,00200 - 0,00800 cm/cm | 0,00200 - 0,00800 in/in |
| Schmelzfluss | 0,112 - 40,0 g/10 min | 0,112 - 40,0 g/10 min |
| Elektrischer spezifischer Widerstand | 1,00e+10 - 1,00e+17 Ohm-cm | 1,00e+10 - 1,00e+17 Ohm-cm |
| Oberflächenwiderstand | 2,60e+9 - 1,00e+16 Ohm | 2,60e+9 - 1,00e+16 Ohm |
| Dielektrizitätskonstante | 2.44 - 4.00 | 2.44 - 4.00 |
| Dielektrische Festigkeit | 15,0 - 60,0 kV/mm | 380 - 1520 kV/in |
| Dissipationsfaktor | 0.0200 - 0.190 | 0.0200 - 0.190 |
| Vergleichender Tracking-Index | 600 V | 600 V |
| Spezifische Wärmekapazität | 1,46 - 1,50 J/g-°C | 0,349 - 0,359 BTU/lb-°F |
| Wärmeleitfähigkeit | 0,187 - 0,216 W/m-K | 1,30 - 1,50 BTU-in/h-ft²-°F |
| Maximale Betriebstemperatur, Luft | 50,0 - 100 °C | 122 - 212 °F |
| Wärmeverformungstemperatur bei 0,46 MPa (66 psi) | 73,0 - 109 °C | 163 - 228 °F |
| Durchbiegungstemperatur bei 1,8 MPa (264 psi) | 51,7 - 106 °C | 125 - 223 °F |
| Vicat-Erweichungspunkt | 58,3 - 119 °C | 137 - 246 °F |
| Wärmeverformung Temperatur | 85,0 - 105 °C | 185 - 221 °F |
| Glasübergangstemperatur, Tg | 102 - 122 °C | 216 - 252 °F |
| Entflammbarkeit, UL94 | HB | HB |
| Sauerstoffindex | 18.0 % | 18.0 % |
| Glühdrahttest | 650 - 700 °C | 1200 - 1290 °F |
| Verarbeitungstemperatur | 177 - 265 °C | 350 - 509 °F |
| Düsentemperatur | 193 - 260 °C | 380 - 500 °F |
| Adapter Temperatur | 230 - 240 °C | 446 - 464 °F |
| Die Temperatur | 220 - 260 °C | 428 - 500 °F |
| Schmelztemperatur | 150 - 260 °C | 302 - 500 °F |
| Temperatur der Form | 30,0 - 107 °C | 86,0 - 225 °F |
| Temperatur der Rolle | 80,0 - 100 °C | 176 - 212 °F |
| Trocknungstemperatur | 60,0 - 109 °C | 140 - 228 °F |
| Einspritzdruck | 58,8 - 147 MPa | 8530 - 21300 psi |
| Temperatur für das Tempern | 60,0 - 90,0 °C | 140 - 194 °F |
Die Steifigkeit von PMMA bietet hervorragende Maßhaltigkeit, was für Präzisionsbauteile vorteilhaft ist. Allerdings bedeutet dies auch eine geringe Schlagzähigkeit, wodurch es bei plötzlicher Belastung eher zum Bruch neigt.
Für Ihre optischen Anwendungen ist die Kontrolle der inneren Spannung entscheidend. Ungeeignete Spritzguss-Parameter – wie übermäßige Einspritzgeschwindigkeit oder niedrige Werkzeugtemperatur – können Eigenspannungen erzeugen, die später als Craquelé oder Mikrorisse auftreten.
Um optimale Ergebnisse zu gewährleisten, sollte während der Designphase eine fortgeschrittene Mold-Flow-Analyse eingesetzt werden. Dies ermöglicht es, das Fließverhalten vorherzusagen, Angussstellen zu optimieren und Schweißnähte oder Lufteinschlüsse zu minimieren.
Was sind die Hauptvorteile und -einschränkungen der Acryl-Spritzgussverarbeitung?
Für Ihre Fertigungsstrategie bietet der PMMA-Spritzguss deutliche Vorteile – erfordert jedoch auch sorgfältige Handhabung.
Vorteile
Außergewöhnliche optische Klarheit
Lichtdurchlässigkeit bis zu 92%, ideal für Linsen und hochwertige Displayanwendungen.
Hervorragende Oberflächenreplikation
Ermöglicht spiegelglatte Oberflächen direkt aus der Form und reduziert Nachbearbeitungskosten.
Hohe UV- und Witterungsbeständigkeit
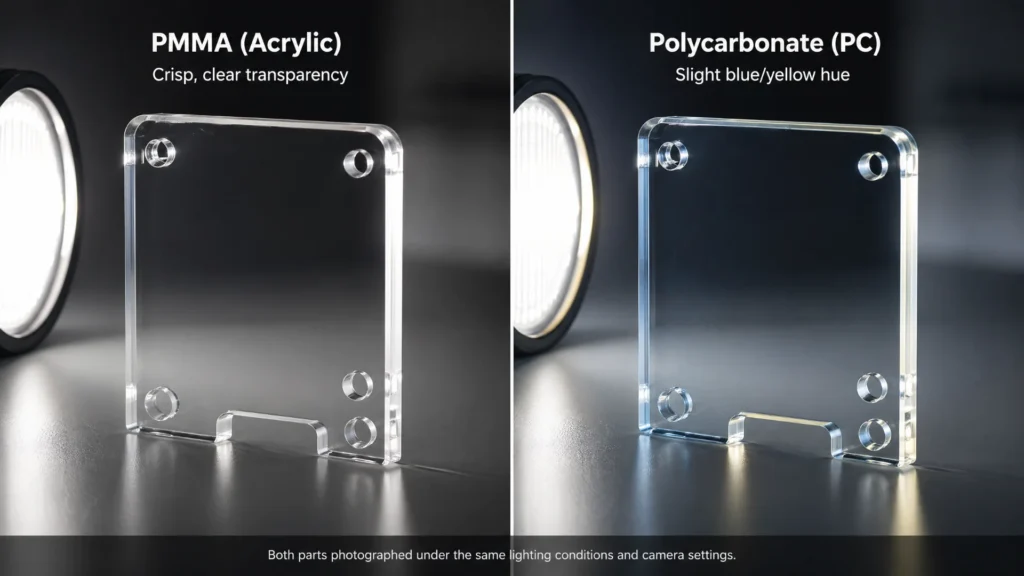
Überlegene Außenstabilität im Vergleich zu PC, resistent gegen Vergilbung über die Zeit.
Gute Formbeständigkeit
Geringe Schrumpfungsrate gewährleistet Präzisionsteile mit engen Toleranzen.
Limitations
Sprödigkeit & geringe Schlagfestigkeit
Anfälliger für Risse als PC; nicht für Hochschlaganwendungen empfohlen.
Feuchtigkeitsempfindlichkeit
Erfordert gründliche Vortrocknung; Feuchtigkeit kann zu Silberstreifen und Blasen führen.
Hohe Risiko für interne Spannungen
Unsachgemäße Verarbeitung kann zu Spannungsrissen führen und erfordert eine sorgfältige Parameterkontrolle.
Strenge Prozessanforderungen
Erfordert hochwertige Werkzeuge und präzise Prozesskontrolle für optimale Ergebnisse.
PMMA vs. Polycarbonat (PC): Welches Material sollten Sie wählen?
Die Wahl zwischen PMMA und Polycarbonat (PC) hängt von Ihren Leistungsprioritäten ab. Beide sind transparente Kunststoffe, erfüllen jedoch unterschiedliche technische Anforderungen.
| Eigentum | PMMA (Acrylic) | PC (Polycarbonat) |
|---|---|---|
| Light Transmittance | ~92% | ~88–90% |
| Schlagzähigkeit | Niedrig | Sehr hoch |
| Kratzfestigkeit | Ausgezeichnet | Mäßig |
| Kosten | Niedriger | Höher |
| UV Resistance | Ausgezeichnet | Erfordert Beschichtung |
Wenn Ihr Projekt optische Klarheit, Oberflächengüteund UV-Beständigkeit, ist PMMA die bessere Wahl.
Wenn Ihre Anwendung mechanische Belastung oder Schlag (z.B. Schutzwände), PC kann geeigneter sein.
Kundenspezifisches PMMA-Acryl-Spritzgießen
Erfahren Sie, wie Sie kundenspezifisches PMMA-Acryl-Spritzgießen optimieren. Erkunden Sie Schlüsselparameter, Designrichtlinien, Werkzeugstahlauswahl und Lösungen für makellose optische Teile.

Ressourcen für den vollständigen Leitfaden zur PMMA- und Acryl-Spritzgussverarbeitung
Können PMMA (Acryl) Materialien spritzgegossen werden?
Ja, PMMA kann spritzgegossen werden – aber nicht wie Standardkunststoffe. Für Ihr Projekt hängt der Erfolg von präziser Kontrolle in jeder Phase ab.
Wichtige Prozessüberlegungen umfassen:
PMMA muss getrocknet werden bei 80–90°C für 3–4 Stunden um feuchtigkeitsbedingte Fehler zu verhindern.
Wird typischerweise zwischen 200–250°C. Überhitzung führt zu Abbau und Vergilbung.
Mehrstufige Spritzgussverfahren ist kritisch:
• Langsame Anfangsgeschwindigkeit zur Vermeidung von Strahlbildung
• Mittlere Geschwindigkeit zum Füllen des Hohlraums
• Reduzierte Geschwindigkeit am Ende, um Überfüllung zu vermeiden
Höhere Werkzeugtemperaturen verbessern Oberflächenqualität und reduziert Eigenspannung.


Was sind die häufigen Anwendungen von individueller Acryl-Spritzgusstechnik?
Maßgeschneiderte PMMA-Komponenten werden in diversen Branchen geschätzt, wo optische Klarheit, Präzision und Ästhetik nicht verhandelbar sind. Von komplexen optischen Systemen bis hin zu eleganten Konsumgütern – Acryl liefert dort Leistung, wo es am meisten zählt.

Optische Linsen & Lichtleiter
Präzisionskomponenten entwickelt für effiziente Lichtübertragung und makellose Abbildung in anspruchsvollen optischen Systemen.

Automobilbeleuchtung
Langlebige, hochklare Teile für Rückleuchten, Scheinwerferlinsen und Innenbeleuchtung, die standhalten Straßenvibrationen und Bewitterung.

Gehäuse für medizinische Geräte
Sterilisierbare, transparente Gehäuse, die ermöglichen visuelle Überwachung innerer Mechanismen und Flüssigkeitsstände.

Consumer-Electronics-Displays
Kratzfeste Bildschirme, Touchpanels und Anzeigen mit Hochglanzoberflächen für hochwertige Produktästhetik.

Architektonische Beleuchtung & Paneele
Wetterbeständige, lichtstreuende Abdeckungen und dekorative Verglasungen, die gleichmäßige Lichtverteilung und strukturelle Stabilität.

Verkaufsdisplays & Beschilderung
Auffällige Point-of-Sale-Displays und beleuchtete Beschilderung, die PMMAs überlegene Lichtstreuung und lebendige Farbfähigkeiten.
Essenzielle Designrichtlinien für PMMA-Spritzgussteile
Die Konstruktion für PMMA (Acrylglas) erfordert aufgrund seiner starren und spröden Natur im Vergleich zu Standardtechnikkunststoffen besondere Sorgfalt. Ein durchdachtes Design minimiert nicht nur das Risiko von Rissen und optischen Defekten, sondern verbessert auch deutlich die Fertigbarkeit Ihrer kundenspezifischen Komponenten.
Die Beibehaltung einer gleichmäßigen Dicke verhindert innere Spannungen, Verzug und Schrumpfungsmarkierungen, was besonders für transparente PMMA-Teile entscheidend ist.
Scharfe innere Ecken sind primäre Schwachstellen bei PMMA. Großzügige Fasen und Radien bauen Spannungskonzentrationen ab und verbessern die strukturelle Integrität.
Ein minimaler Schrägungswinkel von 1–2° ist entscheidend. Die geringe Elastizität von PMMA macht es anfällig für Kratzer oder Risse beim Auswerfen, wenn der Schrägungswinkel unzureichend ist.
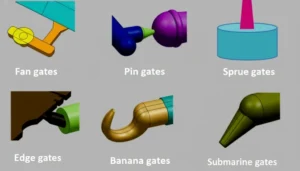
Fächer-, Ansatz- oder Randanschnitte werden empfohlen, um Scherspannungen und Fließmarkierungen zu reduzieren und sicherzustellen, dass das geschmolzene Acryl die Kavität gleichmäßig ohne Strahlungsfehler füllt.
Übermäßige Dicke führt zu ungleichmäßiger Abkühlung, was das Risiko innerer Hohlräume, Blasen und Einfallstellen erhöht und die optische Qualität des Bauteils erheblich beeinträchtigt.
Wie wählt man den richtigen Formenstahl (S136 vs. NAK80) für spiegelglattes PMMA?
Für Ihre optischen Komponenten beeinflusst die Formstahlauswahl direkt die Oberflächenqualität und die Werkzeuglebensdauer.
S136 (auf 48–52 HRC gehärtet)
NAK80 (Vorhärtet ~40 HRC)


Wenn Ihr Projekt spiegelglatte optische Teile erfordert, ist S136 in der Regel die bevorzugte Wahl. Seine Härte und Stabilität gewährleisten eine konsistente Oberflächengüte über lange Produktionsläufe.
Häufige Probleme in Acryl-Spritzgusstechnik und Lösungen
Die außergewöhnliche Transparenz von PMMA bedeutet, dass selbst die geringsten Verarbeitungsfehler sofort sichtbar werden. Die Identifizierung der Ursachen dieser Probleme ist entscheidend für die Wahrung der optischen Integrität Ihrer kundenspezifischen Komponenten.
Die Ursache: Feuchtigkeitskontamination im Harz.
Lösung: Implementieren Sie strenge Materialtrocknungsprotokolle und gewährleisten Sie einen geschlossenen Materialhandhabungsprozess.
Die Ursache: Eingeschlossene Luft oder übermäßige Wandstärke, die zu ungleichmäßiger Abkühlung führt.
Lösung: Optimieren Sie die Formentlüftung und gestalten Sie gleichmäßige Wandstärken neu, um Gaseinschlüsse zu vermeiden.
Die Ursache: Hohe innere Spannung kombiniert mit Umwelteinflüssen.
Lösung: Optimieren Sie das Angussdesign, reduzieren Sie die Einspannspannung und wenden Sie eine Nachform-Temperung (80–90°C) an, um Eigenspannungen abzubauen.
Die Ursache: Hohe anfängliche Einspritzgeschwindigkeit, die dazu führt, dass geschmolzener Kunststoff über den Hohlraum schießt.
Lösung: Nutzen Sie mehrstufige Einspritzgeschwindigkeitssteuerung – beginnen Sie langsam, um Strahlung zu vermeiden, und erhöhen Sie dann für die Kavitätsfüllung.
Nachbearbeitungsoptionen für kundenspezifische Acrylteile
Um Ihren Endproduktanforderungen gerecht zu werden, spielt die Nachbearbeitung eine entscheidende Rolle bei der Verbesserung sowohl des optischen Erscheinungsbilds als auch der strukturellen Leistung von PMMA-Komponenten.
Glättet und klärt die Kanten von geschnittenem Acryl, stellt die optische Transparenz wieder her und erzeugt eine nahtlose, glasähnliche Oberfläche für transparente Teile.
Ein sorgfältig gesteuerter Heiz- und Kühlzyklus, der die innere Spannung erheblich reduziert und verzögertes Kreiden oder Reißen in anspruchsvollen Umgebungen verhindert.
Spezialisierte Anwendungen wie Hartbeschichtungen für Kratzfestigkeit oder entspiegelnde Beschichtungen zur Optimierung der Lichtdurchlässigkeit in optischen Systemen.
Ermöglicht hochpräzise Details, komplexe Geometrien und kundenspezifische Markierungen, ohne mechanische Spannungen im geformten Bauteil zu induzieren.
Für hochwertige optische Anwendungen, die Präzisionsspritzguss mit fortschrittlicher Oberflächenveredelung Techniken stellen sicher, dass Ihre PMMA-Bauteile den strengsten funktionalen und ästhetischen Erwartungen entsprechen.
Frequently Asked Questions (FAQs)
Warum ist das Vortrocknen für die PMMA (Acryl) Spritzgussverarbeitung so kritisch?
PMMA ist stark hygroskopisch. Wenn es vor dem Formen nicht bei 80–90°C für 3–4 Stunden getrocknet wird, verursacht eingeschlossene Feuchtigkeit Silberstreifen, Blasen und Trübungen, was die optische Klarheit Ihrer Teile zerstört.
Welcher Formenstahl wird für hochklare PMMA-Linsen empfohlen?
S136 Edelstahl ist die bevorzugte Wahl für optische PMMA-Teile. Bei einer Härtung auf 48–52 HRC kann er auf einen SPI A-1 Diamantglanz poliert werden und bietet ausgezeichnete Korrosionsbeständigkeit für lange Produktionsläufe.
Was sind die wichtigsten Designregeln für die Acryl-Spritzgussfertigung?
Um Spannungsrisse und Verzug zu vermeiden, halten Sie eine gleichmäßige Wandstärke, verwenden Sie großzügige Verrundungen und Radien (vermeiden Sie scharfe Ecken) und integrieren Sie einen minimalen Schrägungswinkel von 1–2°, um ein sanftes Auswerfen ohne Kratzer zu gewährleisten.
Wie kann ich Blasen und Hohlräume in meinen PMMA-Teilen verhindern?
Blasen werden typischerweise durch eingeschlossene Luft oder übermäßige Wandstärke verursacht. Lösungen umfassen die Optimierung der Formentlüftung, eine gleichmäßige Wandgestaltung zur Vermeidung von Einfallstellen und die Verwendung einer mehrstufigen Einspritzgeschwindigkeit, um ein ordnungsgemäßes Entweichen der Luft zu ermöglichen.
Was verursacht Craze-Bildung (Spannungsrissbildung) in PMMA und wie wird sie behoben?
Krausenbildung wird durch verbleibende innere Spannung in Kombination mit Umwelteinflüssen (wie Chemikalien oder Temperaturschwankungen) verursacht. Es kann durch Optimierung des Angussdesigns, Reduzierung des Einspritzdrucks und Anwendung einer Nachform-Temperung bei 80–90°C zur Spannungsentlastung gelöst werden.
Was ist die empfohlene Schmelztemperatur für die Verarbeitung von PMMA?
PMMA sollte typischerweise zwischen 200–250°C verarbeitet werden. Das Überschreiten dieses Bereichs kann zu Materialabbau und Vergilbung führen, während zu niedrige Temperaturen schlechten Fluss und Kurzschüsse verursachen.
Welche Nachbearbeitungsoptionen stehen für Acrylteile zur Verfügung?
Häufige Nachbearbeitung umfasst Flammpolieren für Kantenklarheit, Tempern zur Spannungsentlastung, Auftragen von kratzfesten oder entspiegelnden Beschichtungen sowie Laserschneiden/Gravieren für präzise Details.
Ist PMMA für den Außenbereich oder UV-exponierte Anwendungen geeignet?
Ja. Im Gegensatz zu vielen anderen transparenten Kunststoffen bietet PMMA außergewöhnliche UV-Beständigkeit und Witterungsfestigkeit. Es behält seine optische Klarheit und vergilbt nicht leicht im Laufe der Zeit, was es ideal für Automobilbeleuchtung und Architekturpaneele macht.

Spritzgusslieferant PPAP-Checkliste für Werkzeuge, Muster und Serienproduktion
If you are sourcing injection molded parts from an overseas supplier, PPAP is the gatekeeper between a prototype that looks fine and a production run that meets specs consistently. In

Verpackungsanforderungen für Spritzgusslieferanten zur Vermeidung von Transportschäden
Sie haben das perfekte Bauteil entworfen, Ihr Werkzeug ist optimal eingestellt, und die Erstmusterprüfung wurde mit Bravour bestanden. Dann trifft die Lieferung am Kunden an — und 15% der
Exportdokumentation für Spritzgusslieferanten: Was internationale Käufer benötigen
Wenn Sie Spritzgussteile von ausländischen Lieferanten beziehen, ist die Papierarbeit genauso wichtig wie die Teile selbst. Fehlende oder falsche Exportdokumentation kann Sendungen um Wochen verzögern, Zoll auslösen
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

