 Ir al contenido
Ir al contenido 

Introducción: El ciclo de moldeo por inyección, también conocido como ciclo de moldeo, es el tiempo que se tarda en completar un proceso de moldeo por inyección. Incluye el tiempo que transcurre desde que se cierra el molde hasta que se moldea el producto, se enfría, se abre el molde, se retira el producto y la máquina está lista para el siguiente ciclo.

Este ciclo afecta directamente a la eficacia de la producción y a la utilización de los equipos, ya que es el tiempo total que tarda la máquina de moldeo por inyección en fabricar una pieza de plástico.
El control preciso del ciclo de moldeo por inyección es fundamental para la industria de transformación de plásticos y es uno de los factores importantes para la competitividad de una empresa y su rendimiento en el mercado. Este artículo tratará en detalle qué es el ciclo de moldeo por inyección.

¿Cuál es la composición de la duración del ciclo de moldeo por inyección?
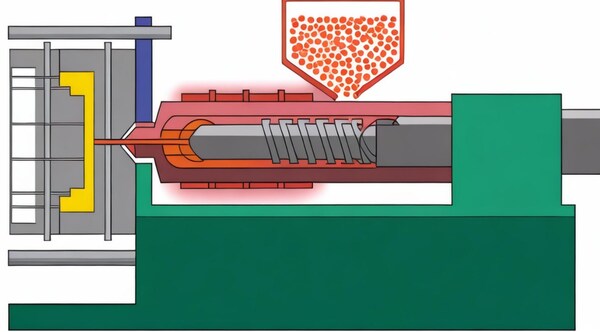
El ciclo de inyección se compone del tiempo de inyección (llenado del molde), el tiempo de mantenimiento, el tiempo de enfriamiento y alimentación (incluida la plastificación previa), la apertura del molde (extracción del producto), las operaciones auxiliares (como la aplicación del agente desmoldeante, la colocación de insertos, etc.) y el tiempo de cierre del molde.
En todo el ciclo de moldeo, el tiempo de enfriamiento y el tiempo de inyección son los más importantes, y tienen una influencia decisiva en el rendimiento y la calidad del producto. El ciclo de inyección es un importante factor del proceso que afecta a moldeo por inyección.
Tiempo de inyección
El proceso de inyección puede dividirse en las siguientes etapas:
Periodo en vacío del émbolo: Durante el tiempo t0~t1, el material se calienta y se plastifica en el barril. Antes de la inyección, el émbolo (o tornillo) comienza a avanzar, pero el material aún no ha entrado en la cavidad del molde.

El émbolo se encuentra en vacío. Cuando el material fluye a través de la boquilla y la compuerta a alta velocidad, la temperatura aumenta debido a la fricción por cizallamiento, y la presión en el émbolo y la boquilla aumenta debido a la resistencia al flujo.
Fase de llenado del molde: En el momento t1, la masa fundida de plástico comienza a inyectarse en la cavidad del molde, y la presión en el molde aumenta rápidamente. En el tiempo t2, la cavidad se llena, y la presión en la cavidad del molde alcanza su punto más alto. Al mismo tiempo, la temperatura del material y la presión del émbolo y la boquilla aumentan.
Periodo de mantenimiento de la presión: De t2 a t3, el plástico sigue fundido. El émbolo tiene que mantener la presión sobre el plástico para empaquetarlo y darle forma en la cavidad del molde, y empujar lentamente un poco más de plástico en la cavidad del molde para compensar la contracción del plástico a medida que se enfría.
A medida que el material de la cavidad del molde se enfría, la presión en el molde también empieza a disminuir porque el plástico se enfría y se contrae.

Periodo de retorno (periodo de presión de retorno o periodo de reflujo) El émbolo retrocede gradualmente desde t3, y durante el proceso se suministra nuevo material (preplastificación) al extremo delantero del barril.
Debido a la disminución de la presión en la boquilla del cilindro y en la compuerta, y a la alta presión en la cavidad del molde, la masa fundida de plástico no congelada es empujada de nuevo hacia la compuerta y la boquilla por la presión interna del molde, lo que provoca el reflujo.
Periodo de solidificación
Durante el tiempo comprendido entre t4 y t5, la temperatura del material en la cavidad sigue disminuyendo. Cuando alcanza la temperatura de solidificación y endurecimiento, la compuerta se congela y el reflujo se detiene. El tiempo de solidificación es un tiempo determinado entre t4 y t5.
El periodo de enfriamiento posterior es el tiempo que transcurre tras la congelación de la compuerta. En realidad, el enfriamiento del plástico en la cavidad comienza una vez finalizado el llenado (tiempo t2). El periodo de enfriamiento posterior consiste en seguir enfriando el producto en la cavidad hasta acercarse a la temperatura de transición vítrea del plástico y, a continuación, desmoldar.
Tiempo de espera
Durante la etapa de empaquetado, se aplica presión a la masa fundida para comprimir el polímero e introducir más material en el molde. Esta etapa se utiliza para compensar la contracción del polímero durante el proceso de enfriamiento desde la temperatura de fusión hasta la temperatura ambiente (ambiente).
Durante la etapa de empaquetado, se pueden añadir al molde entre 5% y 25% más de material. La compuerta debe congelarse durante la etapa de empaquetado para evitar que el material fluya fuera del molde.

En cuanto al tiempo de inyección y envasado, el tiempo de llenado por inyección de los productos generales es muy corto, de unos 2 a 10 segundos, lo que varía en función de la forma y el tamaño del plástico y del producto.
El tiempo de llenado de productos grandes y de paredes gruesas puede alcanzar más de 10 segundos. El tiempo de envasado de los productos generales es de unos 20 a 100 segundos, y el de los productos grandes y de paredes gruesas puede alcanzar de 1 a 5 minutos o incluso más.

El tiempo de enfriamiento se basa en el principio de controlar que el producto no se doble al desmoldarlo, y el tiempo es corto. Suele ser de 30 a 120 segundos, y los productos grandes y de paredes gruesas pueden prolongarse convenientemente.
Tiempo de enfriamiento
El tiempo de enfriamiento es una etapa moldeo por inyección ciclo en el que no se aplica presión al plástico. El molde permanece cerrado y el plástico sigue enfriándose hasta que la pieza puede ser expulsada. La etapa de enfriamiento suele ser la más larga del ciclo de moldeo y suele representar 80% del tiempo total del ciclo.
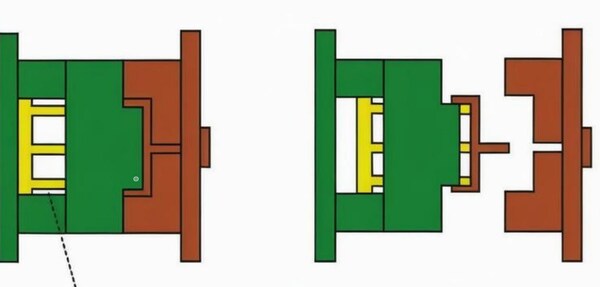
Hora de apertura del molde
Es el tiempo que se tarda en abrir el molde antes de que comience el siguiente ciclo de moldeo. Este tiempo incluye: abrir el molde, expulsar la pieza, prepararse para el siguiente ciclo, como cargar el inserto (no siempre forma parte del ciclo), y cerrar el molde.

¿Cuántas piezas hay en el ciclo de moldeo por inyección?
El tiempo que se tarda en completar un proceso de moldeo por inyección se denomina ciclo de moldeo, también conocido como duración del ciclo. En realidad consta de las siguientes partes:
Ciclo de moldeo
El ciclo de moldeo es importante para la productividad de la mano de obra y la utilización de los equipos. Por ello, los fabricantes de moldes de plástico deben intentar acortar el tiempo pertinente del ciclo de moldeo, garantizando al mismo tiempo la calidad.

En todo el ciclo de moldeo, el tiempo de la unidad de inyección y el tiempo de enfriamiento son los más importantes, y tienen una influencia decisiva en la calidad del producto. El tiempo de llenado en el tiempo de inyección es proporcional a la tasa de llenado, y el tiempo de llenado en la producción suele rondar los 3-5 segundos.
Tiempo de residencia
El tiempo que los materiales plásticos están bajo presión en el molde se denomina tiempo de mantenimiento. Constituye una gran parte del tiempo total de inyección, normalmente entre 20 y 120 segundos (para piezas gruesas, puede llegar a ser de 5 a 10 minutos). El tiempo de mantenimiento afecta a la precisión dimensional de la pieza hasta que el material de la compuerta se congela.

Si es demasiado corto, no tendrá ningún efecto. El tiempo de mantenimiento también tiene un valor óptimo, que depende de la temperatura del material, la temperatura del molde, el tamaño y la ubicación de la compuerta. Si el tamaño y la ubicación de la compuerta y las condiciones del proceso son normales, se suele utilizar como estándar el valor de presión que proporcione el menor rango de contracción para la pieza.
Tiempo de enfriamiento
El tiempo de enfriamiento viene determinado principalmente por el grosor del producto, las propiedades térmicas y de cristalización del plástico y la temperatura del molde. El final del tiempo de enfriamiento debe basarse en el principio de garantizar que el producto no cambie al desmoldar. El tiempo de enfriamiento suele oscilar entre 30 y 120 segundos.

Si el tiempo de enfriamiento es demasiado largo, resulta innecesario, lo que no sólo reduce la eficacia de la producción, sino que también afecta a las piezas complejas. El desmoldeo es difícil, e incluso pueden generarse tensiones de desmoldeo cuando se fuerza el desmoldeo. Otros tiempos del ciclo de moldeo están relacionados con si el proceso de producción está automatizado de forma continua y con el grado de automatización continua.
¿Cómo calcular el ciclo de moldeo por inyección?
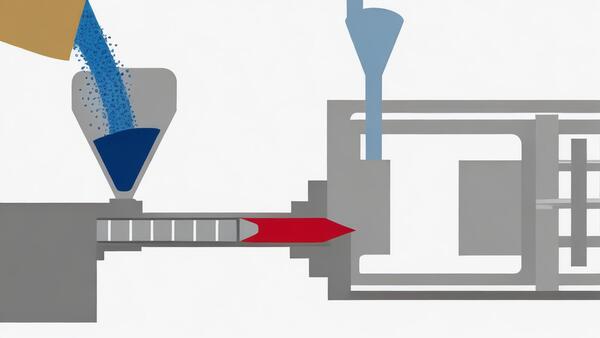
El moldeo por inyección es un proceso cíclico. El ciclo de moldeo se compone principalmente del tiempo de almacenamiento del material, el tiempo de mantenimiento de la inyección, el tiempo de enfriamiento, el tiempo de apertura y cierre del molde, y el tiempo de expulsión y extracción.

El enfriamiento del producto y la dosificación del tornillo y el almacenamiento del material se realizan al mismo tiempo. Al calcular el ciclo de moldeo, tome el valor mayor de los dos (el tiempo de enfriamiento suele incluir el tiempo de almacenamiento de material).
Almacenamiento del material y tiempo de mantenimiento de la inyección
El tiempo de almacenamiento e inyección del material debe determinarse en función de las propiedades del plástico, la forma del producto y los requisitos de calidad (aspecto, tamaño, etc.). Está relacionado con muchos factores, como la presión de inyección, la velocidad de inyección, la velocidad del husillo, la contrapresión y la temperatura.
Bajo la premisa de garantizar la calidad, debe buscarse el menor tiempo posible. Al estimar el tiempo de almacenamiento de material de las piezas moldeadas por inyección, se suele calcular entre 65% y 85% de la capacidad máxima de plastificación (g/s) de la máquina de moldeo por inyección. El proceso de inyección suele dividirse en 3 etapas (lento-rápido-lento).
Al estimar; T=W/20~50%V + t. T: tiempo total de inyección; W: volumen total de inyección (peso de un solo producto x número + peso de la boquilla); V: velocidad máxima de inyección de la máquina de moldeo por inyección; t: una base de tiempo necesaria para que el tornillo arranque y pare; 80T~200T tardan 1~2S; 200T~500T tardan 2~3S; 500T~1000T tardan 3~4S .
Tiempo de mantenimiento de la presión
El tiempo de mantenimiento de la presión es el tiempo que transcurre desde que se llena la cavidad del molde hasta que finaliza el mantenimiento de la presión. La elección del tiempo de mantenimiento de la presión depende generalmente de los requisitos del producto en cuanto a contracción del aspecto, tamaño y deformación.
Tiempo de enfriamiento
El tiempo de enfriamiento es el tiempo que transcurre desde el final del mantenimiento de la presión hasta la apertura del molde. La duración del tiempo de enfriamiento depende de factores como la forma y el grosor de la pared del producto, el diseño del agua de refrigeración del molde, la temperatura del molde y las propiedades de la masa fundida.

Bajo la premisa de garantizar la buena calidad del producto, el tiempo de enfriamiento debe acortarse al máximo. Cuando el producto es fijo, el diseño del agua de refrigeración del molde es el factor clave que afecta a la duración del tiempo de enfriamiento.
Hora de apertura y cierre del molde
El tiempo de apertura y cierre del molde se ve afectado por factores como el tamaño de la máquina y la estructura del molde.

La estructura de tracción del núcleo (deslizamiento) en el molde, el mecanismo de transmisión de la cremallera de apertura y cierre del molde, el mecanismo del molde de tres placas (salida de agua fina), etc. afectarán al tiempo de apertura y cierre del molde. Generalmente, 80T~200T tarda 4~8S, 200T~500T tarda 6~10S, y 500T~1000T tarda 8~15S.
Tiempo de expulsión y recogida
El tiempo de expulsión y extracción depende de la velocidad de expulsión, la carrera de expulsión y el método de extracción (automático, manual, robotizado). La extracción automática se utiliza generalmente sólo para productos pequeños con bajos requisitos de apariencia (piezas internas), y el tiempo de extracción es generalmente de 0,5~2S.

Cuando el robot saca el producto, el molde puede empezar a cerrar el molde después de que el producto salga del rango del molde. El tiempo de expulsión y extracción es generalmente de 3~8S, y la extracción manual tarda generalmente 1~3S más que el robot. Generalmente, se utilizan productos similares como referencia para estimar el ciclo de moldeo.
¿Cuáles son las principales formas de acortar el moldeo por inyección?
La razón principal para utilizar moldes de moldeo automáticos de alta velocidad es acortar el ciclo de moldeo por inyección y alcanzar el límite del moldeo por inyección capacidad de plastificación de la máquina para mejorar la calidad de las piezas de plástico, ahorrar mano de obra y mejorar la eficacia de la producción. Los principales métodos para acortar el ciclo de moldeo son los siguientes.

Acortar el tiempo de inyección
Para reducir el tiempo de inyección, puede aumentar la presión de inyección para acortar el tiempo que tarda el material fundido en llenar el molde. Para ello es necesario utilizar compuertas con áreas de sección transversal más pequeñas, como las compuertas de punta y las compuertas laterales.
Dado que estas compuertas tienen una sección transversal pequeña, cuando el material fundido fluye a través de ellas, genera una tasa de cizallamiento muy alta y nuevo calor debido a la fricción a alta velocidad, lo que aumenta la fluidez del material fundido y le permite llenar rápidamente la cavidad del molde. Para conseguirlo, el canal debe ser lo más corto posible.

Si se utiliza un sistema de compuerta sin canal o de canal caliente, el extremo delantero de la boquilla puede estar directamente en contacto con la compuerta, lo que reduce enormemente la resistencia al flujo y favorece la reducción del tiempo de inyección.
Mantener las distintas partes de las piezas moldeadas a una temperatura adecuada. Durante el proceso de inyección, debido a la disipación de calor del canal y el cuerpo del molde, cuando los flujos de plástico fundido alcanzan el final del proceso, su temperatura disminuye gradualmente, provocando que la cavidad final quede sin rellenar.

Para evitar este fenómeno, la temperatura del molde debe ser más alta al final del proceso. La temperatura del molde también debe ser ligeramente superior en las zonas en las que es probable que se produzcan marcas de soldadura para evitarlas.
Por esta razón, a veces se utilizan métodos de calentamiento local, o la disposición densa de canales de agua circulante para equilibrar el calor, es decir, la salida del canal de agua circulante se ajusta al final del proceso (la temperatura del agua en la salida del canal de agua es superior a la de la entrada) para ajustar el equilibrio de la temperatura del molde y garantizar la fluidez del material fundido al final del vertido.

Instale los dispositivos de escape y rebose necesarios. Durante el moldeo a alta velocidad, como la resina plástica fundida se inyecta a alta presión y llena la cavidad del molde en poco tiempo, si el aire de la cavidad no puede descargarse a tiempo y rápidamente, afectará a la calidad de la pieza de plástico y provocará defectos de inyección.
Por lo tanto, al diseñar el molde, debe tenerse muy en cuenta el ajuste de las ranuras de escape. Por lo general, las ranuras de escape adecuadas y los dispositivos de rebose necesarios se colocan en la superficie de separación y al final de cada proceso.

Acortar el tiempo de enfriamiento y solidificación de la masa fundida
El tiempo de enfriamiento y solidificación de la masa fundida durante el proceso de inyección representa una gran proporción. Así pues, mejorar la eficiencia de refrigeración del molde y acortar el tiempo de enfriamiento y solidificación son una de las formas más eficaces de acortar el ciclo de moldeo.
Mejorar la eficacia global de refrigeración del molde. En términos generales, la refrigeración del cuerpo del molde se consigue mediante el agua del canal de agua circulante que se lleva el calor para conseguir la refrigeración del molde.

Después de establecer un buen circuito de refrigeración, el problema más importante es aumentar el flujo de agua de refrigeración y tratar de reducir la diferencia de temperatura entre la salida y la entrada de agua de refrigeración, especialmente para los moldes automatizados de moldeo de alta velocidad, la diferencia de temperatura entre la salida y la entrada debe ser controlada dentro de 3 ° C.

Es más efectivo utilizar el método paralelo para enfriar los canales de agua, especialmente en verano cuando se utiliza agua del grifo, se debe instalar un dispositivo especial de enfriamiento y suministro de agua. Su función es que el agua que sale por la salida del canal de agua del cuerpo del molde tenga una temperatura determinada.
Tras enfriarse a través del dispositivo de refrigeración, estas aguas fluyen hacia la entrada del canal de agua con una bomba de agua especial, que puede mejorar la eficacia de la refrigeración y puede reciclarse para ahorrar agua.

El circuito de agua de refrigeración se coloca lo más cerca posible de la pieza de plástico moldeada, y en la pared lateral se procesa una estructura de bloqueo del flujo, como un escalón o una rosca gruesa. En este momento, el flujo de agua de refrigeración chocará con la pieza escalonada al regresar y obtendrá calor del núcleo.
El agua de refrigeración que quita el calor salpica la parte escalonada y choca con el agua de refrigeración entrante, aumentando así el área de contacto entre el agua de refrigeración y el cuerpo del núcleo e incrementando el efecto de refrigeración.

Cuando la forma del núcleo es delgada, debido al pequeño tamaño del núcleo, la temperatura es fácil de aumentar durante el moldeo y no es fácil de disipar y enfriar, lo que tiene un gran impacto en el ciclo de moldeo, y se debe establecer un dispositivo de refrigeración.
Sin embargo, cuando es imposible establecer un canal de agua de refrigeración desde el interior, se puede seleccionar una aleación de cobre berilio con buena conductividad térmica.
A veces, para conseguir una refrigeración equilibrada, es necesario enfriar y calentar una parte determinada del molde automatizado de alta velocidad. En el moldeo automatizado de alta velocidad, no se puede ignorar el problema de refrigeración del canal.
Si se utiliza un sistema de canal frío para el moldeo por colada, el canal principal y el ramal son relativamente gruesos, por lo que su tiempo de enfriamiento será relativamente prolongado, es decir, el ciclo de moldeo se prolongará al mismo tiempo. Por lo tanto, es muy necesario establecer un circuito de refrigeración en el canal.

Cortoen el Tiempo Auxiliar
El tiempo auxiliar se refiere al tiempo del ciclo de moldeo, excepto el mantenimiento de la presión de inyección y el proceso de enfriamiento y curado, es decir, el tiempo que transcurre desde la apertura hasta el cierre del molde.
Durante este tiempo, las piezas de plástico y el condensado fundido se desmoldan para que caigan automáticamente del molde, se limpian los residuos de la zona de moldeo del cuerpo del molde y se reajustan las piezas móviles durante el proceso de cierre del molde.

La proporción de tiempo que ocupan no es grande, pero cada segundo cuenta en el proceso automatizado de moldeo de alta velocidad. Para acortar el tiempo auxiliar, a menudo se utiliza el soplado de aire comprimido para eliminar automáticamente los residuos antes de cerrar el molde.
Conclusión
En este documento se analizan principalmente los componentes temporales del plástico moldeo por inyección que incluye el tiempo de inyección, el tiempo de mantenimiento de la presión, el tiempo de enfriamiento, el tiempo de apertura del molde y el tiempo de expulsión. Estos periodos de tiempo no sólo afectan a la eficiencia de la producción y a la utilización de los equipos, sino que también determinan directamente la calidad del producto y la eficiencia de la producción.

Optimizando el funcionamiento y los parámetros técnicos de cada etapa, se puede acortar eficazmente el ciclo de moldeo, mejorar la eficiencia de la producción y garantizar la estabilidad y consistencia de la calidad del producto.







