 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Der Spritzgießzyklus, auch Formgebungszyklus genannt, ist die Zeit, die für den Abschluss eines Spritzgießverfahrens benötigt wird. Er umfasst die Zeit zwischen dem Schließen der Form und dem Zeitpunkt, an dem das Produkt geformt und abgekühlt ist, sich die Form öffnet, das Produkt entnommen wird und die Maschine für den nächsten Zyklus bereit ist.

Dieser Zyklus wirkt sich direkt auf die Produktionseffizienz und die Auslastung der Anlagen aus, da er die Gesamtzeit angibt, die die Spritzgießmaschine zur Herstellung eines Kunststoffteils benötigt.
Die genaue Steuerung des Spritzgießzyklus ist für die kunststoffverarbeitende Industrie von entscheidender Bedeutung und einer der wichtigsten Faktoren für die Wettbewerbsfähigkeit und Marktleistung eines Unternehmens. In diesem Artikel wird im Detail erörtert, was der Spritzgießzyklus ist.

Wie setzt sich die Zykluszeit beim Spritzgießen zusammen?
Der Einspritzzyklus setzt sich zusammen aus der Einspritzung (Formfüllung), der Haltezeit, der Abkühl- und Einspeisungszeit (einschließlich der Vorplastifizierung), der Formöffnung (Produktentnahme), den Hilfsoperationen (z. B. Auftragen von Trennmittel, Einlegen von Einlegeteilen usw.) und der Formschließzeit.
Im gesamten Formgebungszyklus sind die Kühlzeit und die Einspritzzeit am wichtigsten und haben einen entscheidenden Einfluss auf die Leistung und Qualität des Produkts. Der Einspritzzyklus ist ein wichtiger Prozessfaktor, der Spritzgießen.
Injektionszeit
Der Einspritzvorgang lässt sich in die folgenden Phasen unterteilen:
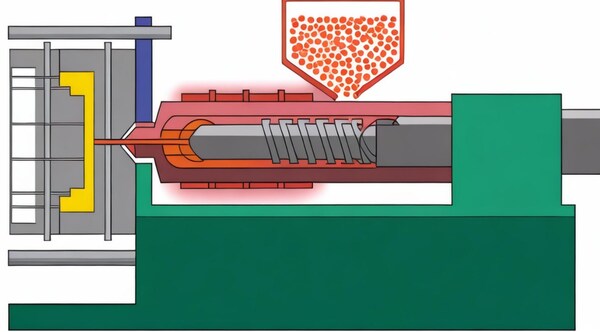
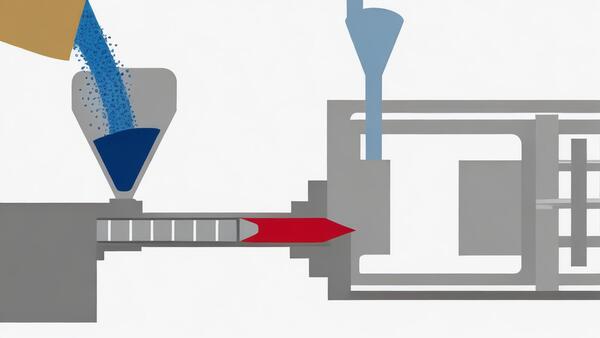
Leerlaufzeit des Stößels: Während der Zeit t0~t1 wird das Material im Zylinder erhitzt und plastifiziert. Vor dem Einspritzen beginnt der Kolben (oder die Schnecke), sich vorwärts zu bewegen, aber das Material ist noch nicht in den Formhohlraum eingetreten.

Der Kolben befindet sich in einem lastfreien Zustand. Wenn das Material mit hoher Geschwindigkeit durch die Düse und den Anschnitt fließt, steigt die Temperatur aufgrund der Scherreibung, und der Druck an Kolben und Düse erhöht sich aufgrund des Strömungswiderstands.
Phase der Formfüllung: Zum Zeitpunkt t1 beginnt die Kunststoffschmelze in den Formhohlraum eingespritzt zu werden, und der Druck im Werkzeug steigt schnell an. Zum Zeitpunkt t2 wird die Kavität gefüllt, und der Druck in der Kavität erreicht seinen höchsten Punkt. Gleichzeitig steigen die Materialtemperatur sowie der Kolben- und Düsendruck an.
Druckhaltezeit: Von t2 bis t3 ist der Kunststoff noch geschmolzen. Der Stempel muss den Druck auf den Kunststoff aufrechterhalten, um den Kunststoff im Formhohlraum zu verdichten und zu formen, und langsam etwas mehr Kunststoff in den Formhohlraum drücken, um die Schrumpfung des Kunststoffs beim Abkühlen auszugleichen.
Wenn das Material im Formhohlraum abkühlt, beginnt auch der Druck in der Form zu sinken, da der Kunststoff abkühlt und schrumpft.

Rücklaufperiode (Rücklaufdruckperiode oder Rückflussperiode) Der Kolben bewegt sich von t3 aus allmählich zurück, und während des Prozesses wird neues Material (Vorplastifizierung) an das vordere Ende des Fasses geliefert.
Aufgrund des Druckabfalls an Zylinderdüse und Anschnitt und des hohen Drucks im Formhohlraum wird die nicht gefrorene Kunststoffschmelze durch den Innendruck des Werkzeugs zurück zum Anschnitt und zur Düse gedrückt, was zu einem Rückfluss führt.
Erstarrungsphase
In der Zeit von t4 bis t5 nimmt die Temperatur des Materials im Hohlraum weiter ab. Wenn es die Erstarrungs- und Aushärtungstemperatur erreicht, gefriert der Anschnitt und der Rückfluss stoppt. Die Erstarrungszeit ist eine bestimmte Zeit zwischen t4 und t5.
Die anschließende Kühlzeit ist die Zeit nach dem Einfrieren des Anschnitts. Eigentlich beginnt die Abkühlung des Kunststoffs in der Kavität nach Abschluss der Füllung (Zeitpunkt t2). Die anschließende Kühlzeit dient dazu, das Produkt in der Kavität weiter abzukühlen, bis es sich der Glasübergangstemperatur des Kunststoffs nähert, und es dann zu entformen.
Haltezeit
In der Verpackungsphase wird Druck auf die Schmelze ausgeübt, um das Polymer zu komprimieren und mehr Material in die Form zu drücken. Diese Phase dient dazu, die Schrumpfung des Polymers während des Abkühlens von der Schmelzetemperatur auf die Umgebungstemperatur (Raumtemperatur) auszugleichen.
Während der Verpackungsphase können weitere 5% bis 25% Material in die Form gegeben werden. Der Anschnitt sollte während der Verpackungsphase eingefroren werden, um zu verhindern, dass das Material aus der Form fließt.

Was die Einspritz- und Verpackungszeit betrifft, so ist die Einspritz-Füllzeit für allgemeine Produkte sehr kurz und liegt zwischen 2 und 10 Sekunden, was je nach Form und Größe des Kunststoffs und des Produkts variiert.
Die Abfüllzeit von großen und dickwandigen Produkten kann mehr als 10 Sekunden betragen. Die Verpackungszeit für allgemeine Produkte beträgt etwa 20 bis 100 Sekunden, und große und dickwandige Produkte können 1 bis 5 Minuten oder sogar mehr erreichen.

Die Abkühlungszeit basiert auf dem Prinzip, dass sich das Produkt beim Entformen nicht verbiegt, und die Zeit ist kurz. Sie beträgt in der Regel 30 bis 120 Sekunden, bei großen und dickwandigen Produkten kann sie entsprechend verlängert werden.
Abkühlungszeit
Die Abkühlungszeit ist eine Phase der Spritzgießen Zyklus, bei dem kein Druck auf den Kunststoff ausgeübt wird. Die Form bleibt geschlossen und der Kunststoff kühlt weiter ab, bis das Teil ausgeworfen werden kann. Die Abkühlphase ist in der Regel die längste Phase des Formgebungszyklus und macht oft 80% der gesamten Zykluszeit aus.
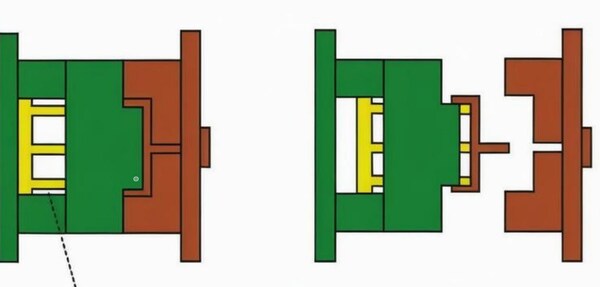
Öffnungszeit der Form
Dies ist die Zeit, die benötigt wird, um die Form zu öffnen, bevor der nächste Formgebungszyklus beginnt. Diese Zeit umfasst das Öffnen der Form, das Auswerfen des Teils, die Vorbereitung auf den nächsten Zyklus, wie das Einlegen des Einsatzes (nicht immer Teil des Zyklus), und das Schließen der Form.

Wie viele Teile umfasst der Spritzgießzyklus?
Die Zeit, die benötigt wird, um einen Spritzgießprozess abzuschließen, wird als Spritzgießzyklus oder auch als Zykluszeit bezeichnet. Sie setzt sich aus den folgenden Teilen zusammen:
Zyklus der Formgebung
Der Formgebungszyklus ist wichtig für die Arbeitsproduktivität und die Auslastung der Anlagen. Hersteller von Kunststoffformen sollten daher versuchen, die entsprechende Zeit im Formungszyklus zu verkürzen und gleichzeitig die Qualität zu gewährleisten.

Im gesamten Spritzgießzyklus sind die Einspritzzeit und die Kühlzeit die wichtigsten und haben einen entscheidenden Einfluss auf die Qualität des Produkts. Die Füllzeit in der Einspritzzeit ist proportional zur Füllrate, und die Füllzeit in der Produktion liegt im Allgemeinen bei 3-5 Sekunden.
Verweildauer
Die Zeit, in der das Kunststoffmaterial in der Form unter Druck steht, wird als Haltezeit bezeichnet. Sie macht einen großen Teil der gesamten Einspritzzeit aus, in der Regel 20-120 Sekunden (bei dicken Teilen kann sie bis zu 5-10 Minuten betragen). Die Nachdruckzeit wirkt sich auf die Maßhaltigkeit des Teils aus, bis das Material am Anschnitt gefriert.

Wenn sie zu kurz ist, hat sie keine Wirkung. Auch für die Haltezeit gibt es einen optimalen Wert, der von der Materialtemperatur, der Werkzeugtemperatur, der Anschnittgröße und der Anschnittposition abhängt. Wenn die Anschnittgröße und -position sowie die Prozessbedingungen normal sind, wird in der Regel der Druckwert als Standard verwendet, der den kleinsten Schwindungsbereich für das Teil ergibt.
Abkühlungszeit
Die Kühlzeit wird hauptsächlich durch die Dicke des Produkts, die thermischen und kristallisierenden Eigenschaften des Kunststoffs und die Werkzeugtemperatur bestimmt. Das Ende der Kühlzeit sollte sich daran orientieren, dass sich das Produkt beim Entformen nicht verändert. Die Kühlzeit liegt im Allgemeinen zwischen 30 und 120 Sekunden.

Ist die Abkühlzeit zu lang, ist sie unnötig, was nicht nur die Produktionseffizienz verringert, sondern auch komplexe Teile beeinträchtigt. Die Entformung ist schwierig, und bei der Zwangsentformung können sogar Entformungsspannungen entstehen. Andere Zeiten im Formgebungszyklus hängen damit zusammen, ob der Produktionsprozess kontinuierlich automatisiert ist und wie hoch der Grad der kontinuierlichen Automatisierung ist.
Wie schätzt man den Zyklus des Spritzgießens?
Spritzgießen ist ein zyklischer Prozess. Der Spritzgießzyklus besteht hauptsächlich aus Materiallagerzeit, Einspritzhaltezeit, Abkühlzeit, Werkzeugöffnungs- und -schließzeit, Ausstoß- und Entnahmezeit.

Die Abkühlung des Produkts, die Schneckendosierung und die Lagerung des Materials erfolgen zur gleichen Zeit. Bei der Berechnung des Gießzyklus ist der größere der beiden Werte zu verwenden (die Kühlzeit schließt im Allgemeinen die Materiallagerzeit ein).
Materiallagerung und Haltezeit für die Injektion
Die Zeit für die Lagerung und das Einspritzen des Materials sollte in Abhängigkeit von den Eigenschaften des Kunststoffs, der Form des Produkts und den Qualitätsanforderungen (Aussehen, Größe usw.) festgelegt werden. Sie hängt von vielen Faktoren wie Einspritzdruck, Einspritzgeschwindigkeit, Schneckendrehzahl, Gegendruck und Temperatur ab.
Unter der Prämisse, die Qualität zu sichern, sollte die kürzeste Zeit angestrebt werden. Bei der Abschätzung der Materiallagerzeit von Spritzgussteilen wird im Allgemeinen zwischen 65% und 85% der maximalen Plastifizierleistung (g/s) der Spritzgießmaschine gerechnet. Der Spritzgießvorgang wird in der Regel in 3 Stufen (langsam-schnell-langsam) unterteilt.
Bei der Schätzung; T=W/20~50%V + t. T: gesamte Einspritzzeit; W: gesamtes Einspritzvolumen (Gewicht eines einzelnen Produkts x Anzahl + Düsengewicht); V: maximale Einspritzgeschwindigkeit der Spritzgießmaschine; t: eine Zeitbasis, die für das Starten und Stoppen der Schnecke erforderlich ist; 80T~200T benötigen 1~2S; 200T~500T benötigen 2~3S; 500T~1000T benötigen 3~4S .
Druckhaltezeit
Die Druckhaltezeit ist die Zeit vom Füllen des Formhohlraums bis zum Ende des Druckhaltens. Die Wahl der Druckhaltezeit hängt im Allgemeinen von den Anforderungen des Produkts in Bezug auf Erscheinungsbild, Schrumpfung, Größe und Verformung ab.
Abkühlungszeit
Die Abkühlzeit ist die Zeit vom Ende des Druckhaltens bis zum Öffnen der Form. Die Länge der Kühlzeit wird von Faktoren wie der Form und Wandstärke des Produkts, der Gestaltung des Kühlwassers in der Form, der Formtemperatur und den Eigenschaften der Schmelze beeinflusst.

Unter der Prämisse, eine gute Produktqualität zu gewährleisten, sollte die Kühlzeit so weit wie möglich verkürzt werden. Wenn das Produkt fixiert ist, ist die Gestaltung des Kühlwassers der entscheidende Faktor, der die Länge der Kühlzeit beeinflusst.
Öffnungszeit und Schließzeit der Form
Die Öffnungs- und Schließzeit der Form wird von Faktoren wie der Maschinengröße und dem Aufbau der Form beeinflusst.

Die Kernzugstruktur (Schlitten) auf der Form, der Mechanismus der Zahnstange zum Öffnen und Schließen der Form, der Mechanismus der Drei-Platten-Form (feiner Wasserauslass) usw. beeinflussen die Öffnungs- und Schließzeit der Form. Im Allgemeinen dauert 80T~200T 4~8S, 200T~500T dauert 6~10S, und 500T~1000T dauert 8~15S.
Auswurf und Abholzeit
Die Auswurf- und Entnahmezeit wird von der Auswurfgeschwindigkeit, dem Auswurfhub und der Entnahmemethode (automatisch, manuell, Roboter) beeinflusst. Die automatische Entnahme wird im Allgemeinen nur für kleine Produkte mit geringen Anforderungen an das Aussehen (Innenteile) verwendet, und die Entnahmezeit beträgt im Allgemeinen 0,5~2S.

Wenn der Roboter das Produkt entnimmt, kann die Form beginnen, die Form zu schließen, nachdem das Produkt den Formbereich verlassen hat. Die Ausstoß- und Entnahmezeit beträgt im Allgemeinen 3~8S, und die manuelle Entnahme dauert im Allgemeinen 1~3S länger als die des Roboters. Im Allgemeinen werden ähnliche Produkte als Referenz verwendet, um den Formungszyklus abzuschätzen.
Was sind die wichtigsten Methoden zur Verkürzung des Spritzgießens?
Der Hauptgrund für den Einsatz von Hochgeschwindigkeits-Automatikformen ist die Verkürzung des Spritzgießzyklus und das Erreichen der Grenzwerte für die Spritzgießen Maschine, um die Qualität der Kunststoffteile zu verbessern, Arbeit einzusparen und die Produktionseffizienz zu steigern. Die wichtigsten Methoden zur Verkürzung des Spritzgießzyklus sind die folgenden.

Injektionszeit verkürzen
Um die Einspritzzeit zu verkürzen, können Sie den Einspritzdruck erhöhen, um die Zeit zu verkürzen, die das geschmolzene Material benötigt, um das Werkzeug zu füllen. Dies erfordert die Verwendung von Anschnitten mit kleineren Querschnittsflächen, wie z. B. Punktanschnitte und Seitenanschnitte.
Da diese Anschnitte eine kleine Querschnittsfläche haben, erzeugt das geschmolzene Material beim Durchfließen eine sehr hohe Schergeschwindigkeit und neue Wärme durch die Hochgeschwindigkeitsreibung, was die Fließfähigkeit des geschmolzenen Materials erhöht und es ermöglicht, den Formhohlraum schnell zu füllen. Um dies zu erreichen, sollte der Angusskanal so kurz wie möglich sein.

Wenn Sie ein angussloses oder Heißkanal-Anschnittsystem verwenden, kann das vordere Ende der Düse direkt mit dem Anschnitt in Berührung kommen, was den Strömungswiderstand erheblich verringert und die Einspritzzeit verkürzt.
Halten Sie die verschiedenen Teile der geformten Teile auf einer geeigneten Temperatur. Während des Einspritzvorgangs sinkt die Temperatur des geschmolzenen Kunststoffs aufgrund der Wärmeableitung durch den Angusskanal und den Formkörper allmählich ab, wenn der geschmolzene Kunststoff das Ende des Prozesses erreicht, was dazu führt, dass der Endhohlraum nicht gefüllt wird.

Um dieses Phänomen zu vermeiden, sollte die Temperatur der Form am Ende des Prozesses höher sein. Die Temperatur der Form sollte auch in Bereichen, in denen Schweißnähte auftreten können, etwas höher sein, um Schweißnähte zu vermeiden.
Aus diesem Grund werden manchmal lokale Beheizungsmethoden angewandt oder die dichte Anordnung von zirkulierenden Wasserkanälen wird zum Wärmeausgleich verwendet, d. h. der Auslass des zirkulierenden Wasserkanals wird am Ende des Prozesses eingestellt (die Wassertemperatur am Auslass des Wasserkanals ist höher als am Einlass), um den Ausgleich der Formtemperatur zu regulieren und die Fließfähigkeit des geschmolzenen Materials am Ende des Gießens zu gewährleisten.

Installieren Sie die erforderlichen Entlüftungs- und Überlaufvorrichtungen. Beim Hochgeschwindigkeitsformen wird das geschmolzene Kunststoffharz mit hohem Druck eingespritzt und füllt den Formhohlraum in kurzer Zeit. Wenn die Luft im Hohlraum nicht rechtzeitig und schnell abgeführt werden kann, beeinträchtigt dies die Qualität des Kunststoffteils und verursacht Einspritzfehler.
Daher sollte bei der Konstruktion der Form die Einstellung der Entlüftungsnuten umfassend berücksichtigt werden. In der Regel werden an der Trennfläche und am Ende jedes Prozesses geeignete Entlüftungsrillen und die erforderlichen Überlaufvorrichtungen angebracht.

Verkürzung der Abkühl- und Erstarrungszeit der Schmelze
Die Abkühl- und Erstarrungszeit der Schmelze während des Einspritzvorgangs macht einen großen Teil aus. Die Verbesserung der Kühleffizienz des Werkzeugs und die Verkürzung der Kühl- und Erstarrungszeit sind daher eine der effektivsten Möglichkeiten zur Verkürzung des Gießzyklus.
Verbesserung der gesamten Kühleffizienz der Form. Im Allgemeinen wird die Kühlung des Formkörpers dadurch erreicht, dass das Wasser im zirkulierenden Wasserkanal die Wärme abführt, um die Form zu kühlen.

Nach der Einrichtung eines guten Kühlkreislaufs besteht das wichtigste Problem darin, den Durchfluss des Kühlwassers zu erhöhen und zu versuchen, den Temperaturunterschied zwischen dem Auslass und dem Einlass des Kühlwassers zu verringern, insbesondere bei automatisierten Hochgeschwindigkeitsformen sollte der Temperaturunterschied zwischen dem Auslass und dem Einlass innerhalb von 3 °C liegen.

Es ist effektiver, die parallele Methode zur Kühlung der Wasserkanäle zu verwenden, vor allem im Sommer, wenn Leitungswasser verwendet wird, sollte eine spezielle Kühlwasser-Kühl- und Fördervorrichtung eingerichtet werden. Sie sorgt dafür, dass das Wasser, das aus dem Wasserkanal des Formkörpers fließt, eine bestimmte Temperatur hat.
Nach der Abkühlung durch die Kühleinrichtung fließt dieses Wasser mit einer speziellen Wasserpumpe in den Einlass des Wasserkanals, wodurch die Kühleffizienz verbessert und das Wasser wiederverwendet werden kann.

Der Kühlwasserkreislauf wird so nah wie möglich an das Kunststoffformteil herangeführt, und an der Seitenwand wird eine strömungshemmende Struktur wie eine Stufe oder ein grobes Gewinde angebracht. Zu diesem Zeitpunkt stößt der Kühlwasserstrom beim Rücklauf auf das Stufenteil und entzieht dem Kern Wärme.
Das Kühlwasser, das die Wärme abführt, spritzt auf das Stufenteil und kollidiert mit dem einströmenden Kühlwasser, wodurch die Kontaktfläche zwischen dem Kühlwasser und dem Kernkörper vergrößert und die Kühlwirkung erhöht wird.

Wenn die Kernform schlank ist, steigt die Temperatur aufgrund der geringen Größe des Kerns während des Formens leicht an und kann nicht so leicht abgeleitet und abgekühlt werden, was sich stark auf den Formungszyklus auswirkt, so dass eine Kühlvorrichtung erforderlich ist.
Wenn es jedoch nicht möglich ist, einen Kühlwasserkanal von innen anzulegen, kann eine Berylliumkupferlegierung mit guter Wärmeleitfähigkeit gewählt werden.
Um eine ausgewogene Kühlung zu erreichen, müssen Sie manchmal einen bestimmten Teil des automatisierten Hochgeschwindigkeitswerkzeugs kühlen und erwärmen. Beim automatisierten High-Speed-Spritzgießen kann man das Kühlungsproblem des Angusses nicht ignorieren.
Wenn Sie ein Kaltkanalsystem für das Gießen verwenden, sind der Haupt- und der Nebenkanal relativ dick, so dass sich ihre Abkühlungszeit relativ verlängert, d. h. der Gießzyklus wird gleichzeitig verlängert. Daher ist es unbedingt erforderlich, einen Kühlkreislauf am Anguss einzurichten.

Kurzen die Nebenzeit
Als Hilfszeit wird die Zeit im Formgebungszyklus bezeichnet, mit Ausnahme der Zeit für das Halten des Einspritzdrucks und des Abkühlungs- und Aushärtungsprozesses, d. h. die Zeit vom Öffnen bis zum Schließen der Form.
Während dieser Zeit werden die Kunststoffteile und das gegossene Kondensat entformt, so dass sie automatisch aus der Form fallen, die Ablagerungen im Formbereich des Formkörpers werden entfernt, und die beweglichen Teile werden während des Schließvorgangs der Form zurückgesetzt.

Der Zeitanteil, den sie beanspruchen, ist nicht groß, aber im automatisierten Hochgeschwindigkeitsformverfahren zählt jede Sekunde. Um die Hilfszeit zu verkürzen, wird häufig Druckluft zum automatischen Entfernen von Ablagerungen vor dem Schließen der Form eingesetzt.
Schlussfolgerung
In diesem Papier werden hauptsächlich die zeitlichen Komponenten der plastischen Spritzgießen Zyklus, einschließlich Einspritzzeit, Druckhaltezeit, Abkühlzeit, Werkzeugöffnungszeit und Ausstoßzeit. Diese Zeiträume wirken sich nicht nur auf die Produktionseffizienz und die Auslastung der Anlagen aus, sondern bestimmen auch direkt die Produktqualität und die Produktionseffizienz.

Durch die Optimierung der Arbeitsabläufe und der technischen Parameter der einzelnen Stufen kann der Formungszyklus effektiv verkürzt, die Produktionseffizienz verbessert und die Stabilität und Konsistenz der Produktqualität gewährleistet werden.







